Группа изобретений относится к области утилизации военной техники, а именно к способам экологически чистого безотходного уничтожения стрелкового оружия и устройствам для их осуществления, и может быть использована для проведения работ по уничтожению стрелкового оружия с помощью мобильного модульного комплекса в местах его хранения - арсеналах, войсковых частях, складах.
Утилизация вооружений и военной техники, в частности стрелкового оружия, является в настоящее время одной из самых актуальных проблем. Только в нашей стране уже подлежат утилизации две тысячи вагонов с более чем 5000000 единицами стрелкового оружия (http://daiteka.services.smi2.ru/Wellda/c282532/).
Предпочтительным методом утилизации стрелкового оружия является его уничтожение (http://www.un.org/russian/conferen/SmallArms/192pc20.pdf). В результате уничтожения стрелковое оружие должно быть приведено в состояние полной негодности, исключающее его ремонт даже силами квалифицированных мастеров-оружейников. Кроме того, уничтожаться должны также детали, которые могли бы использоваться в качестве запасных частей или для изготовления новых единиц оружия. Способ уничтожения обязательно должен обеспечивать безопасность работ, быть при этом эффективным и рассчитанным на многократное применение. Есть множество известных способов приведения оружия в непригодное состояние или его уничтожения. Наиболее экономичным признано уничтожение стрелкового оружия в местах его дислокации. Это же облегчает решение проблем безопасности, связанных с его перевозкой (http://www.un.org/russian/conferen/SmallArms/00-1092.pdf).
Среди известных способов уничтожения стрелкового оружия наиболее рациональными с экологической точки зрения являются применение режущих инструментов, в которых не используются газопламенные устройства, или приспособлений для ударного сминания (http://www.osce.org/publications/fsc/2003/12/13550_36_ru.pdf).
Известен простой, экологически благоприятный и эффективный способ уничтожения оружия любого размера и любых типов резкой гидравлическими ножницами. (CM.http://www.smallarmssurvey.org/files/sas/publications/year_b_pdf/2008/RUS/Chapter_3_rus.pdf).
Однако данный способ малопроизводительный.
Из известных способов уничтожения оружия наиболее быстрым и наиболее эффективным является измельчение. Крупногабаритный мобильный измельчитель уничтожает тысячи единиц оружия за смену. Пропущенное через измельчитель стрелковое оружие может быть рециркулировано как металлолом для возмещения определенной части расходов, хотя ценность его будет минимальной из-за низкого качества, если заранее не снимать неметаллические части (http://www.un.org/russian/conferen/SmallArms/00-1092.pdf).
Основными его недостатками являются большие расходы и наличие специального оборудования. Даже в странах, создавших объекты по рециркуляции, таких машин насчитывается очень мало. Более крупные из этих механизмов стоят до нескольких миллионов долларов. Кроме того, высока вероятность сохранения в недеформированном состоянии мелких элементов оружия, таких как затвор, боек и пр.
Известно использование для сгибания и частичного сминания оружия гидравлических прессов (http://www.un.org/russian/conferen/SmallArms/00-1092.pdf).
Эти прессы, как правило, бывают большими, очень тяжелыми, стационарными и требуют установки на прочной основе, равно как и надлежащего энергоснабжения. Они также требуют определенного технического обслуживания, обычно ассоциируемого с крупным промышленным оборудованием. Оружие будет довольно сильно испорчено, однако при этом необходим строгий контроль для обеспечения того, чтобы не оставалось какого-либо количества запасных частей для оружия. В зависимости от типа оружия могут требоваться дополнительные методы уничтожения.
Известен способ утилизации артиллерийских гильз, включающий деформирование утилизируемых объектов до сложных погибов и помятостей с образованием трещин и рубку некоторых элементов (патент RU 2080244, B26F 3/00, F42B 5/28, 1997). Данное решение принято за прототип первого, второго и третьего изобретения группы.
Однако данный известный способ недостаточно эффективен, что ограничивает его применение. К тому же, имея ограниченные функциональные возможности, он требует специального оборудования и дополнительных затрат.
Известен мобильный комплекс деструктуризации и предварительной утилизации вооружения и военной техники, включающий технологическую линию для деформирования утилизируемых объектов до сложных погибов и помятостей с образованием трещин, систему автотранспортных средств для перевозки технологической линии и погрузчик. Обеспечивает расширение функциональных возможностей по деструктуризации и предварительной утилизации военной техники в местах ее дислокации или хранения. Указанный мобильный комплекс позволяет оперативно превратить объекты военной техники в груды металлолома и вывезти последние из мест дислокации на пункты приема и детальной переработки металлолома, минуя процедуру транспортного лицензирования и таможенных ограничений, характерных для перевозки военной техники (патент RU 54251, H01B 15/00, G01S 13/00, F41G 9/00, 2006). Данное решение принято за прототип четвертого изобретения группы.
Недостатком известного мобильного комплекса является недостаточная эффективность и ограниченные функциональные возможности, что ограничивает его применения. Кроме этого данное решение отличается сложностью, повышенными расходами и трудоемкостью.
Накопленная практика и исследования в вопросах уничтожения привели к используемой ныне предпосылке, согласно которой нет никаких полностью экологически безопасных способов уничтожения стрелкового оружия, не связанных со значительными расходами (http://www.un.org/russian/conferen/SmallArms/00-1092.pdf).
Таким образом, разработанные и применяемые технологии утилизации в целом малопроизводительны, трудоемки, зачастую не позволяют производить работы в местах хранения оружия, что влечет за собой затраты на его транспортировку и охрану.
