Область техники, к которой относится изобретение
Настоящее изобретение относится к экономичным комбинированным способам получения алкилбензолов, применяемых в производстве моющих средств, и, в частности, к способам, использующим трансалкилирование тяжелых углеводородов, произведенных в процессе алкилирования бензола, и к устройству для их осуществления.
Уровень техники
В результате алкилирования бензола с помощью олефина, содержащего от 8 до 16 атомов углерода, получают алкилбензолы, которые могут найти различные коммерческие применения, например, алкилбензолы могут быть сульфированы для получения моющих средств. Используемый здесь термин «алкилбензолы» означает: относятся к фенилалканам, в которых группа алканов содержит от 8 до 16 атомов углерода. Алкилбензолы производят как товарный продукт в больших установках, например, обычно в количествах от 50000 до 200000 метрических тонн в год на установку. В процессе алкилирования бензол вступает в реакцию с олефином, имеющим желательную длину связи в молекуле, с получением искомого алкилбензола. Условия алкилирования включают повышенную температуру и присутствие гомогенного или гетерогенного катализатора алкилирования, такого как хлорид алюминия, фтористый водород, алюмосиликатный катализатор или цеолитовый катализатор.
Алкилбензол должен удовлетворять строгим техническим требованиям, предъявляемым к продукту, для того, чтобы он был подходящим с коммерческой точки зрения. Например, для того, чтобы алкилбензолы были приемлемыми для получения сульфированных поверхностно-активных веществ, они должны быть способны обеспечить получение сульфированного продукта, обладающего подходящими прозрачностью, способностью к биохимическому разложению и эффективностью действия. Содержание бензола в продукте должно быть относительно мало, например, менее 1 ppmw (массовая часть на миллион) и часто составляет менее 0,5 ppmw. Кроме того, желательные продукты, включающие алкилбензолы, должны быть относительно свободны от примесей, например, содержать менее 50, предпочтительно менее 5 ppmw побочных продуктов, таких как диалкилбензолы, олигомеры олефинов и тому подобные (именуемые здесь как «тяжелые углеводороды»). Дополнительные требования к промышленным продуктам, включающим алкилбензол, предусматривают содержание 2-фенила и линейность замещающего алкила. С точки зрения эффективности действия желательны алкилбензолы, имеющие более высокие содержания 2-фенила, поскольку они обладают способностью при сульфировании обеспечивать получение поверхностно-активных веществ с лучшей моющей способностью, но меньшей растворимостью, если содержание 2-фенила становится слишком высоким. Поэтому алкилбензолы, имеющие содержание изомера 2-фенила в интервале от 25 до 40%, являются особенно желательными.
Катализаторы не являются селективными, и поэтому могут происходить и другие реакции олефинов с образованием тяжелых углеводородов, т.е. димеров и соединений диалкиларила. Кроме того, может иметь место скелетная изомеризация олефина, что приводит к потере селективности по отношению к целевому алкилбензолу. Образование соединений диалкиларила является, в особенности, проблематичным, поскольку такая реакция приближает к полной конверсии олефина, и, таким образом, концентрация алкилбензола увеличивается, и увеличивается тем самым вероятность того, что молекула олефина будет реагировать с молекулой алкилбензола, а не с молекулой бензола. Соответственно, в обычных способах для уменьшения соотношения молярных содержаний производимого алкилбензола и олефина в реакторе используют большой избыток бензола. Для гомогенных процессов, катализированных фтористым водородом, соотношение содержаний бензола и олефина обычно находится в интервале от 6:1 до 8:1. Твердые катализаторы склонны к генерированию большего количества тяжелых углеводородов. Следовательно, для этих твердых катализаторов мольное отношение содержаний бензола и олефина обычно превышает 15:1. Для получения алкилбензолов с уменьшенной скелетной изомеризацией соотношение бензола и олефина обычно превышает 20:1, а иногда достигает 30:1.
При увеличении соотношения содержаний бензола и олефина дополнительные затраты на проведение процесса также связаны с извлечением и рециркуляцией непрореагировавшего бензола, содержащегося в продукте алкилирования. Данные по системе очистки при производстве алкилбензола обобщены в справочнике: Pujado, Linear Alkylbenzene (LAB) Manufacture, Handbook of Petroleum Refining Process, Second Edition, pp 1.53-1.66 (1966) (в частности, см. pp.1.56-1.60). В особенности, для крупномасштабных коммерческих процессов алкилирования, например, используемых при производстве линейных алкилбензолов, капитальные и эксплуатационные затраты могут быть очень значительными, и добавление дополнительных стадий перегонки поэтому может быть нежелательным. В отличие от процессов перегонки, осуществляемых в системах очистки алкилбензола, перегонка бензола требует самой высокой тепловой нагрузки.
Предложен способ трансалкилирования тяжелых углеводородов, полученных при алкилировании бензолов, с использованием твердых катализаторов. Однако трансалкилирование требует наличия бензола, и для целей регенерации бензол является предпочтительным регенерирующим агентом. Обычно лучшее действие катализатора получают при более высоком отношении содержаний бензола и диалкилбензола в тяжелых углеводородах, подвергнутых трансалкилированию. Обычно мольные отношения содержаний бензола и диалкилбензола превышают 20:1. Соответственно, типовой процесс трансалкилирования связан со значительным потреблением бензола. Следовательно, перегонка бензола должна обеспечивать производство добавочного бензола для трансалкилирования. Это дополнительное производство требует наличия аппарата для перегонки достаточного размера и подвода дополнительной теплоты от кипятильника. В промышленных комплексах для получения алкилбензолов, используемых при производстве моющих средств, трансалкилирование не применяется.
Существует потребность в создании комплексной установки для производства алкилбензола, которая для увеличения производства алкилбензолов, наряду с подходящей стабильностью катализатора, может экономически эффективно использовать типовой процесс трансалкилирования.
Использование типовых рабочих процессов алкилирования и трансалкилирования при производстве моноалкилированных ароматических соединений хорошо известно. Обычно способы, использующие такие процессы, предлагаются, в частности, для получения этилбензола и изопропилбензола (кумола), хотя имеется информация о более широком их применении. См., например, патентный документ US 4870222, колонка 1, строки 30-34.
Конкретные предложения по трансалкилированию тяжелых углеводородов, полученных при алкилировании бензолов с целью получения алкилбензолов, применяемых в качестве детергентов, включают публикацию: Ganeshpure, et al., Transalkylation of Benzenes with Heavy Alkylbenzenes, Consisting of Diphenylalkanes (С10-С14 alkyl chains) Catalysed by Nafion-H, Indian Journal of Technology, Vol.31, Jily 1993, pp.503-506. В патентом документе US5574198 (Radici et al.) описан способ получения линейных алкилбензолов с использованием катализатора, включающего хлорид алюминия. В колонке 3, строках 35-40 указанного документа показано, что гетерогенная каталитическая фаза позволяет осуществить трансалкилирование полиалкильных продуктов реакции.
В патентном документе US 2003/0040653 (Travers, et al.) описано использование катализатора алкилирования, включающего гетерополиксилоту. В соответствии с абзацем 0023 заявители предусмотрели рециркуляцию, по меньшей мере, четвертой части фракции продукта алкилирования, которая содержит полиалкилбензол, в зону реакции для осуществления, по меньшей мере, частично, трансалкилирования этой части фракции. Кроме того, предусмотрено наличие отдельной зоны трансалкилирования, содержащей другой катализатор (см. абзац 0225).
В патентном документе US 2005/0177017 (Euzen, et al.) раскрыто использование катализатора алкилирования, изготовленного на основе диоксида кремния. В соответствии с абзацем 0219 заявители предусмотрели рециркуляцию, по меньшей мере, четвертой части фракции продукта алкилирования, которая содержит полиалкилбензол, в зону реакции для осуществления, по меньшей мере, частично, трансалкилирования. Кроме того, предусмотрено наличие отдельной зоны трансалкилирования, в которой размещен другой катализатор (см. абзац 0225).
В патентном документе US 2006/0224030 (Euzen, et al.) раскрыто использование катализатора алкилирования, изготовленного на основе диоксида кремния. В соответствии с абзацем 0237 заявители предусмотрели рециркуляцию, по меньшей мере, четвертой части фракции продукта алкилирования, которая содержит полиалкилбензол, в зону реакции для осуществления, по меньшей мере, частично, трансалкилирования. Кроме того, предусмотрено наличие отдельной зоны трансалкилирования, в которой размещен другой катализатор (см. абзац 0243).
Краткое раскрытие изобретения
С помощью настоящего изобретения обеспечиваются способы увеличения производства алкилбензолов, относящихся к сырью для моющих средств, имеющих желательное для продукта качество, посредством использования типового процесса трансалкилирования, с достижением при этом низкого потребления энергии и желательной стабильности катализатора трансалкилирования. В соответствии с настоящим изобретением, по меньшей мере, одну и предпочтительно, по меньшей мере, две зоны трансалкилирования, содержащие твердый катализатор, снабжают бензолом и исходным сырьем, включающим диалкилбензол, и получают выходящий продукт реакции, включающий алкилбензол и непревращенный бензол. Некоторую часть бензола, содержащегося в потоке продукта, выходящего, по меньшей мере, из одной зоны трансалкилирования, отделяют посредством фракционирования и направляют, по меньшей мере, в одну зону трансалкилирования. Таким образом, путем поддерживания контура циркуляции бензола при осуществлении типового процесса трансалкилирования, можно поддерживать высокие мольные отношения бензола и сырья, содержащего диалкилбензол, при проведении типового процесса трансалкилирования, что повышает стабильность катализатора, и в то же время обеспечивает низкие мольные отношения свежего бензола и используемого сырья, включающего тяжелые углеводороды.
Как правило, типовой процесс трансалкилирования, направленный на получение алкилбензолов, которые могут быть использованы в качестве детергентов, объединен с процессом алкилирования бензола, при этом последний процесс включает использование системы очистки для извлечения алкилбензола из неочищенного алкилбензола, полученного при алкилировании. Система очистки включает систему для перегонки алкилбензола. В том случае, если проведение типового процесса трансалкилирования совмещено с подобной установкой для алкилирования бензола, дополнительная нагрузка на систему перегонки бензола в системе очистки, служащей для извлечения алкилбензола, может быть минимизирована. Во-первых, эта нагрузка минимизирована, поскольку уменьшается потребность в бензоле для типового процесса трансалкилирования. Во-вторых, поскольку выходящий продукт, включающий алкилбензол, содержит меньшее количество бензола, количество бензола, которое необходимо переработать (в том случае, когда выходящий продукт трансалкилирования обрабатывают в системе очистки для извлечения алкилбензола), уменьшается.
В соответствии с широкими аспектами способы трансалкилирования сырья, содержащего диалкилбензол, содержащий алкильные группы с числом атомов углерода в интервале от 8 до 16, с бензолом, с целью получения алкилбензола, включают:
а. подачу бензола и указанного сырья, по меньшей мере, в одну зону трансалкилирования, при этом молярное соотношение содержаний бензола и диалкилбензола составляет, по меньшей мере, 20:1, предпочтительно от 30:1 до 60:1;
b. поддерживание указанной, по меньшей мере, одной зоны трансалкилирования в условиях, включающих каталитически эффективное количество твердого катализатора трансалкилирования, необходимое для получения продукта трансалкилирования, в котором, по меньшей мере, 20 мольных процентов диалкилбензола, содержащегося в той части исходного сырья, которая подается в реакционную зону, превращается в алкилбензол;
с. фракционирование, по меньшей мере, части продукта трансалкилирования в условиях фракционирования, при которых получают низкокипящую фракцию, богатую бензолом, и высококипящую фракцию, содержащую алкилзамещенный бензол; и
d. подачу, по меньшей мере, части фракции, богатой бензолом, по меньшей мере, в одну зону трансалкилирования в качестве, по меньшей мере, части бензола указанной реакционной зоны.
В предпочтительных аспектах изобретения мольное соотношение содержания свежего бензола, т.е. содержания бензола, подводимого ко всем зонам трансалкилирования, минус бензол стадии (d), к содержанию исходного сырья, подводимого ко всем зонам трансалкилирования, составляет менее 10:1, часто от 2:1 до 8:1. Предпочтительно стадию (с) проводят таким образом, что высококипящая фракция содержит бензол. Обычно в ходе процесса трансалкилирования производят углеводороды, имеющие 7 или меньшее число атомов углерода. Предпочтительно концентрацию указанных углеводородов поддерживают на уровне менее 10 мас.% в расчете на общую массу алкилзамещенного бензола, содержащегося в сырье. В большинстве случаев на стадии (с) производят такое фракционирование, что часть бензола и достаточные количества указанных углеводородов сохраняются в высококипящей фракции для поддерживания желательной концентрации указанных углеводородов. При желании, дополнительно или в качестве альтернативы некоторую часть богатой бензолом фракции стадии (с) удаляют, так что концентрация углеводородов, имеющих 7 или менее атомов углерода, поддерживается на уровне менее 10 мас.%.
