Область техники, к которой относится изобретение
Настоящее изобретение относится к концевому соединителю и электропроводу с концевым соединителем.
Уровень техники
Известен обычный концевой соединитель, который присоединяют к концу электропровода, раскрыт в патентном документе 1. Концевой соединитель образован прессованием металлического листового материала и содержит участок обжатия, который обжимают на многожильном проводе, обнаженном на конце электропровода.
Оксидный слой образуется на поверхности многожильного провода и оксидный слой располагается между многожильным проводом и участком обжатия. Он может повышать контактное сопротивление между многожильным проводом и участком обжатия.
В предшествующем уровне техники выемки (мелкие зубья) образуют на внутренней стороне (стороне, близкой к многожильному проводу) участка обжатия. Выемки непрерывно продолжаются в направлении, поперечном к направлению протягивания электропровода. Множество выемок выровнено вдоль направления протягивания электропровода и образовано прессованием металлического листового материала с помощью пресс-формы.
Когда участок обжатия обжимают на многожильном проводе электропровода, многожильный провод сжимают на участке обжатия, чтобы пластически деформировать в направлении протягивания электропровода. В таком случае оксидный слой, образованный на поверхности многожильного провода, стирается кромками вырезов выемок и удаляется с нее. Таким образом поверхность многожильного провода выявляют и приводят в контакт с участком обжатия поверхности. Этим уменьшают контактное сопротивление между электропроводом и концевым соединителем.
Патентный документ 1 - публикация №JP-10-125362 нерассмотренной патентной заявки Японии.
Сущность изобретения
В последнее время уделяется внимание использованию алюминия или алюминиевого сплава в качестве материала многожильного провода. Оксидный слой сравнительно легко образуется на поверхности алюминия или алюминиевого сплава. Поэтому, если алюминий или алюминиевый сплав используют для многожильного провода электропровода, контактное сопротивление между многожильным проводом и участком обжатия может не уменьшиться в достаточной степени даже в случае образования выемок.
Считается, что множество выемок выровнено вдоль направления протягивания электропровода и также выровнено вдоль поперечного направления, пересекающегося с направлением протягивания электропровода. Соответственно, общая площадь кромок вырезов выемок повышается по сравнению со случаем, в котором выемки выровнены только в направлении протягивания электропровода. Поэтому предполагается, что оксидный слой, образованный на многожильном проводе, обязательно удаляется.
Однако в соответствии с описанной выше конфигурацией стоимость изготовления пресс-формы для образования выемок может возрастать по следующей причине. Выступающие части в пресс-форме образуют на местах, соответствующих выемкам. Выступающие части образуют обработкой резанием металлического листового материала. На этом этапе может встретиться случай необходимости резания металлического листового материала электрическим разрядом в соответствии с расположением выемок. Это повышает стоимость изготовления пресс-формы.
Настоящее изобретение выполнено с учетом обстоятельств, описанных выше. Задача настоящего изобретения заключается в создании концевого соединителя и электропровода с концевым соединителем, в котором уменьшено контактное сопротивление с электропроводом, и снижении стоимости изготовления пресс-формы.
Настоящим изобретением предоставляется концевой соединитель, содержащий участок обжатия, который обжимают на проводнике, обнаженном на конце электропровода, чтобы окружить обнаженный проводник. В состоянии до того, как участок обжатия обжимают на электропроводе, множество выемок расположено в поверхности участка обжатия, где размещают электропровод, так что они являются выровненными вдоль первого направления с промежутками между ними, при этом первое направление пересекается с направлением протягивания, в котором протягивают электропровод, который обжимают на участке обжатия, и множество выемок расположено с выравниванием вдоль второго направления с промежутками между ними, второе направление пересекается с направлением протягивания и отличается от первого направления, и края выреза каждой выемки образуют параллелограмм и содержат два первых края выреза, параллельных первому направлению, и два вторых края выреза, параллельных второму направлению, и первые края выреза каждой из выемок, которые расположены в первом направлении, расположены на прямой линии вдоль первого направления и вторые края выреза каждой из выемок, которые расположены во втором направлении, расположены на прямой линии вдоль второго направления. Выемки образованы прессованием участка обжатия с помощью пресс-формы, где множество выступающих частей образовано так, что соответствует выемкам.
Настоящим изобретением предоставляется электропровод с концевым соединителем, содержащий электропровод, имеющий проводник и концевой соединитель, который обжат на конце электропровода.
Согласно настоящему изобретению кромка, образованная на краях выреза каждой выемки, удаляет оксидный слой, который образован на поверхности проводника, так что выявляется поверхность проводника. Электропровод и концевой соединитель электрически соединены друг с другом благодаря контакту выявленной поверхности и участка обжатия. Этим уменьшается контактное сопротивление между проводником и концевым соединителем.
Согласно настоящему изобретению выступающие части образуют на пресс-форме для образования выемок так, чтобы они соответствовали выемкам. Для образования выступающих частей участки поверхности металлического листового материала, которые не соответствуют выемкам, срезают, чтобы оставить участки, соответствующие выемкам. Кроме того, согласно настоящему изобретению на поверхности участка обжатия, где размещают электропровод, участки, которые не соответствуют выемкам, образуют так, что они продолжаются в первом направлении и во втором направлении в виде ленточной структуры. Поэтому, чтобы образовать выступающие части множество канавок, продолжающихся в виде ленточной структуры в первом направлении, образуют в поверхности металлического листового материала резанием и множество канавок, продолжающихся в виде ленточной структуры во втором направлении, образуют в поверхности металлического листового материала резанием. Этим снижают стоимость изготовления пресс-формы.