Следовательно, необходимо разрабатывать более эффективные безопасные способы утилизации стрелкового оружия с обеспечением возможности их реализации предпочтительно в местах хранения оружия. При этом необходимо рассматривать возможности рециркуляции материалов с точки зрения как окружающей среды, так и рентабельности, учитывать и полностью соблюдать требования, изложенные в законодательных и нормативных документах, а также инструкциях, касающихся вопросов утилизации оружия.
Под утилизацией стрелкового оружия в заявляемом решении понимается приведение в необратимое состояние непригодности к использованию по прямому назначению, как самого оружия, так и его комплектующих. Задачей, на решение которой направлена заявляемая группа изобретений, является обеспечение возможности высокоэффективно, безопасно и экологически чисто осуществлять утилизацию стрелкового оружия в местах его хранения путем создания соответствующего высокоэффективного способа утилизации и эффективного, надежного и простого в эксплуатации мобильного модульного комплекса для его осуществления.
Технический результат - получение возможности высокоэффективно и безопасно проводить процесс утилизации стрелкового оружия в местах его хранения с соблюдением требований нормативно-правовых документов по промышленной, пожарной и экологической безопасности при незначительных расходах, высокой производительности и максимальном сохранении ресурсного потенциала утилизируемого оружия.
Сущность первого изобретения группы состоит в том, что в способе утилизации стрелкового оружия, включающем деформирование изделий до сложных погибов и помятостей с образованием трещин, особенность состоит в том, что изделие подвергают холодному деформированию обжатием между валками в, по крайней мере, одноклетьевом прокатном стане. Особенность и в том, что используют валки диаметром 500-600 мм с твердостью рабочей поверхности от 70 ед. HRCэ по Роквеллу, одноклетьевой прокатный стан с зазором между валками 8-12 мм.
Сущность второго изобретения группы состоит в том, что в способе утилизации стрелкового оружия, включающем деформирование изделий до сложных погибов и помятостей с образованием трещин и рубку, особенность состоит в том, что предварительно изделие подвергают неполной разборке на элементы и разделяют их на две группы, после чего элементы первой группы подвергают холодному деформированию обжатием между валками в, по крайней мере, одноклетьевом прокатном стане, а элементы второй группы подвергают рубке до состояния полной негодности. Особенность и в том, что для деформирования обжатием преимущественно используют валки диаметром 300-400 мм с твердостью рабочей поверхности от 50 ед. HRCэ по Роквеллу и четырехклетьевой прокатный стан, при этом элементы подают в первую клеть прокатного стана, где производят первоначальное обжатие при зазоре валков 25-30 мм, после чего продолжают обжатие во второй клети при зазоре валков 18-25 мм, в третьей клети при зазоре валков 13-15 мм и окончательно деформируют в четвертой клети при зазоре валков 8-12 мм. Рубку преимущественно выполняют с помощью пресс-ножниц комбинированных НГ 5222 и/или ножниц СМЖ 172 БА.
Сущность третьего изобретения группы состоит в том, что в способе утилизации стрелкового оружия, включающем деформирование изделия до сложных погибов и помятостей с образованием трещин и рубку, особенность состоит в том, что предварительно изделие подвергают неполной разборке на элементы и разделяют их на три группы, после чего элементы первой группы подвергают холодному деформированию обжатием между валками в, по крайней мере, одноклетьевом прокатном стане, элементы второй группы подвергают рубке до состояния полной негодности, а элементы третьей группы подвергают разрушению, по крайней мере, одним прессом до образования сколов. Особенность и в том, что для деформирования обжатием используют валки диаметром 300-400 мм с твердостью рабочей поверхности от 50 ед. HRCэ по Роквеллу и четырехклетьевой прокатный стан, при этом элементы оружия подают в первую клеть прокатного стана, где производят первоначальное обжатие при зазоре валков 25-30 мм, после чего продолжают обжатие во второй клети при зазоре валков 18-25 мм, в третьей клети при зазоре валков 13-15 мм и окончательно деформируют в четвертой клети при зазоре валков 8-12 мм. Рубку предпочтительно выполняют с помощью пресс-ножниц комбинированных НГ 5222 и/или ножниц СМЖ 172 БА. Преимущественно в качестве пресса используют пресс-ножницы комбинированные НГ 5222.
Сущность четвертого изобретения группы состоит в том, что в мобильном модульном комплексе, включающем технологическую линию для деформирования изделий до сложных погибов и помятостей с образованием трещин, по меньшей мере, одно транспортное средство и погрузчик, особенность состоит в том, что технологическая линия содержит не менее одного модуля деформирования обжатием, стеллажи, склизы, тару и поддоны, при этом модуль деформирования обжатием представляет собой, по крайней мере, одноклетьевой прокатный стан с приводом, которые смонтированы на платформе, а платформа снабжена колесами и аутригерами для возможности разгрузки, транспортирования от транспортного средства на рабочую площадку и выставления в рабочее положение. Также технологическая линия может дополнительно содержать не менее одного модуля резки и разрушения из, по крайней мере, одних пресс-ножниц комбинированных, которые смонтированы на отдельной платформе и/или не менее одного модуля рубки из, по крайней мере, одних ножниц для рубки, которые смонтированы на отдельной платформе, при этом каждая платформа снабжена колесами и аутригерами для возможности разгрузки, транспортирования от транспортного средства на рабочую площадку и выставления в рабочее положение. В качестве транспортного средства может быть использован автомобиль грузоподъемностью до 12 тонн. При этом автомобиль желательно дополнительно снабдить лебедкой и трапом. Мобильный модульный комплекс может быть дополнительно снабжен автономным источником энергообеспечения. Кроме этого, технологическая линия может дополнительно содержать видеосистему с видеокамерами.