В другом предпочтительном воплощении используют, по меньшей мере, две зоны трансалкилирования, к каждой их них подводят определенную часть указанного сырья, а также бензол. В одном воплощении свежий бензол направляют в одну зону трансалкилирования и, по меньшей мере, часть низкокипящей фракции, богатой бензолом, направляют, по меньшей мере, в другую одну из указанных зон трансалкилирования.
Согласно предпочтительным аспектам изобретения продукт трансалкилирования содержит диалкилбензол и, по меньшей мере, часть продукта трансалкилирования направляют, по меньшей мере, в одну зону трансалкилирования для проведения дальнейшей конверсии диалкилбензола. Часть продукта трансалкилирования, направленная в зону трансалкилирования, может представлять собой определенную часть продукта трансалкилирования стадии (b) или определенную часть высококипящей фракции стадии (с). Зоны трансалкилирования могут быть расположены последовательно по ходу движения потока, или же продукт трансалкилирования может быть путем рециркуляции возвращен обратно, по меньшей мере, в одну зону трансалкилирования.
В соответствии с другим предпочтительным аспектом изобретения периодически осуществляют регенерирацию катализатора трансалкилирования с помощью потока бензола при повышенной температуре. Во многих случаях в процессе трансалкилирования будут использованы, по меньшей мере, две зоны трансалкилирования, при этом, по меньшей мере, в одной зоне трансалкилирования осуществляют процесс регенерации и, по меньшей мере, одну зону трансалкилирования для регенерации не используют.
С учетом широких аспектов настоящего изобретения, относящегося к непрерывно осуществляемым комбинированным способам получения линейных алкилбензолов посредством алкилирования бензола с использованием олефина, имеющего от 8 до 16 атомов углерода, эти способы включают:
а. непрерывную подачу бензола и смеси, включающей олефин, по меньшей мере, в одну зону алкилирования в условиях проведения алкилирования, включающих наличие каталитического количества катализатора алкилирования для получения продукта алкилирования, содержащего алкилбензол, диалкилбензолы и непрореагировавший бензол;
b. отделение бензола от продукта алкилирования с получением фракции, богатой бензолом, по меньшей мере, часть которой направляют на рециркуляцию на стадию (а), и фракции, содержащей алкилбензол, парафин и диалкилбензол и по существу не содержащей бензол;
с. отделение парафина от указанной фракции, по существу не содержащий бензол, с получением фракции, богатой парафином, и фракции, содержащей алкилбензол и диалкилбензолы и по существу не содержащей парафин;
d. отделение алкилбензола от указанной фракции, не содержащей парафин, с получением алкилбензоловой фракции и фракции тяжелых углеводородов, содержащей диалкилбензолы;
е. подачу бензола и, по меньшей мере, части фракции тяжелых углеводородов, по меньшей мере, в одну зону трансалкилирования, при этом молярное соотношение содержаний бензола и диалкилбензола составляет, по меньшей мере, 20:1, предпочтительно находится в интервале от 30:1 до 60:1;
f. поддерживание указанной, по меньшей мере, одной зоны трансалкилирования в условиях проведения трансалкилирования, включающих каталитически эффективное количество твердого катализатора трасналкилирования для получения продукта трансалкилирования, в котором, по меньшей мере, 20 мол.% диалкилбензола в той части сырья, которая подводится в указанную реакционную зону, превращается в алкилбензол;
g. проведение фракционирования, по меньшей мере, части продукта трансалкилирования, с получением низкокипящей фракции, богатой бензолом, и высококипящей фракции, содержащей алкилзамещенный бензол;
h. подачу, по меньшей мере, части фракции, богатой бензолом, по меньшей мере, в одну зону трансалкилирования, в качестве, по меньшей мере, части бензола для указанной реакционной зоны; и
i. подачу, по меньшей мере, части высококипящей фракции стадии (g) на стадию (b).
Согласно предпочтительному аспекту способов, соответствующих изобретению, условия проведения алкилирования стадии (а) включают использование твердого кислотного катализатора. В другом предпочтительном аспекте способов согласно изобретению отношение мольного содержания диалкилбензола к мольному содержанию всего алкилбензола в продукте алкилирования составляет более 5 и иногда находится в интервале от 6 до 10 мас.%. Еще в одном предпочтительном аспекте способа, по меньшей мере, часть бензола для стадии (е) получают в процессе разделения, проводимого на стадии (b). При этом бензол может быть или непосредственно подведен со стадии (b), или он может быть подведен опосредованно после использования, например, для регенерации твердого кислотного катализатора алкилирования, используемого в таких способах, или для регенерации селективного сорбента. Например, если олефин стадии (а) находится в смеси из олефина и парафина, извлеченного в результате дегидрогенизации парафина, а селективный сорбент используют для удаления ароматических соединений из смеси олефина с парафином перед проведением стадии (а), то бензол используют для регенерации селективного сорбента.
Хотя способы, соответствующие настоящему изобретению, осуществляются непрерывно, в пределах объема изобретения проведение процесса трансалкилирования на стадии (f) осуществляют полунепрерывно или непрерывно.
В соответствии с широкими аспектами устройство, соответствующее изобретению, предназначенное для осуществления процесса трансалкилирования диалкилбензола, имеющего алкил заместитель, содержащий от 8 до 16 атомов углерода, содержит:
а. по меньшей мере, один реактор трансалкилирования, содержащий твердый катализатор трансалкилирования, при этом указанный реактор сообщается по текучей среде с источником бензола и с источником сырья, включающего диалкилбензол, причем каждый реактор имеет, по меньшей мере, одно выходное отверстие для продукта; и
b. дистилляционную колонну, содержащую менее пяти теоретических перегонных тарелок, которая сообщается по текучей среде, по меньшей мере, с одним выпускным отверстием, по меньшей мере, для одного катализатора трансалкилирования, при этом указанная дистилляционная колонна приспособлена для получения низкокипящей фракции, содержащей бензол, у верхнего отверстия и высококипящей фракции, содержащей алкилбензол, у нижнего отверстия, причем верхнее отверстие указанной дистилляционной колонны сообщается по текучей среде, по меньшей мере, с одним реактором трансалкилирования и приспособлено для подачи через него бензола.
Краткое описание чертежей
Фиг.1 - принципиальная схема установки для получения алкилбензола с использованием способов согласно настоящему изобретению.
Фиг.2 - принципиальная схема реактора алкилирования, подходящего для использования в установке для получения алкилбензола, показанной на фиг.1.
Фиг.3 - принципиальная схема системы трансалкилирования, подходящей для использования в установке для получения алкилбензола, показанной на фиг.1.
Параметры
Цвет
Для целей использования в материалах заявки, вещества, обуславливающие цветность, являются компонентами, придающими смеси цветность, а указанный «цвет по Сейболту» относится к цвету по Сейболту, который определяют по методу ASTM D-156-00, Стандартному методу определения по Сейболту цвета нефтяных продуктов (метод хронометража по Сейболту), который предоставляет в распоряжение ASTM International, 100 Barr-Harbor Drive, P.O. Box C700, West Conshohocken, Pa., USA.
Линейность
Используемый здесь термин «линейность» означает массовое процентное содержание нормальных алкилбензолов по отношению ко всем алкилбензолам.
Индекс брома
Существует ряд методов определения индекса брома алкилбензола, но эти методы зачастую обеспечивают получение результатов, которые не совпадают друг с другом. Поэтому для целей описания изобретения за величину индекса брома принимают индекс брома, измеренный по методу UOP Method 304-90, «Число брома и индекс брома углеводородов по результатам потенциометрического титрования», введенному в действие с 31 июля 2004 года и предоставляемому ASTM International.
Содержание 2-фенил
Содержание 2-фенил алкилбензола представляет собой массовое процентное содержание алкилбензола, который является 2-фенилалканом.
Подробное описание изобретения
Предложены различные способы алкилирования бензола. См., например, справочник: Pujado, Linear Alkylbenzene (LAB) Manufacture, Handbook of Petroleum Refining Process, Second Edition, pp 1.53-1.66 (1966). Наиболее известными являются способы, включающие присутствие фтористого водорода («HF Processes» - способы, использующие HF), и способы, включающие использование твердого кислотного катализатора («Solid Catalyst Processes» - способы, использующие твердый катализатор). Вообще, упомянутые способы, использующие HF, и способы, использующие твердый катализатор, предусматривают контактирование олефина с бензолом, находящимся в избытке относительно стихеометрии, при повышенной температуре с получением алкилбензола. Выходящие продукты реакции, помимо алкилбензола, будут содержать бензол, некоторое количество непрореагировавших олефинов и побочные продукты реакции, такие как диалкилбензол, олигомеры и полимеры олефина. Для промышленных процессов исходное сырье может включать также и другие компоненты. Например, олефин может быть получен посредством дегидрогенизации парафинового сырья и поэтому содержит значительные количества парафинов.
Сырье, содержащее олефин
Для осуществления процесса алкилирования используют алифатическое соединение, содержащее олефин, и бензол. Выбор конкретного олефина зависит от желательного продукта алкилирования. Предпочтительно алифатическое соединение, содержащее олефин, имеет 8 и 16 атомов углерода, а для применений в качестве сырья для моющих средств - от 9 до 14 атомов углерода. Алифатическое соединение, содержащее олефин, представляет собой ациклическое моноолефиновое соединение. Расположение этиленовой связи в молекуле не является существенным, поскольку, как было установлено, большинство катализаторов алкилирования способствует миграции этиленовой связи. Однако разветвление главной цепи углеводородов часто является более существенным моментом, поскольку структурная конфигурация алкильной группы алкилбензольного продукта может оказывать влияние на характеристики, в особенности, при применении продукта для получения поверхностно-активных веществ, и на свойства, определяющие способность к биохимическому разложению. Например, если алкилбензолы сульфируют с целью получения поверхностно-активных веществ, неподходящее разветвление может оказывать негативное воздействие на способность поверхностно-активного вещества к биохимическому разложению. С другой стороны, некоторое разветвление может быть желательным. В качестве примера можно привести модифицированные алкилбензолы с малоразветвленными цепями, описанные в патентном документе US 6187981. Олефины могут быть неразветвленными или малоразветвленными, что относится в данном описании к олефинам, содержащим три или четыре первичных атома углерода, при этом ни один из остальных атомов углерода не является четвертичным атомом углерода. Первичным атомом углерода является атом углерода, который связан только с одним атомом углерода, хотя возможно, что, помимо углерода, он связан также с другими атомами. Термин «четвертичный атом углерода» означает атом углерода, который связан с четырьмя другими атомами углерода. Алкилбензолы, даже если они разветвленные, характеризуются тем, что содержат 2-фенил (см., например, US 6589927).
Алифатическое соединение, содержащее олефин, обычно представляет собой смесь из двух или более олефинов. Для проведения промышленных процессов сырье может также включать другие компоненты, например, ароматические углеводороды, легкие моноолефины, диолефины, парафины, галогенизированные углеводороды, оксигенированные углеводороды, такие как альдегиды, простые эфиры, сложные эфиры и карбоновые кислоты. Например, олефин может быть получен путем дегидрогенизации парафинового сырья, и поэтому он содержит парафины. Конечно, сырье, содержащее олефин, могут обеспечить другие методы синтеза олефина, такие как дегидратация спиртов и дехлорирование. Сырье, полученное из таких источников, может содержать, небольшое количество, если вообще содержит, парафина.
Парафин в реакции алкилирования является инертным веществом, но он может выполнять важную функцию поглотителя теплоты, т.к. реакция алкилирования - экзотермическая реакция. В том случае, если используют меньшие отношения содержаний бензола и сырья, включающего олефин, значимость парафинов, как поглотителей теплоты реакции алкилирования, становится более существенной. Тем не менее, в широких аспектах способов, соответствующих изобретению, олефин может находиться в исходном сырье в любой концентрации, включая по существу сырье в виде чистого олефина. Однако, часто исходное сырье содержит, по меньшей мере, 5 или 10 мол.% олефина. В частности, если сырье получено в результате каталитической гидрогенизации парафина, олефин обычно находится в количестве от 5 до 30, и более часто от 9 до 20 мас.%.
В том случае, когда олефин получают посредством дегидрогенизации парафинового сырья, выбор источника парафинового сырья не является существенным, хотя определенные источники парафинового сырья, вероятно, приведут к наличию примесей. Обычно фракции керосина, полученные на нефтеперерабатывающих заводах или с помощью фракционирования сырой нефти, или при проведении процессов конверсии, образуют подходящие исходные вещества для исходной смеси. Для фракций, извлекаемых из сырой нефти посредством фракционирования, как правило, требуется гидроочистка с целью удаления серы и/или азота перед их подачей на осуществление рассматриваемого способа. Интервал температур кипения керосиновых фракций можно регулировать с помощью фракционирования с тем, чтобы регулировать интервал углеродного числа парафинов. В крайнем случае, интервал температур кипения может быть ограничен таким образом, чтобы преобладали парафины с единственным углеродным числом. Фракции керосина содержат очень большое количество различных углеводородов, и, следовательно, исходная смесь для способа согласно изобретению может содержать 200 или более различных химических соединений.