Краткое описание чертежей
На чертежах:
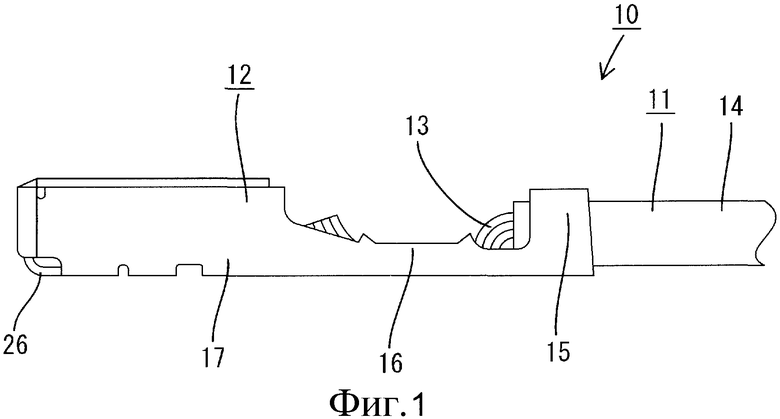
фиг.1 - вид сбоку, иллюстрирующий электропровод с концевым соединителем согласно настоящему осуществлению;
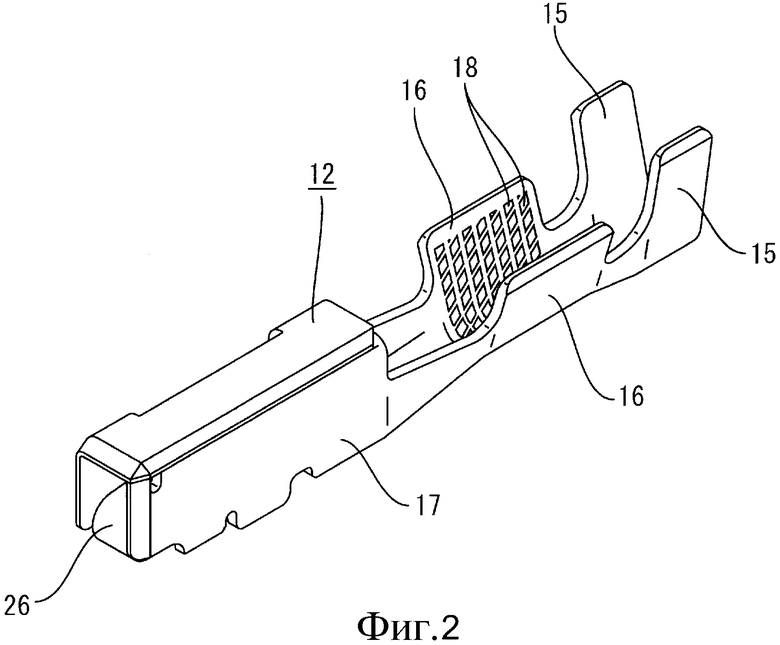
фиг.2 - перспективный вид, иллюстрирующий гнездовой концевой соединитель;
фиг.3 - увеличенный вид сверху, иллюстрирующий основную часть гнездового концевого соединителя в развернутом состоянии;
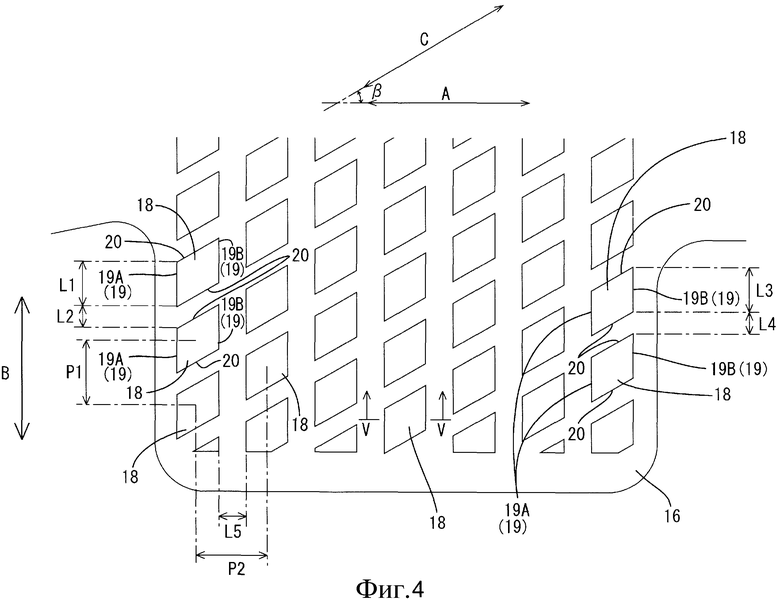
фиг.4 - увеличенный вид сверху, иллюстрирующий основной участок выемок, образованных в опоре провода;
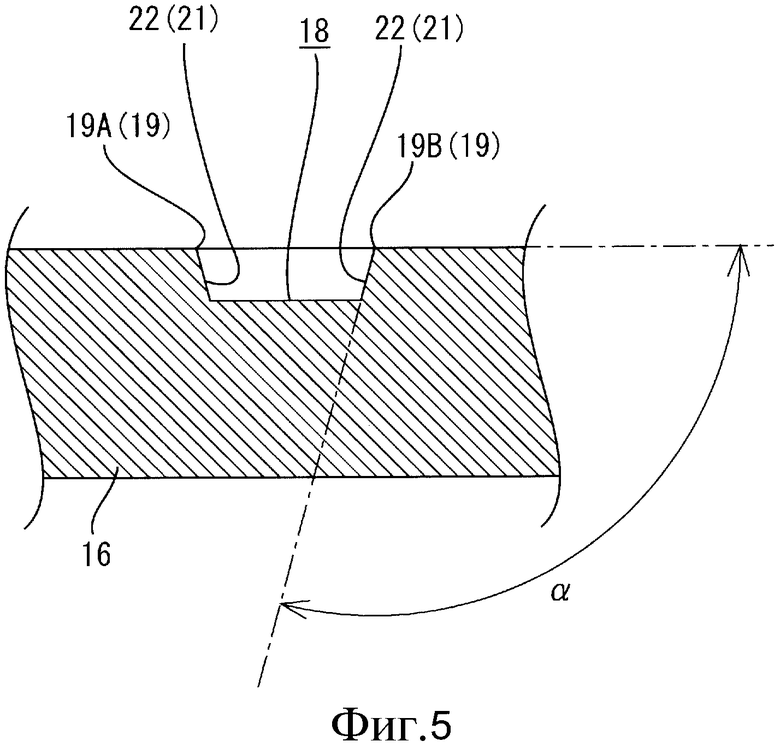
фиг.5 - сечение фиг.4 по линии V-V;
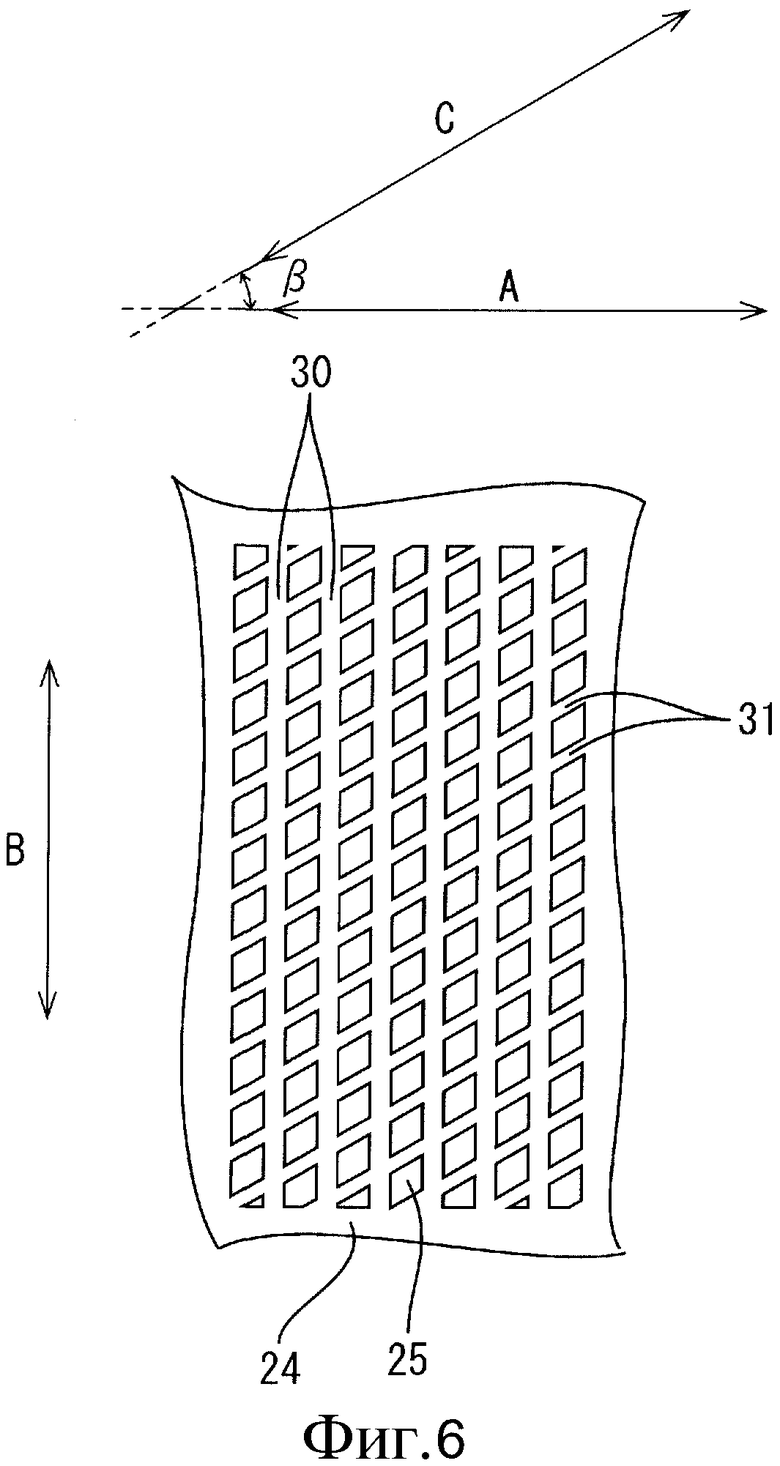
фиг.6 - увеличенный вид сверху, иллюстрирующий основной участок пресс-формы;
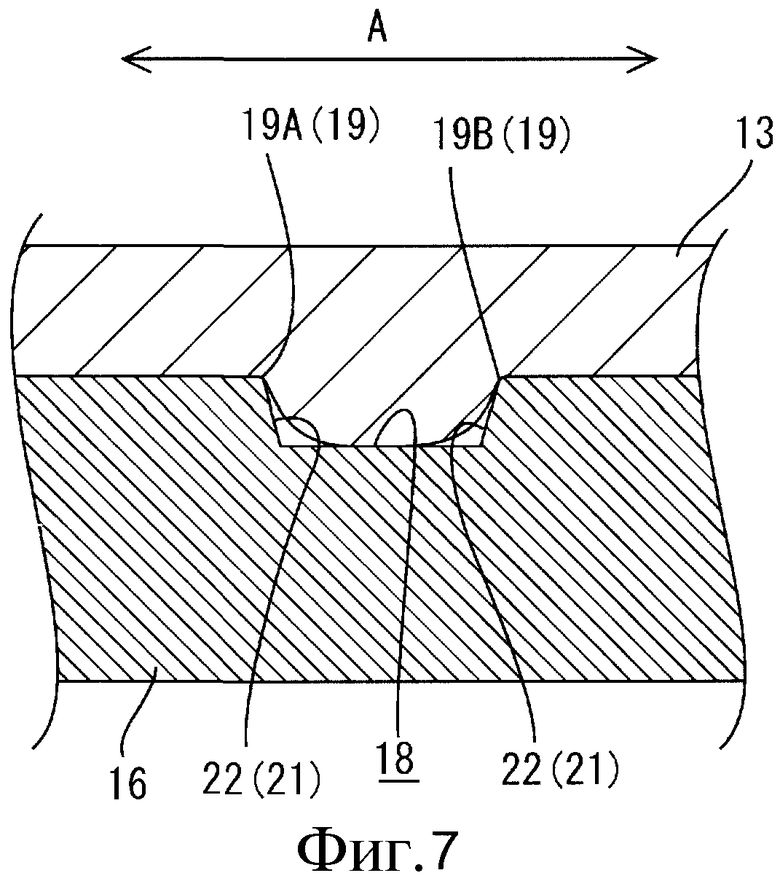
фиг.7 - увеличенное сечение, иллюстрирующее состояние, в котором опора провода обжата на многожильном проводе.
Описание позиций
10 - электропровод с концевым соединителем;
11 - электропровод;
12 - гнездовой концевой соединитель (концевой соединитель);
13 - многожильный провод (проводник)
16 - опора провода (участок обжатия);
17 - соединительный участок;
18 - выемка;
19 - первый край выреза;
19А - край выреза концевой стороны;
19В - край выреза стороны провода;
20 - второй край выреза;
21 - наклонная поверхность;
22 - первая наклонная поверхность;
25 - выступающая часть;
24 - пресс-форма.
Предпочтительные варианты осуществления изобретения
Одно осуществление настоящего изобретения будет пояснено с ссылкой к фиг. 1-7. Как показано на фиг.1, настоящим осуществлением предоставляется электропровод с концевым соединителем 10, при этом гнездовой концевой соединитель 12 (соответствующий концевому соединителю настоящего изобретения) обжат на многожильном проводе 13 (соответствующем проводнику настоящего изобретения), который обнажен на конце электропровода 11.
