1
(21)4447372/33 (22) 23.06.88 (46)30.09.91. Бюл. №36
(71)Пермский сельскохозяйственный институт им. акад. Д.М.Прянишникова
(72)Ю.Н.Алсуфьев и В.И.Петухов
(53)666.3.022 (088.8)
(56)Патент Японии № 50-19285. кл. В 28 В 3/20, 1975.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ АСБЕСТО- ЦЕМЕНТНЫХ ИЗДЕЛИЙ И- УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
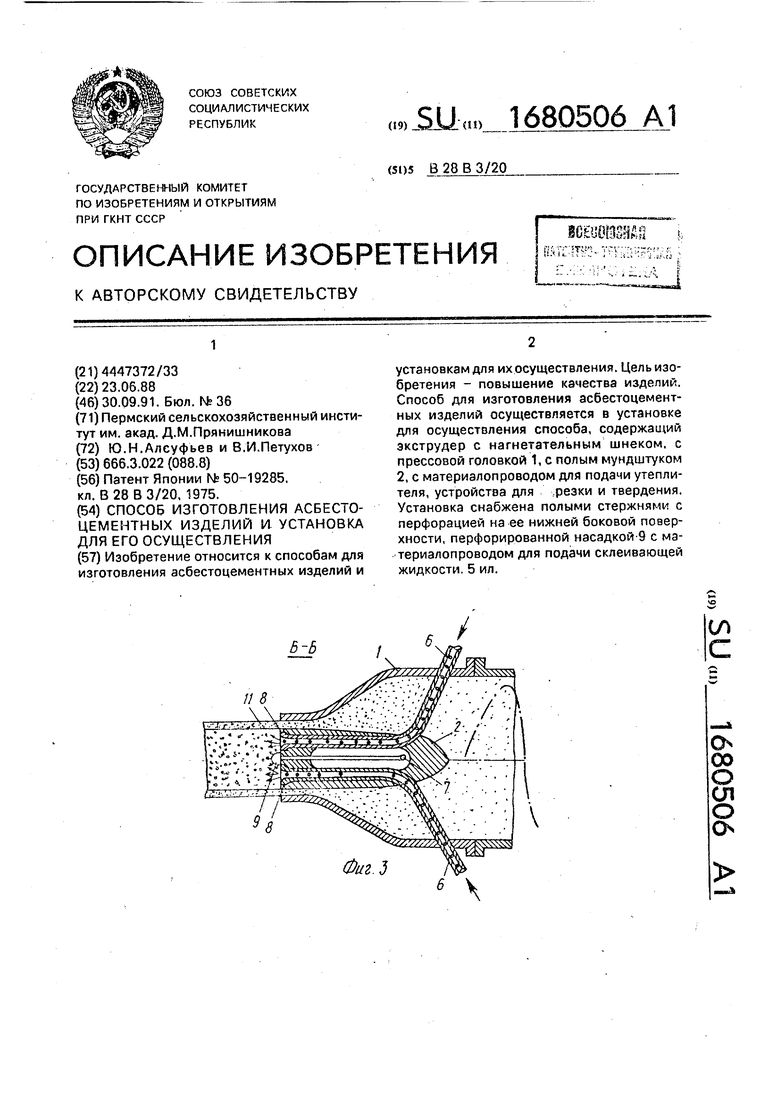
(57)Изобретение относится к способам для изготовления асбестоцементных изделий и
установкам для их осуществления. Цель изобретения - повышение качества изделий. Способ для изготовления асбестоцементных изделий осуществляется в установке для осуществления способа, содержащий экструдер с нагнетательным шнеком, с прессовой головкой 1, с полым мундштуком 2, с материалопроводом для подачи утеплителя, устройства для резки и твердения. Установка снабжена полыми стержнями с перфорацией на ее нижней боковой поверхности, перфорированной насадкой-9 с материалопроводом для подачи склеивающей жидкости. 5 ил.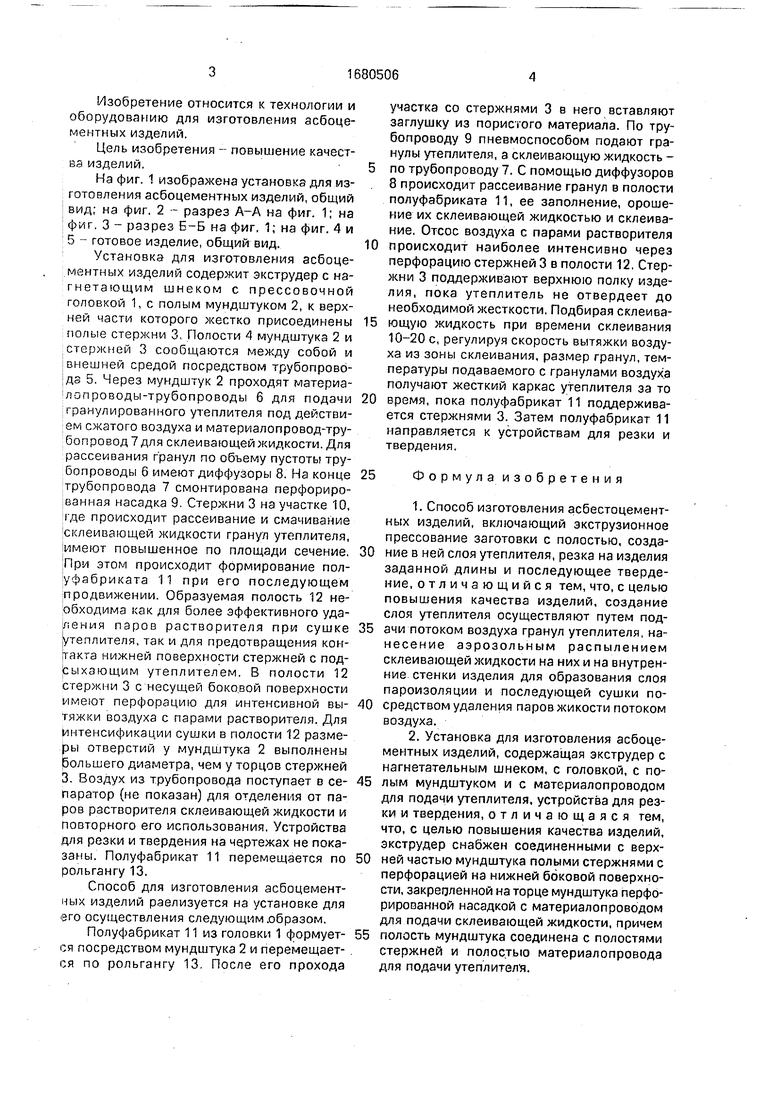
| название | год | авторы | номер документа |
|---|---|---|---|
| Метод экструзии фиброцементных материалов с использованием нано- и микродобавок | 2022 |
|
RU2784123C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007295C1 |
| ПЕЛЬМЕННИЦА-ПРИСТАВКА К БЫТОВОЙ МЯСОРУБКЕ | 2006 |
|
RU2329648C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННОГО ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2064624C1 |
| Способ распушки асбеста | 1949 |
|
SU87223A1 |
| Экструдер для формования строительных изделий | 1979 |
|
SU880739A1 |
| Способ армирования изделий, изготавливаемых методом экструзии | 1981 |
|
SU996668A1 |
| ШНЕКОВЫЙ ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА ПРОДУКТОВ С НАЧИНКОЙ | 2005 |