Парафиновое сырье может быть, по меньшей мере, частично произведено в результате реакций олигомеризации или алкилирования. Такие методы приготовления исходной смеси по своей сути являются неточными и производят смесь соединений. Исходные смеси для предложенного способа могут содержать парафины, имеющие большое количество ветвей, и парафины с большим количеством атомов углерода в ветвях, циклопарафины, разветвленные циклопарафины или другие соединения, имеющие температуры кипения, относительно близкие к желательным сложным изомерам. Исходные смеси для способа, соответствующего настоящему изобретению, могут также содержать ароматические углеводороды.
Другим источником парафинов является конденсат из газовых скважин. Обычно для использования доступны недостаточные количества такого конденсата, что не позволяет считать его исключительным источником парафинового сырья. Однако может быть желательным использование указанного конденсата для дополнения другого парафинового сырья. Как правило, эти конденсаты содержат сернистые соединения, которые в прошлом ограничивали их использование. Поскольку настоящее изобретение позволяет использовать сырье, содержащее серу, эти конденсаты могут быть использованы для того, чтобы заменить парафины для алкилирования.
Кроме того, парафины могут быть получены из синтетического газа (сингаза), т.е. водорода и монооксида углерода. Процесс получения сингаза обычно называют процессом Фишера-Тропша. Сингаз может быть произведен из различных исходных материалов, включая природный газ и уголь, что, таким образом, делает его привлекательным источником парафинового сырья, если нефтяные дистилляты в наличии не имеются. Процесс Фишера-Тропша является каталитическим процессом, проводимым при повышенных температуре и давлении. Химическая реакция процесса чувствительна к температуре, и поэтому контроль температуры является существенным условием получения желательного углеводородного продукта. Продукты, полученные при проведении процесса Фишера-Тропша, включают не только парафины, но также моноолефины, диолефины, ароматические соединения и оксигенаты, такие как спирты, эфиры, альдегиды и кетоны, и поэтому обычно эти продукты обрабатывают, чтобы удалить оксигенаты.
Сырье, содержащее олефин, должно быть в достаточной степени свободно от примесей, которые могут оказывать отрицательное влияние на срок службы катализатора алкилирования и нежелательное воздействие на качество продукта, включающего алкилбензол. В результате дегидрогенизации парафинов получают продукт, включающий ароматические соединения, называемые здесь ароматическими побочными продуктами. Ароматические побочные продукты могут содержать замещенные фенильные соединения, такие как толуол, ксилен и высшие метилированные бензолы; этилбензол, диэтилбензол и триэтилбензолы; изопропилбензол (кумол), n-пропиленбензол и высшие пропиленбензолы, бутилбензолы и пентилбензолы и тому подобные соединения; соединения бифенила и замещенные бифенильные соединения; соединения с сочлененными кольцами и замещенные соединения с сочлененными кольцами, такие как нафталины, инданы, тетралины и тому подобные. В том случае, когда исходное сырье используют для получения алкилбензолов, и в ходе очистки алкилбензолов производят поток, содержащий парафин, и возвращают его обратно на дегидрогенизацию, это исходное сырье может также содержать алкилбензолы. Во многих случаях ароматические побочные продукты имеют такие же углеродные числа, как и моноолефины. Концентрация ароматических побочных соединений может изменяться в широких пределах, например, в интервале от 0,3 до 10 мас.% от массы сырья.
Выгодно, по меньшей мере, часть ароматических побочных продуктов, содержащихся в сырье, включающем моноолефины, удалять, используя для этого, по меньшей мере, одну зону удаления ароматических соединений. Зона удаления ароматических соединений может быть расположена в одном или более местах. Например, если сырье получают в результате каталитической дегидрогенизации, включающей использование зоны селективной гидрогенизации олефина, ароматические побочные продукты могут быть селективно удалены до или после проведения селективной гидрогенизации.
Подходящие зоны удаления ароматических соединений для этого воплощения изобретения включают зоны сорбционного разделения. Зоны сорбционного разделения включают использование систем с неподвижным слоем, подвижным слоем или псевдоожиженным слоем. Сорбент может быть размещен в одном или большем количестве резервуаров и в последовательных или параллельных потоках. Исходное сырье, содержащее ароматические побочные продукты, предпочтительно проходит через зоны сорбционного разделения параллельными потоками так, что один или более сорбционных слоев подвержены регенерации, в то время как один или более слоев удаляют из сырья ароматические побочные продукты.
Подходящие сорбенты могут быть выбраны из числа материалов, которые удовлетворяют основному требованию селективности для ароматических побочных продуктов и которые, в ином случае, удобны в использовании. Подходящие сорбенты включают, например, молекулярные сита, оксид кремния, активированный уголь, активированный древесный уголь, активированный оксид алюминия, оксид кремния-оксид алюминия, глину, ацетат целлюлозы, синтетический силикат магния, макропористый силикат магния и/или макропористый полистирольный гель. Следует понимать, что вышеуказанные сорбенты не обязательно эквивалентны по своей эффективности действия. Выбор сорбента будет зависеть от различных характеристик, включающих способность сорбента удерживать ароматические побочные продукты, селективность сорбента для удерживания ароматических побочных продуктов, которые являются более вредными для твердых катализаторов алкилирования, и от стоимости сорбента. Предпочтительным сорбентом является молекулярное сито, при этом предпочтительное молекулярное сито - цеолит 13Х (цеолит натрия X).
Специалисты в данной области техники способны выбрать соответствующие условия для функционирования сорбента без проведения лишних экспериментов. Например, зона сорбционного разделения с неподвижным слоем, включающим цеолит 13Х, может поддерживаться при температуре, как правило, в интервале от 20°С до 300°С, предпочтительно от 100°С до 200°С, и при давлении, эффективном для того, чтобы при выбранной температуре поддерживать поток, содержащий ароматические побочные продукты, в жидком состоянии, а также при часовой объемной скорости жидкости от 1 час-1 до 10 час-1, предпочтительно от 1 час-1 до 3 час-1. Протекание сырья через неподвижные или подвижные сорбционные слои может осуществляться в режиме восходящего течения, нисходящего течения или радиального течения.
Хотя во многих способах сорбционного разделения могут быть использованы процессы как с жидкой, так и с паровой фазой, для зоны сорбционного разделения предпочтителен процесс с жидкой фазой из-за требований низкой температуры и из-за большей массы ароматических побочных продуктов, которая может быть сорбирована при проведении процесса с жидкой фазой по сравнению с его проведением с паровой фазой. Поэтому температуру и давление сорбционного разделения предпочтительно выбирают для поддерживания исходного сырья в жидком состоянии. Результирующий поток, имеющий пониженную концентрацию ароматических побочных продуктов, представляет собой поток продуктов после десорбции. Однако рабочие параметры в зоне сорбционного разделения могут быть оптимизированы специалистами в данной области техники для ведения рабочего процесса в пределах широких интервалов параметров, которые, как предполагается, включают параметры в реакционных зонах согласно изобретению и его вариантам. Следовательно, зона сорбционного разделения может быть заключена в общем реакционном резервуаре с зоной дегидрогенизации, зоной селективной гидрогенизации диолефина или зоной селективного алкилирования.
Периодически осуществляют регенерацию слоя сорбента при соответствующих условиях регенерации. Для регенерации используют поток, содержащий бензол. В большинстве случаев предпочтительно, чтобы бензол был в высокой степени чистым с тем, чтобы избежать нежелательной сорбции каких-либо примесей на сорбенте в ходе регенерации. Тем не менее, регенерирующий агент может содержать компоненты, которые практически не препятствует процессу регенерации, и их наличие в выходящем потоке продуктов допустимо. Для интегрированных способов, в которых выходящий после сорбции поток направляют в качестве сырья в реактор алкилирования бензола, а бензол, отводимый из системы очистки, используют как регенерирующий агент, чтобы предотвратить нежелательные отложения парафинов в системе перегонки выходящего потока регенерации, указанный регенерирующий агент может содержать менее 0,1 мас.% парафинов, более предпочтительно - менее 100 ppmw (массовых частей на миллион) парафинов. Как правило, регенерирующий агент содержит, по меньшей мере, 50, предпочтительно, по меньшей мере, 90 или 99, более предпочтительно, по меньшей мере, до 99,5, по существу до 100 массовых процентов бензола. Для того чтобы избежать чрезмерной концентрации парафинов, периодически или непрерывно может проводиться очистка с отводом потока, по меньшей мере, из одной точки контура рециркуляции, включающего аппарат для сорбирования и систему перегонки выходящего после регенерации потока. В том случае, когда выходящий после сорбции поток используют в качестве сырья, подводимого в реактор алкилирования для производства алкилбензола, регенерирующий агент обычно представляет собой поток чистого бензола, полученный после очистки отводимых продуктов реакции, содержащих алкилбензол. Могут быть использованы любые подходящие методы регенерации, включая изменение температуры и давления сорбента и обработку с помощью регенерирующего агента, находящегося в виде жидкости, пара или смеси пара и жидкости, с тем, чтобы заместить или десорбировать ароматические побочные продукты.
Отработавший бензол после регенерации сорбента может быть направлен на рециркуляцию в систему очистки алкилбензола или может быть обработан, как это описано в находящейся на рассмотрении заявке US 11/313071 с датой подачи 20.12.2005, включенной в настоящее описание посредством ссылки.
Алкилирование
В патентном документе US 4463205, полностью включенном в это описание посредством ссылки, раскрыты типичные способы с использованием фтористого водорода («HF processes»). В соответствии с этими способами реагенты обычно подвергают энергичному перемешиванию и встряхиванию в точке начального контакта олефина и находящегося в жидкой фазе фтористого водорода. Зона алкилирования предпочтительно имеет общую компоновку, подобную представленной в патентном документе US 3494971. Согласно этой компоновке в реактор поступают два сырьевых углеводорода и жидкая фаза HF. Выходящий поток продуктов из реактора направляют в первую зону осаждения и разделяют на фазу, включающую HF, и углеводородную фазу. Фтористый водород (HF) отводят и разделяют на одну часть, поступающую в регенератор, и другую часть, которую возвращают в реактор. Углеводородную фазу отводят из первой зоны осаждения и загружают в контактный аппарат, который иногда именуют вторым «реактором», т.к. в этот контактный аппарат загружают только углеводород. Загружаемый в реактор HF представляет собой смесь вновь регенерированного HF и HF, отведенного из второй зоны осаждения, в которую поступает весь выходящий поток продуктов из контактного аппарата. Часть HF, отведенного из второй зоны осаждения, загружают в реактор для замены HF, отведенного для регенерации. Углеводородная фаза, которую выводят из второй зоны осаждения, может быть отведена в качестве потока продуктов, выходящих из зоны алкилирования, но предпочтительно ее направляют в отпарную колонну (для отгона легких фракций), из которой через ее верх удаляют растворенный HF и удаляют также некоторую часть сырьевых ароматических углеводородов. Согласно рассматриваемому способу общий кубовый продукт этой колонны для отгонки HF становится потоком выходящего продукта зоны алкилирования, поступающего затем в зону фракционирования.
В зоне реакции алкилирования поддерживают параметры, способствующие алкилированию. Используемый здесь термин «параметры, способствующие алкилированию», предусматривает включение в эти параметры давления, достаточного для поддерживания реагентов и HF в жидком состоянии. Основная область рабочих давлений включает абсолютные давления от 200 до 4500 кПа. Интервал температур, входящий в этот ряд параметров, составляет от -20°С до 95°С, но реакцию предпочтительно проводят при температуре в интервале от 15°С до 70°С. Объемное соотношение HF к общему количеству углеводородов, поступающих в реактор, необходимо поддерживать в пределах широкого интервала от 0,2:1 до 10:1, предпочтительно от 0,5:1 до 2:1.
Потоки выходящих из реактора продуктов, как правило, будут представлять собой однородную смесь жидкой фазы углеводородов и жидкой фазы фтористого водорода. Они могут находиться в виде устойчивой эмульсии. Для разделения этих двух жидкостных фаз требуется значительное время нахождения в аппарате, и поэтому упомянутые выходящие потоки продуктов направляют в зоны осаждения. Обычно две зоны осаждения будут поддерживаться при температуре, которая устанавливается входящими смесями из HF и углеводородов, отводимыми из соответствующих зон, находящихся выше по ходу движения потока. Следовательно, эти зоны будут находиться по существу при такой же температуре, что и температуры непосредственно выше по потоку от реактора или контактного аппарата. То же обычно справедливо и для давлений, используемых в зонах осаждения, после корректировки любого изменения давления вследствие различий расхода жидкости и различия уровней расположения зон. Зоны осаждения, однако, могут находиться ниже по потоку от регулирующих клапанов и, следовательно, функционировать при пониженном, в некоторой степени, давлении. Это пониженное давление, однако, должно превышать атмосферное давление и быть достаточным для того, чтобы сохранялись условия нахождения реагентов в жидком состоянии. Время нахождения кислотной и углеводородной фаз в зонах осаждения должно превышать 30 секунд, но составлять не более 30 минут.