Электропровод 11
Как показано на фиг.1, электропровод 11 содержит многожильный провод 13 и изоляцию 14 провода. Многожильный провод 13 представляет собой многопроволочный провод, включающий в себя множество тонких металлических проводов. Изоляция 14 провода выполнена из изолирующего синтетического полимера и образована так, что окружает внешнюю периферию многожильного провода 13. Любой металл, пригодный для предполагаемого применения, такой как медь, медный сплав, алюминий, алюминиевый сплав или другие металлы, можно использовать для тонкого металлического провода. В настоящем осуществлении алюминиевый сплав использован для многожильного провода 13. Как показано на фиг.1, изоляция 14 провода удалена на конце электропровода 11, так что многожильный провод 13 обнажен.
Гнездовой концевой соединитель 12
Металлический листовой материал прессуют до получения заданной формы с помощью пресс-формы (непоказанной) для образования гнездового концевого соединителя 12. Гнездовой концевой соединитель 12 содержит изолирующую опору 15, опору 16 провода (соответствующую участку обжатия согласно настоящему изобретению) и соединительный участок 17. Изолирующую опору 15 обжимают, чтобы окружить внешнюю периферию изоляции 14 провода из электропровода 11. Опору 16 провода непрерывно образуют начиная от изолирующей опоры 15 и обжимают, чтобы окружить многожильный провод 13. Соединительный участок 17 непрерывно продолжают от опоры 16 провода и соединяют со штекерным концевым соединителем (непоказанным). Как показано на фиг.3, изолирующая опора 15 образована имеющей два плоских участка, каждый из которых продолжается по направлению вверх и направлению вниз.