Заявляемая совокупность существенных признаков позволяет получить указанный единый технический результат.
Для обоснования предлагаемой технологии утилизации стрелкового оружия проведем сравнительный анализ силовых параметров оборудования при деформировании образца методом прокатки и прессования.
Для расчета возьмем заготовку в виде квадратного металлического бруска Н0×В0×L0 следующих размеров: 18×18×450,
где Н0 - высота заготовки, мм;
В0 - ширина заготовки, мм;
L0 - длина заготовки, мм.
Деформирование его производим в первом случае обжатием в прокатных валках, во втором случае - прессованием на прессе. В обоих случаях целью является получение конечного изделия H1×B1×L1 следующих размеров: 7×36×450,
Где H1 - высота конечного изделия, мм;
B1 - ширина конечного изделия, мм;
L1 - длина конечного изделия, мм.
Определим среднее удельное давление при прокатке.
При расчете среднего удельного давления необходимо определить ряд поправочных коэффициентов, учитывающих условия прокатки, технологические, эксплуатационные и физические параметры
рср=1,15×nσ×nk×σф,
где рср - среднее удельное давление, МПа;
nσ - коэффициент напряженного состояния;
nk - коэффициент, учитывающий условия прокатки в калибрах;
σф - сопротивление деформации, МПа.
nσ=nB×nI σ×nII σ×nIII σ,
где nB - коэффициент, учитывающий влияние на давление ширины;
nI σ - коэффициент, учитывающий влияние на давление внешнего трения;
nII σ - коэффициент, учитывающий влияние на давление внешних зон;
nIII σ - коэффициент, учитывающий влияние на давление натяжения.
Расчет проведен в соответствии с режимами обжатий в двухвалковой клети в условиях холодной прокатки за четыре прохода
R=150 мм, µ=0,27, α=15°,
где R - радиус прокатных валков;
µ - коэффициент трения;
α - угол захвата.
Примерный режим обжатий при прокатке заготовки Н0×В0×L0 размером 18×18×450 до конечного изделия H1×B1×L1 размером 7×36×450 за четыре прохода (см. таблицу).
ΔН - абсолютное обжатие;
δh - относительное обжатие.
Используем формулу Губкина С.И., когда В0>l:
где l - длина дуги захвата, мм;
При заданных условиях получим:
l=15,6 мм, а nв=1,235.
Для определения nI σ воспользуемся методикой А.И.Целикова при l/hcp<1,5-2

где hн - толщина в нейтральном сечении, мм;
где hcp - средняя толщина, мм.
Ряд преобразований и упрощений формулы позволяет определить n1 σ:
 nI σ=1,72.
nI σ=1,72.
При l≈hcp 
прокатка ведется без натяжения, т.е. nIII σ=1.
Коэффициент напряженного состояния nσ=1,235×1,72×1,0×1,0=2,12. При условии прокатки в калибрах
где γ=1÷1,15; nk=1,18.
Величина сопротивления деформации σф определяется влиянием на предел текучести σт температуры (nт), наклепа (nн) и скорости деформации (nv). При холодной прокатке и заданных условиях nт≈1,0; nv≈1,0 коэффициент наклепа nн определяется из следующего выражения:
где σT - предел текучести, МПа;
αI - угол наклона кривой деформационного упрочнения, например, для высоколегированной хромистой стали αI=42°, tgαI=0,9.
Предел текучести стали при холодной прокатке и отношении В1/В0=2,0, σт=1000 МПа.
При этом nн≈1,0007. Величина σф=1,0×1,0007×1,0×1000≈1001 МПа.
Среднее удельное давление при холодной прокатке в калибрах
Рср(к)=1,15×2,12×1,18×1001=2880 МПа.
Среднее удельное давление при холодной прокатке на гладких валках
Рср=1,15×2,12×1001=2440 МПа.
Величина усилия прокатки составит
Р=Рср×1×В1=2440×15,6×36×10-6=1,37 МН или 137 тонн.
Определение усилия деформации при осадке (плющении) заготовки на прессе
По методике Л.С.Кохана давление при прессовании в контейнере пуансоном профилей, у которых отношение полудлины к полуширине а/в≤5 (низкая степень сложности профиля) определяется:

где λ - коэффициент вытяжки,

Тогда при прессовании в контейнере S=Sk,
где Sk - внутренняя площадь контейнера;
Н - высота заготовки;
L - длина заготовки;
l I - длина калибрующего пояска, мм.
Примем следующие допущения:
Для расчета возьмем заготовку в виде квадратного металлического бруска Н0×В0×L0 следующих размеров: 18×18×450, деформирование его производим прессованием с получением конечного изделия H1×B1×L1 следующих размеров: 7,0×36,0×450.
Среднее удельное давление Руд=2440 МПа.
Предел текучести стали σТ=1000 МПа.
Исходный брусок условно разбиваем на три части L0/3, прессование производим последовательно каждой части.
При этом: Sk=В1×Lо/3, а=36 мм, в=18 мм.
Примем l I≈а.
По расчетам λ=1,038.
Приняв площадь пуансона Sп=Sк, определяем усилие прессования одной третьей части заготовки:
 или более 1300 тонн.
или более 1300 тонн.
Выводы
Для обеспечения необходимого обжатия заготовки прокаткой во вращающихся валках необходимое усилие прокатки более чем в девять раз меньше необходимого усилия при прессовании на прессе.