|
RU2277363C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА СВЕЧЕЙ | 1997 |
|
RU2116335C1 |
| Экструдер для формования преимущественно силикатных смесей | 1990 |
|
SU1715608A1 |
В-6
Фиг J
сь
00
о
СЛ
о
о
Изобретение относится к технологии и оборудованию для изготовления асбоцементных изделий.
Цель изобретения - повышение качества изделий.
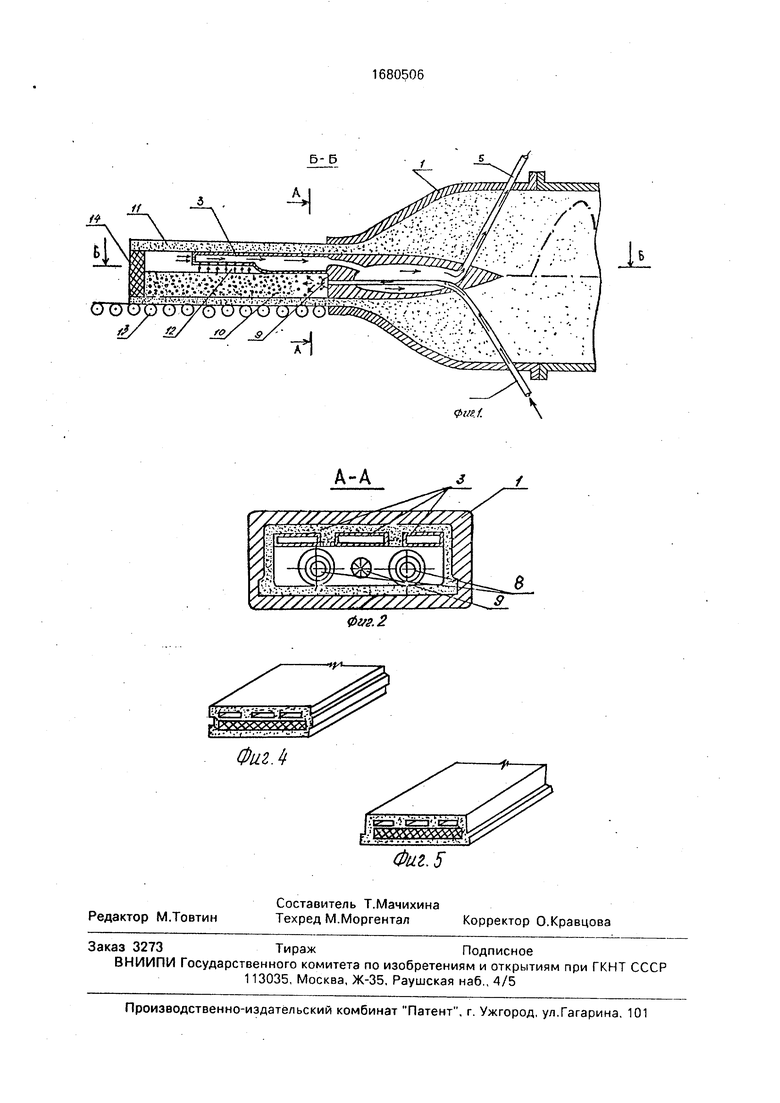
На фиг. 1 изображена установка для изготовления асбоцементных изделий, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг, 1; на фиг. 4 и
5 - готовое изделие, общий вид.
Установка для изготовления асбоцементных изделий содержит экструдер с нагнетающим шнеком с прессовочной головкой 1, с полым мундштуком 2, к верхней части которого жестко присоединены полые стержни 3, Полости 4 мундштука 2 и стержней 3 сообщаются между собой и внешней средой посредством трубопровода 5. Через мундштук 2 проходят материа- лопроводы-трубопроводы б для подачи гранулированного утеплителя под действием сжатого воздуха и материалопровод-тру- бопровод 7 для склеивающей жидкости. Для рассеивания гранул по объему пустоты трубопроводы 6 имеют диффузоры 8. На конце трубопровода 7 смонтирована перфорированная насадка 9. Стержни 3 на участке 10, (де происходит рассеивание и смачивание склеивающей жидкости гранул утеплителя, имеют повышенное по площади сечение, При этом происходит формирование полуфабриката И при его последующем продвижении. Образуемая полость 12 необходима как для более эффективного удаления паров растворителя при сушке утеплителя, так и для предотвращения контакта нижней поверхности стержней с подсыхающим утеплителем. В полости 12 стержни 3 с несущей боковой поверхности имеют перфорацию для интенсивной вытяжки воздуха с парами растворителя. Для