Изобретение относится к области порошковой металлургии и может быть использовано при изготовлении изделий для гражданского строительства, лифтостроения, судостроения, машиностроения, дорожного строительства и других отраслей, где требуются такие свойства, как легкость, плавучесть, негорючесть, жаростойкость и звуковая изоляция.
Известен способ (принятый в качестве аналога), включающий предварительное уплотнение порошка, нагревание материала до температуры не ниже 500°С, его горячее обжатие в валках при тех же температурах. В качестве алюминиевого порошка используют гранулированный порошок с размером гранул 50-200 мкм. Порошок засыпают в замкнутую оболочку, изготовленную из листовой стали толщиной 0,5-2,0 мм, с равными или различными толщинами стенок, контактирующих при обжатии с валками, и имеющую в поперечном сечении форму, приближенную к форме листовой заготовки. Далее нагревают оболочку вместе с порошком до 500-600°С и при этих температурах обжимают оболочку с порошком в валках диаметром не менее 500 мм, при линейной скорости валков 0,03-0,3 м/с и до толщины, определяемой выражением:
H1=(0,8-1,0)·[H0·p0/p1+(f1+f2)·(1-p0/p1)]
где H1 - толщина материалов вместе с оболочкой на выходе из валков, мм;
Н0 - толщина материала вместе с оболочкой на входе в валки, мм;
р0 - плотность засыпки материала на входе в валки, г/см3;
p1 - теоретическая плотность материала, г/см3;
f1, f2 - толщины стенок оболочки, контактирующих при обжатии с валками, мм.
После этого оболочку охлаждают, разрезают и извлекают из нее готовую листовую заготовку. Кроме того, оболочку выполняют в виде корытообразного лотка с крышкой. Для получения в дальнейшем из листовой заготовки пеноалюминиевых листов к порошку перед уплотнением добавляют 0,5-1,0 мас.% порошка порофора (TiH2), а нагревание оболочки с порошком для последующего обжатия в валках производят до 500-550°С. Гранулы алюминиевого порошка перед уплотнением предварительно обрабатывают полиметилсилоксаном или полиэтилсилоксаном (RU №2206430, B22F 3/18 от 20.06.2003 г.).
Недостатками известного способа является то, что:
- он ориентирован на поштучную малопроизводительную прокатку;
- стальная оболочка является технологической и подлежит удалению после обжатия, создавая значительно дорогие отходы производства.
Известна технологическая линия производства пористых и непористых металлических листов (принятая в качестве аналога), характеризующаяся тем, что содержит бункер с металлическим порошком вертикального исполнения, при горизонтальном исполнении: ленточного конвейера, клети холодной прокатки, нагревательной печи вспенивания холоднокатаных листов, транспортного рольганга, клети горячей прокатки и моталки для смотки горячекатаных листов, при этом ленточный конвейер выполнен принимающим металлический порошок из бункера, проходящим вместе с ним через очаг деформации клети холодной прокатки и транспортирующим холоднокатаный лист в нагревательной печи вспенивания (патент Японии 10324904, А B22F 3/18, B22F 3/11, Н01М 4/8 от 27.02.1998 г.).
К недостаткам известной линии относятся холодная деформация порошка, требующая очень больших усилий прокатки, и малая эффективность при образовании новых прочных металлических связей как по местам контактов с чистой поверхностью, так и по местам контактов через металлизированную окисную пленку.
Известен способ и технологическая линия (принятая в качестве прототипа), реализующие производство пористых полуфабрикатов из порошков алюминиевых сплавов, которые включают: дозатор порошковой смеси, проходную нагревательную печь с проходящим через нее ленточным транспортером для приема холодной порошковой смеси, транспортировки нагреваемой порошковой смеси и выдачи нагретой порошковой смеси в желоб вертикального исполнения, оборудованного подогревательным и виброуплотняющим порошковую смесь устройствами, бункер-проводку и прокатную клеть горячего компактирования порошковой смеси в горизонтальном исполнении, ножницы поперечной резки на мерные длины горячекомпактированной листовой заготовки и устройства высокотемпературной обработки для вспенивания горячекомпактированной листовой заготовки (патент RU №2200647, B22F 3/11, С22С 1/08 от 20.03.2003 г.).