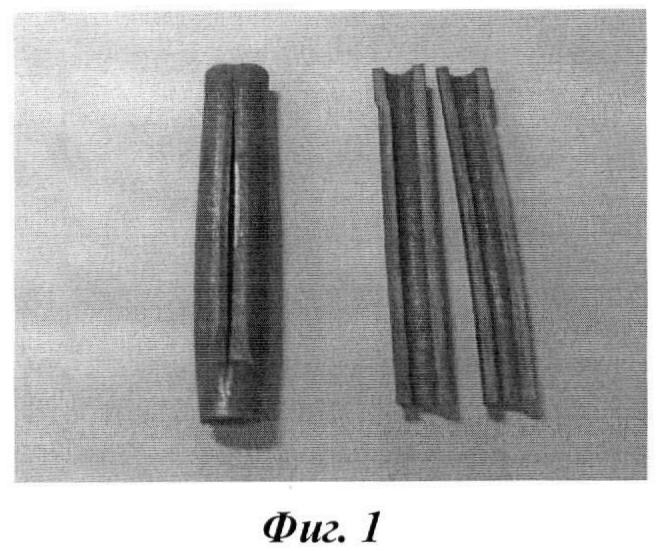
Проведенные эксперименты и расчеты показали возможность деформирования ствола автомата Калашникова со смятием дульного отверстия до остаточного зазора один-два миллиметра и образованием разрывов целостности ствола (продольных трещин) при обжатии всего изделия в прокатных валках диаметром 500-600 мм и твердости рабочей поверхности от 70 ед. HRCэ по Роквеллу или при обжатии указанного элемента изделия в прокатных валках диаметром 300-400 миллиметров и твердости рабочей поверхности валков от 50 ед. HRCз по Роквеллу. В соответствии с расчетами мощность привода валков прокатного стана 15 кВт, что позволяет достичь усилий при обжатии порядка 50 тонн. Линейная скорость прокатных валков 10 м/мин, что обеспечивает деформирование стволов и ствольных коробок со скоростью 12 шт./мин. Представлены образцы изделия, подвергнутые деформации в прокатных валках (см. фиг.1). Слева - аналог ствола автомата Калашникова, справа - трубка, по своим геометрическим характеристикам аналог ствола автомата Калашникова, закаленная до твердости 40 ед. HRCэ по Роквеллу.
Мобильный модульный комплекс, связанный единым изобретательским замыслом со всеми изобретениями группы, позволяет эффективно, надежно и просто осуществить реализацию предлагаемых вариантов способа утилизации стрелкового оружия в местах его хранения. Использование известного стандартного оборудования обеспечивает простоту в эксплуатации. Станок для рубки СМЖ172 БА обеспечивает рубку круглой, квадратной и полосовой стали. Пресс-ножницы комбинированные НГ 5222 - простое и надежное металлорежущее оборудование. Использование многоклетьевого, в частности четырехклетьевого, прокатного стана позволяет достичь требуемой величины обжатия для приведения утилизируемых элементов оружия в полную негодность. Определенный диаметр рабочих валков обеспечивает необходимое усилие прокатки, чтобы достичь оптимальных параметров обжатия. При обжатии между валками элементы утилизируемого оружия пластически деформируются по толщине до исчерпания запаса пластичности материала и, как следствие, происходит образование трещин. Использование готовых модулей позволяет выполнить погрузочно-разгрузочные работы без применения грузоподъемной техники и быстро развернуть рабочую площадку, сократив затраты времени на разгрузку и подготовку к эксплуатации (не более 8 рабочих часов). Габариты модульных блоков обеспечивают компактность их установки. Использование видеосистемы с видеокамерами ускоряет процесс учета утилизируемого оружия, повышая производительность утилизации.
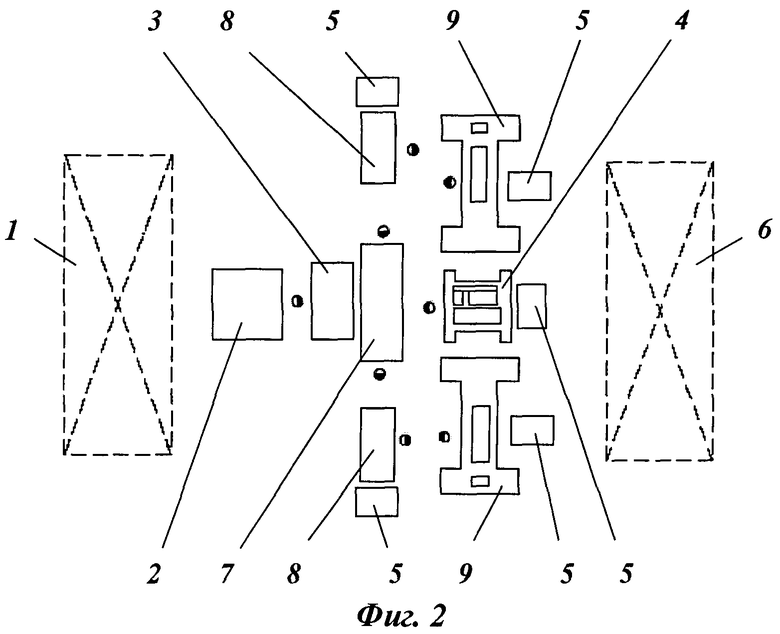
На фиг.1 представлены образцы изделий, подвергнутые деформации в прокатных валках; на фиг.2 представлена технологическая схема участка утилизации стрелкового оружия.
Способ утилизации стрелкового оружия осуществляется следующим образом.
После вскрытия ящика (не показано) с изделиями на площадке 1, проверки его комплектности, количества и номеров изделий в нем, разряженности изделий ящик с изделиями закрывается, опломбируется и направляется на рабочую площадку (не указано) участка утилизации.