интенсификации сушки в полости 12 размеры отверстий у мундштука 2 выполнены большего диаметра, чем у торцов стержней 3. Воздух из трубопровода поступает в сепаратор (не показан) для отделения от паров растворителя склеивающей жидкости и повторного его использования. Устройства для резки и твердения на чертежах не показаны. Полуфабрикат 11 перемещается по рольгангу 13.
Способ для изготовления асбоцементных изделий раелизуется на установке для его осуществления следующим .образом.
Полуфабрикат 11 из головки 1 формуется посредством мундштука 2 и перемещается по рольгангу 13. После его прохода
участка со стержнями 3 в него вставляют заглушку из пористого материала. По трубопроводу 9 пневмоспособом подают гранулы утеплителя, а склеивающую жидкость по трубопроводу 7. С помощью диффузоров 8 происходит рассеивание гранул в полости полуфабриката 11, ее заполнение, орошение их склеивающей жидкостью и склеивание. Отсос воздуха с парами растворителя
происходит наиболее интенсивно через перфорацию стержней 3 в полости 12, Стержни 3 поддерживают верхнюю полку изделия, пока утеплитель не отвердеет до необходимой жесткости, Подбирая склеивающую жидкость при времени склеивания 10-20 с, регулируя скорость вытяжки воздуха из зоны склеивания, размер гранул, температуры подаваемого с гранулами воздуха получают жесткий каркас утеплителя за то
время, пока полуфабрикат 11 поддерживается стержнями 3. Затем полуфабрикат 11 направляется к устройствам для резки и твердения.
25
Формула изобретения
полость мундштука соединена с полостями стержней и полостью материалопровода для подачи утеплителя.
Б-Б
И
i
№ &а&&&Ј
Г ,.,-.. f ib- v. v.... %.y :г/Г:СГ
.«...; r/.. ....« .4. .
t t .. t. -j/N V... 7
д :f , rT.v, n, jf -%1Ч t v:, ;, - , .,.;
b OCiy&O(;XJ(OO
A-A
Vitff.