Как показано на фиг.2, соединительный участок 17 образован трубчатой формы для приема штекерного контакта (непоказанного) штекерного концевого соединителя. Упругий контактный участок 26 образован на соединительном участке 17. Упругий контактный участок 26 упруго контактирует со штекерным контактом штекерного концевого соединителя, так что электрически соединяет штекерный концевой соединитель и гнездовой концевой соединитель 12.
В настоящем осуществлении гнездовой концевой соединитель 12 образован трубчатой формы и имеет соединительный участок 17. Однако оно не ограничено этим и, например, штекерный концевой соединитель, имеющий штекерный контакт или наконечник типа LA (согласно Ergom), который образован формированием проникающего отверстия в металлическом листовом материале, может быть предусмотрен вместо гнездового концевого соединителя 12. Концевой соединитель можно образовать любой формы, пригодной для предполагаемого применения.
Опора 16 провода
На фиг.3 показан увеличенный вид сверху основного участка опоры 16 провода в развернутом состоянии (в состоянии до обжатия на электропроводе). Как показано на фиг.3, опора 16 провода образована имеющей два плоских участка, каждый из которых на фиг.3 продолжается по направлению вверх и направлению вниз. До обжатия на электропроводе опора 16 провода имеет по существу прямоугольную форму при наблюдении в направлении, проходящем сквозь бумагу фиг.3.
Как показано на фиг.3, множество выемок 18 образовано в поверхности опоры 16 провода, где размещают электропровод во время обжатия электропровода (поверхности на передней стороне в направлении, проходящем сквозь бумагу фиг.3). До обжатия электропровода края выреза каждой выемки 18 образуют форму параллелограмма при наблюдении в направлении, проходящем сквозь бумагу фиг.3.
Как показано на фиг.3, выемки 18 расположены с промежутками между ними в направлении протягивания многожильного провода 13 (направлении, показанном стрелкой А на фиг.3) в состоянии, в котором опору 16 провода обжимают на многожильном проводе 13.
Кроме того, как показано на фиг.3, выемки 18 расположены в первом направлении с промежутками между ними (направлении, показанном стрелкой В на фиг.3), пересекающемся с направлением протягивания многожильного провода 13 (направлением, показанным стрелкой А на фиг.3). В настоящем осуществлении первое направление пересекается с направлением протягивания под углом в пределах от 85° до 90°. В настоящем осуществлении первое направление пересекается с направлением протягивания под углом по существу 90°. Первое направление может пересекаться с направлением протягивания под любым углом, подходящим для предполагаемого применения.
Кроме того, как показано на фиг.3, выемки 18 расположены с промежутками между ними так, что пересекаются с направлением протягивания многожильного провода 13 (направлением, показанным стрелкой А на фиг.3) под углом β и выровнены вдоль второго направления (направления, показанного стрелкой С на фиг.3), которое отличается от первого направления. В настоящем осуществлении угол β задают равным по существу 30°.
Как показано на фиг.4, края выреза каждой выемки 18 включают в себя два первых края 19 выреза, которые параллельны первому направлению (направлению, показанному стрелкой В на фиг.4). В настоящем осуществлении первые края 19 выреза пересекаются с направлением протягивания (направлением, показанным стрелкой А на фиг.4) под углом в пределах от 85° до 95°. На фиг.4 изображение внутренней структуры выемки 18 опущено.
Первые края 19 выреза каждой из выемок 18, которые выровнены вдоль первого направления (направления, показанного стрелкой В на фиг.4), расположены на прямой линии вдоль первого направления. Первые края 19 выреза содержат край 19А выреза концевой стороны и край 19В выреза стороны провода. Край 19А выреза концевой стороны расположен ближе к концевой стороне электропровода 11 (левой стороне на фиг.4). Край 19В выреза стороны провода расположен ближе к противоположной стороне относительно концевой стороны электропровода 11 (правой стороне на фиг.4).
Кроме того, как показано на фиг.4, стороны, образующие края выреза каждой выемки 18, имеют два вторых края 20 выреза, которые параллельны второму направлению (направлению, показанному стрелкой С на фиг.4). Вторые края 20 выреза каждой из выемок 18, которые выровнены вдоль второго направления, расположены на прямой линии вдоль второго направления.
Показанную на фиг.4 длину L1 края 19А выреза концевой стороны задают равной расстоянию L2 или больше его. Расстояние L2 представляет собой расстояние между краями 19А, 19А вырезов концевой стороны выемок 18, которые расположены рядом друг с другом в первом направлении (направлении, показанном стрелкой В на фиг.4). Соответственно, края 19А вырезов концевой стороны выемок, которые расположены рядом друг с другом в направлении протягивания (направлении, показанном стрелкой А на фиг.4), перекрываются друг с другом в направлении протягивания. В частности, во множестве выемок 18 край 19А выреза концевой стороны одной выемки 18 перекрывается с выемками 19А, 19А вырезов концевой стороны другого множества выемок 18, 18 (двух в настоящем осуществлении) в направлении протягивания, а другое множество выемок 18, 18 расположено рядом с одной выемкой 18 в направлении протягивания и выровнено вдоль первого направления.
Аналогично описанному выше длину L3 края 19В выреза стороны провода задают равной расстоянию L4 или больше его. Расстояние L4 представляет собой расстояние между краями 19В вырезов стороны провода выемок 18, которые расположены рядом друг с другом в первом направлении (направлении, показанном стрелкой В на фиг.4). Соответственно, края 19В вырезов стороны провода множества выемок, которые расположены рядом друг с другом в направлении протягивания (направлении, показанном стрелкой А на фиг.4), расположены с перекрытием друг друга в направлении протягивания. В частности, во множестве выемок 18 край 19В выреза стороны провода одной выемки 18 перекрывается с краями 19В, 19В вырезов стороны провода другого множества выемок 18, 18 (двух в настоящем осуществлении) в направлении протягивания, а другое множество выемок 18, 18 расположено рядом с одной выемкой 18 в направлении протягивания и выровнено вдоль поперечного направления.
Показанный на фиг.4 угол β, который образован направлением протягивания (направлением, показанным стрелкой А на фиг.4) и вторым направлением (направлением, показанным стрелкой С), задают так, чтобы он удовлетворял следующему условию. Во множестве выемок 18 край 19А выреза концевой стороны одной выемки 18 перекрывается с краями 19А вырезов концевой стороны другого множества выемок 18, 18 (двух в настоящем осуществлении) в направлении протягивания, а другое множество выемок 18, 18 расположено рядом с одной выемкой 18 в направлении протягивания и выровнено вдоль второго направления. В настоящем осуществлении угол β задают равным 30°.