Доставленный на стол 2 ящик с изделиями вскрывается и выполняются учетно-отчетные операции, например видеокамерой сканируются его содержимое и укладочная ведомость с указанными в ней номерами изделий, фиксируется время его вскрытия. После этого изделия поочередно достаются и укладываются номером вверх на стеллаж 3 для их регистрации, в частности выполняется сканирование видеокамерой с регистрацией номера. Затем изделие подвергается холодному деформированию обжатием между валками в прокатном стане 4, по крайней мере, в одноклетьевом. При этом используются валки диаметром 500-600 мм с твердостью рабочей поверхности от 70 ед. HRCэ по Роквеллу с зазором между ними 8-12 мм. Происходит деформирование всех металлических элементов изделия до сложных погибов и помятостей с образованием продольных трещин, т.е. окончательное невозвратимое приведение их в негодность, а также разрушение и отделение деревянных или пластмассовых элементов. Для сбора отделившихся деревянных или пластмассовых элементов под прокатным станом 4 предусмотрены поддоны (не показано), заменяемые по мере их заполнения. Утилизированные деформированием обжатия металлические элементы по склизам (не показано), установленными за прокатным станом 4, направляются в тару 5 и укладываются в те же ящики, которые складируются на открытой площадке 6.
После прохождения стеллажа 3 изделия могут подаваться на стеллаж 7, где их подвергают неполной разборке на элементы, которые разделяют на две группы. После этого элементы первой группы подаются в клети прокатного стана 4, по крайней мере одноклетьевого, и поочередно прокатываются в каждой клети. В этом случае твердость рабочей поверхности валков может составлять от 50 ед. HRCэ по Роквеллу, диаметр валков - 300-400 мм, зазоры между валками - 8-30 мм. Например, элементы первой группы подаются в четырехклетьевой прокатный стан. При этом элементы первой группы подают в первую клеть прокатного стана, где производят первоначальное обжатие при зазоре валков 25-30 мм, после чего продолжают обжатие во второй клети при зазоре валков 18-25 мм, в третьей клети при зазоре валков 13-15 мм и окончательно деформируют в четвертой клети при зазоре валков 8-12 мм. Элементы второй группы подвергаются рубке до состояния полной негодности на ножницах 8, например, на СМЖ 172 БА. Утилизированные деформированием обжатия и рубкой металлические элементы по склизам, установленными за прокатным станом 4 и ножницами 8, направляются в тару 5 и укладываются в те же ящики, которые складируются на открытой площадке 6.
Полученные после неполной разборки элементы можно разделять на три группы. Далее элементы первой группы подаются в клети прокатного стана 4, по крайней мере, одноклетьевого, и поочередно прокатываются в каждой клети, как указано выше. В этом случае твердость рабочей поверхности валков может составлять от 50 ед. HRCэ по Роквеллу, диаметр валков - 300-400 мм, зазоры между валками - 8-30 мм. Например, элементы первой группы подаются в четырехклетьевой прокатный стан. При этом элементы первой группы подают в первую клеть прокатного стана, где производят первоначальное обжатие при зазоре валков 25-30 мм, после чего продолжают обжатие во второй клети при зазоре валков 18-25 мм, в третьей клети при зазоре валков 13-15 мм и окончательно деформируют в четвертой клети при зазоре валков 8-12 мм. Элементы второй группы подвергаются рубке на ножницах 8 до состояния полной негодности, например, на СМЖ 172 БА. Элементы третьей группы подвергаются разрушению на прессе 9 до образования сколов, в частности на пресс-ножницах комбинированных НГ 5222. Утилизированные деформированием обжатия, разрушением и рубкой металлические элементы по склизам, установленными за прокатным станом 4, ножницами 8 и прессами 9, направляются в тару 5 и укладываются в те же ящики, которые складируются на открытой площадке 6.
Количество прокатных станов 4, ножниц 8 и прессов 9 зависит от конкретных условий утилизации.
Более конкретно способы утилизации стрелкового оружия рассмотрим на примере утилизации автоматов Калашникова как типичных представителей стрелкового оружия.
После вскрытия ящика (не показано) с изделиями на площадке 1, проверки его комплектности, количества и номеров изделий в нем, разряженности изделий ящик с изделиями закрывается, опломбируется и направляется на рабочую площадку (не указано) участка утилизации.
ПРИМЕР 1. Доставленный на стол 2 ящик с автоматами вскрывается, видеокамерой сканируются его содержимое и укладочная ведомость с указанными в ней номерами автоматов, фиксируется время его вскрытия. После этого поочередно достаются автоматы из ящика и укладываются номером вверх на стеллаж 3 для сканирования и регистрации номера автомата. Затем автомат подается в одноклетьевой прокатный стан 4 и прокатывается между валками с зазором 10 мм. Используют валки диаметром 600 мм с твердостью рабочей поверхности 70 ед. HRCэ по Роквеллу. Происходит деформирование: ствольной коробки со смятием, имеющей в районе спускового механизма и предохранителя толщину до 45 мм; пламегасителя, газовой каморы, газовой трубки, соединительной муфты, ствола в районе патронника, прицела; деревянных или пластмассовых элементов (приклада, пистолетной рукоятки, цевья, ствольной накладки); всех металлических элементов (пламегасителя, мушки, шомпола, газовой каморы, газовой трубки, соединительной муфты, ствола с патронником, прицела, ствольной коробки со спусковым механизмом, пенала с принадлежностями). Происходят разрушение и отделение от металла деревянных и пластмассовых элементов (приклада, пистолетной рукоятки, цевья, ствольной накладки, для сбора которых под прокатным станом 4 предусмотрены поддоны (не показано), заменяемые по мере их заполнения), деформирование всех металлических элементов с образованием трещин по стволу, ствольной коробке и невозвратимым приведением в негодность всех металлических элементов автомата. Утилизированные деформированием обжатия элементы по склизам, установленными за одноклетьевым прокатным станом 4, направляются в тару 5 и укладываются в те же ящики, которые складируются на открытой площадке 6.