Регенерация катализатора, включающего HF, обычно сопровождается удалением кислоты в условиях, достаточных для разложения алкилфторидов и для получения отводимого сверху колонны потока паров, содержащего HF и вымывающий агент. Подходящим вымывающим агентом является бензол, имеющийся в наличии в рассматриваемом способе. Поток паров, отводимых с верха колонны, направляют в конденсатор, при этом полученный конденсат подвергают разделению на кислотную фазу и фазу бензола, содержащую растворенный HF. Отводимый поток паров с верха колонны для регенерации HF будет содержать HF в паровой фазе и бензол. Этот поток паров имеет низкую концентрацию высококипящих примесей. Высококипящие вещества концентрируют в относительно небольшой поток, отводимый из колонны для регенерации HF в качестве потока конечного кубового остатка. Бензол, находящийся в потоке паров, отводимых с верха колонны для регенерации HF, в основном, отделяют от флегмы, направляемой к верху этой колонны. Кроме того, небольшое количество бензола растворено в потоке жидкой фазы HF, направляемой в колонну для регенерации HF. Флегму предпочтительно отводят из приемного резервуара для отбираемого с верха колонны продукта, который накапливает сконденсированный продукт, отводимый с верха колонны для удаления HF. Следует отметить, что в случае, если в верхнюю часть колонны направляют сырьевой поток, необходимость в подаче флегмы для успешного функционирования колонны для регенерации HF отсутствует.
Углеводородную фазу, отводимую из второй зоны осаждения, предпочтительно направляют в отгонную колонну, которая может быть названа колонной для отгонки HF. Функция этой колонны заключается в предотвращении прохождения HF в зону фракционирования, расположенную ниже по потоку. Типичные параметры для функционирования колонны для отгонки HF включают температуру паров, отводимых с верха колонны, в интервале от 100°С до 125°С при избыточном давлении от 200 до 300 кПа. Обычно эту колонну не обеспечивают внешним холодным орошением. Поток паров, отводимый с верха колонны для отгонки HF, как правило, конденсируется за счет охлаждения до температуры 35°С или менее.
Для способов с использованием твердого катализатора (Solid Catalyst Processes) на стадии алкилирования бензол и олефиновое сырье реагируют в условиях, необходимых для алкилирования, с получением продукта, включающего алкилбензол. Условия проведения алкилирования включают присутствие твердого кислотного катализатора. Выбранные условия алкилирования будут оказывать влияние на свойства продукта, включающего алкилбензол, а также на процесс конверсии и селективность по отношению к алкилбензолам. Например, более высокие температуры алкилирования могут уменьшить линейность продукта, включающего алкилбензол, а тип катализатора может влиять на содержание в этом продукте 2-фенила. Мольное отношение бензола и олефина является основным фактором для объема тяжелых углеводородов, образующихся в ходе процесса алкилирования.
Параметры процесса алкилирования обычно включают температуру в интервале от 80°С до 200°С, и, наиболее часто, температуру, не превышающую 175°С. Поскольку алкилирование обычно ведут в условиях, по меньшей мере, частично жидкой фазы, и предпочтительно в условиях полностью жидкой фазы или при сверхкритических параметрах, давления должны быть достаточными для поддерживания бензола в виде жидкости. Необходимое давление, безусловно, зависит от температуры, но обычно оно находится в интервале от 1300 до 7000 кПа (избыточное давление). Предпочтительно условия проведения алкилирования не приводят к существенной скелетной изомеризации олефина. Например, скелетной изомеризации подвержено менее 15 мол.% и предпочтительно менее 10 мол.% олефина, алкильных звеньев алифатических соединений и промежуточного продукта реакции.
Любой подходящий катализатор алкилирования может быть использован в настоящем изобретении при условии его соответствия требованиям химического превращения, селективности и активности. Катализаторы алкилирования включают цеолиты, имеющие тип структуры цеолита, выбранный из группы, включающей FAU, ВЕА, MOR, MTW и NES. Такие цеолиты включают морденит, ZSM-4, ZSM-12, ZSM-20, ZSM-38, МСМ-22, МСМ-36, МСМ-49, UZM-8, оффретит, гмелинит, цеолит Y, NU-87 и готтардит. К другому классу кислотных твердых компонент катализаторов относятся подкисленные огнеупорные оксиды, такие как хлорированный, фторированный или сульфированный оксиды алюминия, галлия, бора, молибдена, иттербия, титана, хрома, кремния, циркония и тому подобные оксиды и их комбинации. Могут также найти применение глины и аморфные катализаторы. Дополнительные сведения относительно катализаторов алкилирования приведены в патентных документах US 5196574, US 6315964 и US 6617481.
Катализатор может содержать подходящие связующие или матричные материалы, например, неорганические оксиды и другие подходящие материалы. Относительная доля молекулярного сита или другой каталитически активной компоненты в катализаторе может составлять от 10 до 99 мас.%, предпочтительно от 20 до 90 мас.%. Огнеупорное связующее или матрица могут быть использованы для облегчения изготовления катализатора, обеспечивая прочность и снижение стоимости изготовления. Связующее может быть однородным по составу и относительно огнестойким к условиям, имеющим место при осуществлении способа. Подходящие связующие включают неорганические оксиды, например, один или более из числа оксидов, включающих оксид алюминия, оксид марганца, оксид циркония, оксид хрома, оксид титана, оксид бора или оксид кремния. Катализатор может также содержать, без ограничения таким составом, один или более из (1) других неорганических оксидов, включающих, но не в качестве ограничения, оксиды бериллия, германия, ванадия; оксид олова, оксид цинка, оксид железа и оксид кобальта; (2) нецеолитовые молекулярные сита, такие как алюмофосфаты (см. патентный документ US 4310440), кремнийалюмофосфаты (см. патентный документ US 4440871) и ELAPSO (см. US 4793984); и (3) шпинели, например, MgAl2O4, FeAl2O4, ZnAl2O4, CaAl2O4 и другие подобные соединения, имеющие формулу МО-Al2O3, где М - металл, имеющий валентность, равную 2. Указанные компоненты могут быть добавлены в состав катализатора в любом подходящем месте.
Алкилирование бензола олефинами проводят непрерывно, т.е. бензол и сырье, содержащее олефин, непрерывно вводят в зону алкилирования, содержащую слой катализатора. Для целей настоящего описания слоем катализатора именуют реакционный аппарат, независимо от нахождения этого слоя в одном и том же или в отдельном от другого слоя резервуаре. Катализатор может быть использован в виде плотного слоя или псевдоожиженного слоя. Сырье в реакционную зону может быть подано, или восходящим потоком, или нисходящим потоком, или даже в горизонтальном направлении, как в реакторе с радиальным слоем. Согласно еще одному желательному варианту воплощения сырье, содержащее олефин, может быть направлено в различные дискретные точки реакционной зоны.
Может быть использована одна или большее количество зон алкилирования. Зоны алкилирования могут быть скомпонованы параллельно с одинаковым или различным катализатором в каждой зоне. Зоны алкилирования могут быть скомпонованы также последовательно, при этом, в частности, часть сырья, содержащего олефин, подают в две или более зон алкилирования. Бензол может быть направлен в первую реакционную зону, обеспечивая тем самым в этой зоне высокую величину отношения содержаний бензола к олефину, а продукт алкилирования затем подают вместе с дополнительным сырьем, содержащим олефин, в следующую реакционную зону. Для получения благоприятной комбинации производительности и предотвращения капитальных затрат часто используют три реактора, при этом одна зона реакции алкилирования выключена из работы и используется для регенерации.
В случае низкой величины отношения содержаний бензола и олефина меньше бензола расходуется для поглощения теплоты реакции алкилирования. В связи с тем, что более высокие температуры процесса алкилирования могут привести к потере линейности продукта, включающего алкилбензол, может быть желательным использовать большое количество зон алкилирования с охлаждением между ними. Например, бензол и часть олефинового сырья при первой температуре перемешивания могут быть направлены в первую зону, в которой массовое отношение содержаний бензола и олефинового сырья достаточно, чтобы температура потока продуктов, выходящих из первой зоны, была выше температуры перемешивания менее чем на 15°С, предпочтительно менее чем на 12°С, и наиболее предпочтительно менее чем на 10°С. Поток продуктов, выходящих из первой зоны, охлаждают и объединяют с другой частью алифатического сырья при второй температуре перемешивания. Эту смесь подают во вторую реакционную зону и получают поток продуктов, отводимых из второй зоны, содержащий алкилбензол, и массовое отношение содержаний бензола и сырья, включающего олефин, является достаточным, чтобы температура потока продуктов, выходящих из второй зоны, была выше температуры перемешивания менее, чем на 15°С, предпочтительно менее, чем на 12°С, и наиболее предпочтительно менее, чем на 10°С. Для использования сырья, включающего олефин, этот метод может быть повторен достаточное количество раз.
Охлаждение потока продуктов реакции, выходящего из каждой зоны, может осуществляться путем прямого или косвенного теплообмена. Предпочтительно охлаждение, по меньшей мере, частично осуществляют посредством непосредственного теплообмена с частью олефинового сырья, направляемого в зону осуществления теплообмена, при этом температуру олефинового сырья получают более низкой, чем температура потока продуктов, отводимых из предшествующей зоны. Охлаждение часто является достаточным для снижения температуры, увеличенной в предыдущей реакционной зоне, по меньшей мере, на 60 процентов, и предпочтительно снижение температуры составляет, по меньшей мере, до температуры перемешивания в предыдущей реакционной зоне.
В любой схеме для проведения реакции алкилирования может быть использована финишная реакционная зона, содержащая твердый катализатор алкилирования. В финишную реакционную зону не поступает какая-либо часть алифатического исходного сырья, но предпочтительно она поддерживается в условиях алкилирования с жидкой фазой, достаточных для потребления по существу всего олефина, содержащегося в потоке продуктов, выходящих из последней зоны.
Другой метод заключается в извлечении, по меньшей мере, части алкилбензола в промежутке между зонами алкилирования, производимом с целью снижения производства диалкилбензолов. Разделение может быть произведено с помощью любого известного метода, включающего мембранное разделение, селективную сорбцию и перегонку. В соответствии с одним методом для извлечения части непревращенного бензола, содержащегося в выходящем потоке продуктов из реакционной зоны алкилирования, используют отгонку легких углеводородных фракций. Бензол рециркулирует в зону алкилирования, а оставшаяся часть непрореагировавших ароматических соединений извлекается при последующей перегонке. В результате уменьшаются размер колонны и потребность в энергии для последующей перегонки. Поскольку отгонка легких фракций не обязательно должна обеспечивать получение потока относительно чистых ароматических соединений, потребность в энергии и объем отгонки легких фракций могут быть коммерчески выгодными. Часто отгонку легких фракций осуществляют, используя менее 5 теоретических тарелок перегонной колонны, в частности, используя однократную перегонку путем быстрого снижения давления. В результате отводимый с верха колонны поток продуктов реакции может содержать существенные количества продукта, включающего алкилбензол, а также парафины, если эти парафины содержатся в потоке продуктов, выходящих из реактора. Хотя арилалкан в условиях проведения алкилирования может вступать в реакцию с образованием тяжелых углеводородов, способы согласно настоящему изобретению могут, однако, обеспечивать поток отводимых продуктов реакции алкилирования без присутствия в них чрезмерного количества тяжелых углеводородов. Предпочтительно проводить перегонку при давлении более низком, чем в зоне алкилирования, и зачастую оно находится в интервале от 80 до 250 кПа (абсолютное давление), так что значительная часть ароматических соединений, содержащихся, по меньшей мере, в части отводимых продуктов реакции алкилирования, подводимых в первую зону перегонки, испаряется.
Регенерирование катализатора
В процессе использования катализатор становится дезактивированным. Процесс дезактивирования является обратимым, и поэтому катализатор может быть регенерирован. Без стремления ограничивать рассмотрение теорией, считается, что значительная часть дезактивирования происходит посредством осаждения дезактивирующих компонент на катализаторе и на его пористой структуре. Следовательно, при использовании двух или более реакторов селективного алкилирования, по меньшей мере, один из них является действующим, в котором проводят алкилирование, и, по меньшей мере, один выключен из работы, и в нем осуществляют регенерацию катализатора. Регенерацию проводят путем контактирования катализатора в неработающем реакторе с потоком, содержащим бензол.
После отключения реактора, но до начала регенерации катализатора, катализатор обычно промывают (очищают) или ополаскивают, чтобы удалить, по меньшей мере, некоторые из непрореагировавших моноолефинов, парафинов и алкилбензола из объема пустот неработающего теперь реактора. Условия промывки не являются существенными и могут быть любыми условиями, которые являются эффективными, по меньшей мере, для частичной промывки объема пустот катализатора алкилирования. Предпочтительно условия промывки неработающего реактора включают, по меньшей мере, частичное присутствие жидкой фазы.