Аналогично описанному выше угол β, который образован направлением протягивания (направлением, показанным стрелкой А на фиг.4) и вторым направлением (направлением, показанным стрелкой С) задают так, чтобы он удовлетворял следующему условию. Во множестве выемок 18 край 19В выреза стороны провода одной выемки 18 перекрывается с краями 19В вырезов стороны провода другого множества выемок 18, 18 (двух в настоящем осуществлении) в направлении протягивания, а другое множество выемок 18, 18 расположено рядом с одной выемкой 18 в направлении протягивания и выровнено вдоль второго направления.
Во множестве выемок 18 величину шага Р1, показанного на фиг.4, между выемками 18 в первом направлении (направлении, показанном стрелкой В на фиг.4), поперечном к направлению протягивания многожильного провода 13 (направлению, показанному стрелкой А на фиг.4), задают в пределах от 0,1 мм до 0,8 мм. В настоящем осуществлении величину Р1 задают равной 0,5 мм. Величина шага Р1 представляет собой расстояние в первом направлении между точкой пересечения диагональных линий одной выемки 18 и точкой пересечения диагональных линий другой выемки 18, которая расположена после одной выемки 18.
Расстояние между выемками 18, которые расположены рядом друг с другом в первом направлении (направлении, показанном стрелкой В на фиг.4), в настоящем осуществлении полагают равным расстоянию L2 между краями 19А вырезов концевой стороны и расстоянию L4 между краями 19В вырезов стороны провода, описанными в настоящем осуществлении выше. Расстояние между выемками 18 задают равным 0,1 мм или большим и равным половине или меньше величины Р1 шага между выемками в первом направлении (направлении, показанном стрелкой В на фиг.4). В настоящем осуществлении расстояние между выемками 18 задают равным 0,1 мм.
Показанную на фиг.4 величину шага Р2 между выемками 18 в направлении протягивания (направлении, показанном стрелкой А на фиг.4) задают в пределах от 0,3 мм до 0,8 мм. В настоящем осуществлении величину Р2 задают равной 0,5 мм. Величина шага Р2 представляет собой расстояние в направлении протягивания между точкой пересечения диагональных линий одной выемки 18 и точкой пересечения диагональных линий другой выемки 18, которая расположена после одной выемки 18.
Расстояние L5 между выемками 18, которые расположены рядом друг с другом в направлении протягивания (направлении, показанном стрелкой А на фиг.4), составляет 0,1 мм или больше, и расстояние L5 задают равным значению или меньше значения, которое получают вычитанием 0,1 мм из величины шага Р2 между выемками 18, которые расположены рядом друг с другом в направлении протягивания. В настоящем осуществлении L5 задают равным 0,2 мм.
Как показано на фиг.5, нижняя поверхность выемки 18 образована так, что она меньше, чем общий размер краев выреза выемки 18. Соответственно, нижняя поверхность выемки 18 связана с краями выреза выемки 18 с помощью четырех наклонных поверхностей 21, которые наклонены с продолжением от нижней поверхности выемки 18 к краям выреза выемки 18. Две наклонные поверхности 21 изображены на фиг.5.
Показанные на фиг.5 наклонные поверхности 21, каждая из которых связывает каждый из двух первых краев 19 выреза и нижнюю поверхность выемки 18, именуются первыми наклонными поверхностями 22. Угол α, образованный первой наклонной поверхностью 22 и поверхностью опоры 16 провода, где размещают многожильный провод 13, задают так, чтобы он удовлетворял условию, при котором угол α находится в пределах от 90° до 110°. В настоящем осуществлении угол α задают равным 105°.
В настоящем осуществлении коэффициент уплотнения многожильного провода 13, который обжимают в опоре 16 провода, выражают процентным отношением площади поперечного сечения многожильного провода 13 после обжатия в опоре 16 провода к площади поперечного сечения многожильного провода 13 до обжатия в опоре 16 провода. В частности, коэффициент уплотнения задают в пределах от 40% до 70%. В настоящем осуществлении коэффициент уплотнения задают равным 60%.
Выемки 18 образуют прессованием опоры 16 провода с помощью пресс-формы 24, показанной на фиг.6. В пресс-форме 24 образовано множество выступающих частей 25, соответствующих выемкам 18, выдающихся вперед, проникающих через бумагу. На фиг.6 изображение детальной конфигурации выступающих частей 25 опущено.
Далее будут пояснены технологические операции и полезные эффекты настоящего осуществления. Ниже показан один пример процесса прикрепления гнездового концевого соединителя 12 к электропроводу 11. Сначала прессованием с помощью пресс-формы металлическому листовому материалу придают заданную форму. На данном этапе одновременно могут быть образованы выемки 18.
После этого металлический листовой материал, которому придана заданная форма, обрабатывают, чтобы согнуть с образованием соединительного участка 17 (см. фиг.2). На данном этапе могут быть образованы выемки 18.
Как показано на фиг.6, в пресс-форме для прессования гнездового концевого соединителя 12 множество выступающих частей образовано так, что они соответствуют выемкам 18 опоры 16 провода. Чтобы образовать выступающие части 25, участки поверхности металлического листового материала (непоказанного), которые не соответствуют выемкам 18, срезают, чтобы оставить участки, соответствующие выемкам 18, образуемым в опоре 16 провода.
Поясним форму участков, которые не соответствуют выемкам 18. Как показано на фиг.4, выемки 18, образованные в опоре 16 провода, образованы выровненными вдоль первого направления (направления, показанного стрелкой В) с промежутками между ними и также образованы выровненными вдоль второго направления (направления, показанного стрелкой С) с промежутками между ними. Кроме того, первые края 19 выреза каждой выемки расположены на прямой линии вдоль первого направления (направления, показанного стрелкой В), а вторые края 20 выреза каждой выемки 18 расположены на прямой линии вдоль второго направления (направления, показанного стрелкой С).
Поэтому на поверхности опоры 16 провода, где размещают электропровод, участки, которые не соответствуют выемкам 18, образованы так, что они продолжаются в первом направлении (направлении, показанном стрелкой В) и во втором направлении (направлении, показанном стрелкой С) в виде ленточной структуры.
Поэтому для образования выступающих частей 25 образуют резанием множество канавок 30, продолжающихся в виде ленточной структуры в первом направлении, и образуют резанием множество канавок 31, продолжающихся в виде ленточной структуры во втором направлении. Этим снижают стоимость изготовления пресс-формы.
После этого изоляцию 14 провода из электропровода 11 удаляют для обнажения многожильного провода 13. В состоянии, в котором многожильный провод 13 расположен на опоре 16 провода и изоляция 14 провода расположена на изолирующей опоре 15, опоры 15, 16 обжимают на электропроводе 11.
Когда опору 16 провода обжимают на многожильном проводе 13, многожильный провод 13 сжимается опорой 16 провода с пластическим деформированием и вытягиванием в направлении протягивания многожильного провода 13 (направлении, показанном стрелкой А на фиг.7), показанного на фиг.7. В таком случае внешняя периферийная поверхность многожильного провода 13 зачищается кромками краев выреза каждой выемки 18. Соответственно, оксидный слой, образованный на внешней периферийной поверхности многожильного провода 13, удаляется и выявляется поверхность многожильного провода 13. Многожильный провод 13 и опора 16 провода электрически соединяются друг с другом благодаря контакту выявленной поверхности и опоры 16 провода. На фиг.7 в поперечном сечении схематично показано как одно целое множество проводов многожильного провода 13.