ПРИМЕР 2. Доставленный на стол 2 ящик с автоматами вскрывается, видеокамерой сканируются его содержимое и укладочная ведомость с указанными в ней номерами автоматов, фиксируется время его вскрытия. После этого поочередно достаются автоматы из ящика и укладываются номером вверх на стеллаж 3 для сканирования и регистрации номера автомата. Затем автоматы подаются на стеллаж 7, где они подвергаются неполной разборке:
- снимается крышка ствольной коробки;
- извлекается затворная рама с газовым поршнем;
- извлекается затвор в сборе (затвор, ударник, выбрасыватель);
- извлекается возвратный механизм.
В данном случае одновременно разбираются два автомата. После неполной разборки элементы автомата разделяются на две группы. К первой группе относятся автоматы, подвергнутые неполной разборке; ко второй группе - снятые при неполной разборке элементы автомата, а также магазины и штык-ножи. Затем элементы первой группы задаются в первую клеть четырехклетьевого прокатного стана 4 и поочередно прокатываются в каждой клети между прокатными валками диаметром 400 миллиметров и твердости рабочей поверхности валков 50 ед. HRCэ по Роквеллу. Расчетная мощность привода валков прокатного стана 15 кВт, достигаемые усилия при прокатке (обжатии) порядка 50 тонн, линейная скорость прокатных валков 10 м/мин, деформирование элементов первой группы происходит со скоростью один элемент за 5 секунд.
Зазоры между валками выставляются:
1-я клеть зазор 25 мм - происходит первоначальное деформирование (смятие) ствольной коробки, имеющей в районе спускового механизма и предохранителя толщину до 45 мм;
2-я клеть зазор 18 мм - продолжается деформирование ствольной коробки, начинается деформирование пламегасителя, газовой каморы, газовой трубки, соединительной муфты, ствола в районе патронника, прицела. Начинается деформирование деревянных или пластмассовых элементов (приклада, пистолетной рукоятки, цевья, ствольной накладки).
3-я клеть зазор 13 мм - происходит деформирование всех металлических элементов (пламегасителя, мушки, шомпола, газовой каморы, газовой трубки, соединительной муфты, ствола с патронником, прицела, ствольной коробки со спусковым механизмом, пенала с принадлежностями). Происходят разрушение и отделение от металла деревянных и пластмассовых элементов (приклада, пистолетной рукоятки, цевья, ствольной накладки). Для их сбора под прокатным станом 4 предусмотрены поддоны, заменяемые по мере их заполнения.
4-я клеть зазор 10 мм - происходит окончательное деформирование всех металлических элементов с образованием продольных трещин по стволу, ствольной коробке и окончательным невозвратимым приведением в негодность всех металлических элементов автомата.
Элементы второй группы подвергаются рубке параллельно на двух ножницах 8, в данном случае СМЖ 172 БА.
Деформированные и разрубленные элементы по склизам, установленным за четырехклетьевым прокатным станом 4 и двумя ножницами СМЖ 172 БА, поступают в тару 5, и продукты утилизации укладываются в те же ящики, которые складируются на открытой площадке 6.
ПРИМЕР 3. Доставленный на стол 2 ящик с автоматами вскрывается, видеокамерой сканируются его содержимое и укладочная ведомость с указанными в ней номерами автоматов, фиксируется время его вскрытия. После этого поочередно достаются автоматы из ящика и укладываются номером вверх на стеллаж 3 для сканирования и регистрации номера автомата. Затем автоматы подаются на стеллаж 7, где производится их неполная разборка, а именно:
- снимается крышка ствольной коробки;
- извлекается затворная рама с газовым поршнем;
- извлекается затвор в сборе (затвор, ударник, выбрасыватель);
- извлекается возвратный механизм.
В данном случае одновременно разбираются два автомата. После неполной разборки элементы автомата разделяются на три группы. К элементам первой группы относятся автоматы, подвергнутые неполной разборке; ко второй группе - снятые при неполной разборке элементы автомата, кроме затвора в сборе, а также магазины и штык-ножи, к элементам третьей группы - затвор в сборе. Затем элементы первой группы задаются в первую клеть четырехклетьевого прокатного стана 4 и поочередно прокатываются в каждой клети аналогично примеру 2.
Элементы второй группы подвергаются рубке на ножницах 8 (СМЖ 172 БА), а элементы третьей группы подвергаются разрушению на прессах 9 с образованием сколов (пресс-ножницах комбинированных НГ 5222). Рубке на ножницах СМЖ 172 БА подвергаются:
- затворная рама с газовым поршнем рубится в двух местах - шток поршня и затворная рама;
- возвратный механизм, рубится в двух местах;
- штык-нож, рубится в двух местах по лезвию.
Разрушению с образованием сколов на пресс-ножницах НГ 5222 подвергаются:
- затвор в сборе.
Деформированные, разрубленные и разрушенные металлические элементы по склизам, установленным за четырехклетьевым прокатным станом 4, двумя ножницами СМЖ 172 БА и двумя пресс-ножницами НГ 5222 поступают в тару 5, и продукты утилизации укладываются в те же ящики, которые складируются на открытой площадке 6.