Условия контактирования для промывки катализатора в неработающем реакторе могут быть одинаковыми для всего процесса промывки неработающего реактора, хотя могут быть произведены некоторые изменения. Промывка может начинаться путем простого прекращения подачи потока олефинового сырья в работающий реактор, в результате чего работающий реактор становится неработающим. Температура контактирования предпочтительно является достаточно низкой для того, чтобы дезактивирующие компоненты не удалялись с катализатора. Обычно температура находится в интервале от 120°С до 170°С. Продолжительность стадии промывки может меняться в широких пределах. Нет необходимости в завершении промывки до вхождения в следующую стадию быстрого возрастания температуры до подходящей температуры для регенерации. Обычно продолжительность стадии промывки будет ограничиваться использованием бензола, отводимого со стадии промывки, и продолжительностью цикла регенерации, соответствующей требованиям. См., например, документ US 6740789, включенный в данное описание посредством ссылки.
После промывки можно начинать регенерацию катализатора. Условия проведения регенерации катализатора не являются существенными для успешного осуществления настоящего изобретения. Условиями регенерации могут быть любые условия, которые эффективны, по меньшей мере, для частичной повторной активации катализатора алкилирования. Хотя в ходе регенерации олефины могут контактировать со слоем катализатора, предпочтительно, чтобы олефины не контактировали или не протекали к катализатору в процессе регенерации. Предпочтительно, чтобы условия регенерации включали, по крайней мере, частично жидкую фазу.
Условия контактирования могут быть одинаковыми в ходе всей регенерации, но, как правило, в этих условиях производят некоторые изменения. Обычно в процессе регенерации температуру контактирования изменяют.
Стадию нагревания обычно используют для повышения температуры до величины, приемлемой для регенерации, при этом температуру повышают выше температуры проведения промывки, причем превышение находится в пределах от 50°С до 200°С. Регенерацию, как правило, проводят при температуре, находящейся между 200°С и критической температурой ароматического сырьевого соединения (например, бензола), предпочтительно составляющей от 220°С до 270°С. Температуру можно повышать непрерывно, или она может быть увеличена ступенчато с интервалами выдержки при постоянной температуре. Для повышения температуры могут быть использованы любые подходящие методы. Один метод заключается в нагревании бензола посредством косвенного теплообмена и затем подачи его в реактор.
По мере увеличения температуры поток, содержащий бензол, начинает извлекать дезактивирующие компоненты, которые накапливаются на поверхности катализатора и блокируют реакционные зоны. Поскольку некоторые компоненты представляют собой вещества наподобие смолы, имеющие некоторую окраску (т.е. вещества, придающие цветность), присутствие таких веществ в выходящем потоке продуктов после регенерации может привести к снижению его цвета по Сейболту.
После достижения желательной для регенерации температуры следует период выдержки. Продолжительность регенерации зависит от свойств катализатора, а также степени и природы дезактивации катализатора, и типично составляет от 2 до 20 часов. Когда катализатор становится истощенным по дезактивирующим компонентам, количество и концентрация этих веществ в отработавшем регенерирующем потоке бензола будет уменьшаться. Считается, что обычно регенерация завершается, если содержание дезактивирующих компонент в отработавшем регенерирующем потоке бензола падает до относительно низкого уровня.
В конце концов, реактор охлаждают. Входная температура регенерации уменьшается от температуры, имеющей место в конце второй стадии, до температуры алкилирования. Характер и скорость снижения температуры не являются существенными для успешного осуществления настоящего изобретения. Температура может снижаться непрерывно или может падать ступенчато с интервалами выдержки при постоянной температуре.
Очистка
Выходящий из реактора алкилирования поток продуктов, содержащих алкилбензол, обычно имеет компоненты и концентрации, такие, как указано в таблице.
Обычно очистка продукта, содержащего алкилбензол, включает отгонку бензола, отгонку парафина и отгонку тяжелых продуктов алкилирования, при этом отгонку бензола в большинстве случае проводят при температуре менее 300°С, предпочтительно менее 275°С, обычно в интервале от 230°С до 270°С, и избыточном давлении отводимых с верха колонны продуктов в интервале от 5 до 300 кПа, предпочтительно от 35 до 70 кПа. Отбираемый с верха колонны (отогнанный) продукт обычно содержит менее 2, предпочтительно менее, 1,5 массовых процента парафинов. Система для отгонки бензола может включать одну или большее количество дистилляционных колонн. Из системы для отгонки бензола может быть получено более одного отогнанного продукта. Например, в высокой степени чистый поток может быть получен для технологических нужд, например, для регенерирования катализаторов или сорбентов. Например, может быть получен поток, имеющий концентрацию парафина менее 1, предпочтительно менее 0,1 мас.%. Меньшая чистота отогнанного продукта может быть получена из системы отгонки бензола, например, в виде бокового погона, для использования в качестве потока рециркуляции, направляемого на проведение реакции алкилирования.
Каждая колонна может содержать подходящую насадку или перегонные тарелки, но наиболее часто используют, например, ситчатые тарелки и колпачковые тарелки. Зачастую упомянутая система содержит, по меньшей мере, 5 или от 6 до 70, и предпочтительно от 20 до 50 теоретических тарелок. Флегмовое число (определяемое здесь как отношение масс дистиллята и флегмы) находится в интервале от 2:1 до 1:10, предпочтительно от 1,5:1 до 1:5. Поток кубового остатка, отводимого при отгонке бензола, в большинстве случаев содержит менее 1000 ppmw (массовых частей на миллион), предпочтительно менее 50 ppmw и иногда менее 5 ppmw бензола. Отгонка бензола может производиться в одной единственной колонне, или для этого могут быть использованы две или более отдельные колонны. Например, может быть использована отпарная колонна для удаления некоторой части бензола, например, от 20 до 50 процентов, и затем кубовый остаток отпарной колонны может быть подвергнут ректификации в последующей колонне для получения желательного разделения фракций.
Отгонку парафина обычно проводят при температуре кубового остатка, составляющей менее 300°С, предпочтительно менее 275°С, обычно в интервале от 250°С до 275°С, и при давлении, при котором получают продукт, отводимый с верха колонны, находящемся в интервале от 5 до 110 кПа, предпочтительно от 10 до 50 кПа (абсолютное давление). Колонна может быть снабжена подходящей насадкой или перегонными тарелками, но наиболее часто используют ситчатые тарелки. Как правило, система для отгонки парафинов оборудована, по меньшей мере, 5, к примеру, от 7 до 20 теоретических тарелок. Флегмовое число обычно находится в интервале от 3:1 до 1:10, предпочтительно от 1:1 до 1:3. Поток кубового остатка, полученный при отгонке парафинов, содержит обычно менее 10, предпочтительно менее 5 массовых процента парафинов, и предпочтительно менее 10, в большинстве случаев менее 1 ppmw, бензола. Отгонка парафинов может производиться в единственной колонне, или для этой цели могут быть использованы две или более отдельные колонны.
Перегонку тяжелых алкилатов обычно проводят при температуре кубового остатка, составляющей менее 300°С, предпочтительно менее 275°С, обычно в интервале от 250°С до 275°С, и при давлении, находящемся в интервале от 0,5 до 30 кПа, предпочтительно от 1 до 5 кПа (абсолютное давление). Колонна может быть снабжена подходящей насадкой или перегонными тарелками, но наиболее часто используют структурированную насадку. Как правило, система для перегонки тяжелых продуктов алкилирования оборудована, по меньшей мере, 5, к примеру, от 10 до 30, и предпочтительно от 10 до 20 теоретических тарелок. Флегмовое число часто находится в интервале от 2:1 до 1:5, предпочтительно от 0,2:1 до 1:1. Поток продуктов, отводимых с верха колонны, полученных в результате перегонки тяжелых алкилатов, обычно содержит менее 2 массовых процентов, предпочтительно менее 1 массового процента и иногда менее 0,1 массового процента общего количества тяжелых углеводородов. Содержание бензола в потоке отбираемого с верха колонны отогнанного продукта обычно составляет менее 5, предпочтительно менее 1 ppmw, а содержание парафинов, как правило, составляет менее 10 массовых процентов.
В некоторых случаях может быть использована окончательная перегонка, в результате которой получают отогнанный продукт, содержащий легкие углеводороды, и не важно, чтобы отгонка парафинов по существу приводила к удалению всего парафина из потока алкилбензола. В результате существует благоприятная возможность экономии энергии. Например, может быть уменьшено количество теплоты для кипятильника, поскольку для дистилляционной колонны отсутствует необходимость в том, чтобы количество внутренней флегмы было таким же большим, как и в случае, когда поток кубового остатка имеет меньшую концентрацию парафинов. Кроме того, может быть увеличена емкость выбранной колонны, например, для реконструкции действующей системы очистки.
Что касается колонны для перегонки тяжелых алкилатов, финишная колонна в качестве потока кубового остатка может удалять тяжелые углеводороды. Соответственно, колонна для перегонки тяжелых алкилатов может функционировать так, что поток, отводимый с верха колонны, может содержать значительное количество тяжелых углеводородов. Как и в случае отгонки парафинов, гибкость, которую обеспечивают предложенные способы, позволяет уменьшить производительность кипятильника при отгонке тяжелых алкилатов. Это уменьшение в свою очередь уменьшает возвратный поток флегмы в колонне, что позволяет направлять больше тяжелых углеводородов в поток, отводимый с верха колонны. Помимо уменьшения производительности кипятильника, которое может быть достигнуто, может быть увеличена емкость данной дистилляционной колонны.
Финишную перегонку обычно проводят при температуре кубового остатка, составляющей менее 300°С, предпочтительно менее 275°С, обычно в интервале от 250°С до 275°С, и при давлении, находящемся в интервале от 5 до 110 кПа, предпочтительно от 10 до 50 кПа (абсолютное давление). Система для перегонки может быть снабжена подходящей насадкой или перегонными тарелками, но наиболее часто используют структурированную насадку. Как правило, система оборудована, по меньшей мере, двумя, к примеру, от 5 до 20 теоретических тарелок. Боковой погон зачастую отбирают в точке колонны, выше которой расположено, по меньшей мере, 2, часто, по меньшей мере, 3 теоретические тарелки, и ниже которой находятся, по меньшей мере, 2, часто, по меньшей мере, 3 теоретические тарелки. Предпочтительно система перегонки представляет собой колонну с разделительной стенкой или она имеет внутреннюю колонну со специально предназначенным для нее кипятильником. Система с финишной перегонкой может быть также образована двумя отдельными колоннами.
В некоторых случаях для повышения индекса брома может быть желательным подвергнуть поток алкилбензола, содержащий олефиновые компоненты, каталитическому процессу, при этом поток алкилбензола направляют в зону каталитической конверсии, содержащую кислотный катализатор, функционирующую в условиях, обеспечивающих восстановление олефина. Для широких аспектов настоящего изобретения конкретный рабочий процесс аппарата не является существенным, и может быть использован любой подходящий процесс.
Предложен ряд способов улучшения качества алкилбензолов и уменьшения содержания олефина. Катализаторами могут быть глина или молекулярное сито (природное или искусственное). Такими глинами могут быть смектит, лапонит, сапонит и сшитые глины. Предпочтительной глиной является Фильтрол F-24 (Engelhard Corporation, Iselin, New Jersey). Молекулярные сита включают цеолиты А, бета, L, S, Т, X, Y и омега, морденит, эриоцит, шабазит, богзит, кловерит, гмелинит, оффретит, молекулярные сита на основе пентасила, характеризуемые отношением содержаний оксида кремния и оксида алюминия более 10, а также SAPO (например, SAPO 5 и 41). Engelhard Corporation сообщает, что Фильтрол F-24 имеет величину рН, равную 3,5.
Уменьшение величины индекса брома обычно осуществляют при температурах в интервале от 25°С до 250°С, и наиболее часто от 70°С до 150°С, и при давлении, достаточном для удерживания потока в жидком состоянии, т.е. при абсолютном давлении в интервале от 0,1 до 150 кПа. Продолжительность контактирования с катализатором является достаточной для достижения желательного уменьшения индекса брома. Для системы с неподвижным слоем объемная часовая скорость находится в интервале от 0,1 до 20 час-1. Индекс брома обработанного потока алкилбензола предпочтительно составляет менее 10. Условия, при которых осуществляют уменьшение индекса брома, обуславливают также образование побочных продуктов, например, образование диалкилбензола и бензола из алкилбензола, и образование олигомеров и полимеров из олефиновых компонент.
Выходящий поток продуктов после снижения индекса брома подвергают четвертой перегонке для извлечения в качестве отогнанного продукта бензола, а также тяжелых углеводородов, таких как диалкилбензол, олигомеры и полимеры из олефиновых компонент.