Поскольку образовано множество выемок 18, полная длина краев вырезов выемок 18 является большой. Этим увеличивается полная длина кромок, образованных на краях вырезов выемок 18. Этим также увеличивается общая площадь многожильного провода 13, в который врезаются кромки, образованные на краях вырезов выемок 18. Этим исключается формирование зазора между многожильным проводом 13 и опорой 16 провода даже в случае повторяющихся циклов охлаждения и нагревания. Соответственно, улучшаются характеристики охлаждения и нагревания.
Первые края 19 выреза, образующие края выреза выемки 18, пересекаются с направлением протягивания электропровода под углом по существу 90°. Соответственно, когда в направлении протягивания электропровода 11 прикладывают силу к электропроводу 11, который обжимают в опоре 16 провода, кромки, образованные на первых краях 19 вырезов, врезаются в многожильный провод 13. Этим повышается удерживающая сила опоры 16 провода, предназначенная для удержания многожильного провода 13.
Кроме того, первые края 19 вырезов множества выемок 18, которые расположены рядом друг с другом в направлении протягивания, расположены так, что перекрываются друг с другом в направлении протягивания. Поэтому обязательно имеется участок многожильного провода 13, в который врезается кромка, образованная на первых краях 19 вырезов, в направлении протягивания электропровода 11. Этим дополнительно повышается удерживающая сила опоры 16 провода, предназначенная для удержания многожильного провода 13.
Согласно настоящему осуществлению первые края 19 выреза содержат край 19А выреза концевой стороны и край 19В выреза стороны провода. Край 19А выреза концевой стороны является одной из сторон, образующих края выреза выемки 18, которая расположена ближе к концевой стороне электропровода 11. Край 19В выреза стороны провода является одной из сторон, образующих края выреза выемки 18, которая расположена ближе к противоположной стороне относительно концевой стороны электропровода 11. Когда сила прикладывается к электропроводу 11 в направлении к концевой стороне, многожильный провод надежно удерживается краем 19А выреза концевой стороны. Когда сила прикладывается к электропроводу 11 в направлении к противоположной стороне относительно концевой стороны, многожильный провод надежно удерживается краем 19В выреза стороны провода.
Кроме того, в настоящем осуществлении угол β, образованный первым направлением и вторым направлением, составляет по существу 30°. Во множестве выемок 18 край 19А выреза концевой стороны одной выемки 18 перекрывается с краями 19А, 19А вырезов концевой стороны других двух выемок 18, 18 в направлении протягивания, а другие две выемки 18, 18 расположены рядом с одной выемкой 18 в направлении протягивания и выровнены вдоль второго направления. Аналогичным образом во множестве выемок 18 край 19В выреза стороны провода одной выемки 18 перекрывается с краями 19В, 19В вырезов стороны провода других двух выемок 18, 18 в направлении протягивания, а другие две выемки 18, 18 расположены рядом с одной выемкой 18 в направлении протягивания и выровнены вдоль второго направления. Соответственно, когда сила прикладывается к электропроводу в направлении концевой стороны и также в противоположном направлении относительно концевой стороны, удерживающая сила опоры 16 провода, предназначенная для удержания многожильного провода 13, является высокой.
Согласно настоящему осуществлению множество выемок 18 выровнено вдоль первого направления при относительно небольшой величине шага Р1, который составляет от 0,1 мм до 0,8 мм. Этим увеличивается количество выемок 18 на единичной площади. Этим также увеличивается общая площадь, занимаемая кромками, образованными на краях вырезов выемок 18 на единичной площади. Соответственно, относительно увеличивается общая площадь многожильного провода 13, в который врезаются кромки, образованные на краях вырезов выемок 18. Этим повышается удерживающая сила опоры 16 провода, предназначенная для удержания многожильного провода 13.
Если расстояние между выемками 18 очень небольшое, чрезмерная нагрузка прикладывается к пресс-форме при прессовании металлического листового материала для образования гнездового концевого соединителя 12 с помощью пресс-формы. Поэтому это не является предпочтительным. Согласно настоящему осуществлению расстояние L2 между выемками 18, которые расположены рядом друг с другом в первом направлении, задают равным 0,1 мм или большим. Этим исключается приложение чрезмерной нагрузки к пресс-форме при формовании выемок 18.
Расстояние между выемками 18, которые расположены рядом друг с другом в первом направлении, задают так, чтобы оно было равно половине или меньше величины шага Р1 между выемками 18 в первом направлении. Соответственно, одна из выемок 18 и другая выемка 18, которая расположена рядом с одной выемкой 18 в направлении протягивания, расположены так, что перекрываются друг с другом в направлении протягивания.
Согласно настоящему осуществлению выемки 18 выровнены вдоль направления протягивания при относительно небольшой величине шага Р2, которая составляет от 0,3 мм до 0,8 мм. Это увеличивает количество выемок 18 на единичной площади. Это также увеличивает общую площадь, занимаемую кромками, образованными на краях вырезов выемок 18, на единичной площади. Соответственно, общая площадь многожильного провода 13, в который врезаются кромки, образованные на краях вырезов выемок 18, относительно увеличивается. Этим повышается удерживающая сила опоры 16 провода, предназначенная для удержания многожильного провода 13.
Если расстояние между выемками 18 слишком малое, чрезмерная нагрузка прикладывается к пресс-форме в процессе прессования металлического листового материала в случае образования концевого соединителя с помощью пресс-формы. Поэтому это не является предпочтительным. С другой стороны, если ширина выемки 18 в направлении протягивания слишком малая, ширина выступающей части пресс-формы для образования выемки 18 также является слишком малой. При этом чрезмерная сила прикладывается к пресс-форме, и это не является предпочтительным.
Согласно настоящему осуществлению расстояние L5 между выемками 18, которые расположены рядом друг с другом в направлении протягивания, задают равным 0,1 мм или большим. Этим исключают приложение чрезмерной нагрузки к пресс-форме при прессовании. Кроме того, расстояние L5 между выемками 18, которые расположены рядом друг с другом в направлении протягивания, задают равным значению или меньше значения, которое получают вычитанием 0,1 мм из величины шага Р2 между выемками 18 в направлении протягивания. Этим исключают приложение чрезмерной нагрузки к пресс-форме при формовании выемки 18.
Первая наклонная поверхность 22, связывающая первый край 19 выреза выемки 18 и нижнюю поверхность выемки 18, образована имеющей угол α 105° относительно поверхности опоры 16 провода, где размещают многожильный провод 13. Как описывалось ранее, выемки 18 образуют вдавливанием выступающих частей, образованных в пресс-форме, в металлический листовой материал. Наклонные поверхности 21, которые наклонены с продолжением от нижней поверхности выемки 18 к краям выреза выемки 18, образованы между краями выреза выемки 18 и нижней поверхностью выемки 18 для свободного отделения выступающих частей пресс-формы от металлического листового материала после прессования. Иначе говоря, тупой угол образован наклонной поверхностью 21 и поверхностью опоры 16 провода, где размещают многожильный провод 13.