Мобильный модульный комплекс включает технологическую линию для деформирования изделий до сложных погибов и помятостей с образованием трещин, по меньшей мере, одно транспортное средство, а также погрузчик. В качестве погрузчика может быть любой известный погрузчик грузоподъемностью не менее 3 тонн. Технологическая линия содержит не менее одного модуля деформирования обжатием, стеллажи, склизы, тару и поддоны. При этом она дополнительно может включать не менее одного модуля резки и разрушения и/или не менее одного модуля рубки. Модуль деформирования обжатием представляет собой, по крайней мере, одноклетьевой прокатный стан 4, например четырехклетьевой, с приводом, которые смонтированы на платформе, а платформа снабжена колесами и аутригерами для возможности разгрузки, транспортирования от транспортного средства на рабочую площадку и выставления в рабочее положение. Модуль рубки представляет собой, по крайней мере, одни ножницы 8 для рубки, например, СМЖ 172 БА, которые смонтированы на платформе, снабженной колесами и аутригерами для возможности разгрузки, транспортирования от транспортного средства на рабочую площадку и выставления в рабочее положение. Модуль резки и разрушения представляет собой, по крайней мере, один пресс 9, например пресс-ножницы комбинированные НГ 5222, которые смонтированы на платформе, снабженной колесами и аутригерами для возможности разгрузки, транспортирования от транспортного средства на рабочую площадку и выставления в рабочее положение. В качестве транспортного средства желательно использовать грузовой автомобиль грузоподъемностью до 12 тонн. Грузовой автомобиль, желательно, снабжен лебедкой и трапом. Комплекс дополнительно может быть снабжен автономным источником энергообеспечения, например дизель-генератором мощностью 45 кВт. Технологическая линия разворачивается в течение не более 8 рабочих часов, после чего она полностью подготовлена к эксплуатации. Погрузочно-разгрузочные работы выполняются без применения грузоподъемной техники. Площадка утилизации занимает производственную площадь до 100 метров квадратных.
Мобильный модульный комплекс разворачивается следующим образом. По прибытии к помещению или площадке, отведенным под размещение технологической линии утилизации стрелкового оружия, модули, в частности, с помощью лебедки, установленной в кузове автомобиля, по трапу опускаются на землю. Далее с помощью погрузчика, например автопогрузчика ДП 3510, они транспортируются на предназначенное для их установки место, выдвигаются аутригеры и модули выставляются в рабочее положение. Выставляются стеллажи, устанавливаются поддоны и тара. Модули подключаются электрическими кабелями к источнику электроснабжения, и комплекс готов к работе.
Группа изобретений позволяет организовать уничтожение оружия в местах его хранения, исключив тем самым их нерациональную транспортировку и охрану при транспортировке на специализированные перерабатывающие предприятия, при этом снизить затраты на утилизацию, повысить технологичность процесса, обеспечить его экологическую безопасность, повысить производительность, максимально сохранить ресурсный потенциал утилизируемого оружия, то есть повысить эффективность утилизации.
Внедрение заявляемой группы изобретений позволяет получить следующие преимущества:
1. Уничтожение стрелкового оружия производится наиболее безопасным и эффективным способом, обеспечивающим максимальное сохранение ресурсного потенциала утилизируемого оружия.
2. В полной мере реализуются мероприятия по обеспечению противопожарной безопасности. Отсутствуют нагрев, открытое пламя.
3. Технология экологически чистая, отсутствуют какие-либо выбросы.
4. Обеспечивается резкое повышение производительности труда. Данная технология позволяет деформировать до 5 тыс.единиц стрелкового оружия в рабочую смену. Сокращение времени, затрачиваемого на процедуру приемки, позволяет увеличить производительность до 8 тыс.единиц в рабочую смену.
5. Мобильность, возможность транспортирования одним грузовым автомобилем грузоподъемностью до 12 тонн, притом, что вес всех модулей комплекса составляет до 6 тонн. Утилизация оружия может производиться в местах его хранения.
6. Отсутствуют затраты на транспортировку стрелкового оружия и его охрану при транспортировке. Установка занимает производственную площадь до 100 метров квадратных.
7. Питание установки может производиться как от стационарного, так и от автономного источника энергообеспечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства холоднокатаных полос | 1990 |
|
SU1736649A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2286858C2 |
| Листопрокатная клеть | 2015 |
|
RU2629579C2 |
| СПОСОБ УТИЛИЗАЦИИ МЕТАЛЛООТХОДОВ НА МАШИНОСТРОИТЕЛЬНЫХ ЗАВОДАХ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2062673C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНЫХ ШТАНГ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2201301C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2007 |
|
RU2371264C2 |
| Способ холодной прокатки полос наОдНОКлЕТьЕВОМ CTAHE | 1979 |
|
SU850234A1 |
| ПРОКАТНЫЙ АГРЕГАТ | 1998 |
|
RU2147966C1 |
| Способ прокатки сортовых заготовок | 1989 |
|
SU1674996A1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
Группа изобретений относится к военной технике и предназначена для уничтожения стрелкового оружия. Процесс уничтожения стрелкового оружия по первому варианту изобретения осуществляют его обжатием между валками одновалкового прокатного стана. Во втором варианте оружие предварительно подвергают неполной разборке на элементы, которые разделяют на две группы. Элементы первой группы подвергают обжатию между валками одноклетьевого прокатного стана, а элементы второй группы подвергают рубке до состояния полной негодности. В третьем варианте после предварительной неполной разборки стрелкового оружия его элементы разделяют на три группы. Элементы первой группы подвергают обжатию между валками в одноклетьевом прокатном стане, элементы второй группы подвергают рубке до состояния полной негодности, а элементы третьей группы подвергают разрушению в прессе до образования сколов. Для осуществления перечисленных вариантов уничтожения стрелкового оружия используется мобильный модульный комплекс, включающий одноклетьевой прокатный стан, пресс-ножницы комбинированные и ножницы для рубки, смонтированные на отдельной платформе, снабженной колесами и аутригерами. Обеспечивается высокоэффективная и безопасная утилизация стрелкового оружия в местах его хранения. 4 н. и 8 з.п. ф-лы, 2 ил., 1 табл.