Трансалкилирование
Кубовый остаток может быть удален из колонны для извлечения тяжелых алкилатов и использован в качестве продукта, содержащего тяжелый алкилат, или кубовой остаток может быть подвергнут дальнейшему разделению, например, посредством перегонки с извлечением содержащегося в нем алкилбензола, или может быть подвергнут трансалкилированию в присутствии бензола для превращения, например, диалкилбензолов в моноалкилбензол.
Процесс трансалкилирования может быть непрерывным или периодическим (полунепрерывным). Условия проведения трансалкилирования с использованием катализатора могут изменяться в широких пределах. Типичные катализаторы включают катализаторы, имеющие кислотную функциональность. Кислотные катализаторы включают цеолиты, имеющие тип структуры цеолита, выбранный из группы, включающей FAU, ВЕА, MOR, MTW и NES. Такие цеолиты включают морденит, ZSM-4, ZSM-12, ZSM-20, ZSM-38, МСМ-22, МСМ-36, МСМ-49, UZM-8, оффретит, гмелинит, цеолит Y, NU-87 и готтардит. К другому классу кислотных твердых компонент катализаторов относятся подкисленные огнеупорные оксиды, такие как хлорированные, фторированные или сульфированные оксиды алюминия, галлия, бора, молибдена, иттербия, титана, хрома, кремния, циркония и тому подобные оксиды и их комбинации. Кроме того, могут найти применение глины, такие как бейделлитные глины, гекторитные глины, лапонитные глины, монтмориллонитные глины, нонтонитные глины, сапонитные глины, бентонитовые глины и их смеси с аморфными катализаторами.
При желании, катализатором трансалкилирования может служить стабилизированный металл. Как правило, металлическая компонента представляет собой благородный металл или цветной металл. Благородным металлом является металл платиновой группы, выбранный из группы металлов, включающей платину, палладий, родий, рутений, осмий и иридий. Цветной металл выбирают из группы металлов, включающей рений, олово, германий, свинец, кобальт, никель, индий, галлий, цинк, уран, диспрозий, таллий, и их смеси. Цветной металл может быть соединен с другим цветным металлом или с благородным металлом. Предпочтительно металлическая компонента включает рений. Подходящие количества металла, содержащегося в катализаторе трансалкилирования, находятся в интервале от 0,01 до 10 мас.%, предпочтительно в интервале от 0,1 до 3 мас.%., и наиболее предпочтительно в интервале от 0,1 до 1 мас.%. В некоторых случаях может быть желательным модифицировать катализатор, например, путем сульфидирования по месту или вне места проведения процесса.
Катализатор может содержать подходящий связующий или матричный материал, такой как неорганические оксиды или другие подходящие материалы. Относительное содержание молекулярного сита или другой каталитически активной компоненты в катализаторе может составлять от 10 до 99 мас.%, предпочтительно от 20 до 90 мас.%. Огнестойкий связующий или матричный материал может быть использован в целях облегчения изготовления катализатора, обеспечивает прочность и снижает стоимость изготовления. Связующее должно быть однородным по составу и относительно огнеупорным к условиям осуществления рассматриваемого способа. Походящие связующие материалы включают неорганические оксиды, например, один или более из числа следующих: оксид алюминия, оксид магния, оксид циркония, оксид хрома, оксид титана, оксид бора и оксид алюминия. Катализатор может также содержать, без ограничения таким составом, один или более из (1) других неорганических оксидов, включая, но не в качестве ограничения, оксид бериллия, оксид германия, оксид ванадия, оксид олова, оксид цинка, оксид железа и оксид кобальта; (2) не цеолитовые молекулярные сита, такие как алюминофосфаты, описанные в патентном документе US 4310440, кремнийалюмофосфаты, описанные в US 4440871, и ELAPSO согласно документу US 4793984; (3) шпинели, например, MgAl2O4, FeAl2O4, ZnAl2O4, CaAl2O4 и другие подобные соединения, имеющие формулу МО-Al2O3, где М - металл, имеющий валентность, равную 2. Указанные компоненты могут быть добавлены в состав катализатора в любом подходящем месте.
Трансалкилирование проводят в жидкой фазе при соотношении содержаний бензола и общего количества всех алкилзамещенных бензолов (Bz:TAB), составляющем, по меньшей мере, 1:1. Часто это отношение находится в пределах от 2:1 до 100:1. Вообще, предпочтительны более высокие значения отношения Bz:TAB, поскольку поток жидкости способствует удалению из катализатора веществ, из которых образуется кокс, в результате чего увеличивается продолжительность действия катализатора до его регенерации или замены. Предпочтительно отношение Bz:TAB будет зависеть от жесткости условий проведения трансалкилирования, приведенной скорости жидкости в слое катализатора и глубины конверсии за один проход. Как правило, отношение Bz:TAB находится в интервале от 20:1 до 80:1, например, от 30:1 до 60:1. Поток регенерации, содержащий отработанный бензол, может быть использован непосредственно или может быть подвержен очистке для удаления нежелательных компонент, таких как смолы и вещества, образующие кокс. Очистка может проводиться путем селективной сорбции, мембранного разделения или, предпочтительно, путем перегонки. Предпочтительно эффективная очистка путем перегонки может быть достигнута посредством однократной перегонки путем резкого снижения давления или с использованием до двух теоретических перегонных тарелок при низком отношении флегмы к сырью. Поток, содержащий отработанный бензол, обеспечивает, по меньшей мере, 50 мас.%.
Как отмечено выше, способы согласно изобретению могут использовать в качестве сырья для трансалкилирования весь поток регенерации, содержащий отработанный бензол, или его часть. В том случае, если используют часть потока с отработавшим бензолом, это может быть определенная часть или она может быть отобрана из выбранных ступеней процесса регенерации. Регенерацию катализатора алкилирования осуществляют, в основном, в четыре стадии: очистка, нагревание, период выдержки и период охлаждения. На каждой из указанных стадий состав потока, содержащего отработанный бензол, может изменяться. Поскольку поток отработавшего бензола, выходящий со стадии очистки, содержит парафины, алкилбензол и тяжелые углеводороды, извлеченные из пустот в слое катализатора, он легко может быть использован как источник бензола для трансалкилирования. Если регенерацию катализатора алкилирования производят до стадий, на которых удаляются дезактивирующие компоненты, отработавший бензол обычно может быть использован без проведения такой обработки, как однократная перегонка путем быстрого испарения, без нежелательного вредного воздействия на стабильность катализатора трансалкилирования или качество продукта, включающего алкилбензол.
Условия проведения трансалкилирования обычно включают температуру в интервале от 130°С до 270°С, предпочтительно от 180°С до 240°С. При более высоких температурах имеет место большая степень крекинга с увеличенным сопутствующим производством легких углеводородов, т.е. алифатических углеводородов, имеющих 9 и менее атомов углерода. Кроме того, более высокие температуры обуславливают потери линейности алкилбензола, что нежелательно для алкилбензолов, предназначенных для использования с целью сульфирования с целью образования моющих средств. Следовательно, наиболее предпочтительные температуры трансалкилирования составляют от 190°С до 220°С. При трансалкилировании используют также умеренно повышенные давления, которые изменяются в широких пределах от 100 кПа до 10 МПа (абсолютные давления), так что реагенты остаются в жидком состоянии.
Реакция трансалкилирования может быть осуществлена в широком диапазоне объемных скоростей, причем при более высоких объемных скоростях повышается стабильность катализатора, но при этом происходит удорожание конверсии диалкилбензолов в моноалкилбензол. Часто степень конверсии диалкилбензолов, содержащихся в сырье, поступающем в зону трансалкилирования, составляет менее чем 60 массовых процентов, например, находится в интервале от 20 до 50 массовых процентов. Среднечасовая скорость подачи сырья, в основном, находится в интервале от 0,1 до 30 час-1 и зачастую от 0,5 до 4 час-1. Вообще, с точки зрения стабильности катализатора предпочтительны низкие объемные скорости при более низких отношениях Bz:TAB. По усмотрению, может быть добавлен водород. Свободный водород, если он присутствует, соединяется с исходным сырьем и рециркулирующими углеводородами в количестве от 0,1 моля на моль TAB вплоть до 10 молей на моль TAB. Так как температура трансалкилирования обычно более высокая по сравнению с используемой для алкилирования бензола, изомеризация алкильных групп преобладает в большей степени. Поскольку соотношение содержаний диалкилбензола и всех алкилбензолов, полученных в реакции алкилирования, обычно мало, линейность объединенных потоков алкилбензолов, полученных при алкилировании и трансалкилировании, часто составляет, по меньшей мере, 85 мас.%, предпочтительно, по меньшей мере, 88 мас.%.
Для целей настоящего описания слой катализатора называется реактором, независимо от того, в одном и том же или в отдельном резервуаре он находится относительно другого слоя. Катализатор может быть использован в виде слоя насадки или псевдоожиженного слоя. Сырье в зону реакции может быть направлено в виде восходящего потока, или нисходящего потока, или даже горизонтально, как в реакторе с радиальным слоем. В одном желательном варианте исполнения сырье, содержащее олефин, может подводиться в различные дискретные точки реакционной зоны.
Может быть использована одна или большее число зон трансалкилирования. Зоны трансалкилирования могут быть скомпонованы параллельно с одинаковым или различным катализатором в каждой из них. Предпочтительный способ трансалкилирования эффективно использует бензол посредством отделения, по меньшей мере, части бензола, по меньшей мере, из одной зоны трансалкилирования и подачи этого бензола в одну или больше число зон трансалкилирования в качестве всего бензола или части бензола. Разделение, если оно производится перегонкой, приведет к образованию некоторых легких углеводородов, которые также направляют на рециркуляцию, и для поддерживания подходящей концентрации легких углеводородов, например, менее 20, предпочтительно менее 10 объемных процентов от отделенного бензола, может потребоваться непрерывная или периодическая очистка. Предпочтительно фракция, содержащая алкилбензол, будет, кроме того, содержать бензол с тем, чтобы способствовать поддерживанию установившегося режима рабочего процесса. Одно из преимуществ этого предпочтительного способа, использующего типовой процесс разделения, относящийся к зоне трансалкилирования, заключается в том, что уменьшается необходимое количество свежего бензола, хотя располагаемый бензол еще способен обеспечивать высокое отношение Bz:TAB.
В отношении совместно проводимого разделения, которое представляет собой перегонку (перегонка трансалкилирования), количество выходящего продукта из одной или более зон трансалкилирования, направляемых на перегонку трансалкилирования, может составлять всего лишь 20 мас.% от общего выходящего потока продукта или может включать весь поток выходящего продукта. Часто, по меньшей мере, 50 и иногда, по меньшей мере, 80 мас.% выходящего продукта подвержено перегонке для трансалкилирования. В случае использования более чем одной зоны трансалкилирования выходящий поток продукта из одной или более зон может быть направлен на перегонку для трансалкилирования.
В любом случае, для предотвращения нежелательного накапливания инертных веществ или других примесей в контуре необходимо отводить достаточное количество флюида из зоны трансалкилирования и контура перегонки трансалкилирования. Обычно концентрация легких углеводородов в зоне алкилирования составляет менее 20 мас.% и предпочтительно менее 10 мас.%. При этом только часть бензола, содержащегося в сырье, направляемом в зону перегонки трансалкилирования, предусмотрено отводить в отогнанном, отбираемом с верха колонны продукте. Количество ароматических соединений, отводимых с верха колонны, часто находится в пределах от 20 до 98, например, от 50 до 70 или 90 мас.% от количества сырья, направляемого на перегонку. Отбираемый сверху отогнанный продукт может также содержать легкие углеводороды.
Благоприятным является отсутствие необходимости в использовании громоздкого оборудования для осуществления такого извлечения, например перегонка может производиться с использованием менее 5, предпочтительно менее 2 теоретических тарелок. Более того, отгонка легких углеводородов предпочтительно проводится без подвода значительной теплоты кипятильника. Предпочтительно рассматриваемое извлечение бензола производится посредством однократной перегонки с быстрым расширением потока, за счет температуры потока продукта, выходящего из зоны трансалкилирования, без необходимости использования источника теплоты. Если перегонку при трансалкилировании производят с подводом теплоты, например, для обеспечения в колонне фракционирования внутреннего горячего орошения флегмой, количество теплоты составляет предпочтительно менее 40, предпочтительно менее 30 килокалорий на килограмм сырья для перегонки при трансалкилировании. При использовании орошения величина индекса внутреннего орошения (отношение сырья для перегонки к возвращаемой флегме) предпочтительно составляет от 0,1:1 до 2:1, более предпочтительно от 0,4:1 до 0,8:1 килограмм на килограмм отводимого потока продуктов реакции, направляемого в зону перегонки трансалкилирования.
Перегонка трансалкилирования, может быть осуществлена в открытом резервуаре для однократной перегонки посредством быстрого расширения или с использованием подходящих тарелок или насадки для фракционирования. Перегонка за счет быстрого расширения может включать применение каплеотбойника, предотвращающего унос жидкости в потоке, отводимом с верха колонны. Подвод теплоты в зону перегонки легких фракций может быть обеспечен за счет косвенного теплообмена в нижней части этой зоны, или за счет отвода, нагревания и рециркуляции к основанию колонны некоторой части жидкости, находящейся в нижней части зоны перегонки легких фракций. Перегонка трансалкилирования обеспечивает получение высококипящей фракции, содержащей алкилбензол, тяжелые углеводороды и бензол.