Угол α, образованный наклонной поверхностью 21 и поверхностью опоры 16 провода, где размещают многожильный провод 13, является большим. Это означает, что край выреза выемки 18 имеет пологую кромку. В настоящем осуществлении угол α, образованный первой наклонной поверхностью 22 и поверхностью опоры 16 провода, где многожильный провод 13 размещают, составляет 105°, который является относительно небольшим тупым углом. Поэтому первый край 19 выреза выемки 18 имеет относительно крутую кромку. Поэтому кромки, образованные на первых краях 19 вырезов, врезаются в многожильный провод 13 с обязательным удалением оксидного слоя, образованного на многожильном проводе 13.
В настоящем осуществлении многожильный провод 13 образован из алюминиевого сплава. При изготовлении многожильного провода 13 из алюминиевого сплава оксидный слой относительно легко образуется на поверхности многожильного провода 13. Настоящее осуществление является эффективным в случае образования оксидного слоя на поверхности многожильного провода 13.
Опора 16 провода необходима для обжатия многожильного провода 13 до низкого коэффициента уплотнения (высокого сжатия), чтобы удалялся оксидный слой, образованный на поверхности многожильного провода 13, и уменьшалось контактное сопротивление. Согласно настоящему осуществлению опору 16 провода обжимают на электропроводе 11 до относительно низкого коэффициента уплотнения (высокого сжатия), который составляет от 40% до 70%. Поэтому оксидный слой, образованный на поверхности многожильного провода 13, эффективно удаляется. Коэффициент уплотнения можно изменять в указанных выше пределах. Например, коэффициент уплотнения можно задавать от 40% до 60%, а если площадь поперечного сечения проводника электропровода 11 большая, коэффициент уплотнения можно задавать от 40% до 50%.
Согласно настоящему осуществлению относительно большое механическое напряжение прикладывается к многожильному проводу 13 на соответствующих участках опоры 16 провода между выемками 18. Соответственно, оксидный слой образованный на поверхности многожильного провода 13, полностью удаляется краями выреза каждой выемки 18, так что выявляется поверхность многожильного провода 13. Этим уменьшается контактное сопротивление между многожильным проводом 13 и опорой 16 провода.
Другие осуществления
Настоящее изобретение не ограничено аспектами, поясненными в приведенном выше описании, сделанном с обращением к чертежам. Например, следующие аспекты могут быть включены в технический объем настоящего изобретения.
(1) В настоящем осуществлении угол, образованный направлением протягивания электропровода 11 и первым краем 19 выреза, составляет по существу 90°. Однако угол не ограничен этим и ему может быть придано любое значение, подходящее для предполагаемого применения.
(2) В настоящем осуществлении края выреза выемки 18 образуют параллелограмм. Однако края выреза выемки могут образовывать любые четырехугольные формы, такие как четырехугольник, не имеющий параллельных сторон, трапецеидальная форма, ромбовидная форма и квадрат.
Изобретение относится к концевым соединителям, которые присоединяют к концу электропровода и обжимают на обнаженном конце электропровода. Соединитель содержит участок обжатия, который обжимают на проводнике, содержащий выемки. Края выреза каждой выемки 18 образуют параллелограмм и содержат два первых края 19, 19 выреза, которые параллельны первому направлению, и два вторых края 20, 20 выреза, которые параллельны второму направлению. Первые края 19 выреза каждой из выемок 18, которые выровнены вдоль первого направления, расположены на прямой линии вдоль первого направления. Вторые края 20 выреза каждой из выемок 18, которые выровнены вдоль второго направления, расположены на прямой линии вдоль второго направления. Выемки 18 образуют прессованием опоры 16 провода с помощью пресс-формы 24, где множество выступающих частей 25 образовано соответственно выемкам. Изобретение обеспечивает уменьшение контактного сопротивления с электропроводом и снижение стоимости изготовления пресс-формы. 2 н. и 14 з.п. ф-лы, 7 ил.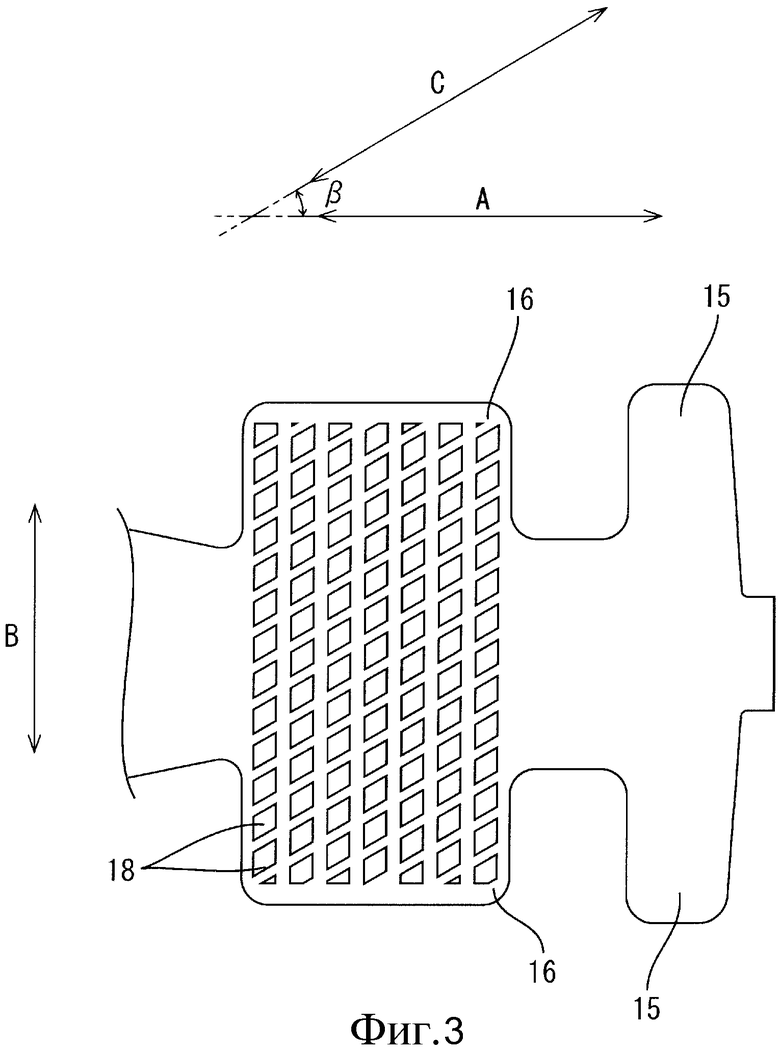
1. Концевой соединитель, содержащий:
участок обжатия, который обжимают на проводнике, обнаженном на конце электропровода, чтобы окружить обнаженный проводник,
при этом в состоянии до того, как участок обжатия обжимают на электропроводе, множество выемок расположено на поверхности участка обжатия, где размещают электропровод, так, что они являются выровненными вдоль первого направления с промежутками между ними, при этом первое направление пересекается с направлением протягивания, в котором протягивают электропровод, который обжимают на участке обжатия, и множество выемок расположено с выравниванием вдоль второго направления с промежутками между ними, второе направление пересекается с направлением протягивания и отличается от первого направления, и края выреза каждой выемки образуют параллелограмм и содержат два первых края выреза, параллельных первому направлению, и два вторых края выреза, параллельных второму направлению, и первые края выреза каждой из выемок, которые расположены в первом направлении, расположены на прямой линии вдоль первого направления, и вторые края выреза каждой из выемок, которые расположены во втором направлении, расположены на прямой линии вдоль второго направления, и при этом выемки образованы прессованием участка обжатия с помощью пресс-формы, где множество выступающих частей образовано так, что соответствует выемкам.