1. Способ приведения стрелкового оружия в состояние полной непригодности, включающий его деформирование с образованием трещин, отличающийся тем, что стрелковое оружие подвергают холодному деформированию обжатием между валками одноклетьевого прокатного стана, имеющими диаметр 500-600 мм, твердость рабочей поверхности от 70 ед. HRCэ по Роквеллу и установленными с зазором 8-12 мм.
2. Способ приведения стрелкового оружия в состояние полной непригодности, включающий его деформирование с образованием трещин и рубку, отличающийся тем, что предварительно оружие подвергают неполной разборке на элементы и разделяют их на две группы, после чего элементы первой группы подвергают холодному деформированию обжатием между валками четырехклетьевого прокатного стана, имеющими диаметр 300-400 мм, твердость рабочей поверхности от 50 ед. HRCэ по Роквеллу, а элементы второй группы подвергают рубке до состояния полной негодности, причем обжатие в первой клети производят при зазоре валков 25-30 мм, во второй клети при зазоре валков 18-25 мм, в третьей клети при зазоре валков 13-15 мм, а в четвертой клети при зазоре валков 8-12 мм.
3. Способ по п.2, отличающийся тем, что рубку выполняют с помощью пресс-ножниц комбинированных НГ 5222 и/или ножниц СМЖ 172 БА.
4. Способ приведения стрелкового оружия в состояние полной непригодности, включающий его деформирование с образованием трещин и рубку, отличающийся тем, что предварительно стрелковое оружие подвергают неполной разборке на элементы и разделяют их на три группы, после чего элементы первой группы подвергают холодному деформированию обжатием между валками четырехклетьевого прокатного стана, имеющими диаметр 300-400 мм, твердость рабочей поверхности от 50 ед. HRCэ по Роквеллу, элементы второй группы подвергают рубке до состояния полной негодности, а элементы третьей группы подвергают разрушению, по крайней мере, в одном прессе до образования сколов, причем обжатие в первой клети четырехклетьевого прокатного стана производят при зазоре валков 25-30 мм, во второй клети при зазоре валков 18-25 мм, в третьей клети при зазоре валков 13-15 мм, а в четвертой клети при зазоре валков 8-12 мм.
5. Способ по п.3, отличающийся тем, что рубку выполняют с помощью пресс-ножниц комбинированных НГ 5222 и/или ножниц СМЖ 172 БА.
6. Способ по п.3, отличающийся тем, что в качестве пресса используют пресс-ножницы комбинированные НГ 5222.
7. Мобильный модульный комплекс для приведения стрелкового оружия в состояние полной непригодности, содержащий технологическую линию для деформирования стрелкового оружия с образованием трещин, по меньшей мере, одно транспортное средство и погрузчик, отличающийся тем, что технологическая линия содержит не менее одного модуля деформирования обжатием, стеллажи, склизы, тару и поддоны, при этом модуль деформирования обжатием выполнен в виде, по крайней мере, одноклетьевого прокатного стана, смонтированного на платформе, снабженной колесами и аутригерами для обеспечения разгрузки и транспортирования от транспортного средства на рабочую площадку и выставления в рабочее положение.
8. Мобильный комплекс по п.7, отличающийся тем, что технологическая линия дополнительно содержит не менее одного модуля резки и разрушения, состоящего из, по крайней мере, одних пресс-ножниц комбинированных, смонтированных на отдельной платформе, и/или не менее одного модуля рубки, состоящего из, по крайней мере, одних ножниц для рубки, смонтированных на отдельной платформе, при этом каждая платформа снабжена колесами и аутригерами для обеспечения разгрузки и транспортирования от транспортного средства на рабочую площадку и выставления в рабочее положение.
9. Мобильный комплекс по п.7, отличающийся тем, что в качестве транспортного средства использован автомобиль грузоподъемностью до 12 тонн.
10. Мобильный комплекс по п.7, отличающийся тем, что автомобиль дополнительно снабжен лебедкой и трапом.
11. Мобильный комплекс по п.7, отличающийся тем, что дополнительно снабжен автономным источником энергообеспечения.
12. Мобильный комплекс по п.7, отличающийся тем, что технологическая линия дополнительно содержит видеосистему с видеокамерами.
| Устройство для сушки неэлектропроводных материалов | 1948 |
|
SU82982A1 |
| СПОСОБ УТИЛИЗАЦИИ АРТИЛЛЕРИЙСКИХ ГИЛЬЗ | 1994 |
|
RU2080244C1 |
| Способ нанесения многослойной обмазки на электроды | 1938 |
|
SU54251A1 |
| СПОСОБ РАЗДЕЛКИ БОЕПРИПАСА | 1999 |
|
RU2189005C2 |
| СПОСОБ ДЕСТРУКТУРИЗАЦИИ И ПРЕДВАРИТЕЛЬНОЙ УТИЛИЗАЦИИ ВООРУЖЕНИЯ И ВОЕННОЙ ТЕХНИКИ | 2005 |
|
RU2291385C1 |
| Прибор для лечения тугоухих | 1931 |
|
SU26355A1 |