Весь продукт трансалкилирования (полученный или из зоны трансалкилирования, или в результате разделения) или его часть направляют в бензоловую колонну, входящую в состав секции очистки. Непрореагировавшие тяжелые углеводороды, конечно, будут извлечены в секции очистки и могут быть, таким образом, направлены на рециркуляцию при проведении типового процесса трансалкилирования. Если трансалкилирование проводят до достижения низкой глубины превращения за один проход, например, от 20 до 40 мас.% превращения диалкилбензолов, часть продукта трансалкилирования (полученного или из зоны трансалкилирования, или в результате разделения) может быть направлена в зону трансалкилирования для дальнейшей конверсии. Поскольку приемлемой является низкая глубина конверсии, для повышения линейности алкилбензола, произведенного посредством трансалкилирования, могут быть использованы более низкие температуры.
В некоторых случаях может быть желательным регенерировать катализатор трансалкилирования. При этом могут быть использованы любые подходящие условия проведения регенерации. Обычно регенерацию осуществляют посредством пропускания бензола через слой катализатора при повышенной температуре. Бензол может быть подведен от любого подходящего источника, в частности, это может быть часть потока, содержащего отработавший бензол, используемый при регенерации катализатора алкилирования. Температура регенерации не должна превышать величины температуры, оказывающей вредное воздействие на катализатор трансалкилирования. Обычно эта температура находится в интервале от 170°С до 300°С, например, от 190°С до 220°С или 250°С. Продолжительность регенерации можно изменять в зависимости от предусмотренной степени регенерации и других условий регенерации. Как правило, регенерацию проводят в течение, по меньшей мере, 1 часа, например, от 4 до 50 часов. Отработанный регенерирующий агент может быть утилизирован любым подходящим образом. Регенерирующий агент, содержащий отработанный бензол, может быть подвергнут перегонке путем его быстрого расширения с целью удаления высококипящих примесей, таких как углеводородные отложения или их предшественники, и затем направлен на отгонку бензола, производимую в системе очистки алкилбензола.
Чертежи
Сопровождающие чертежи обеспечивают иллюстрацию воплощения изобретения и не ограничивают его.
На фиг.1 представлена принципиальная схема установки 100 для получения алкилбензола, предусматривающая проведение дегидрогенизации исходного парафинового сырья для получения сырья, содержащего олефин, используемый для алкилирования. Как показано на фигуре, парафиновое сырье подают по трубопроводу 102 в аппарат 104 для производства олефина. В указанном аппарате для производства олефина производят дегидрогенизацию парафина и получают сырье, содержащее олефин, которое отводят по трубопроводу 106. В аппарате 104 для производства олефина размещен не только реактор дегидрогенизации, но также и система очистки перегонкой и предусмотрено проведение типового процесса селективной гидрогенизации для исключения диолефинов. Олефинсодержащее сырье, транспортируемое по трубопроводу 106, содержит преимущественно парафины, от 10 до 15 объемных процента олефинов и другие совместно кипящие углеводороды, включая ароматические углеводороды. Соответственно, для удаления ароматических примесей сырье направляют в аппарат 108 селективной сорбции. Указанный аппарат 108 для селективной сорбции может иметь любую подходящую конструкцию, например, такую, которая описана выше. В аппарате для селективной сорбции используют твердый сорбент, регенерация которого может быть проведена с помощью потока бензола, как это будет описано ниже.
Очищенное сырье, содержащее олефин, затем направляют по трубопроводу 110 в систему 112, предназначенную для проведения реакции алкилирования. Система для проведения реакции алкилирования будет описана в связи с рассмотрением схемы на фиг.2. Как показано на фиг.2, сырье, содержащее олефин, по трубопроводу 110 направляют в коллектор 114 и затем в блоки 116а, 116b и 116с регулирующих клапанов, соединенные с реакторами 118а, 118b и 118с. Блоки регулирующих клапанов могут включать один или более клапанов для регулирования потоков, поступающих в каждый из реакторов и вытекающих из них.
Бензол подают по трубопроводу 120 в бензольный коллектор 122, который сообщается по текучей среде с каждым из блоков 116а, 116b и 116с регулирующих клапанов. Каждый блок 116а, 116b и 116с регулирующих клапанов сообщается по текучей среде с реакторами 118а, 118b и 118с посредством трубопроводов 124а, 124b и 124с соответственно. Реакторы 118а, 118b и 118с сообщаются по текучей среде со следующими последовательными блоками 116b, 116с и 116d регулирующих клапанов посредством трубопроводов 126а, 126b и 126с соответственно. Каждый блок 116а, 116b, 116с и 116d регулирующих клапанов сообщается по текучей среде с внутренним коллектором 128 потока. Внутренний коллектор 128 потока обеспечивает протекание потока продуктов реакции, выходящих из одного реактора, к входу другого реактора. Каждый блок 116b, 116с и 116d регулирующих клапанов сообщается по текучей среде с коллектором 130 для потока отводимых продуктов алкилирования, который в свою очередь сообщается с трубопроводом 132 для отвода потока продуктов алкилирования, вытекающего из системы 112 для проведения реакции алкилирования. Кроме того, каждый блок 116b, 116с и 116d регулирующих клапанов сообщается по текучей среде с коллектором 134 для отработавшего бензола, который в свою очередь сообщается с трубопроводом 136 для отвода отработавшего бензола из системы 112 для проведения реакции алкилирования.
При функционировании установки система для проведения реакции алкилирования дает возможность двум реакторам действовать соединенными последовательно, в то время как в одном реакторе производится регенерация, и позволяет любому реактору системы быть первым реактором в группе действующих реакторов. В качестве иллюстрации, сырье, содержащее олефин, протекающее в коллекторе 114, разделено посредством блоков 116b, 116с и 116d регулирующих клапанов для подачи части сырья только к реакторам 118а и 118b. В случае расположения реактора 118а первым в группе реакторов, блоки регулирующих клапанов позволяют вводить весь бензол для реактора алкилирования в реактор 118а. Соответственно, блок 116b регулирующих клапанов обеспечивает отсутствие подачи бензола из бензолового коллектора 122 в реактор 118b. Вместе с тем, блок 116с регулирующих клапанов позволяет вводить бензол с расходом, достаточным для регенерации, в реактор 118с. Поток продуктов, выходящих из реактора 118а, протекает по трубопроводу 126а в блок 116b регулирующих клапанов. Поскольку реактор 118b являются следующим в группе реакторов, выходящий поток продуктов реакции по трубопроводу 124b направляется в реактор 118b. Блок регулирующих клапанов направляет выходящий из реактора 118b поток продуктов, транспортируемых по трубопроводу 126b, в коллектор 130 для отводимого потока продуктов реакции алкилирования с последующим отводом этих продуктов реакции, полученных в системе 112 реакторов, по трубопроводу 132. Реактор 118с подвергают регенерации, а поток регенерирующего агента, включающего отработавший бензол, направляют по трубопроводу 126с из реактора 118с в блок 116d регулирующих клапанов, который направляет этот поток в коллектор 134 для бензола, подлежащего очистке, и выводит его из реактора 112 алкилирования по трубопроводу 136.
По завершении регенерации катализатора в реакторе 118с этот реактор вновь приводят в действие, а один из других реакторов выводят из работы для осуществления регенерации катализатора. Обычно второй реактор в группе работающих реакторов переводят в режим регенерации. В таком случае реактор 118с становится первым реактором в группе реакторов, а реактор 118а становится вторым в этой группе. Блок регулирующих клапанов соответствующим образом изменяет расходы различных потоков. Так, бензол для реакции алкилирования направляют через блок 116с клапанов и трубопровод 124с в реактор 118с, в то время как через блок 116а клапанов бензол не протекает. Бензол для регенерации направляют через блок 116b клапанов и трубопровод 124b в реактор 118b. Сырье, содержащее олефин, распределяют между клапанами 116а и 116с. Выходящий из реактора 118с поток продуктов направляют по трубопроводу 126с к блоку 116d клапанов к внутреннему коллектору, который направляет выходящий поток продуктов реакции к блоку 116а клапанов, а затем в реактор 118а. Блок 116b реакторов направляет выходящие из реактора 118а продукты в коллектор 130 для потока продуктов алкилирования. Выходящий поток из реактора 118b, который подвергают регенерации, направляют с помощью блока 116с клапанов в коллектор 134 для бензола, подлежащего очистке.
Как видно из изложенного, каждый из реакторов может быть циклически приведен в различные позиции, в которых он или находится в работе, или выведен из работы для проведения регенерации.
Как показано на фиг.1, поток продуктов алкилирования из системы 112 реакторов по трубопроводу 132 транспортируют в бензоловую колонну 138 для получения фракции, содержащей бензол, которая рециркулирует по трубопроводу 120 в систему 112 реакторов. Свежий бензол направляют в бензоловую колонну 138 по трубопроводу 140. Хотя на фигуре не показано, но, по усмотрению, содержащая бензол фракция, отведенная из бензоловой колонны 138, может быть использована в качестве сырья для системы трансалкилирования и в аппарате 108 для селективной сорбции в качестве регенерирующего агента твердого сорбента. Фракции кубового остатка из бензоловой колонны, которые содержат алкилбензол, тяжелые углеводороды и парафин, по трубопроводу 142 направляют в парафиновую колонну 144. Низкокипящую фракцию богатую парафинами транспортируют по трубопроводу 146 в аппарат 104 для производства олефина. Фракцию кубового остатка из парафиновой колонны 144, которая содержит алкилбензол и тяжелые углеводороды, направляют по трубопроводу 148 в колонну 150 тяжелых алкилатов. Колонна 150 тяжелых алкилатов обеспечивает получение низкокипящих фракций, богатых алкилбензолом, которые отводят через трубопровод 152. Эта фракция, кроме того, может содержать некоторое количество бензола и парафинов, а также немного олефиновых компонент, и по этой причине используют аппарат для очистки отбеливающими глинами и финишную колонну. Как показано, низкокипящую фракцию по трубопроводу 152 транспортируют в аппарат 154 для очистки отбеливающими глинами и затем по трубопроводу 156 - в финишную колонну 158. Боковую фракцию, представляющую собой алкилбензоловый продукт, из финишной колонны 158 отводят по трубопроводу 160. Фракцию, отводимую с верха колонны, содержащую парафин и бензол, по трубопроводу 162 направляют в трубопровод 146, обеспечивающий рециркуляцию этой фракции обратно в аппарат 104 для производства олефина. Фракцию кубового остатка из финишной колонны 158, содержащую диалкилбензол, направляют через трубопровод 164 на объединение с фракцией кубового остатка, отводимой из колонны 150 тяжелого алкилата по трубопроводу 166. Фракция кубового остатка из колонны тяжелого алкилата содержит тяжелые углеводороды, т.е. диалкилбензол, другие тяжелые ароматические углеводороды и олефиновые олигомеры и некоторое количество алкилбензола. Объединенный поток протекает к системе 168 трансалкилирования. Этот поток может быть разделен с помощью трубопровода 198 для использования или в качестве потока очистки с целью предотвращения нежелательного накапливания тяжелых углеводородов или для последующей очистки с целью получения продукта, содержащего диалкилбензол.
Возвращаясь к системе 112 реакторов алкилирования, следует отметить, что регенерирующий агент на основе отработавшего бензола, который содержит бензол, а также дезактивирующие компоненты, удаленные из катализатора, направляют по трубопроводу 136 в узел 170 распределения. Хотя это не является существенным, узел распределения направляет регенерирующий агент, включающий отработанный бензол и содержащий незначительное количество цветообразующих компонент и смол, непосредственно в систему 168 трансалкилирования по трубопроводу 172. Этот отработанный бензол отведен после очистки реактора, проходящего стадию регенерацию, и, следовательно, включает также алкилбензолы, парафин и диалкилбензол, удаленные из пор и поверхности катализатора, и, возможно, некоторое количество регенерирующего агента, т.к. реактор охлаждается до температур, подходящих для алкилирования.
Когда из регенерируемого катализатора начинают удалять цветообразующие компоненты и смолы, распределитель 170 направляет регенерирующий агент, включающий отработанный бензол, по трубопроводу 176 в резервуар 174 для выдерживания. Резервуар 174 для выдерживания служит в качестве емкости для регенерирующего агента, включающего отработанный бензол, из которой бензол с постоянным расходом может отводиться по трубопроводу 178 для последующей перегонки в колонне 180.
Фракции кубового остатка, содержащие цветообразующие компоненты с высоким молекулярным весом и дезактивирующие компоненты, отводят из колонны 180 по трубопроводу 182. Фракцию бензола отводят через трубопровод 184. Как показано, часть фракции бензола по трубопроводу 184 направляют в аппарат 108 селективной сорбции в качестве регенерирующего агента. Отработанный регенерирующий агент из аппарата 108 селективной сорбции по трубопроводу 186 направляют в резервуар 174 выдержки.