2. Концевой соединитель по п.1, в котором в состоянии до того, как участок обжатия обжимают на электропроводе, каждый первый край выреза образует угол в пределах от 85° до 90° относительно направления протягивания.
3. Концевой соединитель по п.2, в котором в состоянии до того, как участок обжатия обжимают на электропроводе, края выреза каждой выемки связаны с нижней поверхностью каждой выемки четырьмя наклонными поверхностями, которые продолжаются от нижней поверхности каждой выемки к краям выреза каждой выемки, а угол, образованный первой наклонной поверхностью и поверхностью участка обжатия, где размещают электропровод и выемка не образована, составляет от 90° до 110°, при этом первая наклонная поверхность является одной из четырех наклонных поверхностей и связывает первый край выреза и нижнюю поверхность каждой выемки.
4. Концевой соединитель по п.1, в котором в состоянии до того, как участок обжатия обжимают на электропроводе, величина шага Р1 между выемками в первом направлении составляет от 0,1 мм до 0,8 мм.
5. Концевой соединитель по п.4, в котором в состоянии до того, как участок обжатия обжимают на электропроводе, расстояние между выемками, которые расположены рядом друг с другом в первом направлении, составляет 0,1 мм или больше и половину или меньше величины шага Р1 между выемками в первом направлении.
6. Концевой соединитель по п.1, в котором в состоянии до того, как участок обжатия обжимают на электропроводе, величина шага Р2 между выемками в направлении протягивания составляет от 0,3 мм до 0,8 мм.
7. Концевой соединитель по п.6, в котором в состоянии до того, как участок обжатия обжимают на электропроводе, расстояние между выемками, которые расположены рядом друг с другом в направлении протягивания, составляет 0,1 мм или больше, и расстояние задают равным значению или меньше значения, которое получают вычитанием 0,1 мм из величины шага Р2 между выемками в направлении протягивания.
8. Концевой соединитель по п.1, в котором в состоянии до того, как участок обжатия обжимают на электропроводе, первые края выреза имеют край выреза концевой стороны, который расположен ближе к концевой стороне электропровода, и в состоянии до того, как участок обжатия обжимают на электропроводе, длину края выреза концевой стороны задают равной расстоянию между краями вырезов концевой стороны двух выемок, которые выровнены вдоль первого направления, или большей, и в котором край выреза концевой стороны одной из множества выемок перекрывается краями вырезов концевой стороны множества выемок в направлении протягивания, при этом множество выемок расположено рядом с одной выемкой в направлении протягивания и выровнено во втором направлении.
9. Концевой соединитель по п.8, в котором в состоянии до того, как участок обжатия обжимают на электропроводе, угол β, образованный направлением протягивания и вторым направлением, задают таким, что край выреза концевой стороны одной из множества выемок перекрывается краями вырезов концевой стороны другого множества выемок в направлении протягивания, при этом другое множество выемок расположено рядом с одной выемкой в направлении протягивания и выровнено во втором направлении.
10. Концевой соединитель по п.8, в котором край выреза концевой стороны одной выемки из выемок перекрывается краями вырезов концевой стороны другого множества выемок из выемок в направлении протягивания, и другое множество выемок расположено рядом с одной выемкой в направлении протягивания и выровнено вдоль первого направления.
11. Концевой соединитель по п.1, в котором в состоянии до того, как участок обжатия обжимают на электропроводе, первые края выреза имеют край выреза конца провода, который расположен ближе к противоположной стороне относительно концевой стороны электропровода, и в состоянии до того, как участок обжатия обжимают на электропроводе, длину края выреза стороны провода задают равной расстоянию между краями вырезов конца провода двух выемок, которые выровнены в первом направлении, или большей, и
в котором край выреза стороны провода одной из множества выемок перекрывается с краями вырезов стороны провода множества выемок в направлении протягивания, при этом множество выемок расположено рядом с одной выемкой в направлении протягивания и выровнено во втором направлении.
12. Концевой соединитель по п.11, в котором в состоянии до того, как участок обжатия обжимают на электропроводе, угол β, образованный направлением протягивания и вторым направлением, задают таким, что край выреза стороны провода одной из множества выемок перекрывается с краями вырезов стороны провода другого множества выемок в направлении протягивания, при этом другое множество выемок расположено рядом с одной выемкой в направлении протягивания и выровнено во втором направлении.
13. Концевой соединитель по п.11, в котором край выреза стороны провода одной выемки из выемок перекрывается краями вырезов стороны провода другого множества выемок из выемок в направлении протягивания, и другое множество выемок расположено рядом с одной выемкой в направлении протягивания и выровнено вдоль первого направления.
14. Электропровод с концевым соединителем, содержащий: электропровод, имеющий проводник; и
концевой соединитель по п.1, при этом концевой соединитель обжат на конце электропровода.
15. Электропровод с концевым соединителем по п.14, в котором проводник образован из алюминия или алюминиевого сплава.
16. Электропровод с концевым соединителем по п.14, в котором, когда коэффициент уплотнения проводника, который обжат на участке обжатия, выражают процентным отношением площади поперечного сечения проводника после обжатия на участке обжатия к площади поперечного сечения проводника до обжатия на участке обжатия, этот коэффициент уплотнения составляет от 40% до 70%.
| JP 5152011 А, 18.06.1993 | |||
| JP 10125362 А, 15.05.1998 | |||
| JPH 11615137 А, 21.12.1999 | |||
| JP 2005327690 А, 24.11.2005 | |||
| Электрический соединитель | 1974 |
|
SU542486A3 |
| Сплав для подшипников | 1926 |
|
SU7886A1 |
| Соединитель для подключения к коаксиальному кабелю | 1985 |
|
SU1278999A1 |
| Устройство для заполнения тепловых труб рабочим телом | 1975 |
|
SU567074A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЭЛЕКТРИЧЕСКИХ ПРОВОДНИКОВ | 2004 |
|
RU2269847C1 |