Часть фракции бензола, отводимой по трубопроводу 184, направляют через трубопровод 188 в блок 190 клапанов, который может по трубопроводу 192 направлять весь поток или его часть к трубопроводу 172 для подачи в систему 168 трансалкилирования, и весь поток или его часть по трубопроводу 194 к трубопроводу 196, который сообщается с бензоловой колонной.
Система 168 трансалкилирования будет описана ниже со ссылкой на фиг.3. Объединенную фракцию кубового остатка из колонны 150 тяжелого алкилата и из финишной колонны 158 направляют в систему 168 трансалкилирования по трубопроводу 166, а часть потока направляют к каждому из реакторов 200 и 202 по трубопроводам 204 и 206 соответственно. Бензол подпитки по трубопроводу 172 подводят к трубопроводу 204 и направляют в реактор 200 трансалкилирования. Выходящие продукты трансалкилирования отводят из реактора 200 по трубопроводу 208 и подают в отгоночную колонну 210, которая предназначена для получения фракции, содержащей бензол, отводимой по трубопроводу 212. Удаление фракции, содержащей бензол, может быть произведено посредством трубопровода 214. Удаляемая фракция может быть направлена в бензоловую колонну, использована в качестве энергетического потенциала или вообще извлечена из установки. Как показано, часть фракции, содержащей бензол, может быть направлена на рециркуляцию, если это необходимо, в реактор 200. Остальную часть этой фракции направляют по трубопроводу 218 с целью использования бензола для проведения трансалкилирования в реакторе 202. В качестве альтернативы часть бензола подпитки по трубопроводу 172 может быть направлена в реактор 202. Выходящий поток продуктов из реактора 202 по трубопроводу 220 подают в отгоночную колонну 210.
Фракция кубового остатка, отводимая из отгоночной колонны 210, содержит алкилбензол, произведенный в ходе трансалкилирования, не превращенный диалкилбензол, другие тяжелые углеводороды и некоторую часть бензола. Фракцию кубового остатка отводят по трубопроводу 196 и направляют в бензоловую колонну 138, в которой извлекают бензол. При проведении остальных типовых процессов в секции очистки извлекают алкилбензол, парафин и возвращают диалкилбензол в систему трансалкилирования. При желании, поток может быть отведен из трубопровода 196 и возвращен обратно в реакторы 200 и 202 по трубопроводам 222 и 224 соответственно для проведения дальнейшей конверсии не превращенного аликилбензола.
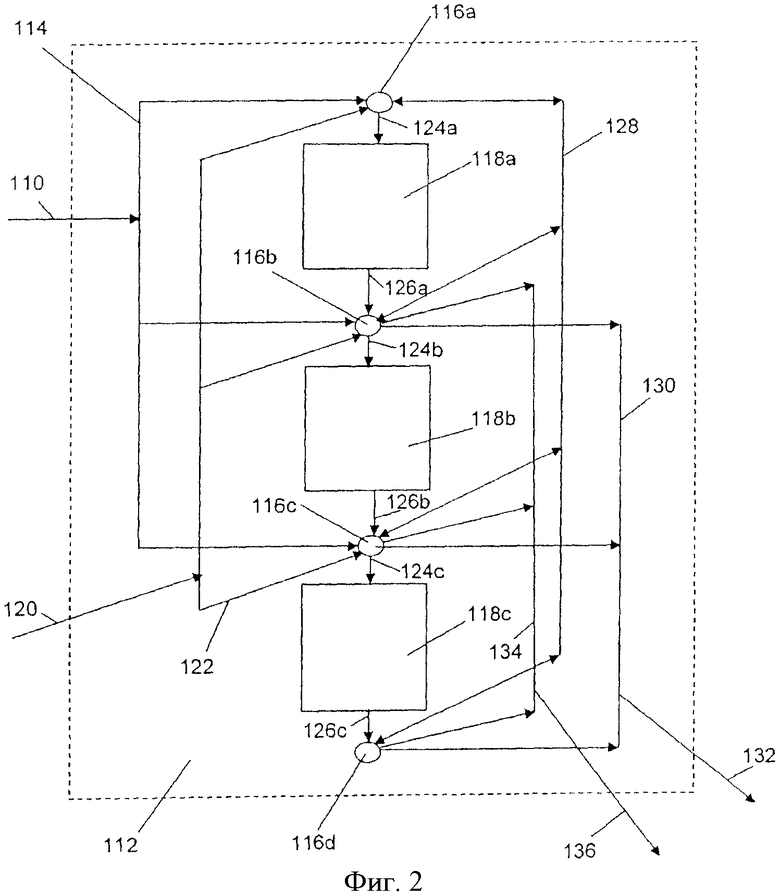

Изобретение относится к комбинированному способу непрерывного получения линейных алкилбензолов, применяемых в производстве моющих средств, посредством алкилирования бензола олефинами, содержащими от 8 до 16 атомов углерода. При этом способ включает: а. непрерывную подачу бензола и смеси, включающей парафин и олефин, по меньшей мере, в одну зону алкилирования, в условиях алкилирования, включающих наличие эффективного для катализа количества катализатора алкилирования, с получением продукта алкилирования, содержащего алкилбензол, диалкилбензолы и непрореагировавший бензол; при этом катализатор алкилирования выбирают из группы, состоящей из цеолитов, подкисленных огнеупорных оксидов и их смесей. Затем b. отделение бензола от продукта алкилирования с получением фракции, богатой бензолом, по меньшей мере, часть которой направляют на рециркуляцию на стадию (а), и фракции, содержащей алкилбензол, парафин и диалкилбензол и по существу не содержащей бензол. Далее с. отделение парафина от указанной фракции, по существу не содержащей бензол, с получением фракции, богатой парафином, и фракции, содержащей алкилбензол и диалкилбензолы и по существу не содержащей парафин. Последующее d. отделение алкилбензола от указанной фракции, не содержащей парафин, с получением алкилбензоловой фракции и фракции тяжелых углеводородов, содержащей диалкилбензолы. Затем е. подачу бензола и, по меньшей мере, части фракции тяжелых углеводородов, по меньшей мере, в одну зону трансалкилирования, где молярное соотношение содержаний бензола и диалкилбензола составляет, по меньшей мере, 20:1, предпочтительно в интервале от 30:1 до 60:1. Далее f. поддерживание указанной, по меньшей мере, одной зоны трансалкилирования в условиях проведения трансалкилирования, включающих эффективное для катализа количество твердого катализатора трансалкилирования, для получения продукта трансалкилирования, в котором, по меньшей мере, 20 мол.% диалкилбензола в части сырья, подводимого в указанную реакционную зону, превращается в алкилбензол. Последующее g. проведение фракционирования, по меньшей мере, части продукта трансалкилирования с получением низкокипящей фракции, богатой бензолом, и высококипящей фракции, содержащей алкилзамещенный бензол. Затем h. подачу, по меньшей мере, части фракции, богатой бензолом, по меньшей мере, в одну зону трансалкилирования, в качестве, по меньшей мере, части бензола для указанной реакционной зоны; и i. подачу, по меньшей мере, части высококипящей фракции стадии (g) на стадию (b). Использование настоящего способа позволяет экономично поддерживать высокую величину молярного соотношения бензола и диалкилбензола для повышения стабильности катализатора. 9 з.п. ф-лы, 3 ил., 1 табл.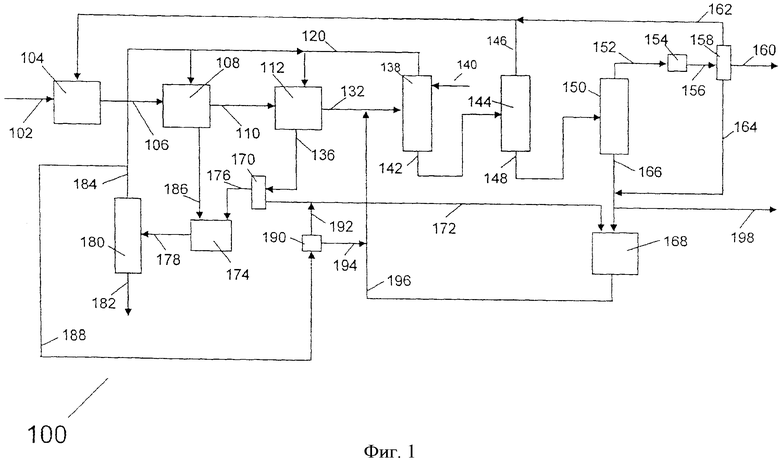
1. Комбинированный способ непрерывного получения линейных алкилбензолов, применяемых в производстве моющих средств, посредством алкилирования бензола олефинами, содержащими от 8 до 16 атомов углерода, включающий:
а. непрерывную подачу бензола и смеси, включающей парафин и олефин, по меньшей мере, в одну зону алкилирования в условиях алкилирования, включающих наличие эффективного для катализа количества катализатора алкилирования, с получением продукта алкилирования, содержащего алкилбензол, диалкилбензолы и непрореагировавший бензол; при этом катализатор алкилирования выбирают из группы, состоящей из цеолитов, подкисленных огнеупорных оксидов и их смесей;
b. отделение бензола от продукта алкилирования с получением фракции, богатой бензолом, по меньшей мере, часть которой направляют на рециркуляцию на стадию (а), и фракции, содержащей алкилбензол, парафин и диалкилбензол и, по существу, не содержащей бензол;
с. отделение парафина от указанной фракции, по существу, не содержащий бензол, с получением фракции, богатой парафином, и фракции, содержащей алкилбензол и диалкилбензолы и, по существу, не содержащей парафин;
d. отделение алкилбензола от указанной фракции, не содержащей парафин, с получением алкилбензоловой фракции и фракции тяжелых углеводородов, содержащей диалкилбензолы;
е. подачу бензола и, по меньшей мере, части фракции тяжелых углеводородов, по меньшей мере, в одну зону трансалкилирования, где молярное соотношение содержаний бензола и диалкилбензола составляет, по меньшей мере, 20:1, предпочтительно от 30:1 до 60:1;
f. поддерживание указанной, по меньшей мере, одной зоны трансалкилирования в условиях проведения трансалкилирования, включающих эффективное для катализа количество твердого катализатора трансалкилирования, для получения продукта трансалкилирования, в котором, по меньшей мере, 20 мол.% диалкилбензола в части сырья, подводимого в указанную реакционную зону, превращается в алкилбензол;
g. проведение фракционирования, по меньшей мере, части продукта трансалкилирования с получением низкокипящей фракции, богатой бензолом, и высококипящей фракции, содержащей алкилзамещенный бензол;
h. подачу, по меньшей мере, части фракции, богатой бензолом, по меньшей мере, в одну зону трансалкилирования в качестве, по меньшей мере, части бензола для указанной реакционной зоны и
i. подачу, по меньшей мере, части высококипящей фракции стадии (g) на стадию (b).
2. Способ по п.1, в котором условия проведения алкилирования на стадии (а) включают использование твердого кислотного катализатора.
3. Способ по п.2, в котором мольное отношение содержаний диалкилбензола к общему количеству алкилбензола в продукте алкилирования составляет более 5.
4. Способ по п.1, в котором, по меньшей мере, часть бензола для стадии (е) получают из стадии разделения (b).
5. Способ по п.4, в котором олефин стадии (а) представляет собой смесь олефина и парафина, полученную при дегидрогенизации парафина, для удаления ароматических соединений из смеси олефина и парафина перед проведением стадии (а) используют селективный сорбент, при этом для регенерации селективного сорбента используют бензол и затем подают его на стадию (е).
6. Способ по п.1, в котором стадию (f) проводят полунепрерывно.
7. Способ по п.1, в котором стадию (f) проводят непрерывно.
8. Способ по п.1, в котором мольное соотношение содержания бензола и общего содержания диалкилбензола и алкилбензола в исходном сырье находится в интервале от 30:1 до 60:1.
9. Способ по п.1, в котором мольное соотношение содержаний свежего бензола и исходного сырья, подводимого ко всем зонам трансалкилирования, составляет менее чем 10:1.
10. Способ по п.9, в котором мольное соотношение содержаний свежего бензола и исходного сырья, подводимого ко всем зонам трансалкилирования, находится в интервале от 2:1 до 8:1.
| US 4774377 A, 27.09.1988 | |||
| US 6740789 B1, 25.05.2004 | |||
| US 5003119 A, 26.03.1991 | |||
| US 2006224030 A1, 05.10.2011 | |||
| US 6225516 B1, 01.05.2001 | |||
| US 5574198 A, 12.11.1996 | |||
| ИНТЕГРИРОВАННЫЙ ПРОЦЕСС ПОЛУЧЕНИЯ АЛКЕНИЛЗАМЕЩЕННОГО АРОМАТИЧЕСКОГО СОЕДИНЕНИЯ | 2001 |
|
RU2277081C2 |