Линия позволяет производить горячее компактирование с достаточно высокими деформациями. Однако прототип имеет следующие недостатки:
- неравномерность механических свойств по ширине компактированной листовой заготовки;
- большие энергозатраты за счет двух нагревов, дополнительного подогрева и производства компактирования порошковой смеси при значительной теплоотдачи валкам;
- вертикальное исполнение технологической линии, требующее специализированного производственного здания и осложняющее сочетание надежного управления процессом с обеспечением взрывопожарной безопасности, а также необходимостью защиты для экологической чистоты.
Задачей предлагаемого изобретения является получение качественных с равномерными механическими характеристиками как по ширине, так и по длине листовых заготовок, снижение их себестоимости, а также процесса получения пеноалюминия, обладающего высокой технологичностью, при снижении до допустимого уровня взрывопожарных условий процесса производства.
Поставленная задача решается тем, что в способе, включающем засыпку порошковой смеси в оболочку, изготовленную из стали или алюминиевых сплавов, нагревание прокатной заготовки из порошковой смеси в оболочке в проходной печи до температуры не ниже 500°С, горячее компактирование прокатной заготовки, резку компактированной прокатной заготовки на листовые заготовки мерной длины, помещение листовых заготовок в форму и последующую высокотемпературную термообработку для осуществления процесса вспенивания при температуре ликвидуса порошкового сплава, формирование оболочки осуществляют из двух равномерно подаваемых рулонных полос неограниченной длины, при этом вначале из первой рулонной полосы осуществляют формирование нижней части оболочки, включающей основание и стенки с отбортовками, затем по мере заполнения ее уплотненной вибрацией порошковой смесью накладывают на нижнюю часть оболочки вторую рулонную полосу с шириной, равной ширине верхней поверхности нижней части оболочки с отбортовками, и направляют собранную заготовку на завальцовку отбортованных участков по всей длине.
Кроме того, горячее компактирование порошковой смеси в оболочке осуществляют в закрытом калибре рабочих валков, при этом глубину вреза калибров определяют по формуле:
где hн - глубина вреза калибра;
α - угол захвата;
Δh - обжатие порошковой смеси;
Н - толщина прокатной заготовки,
при этом рабочие валки для горячего компактирования порошковой смеси в оболочке смазывают бездымной смазкой, например суспензией коллоидного графита в воде типа "Аквадак" (В.М.Штейнберг, И.Л.Акаро, "Кузнечно-штамповочное производство", Москва, Машиностроение, 1977 год, стр.150-160).
Реализующая этот способ линия производства листов пеноалюминия, содержащая устройство подачи порошковой смеси на нагрев, проходную нагревательную печь, подогреваемый желоб с роликами, подающими порошковую смесь на компактирование, клеть горячего компактирования прокатной заготовки из порошковой смеси, ножницы поперечной резки компактированной прокатной заготовки на листовые заготовки мерной длины, отводящий рольганг и печь для вспенивания листовых заготовок, согласно изобретению перед устройством подачи порошковой смеси на нагрев установлено устройство упаковки порошковой смеси в оболочку с формой, приближенной к форме прокатной заготовки, включающее два гибочных стана для формирования нижней и верхней частей оболочки, снабженные своими разматывателями рулонных полос, при этом между гибочными станами расположены транспортный механизм продвижения нижней части оболочки, черновой и чистовой дозаторы для засыпки в оболочку порошковой смеси и механизм наложения верхней части оболочки на нижнюю ее часть, кроме того, механизм продвижения нижней части оболочки выполнен в виде двух или более приводных трехроликовых групп тянущих роликов, при этом нижний ролик группы выполнен двухопорным с проточкой в центральной части его бочки при ширине и глубине, превышающих не менее чем по 2 мм ширину и глубину оболочки, а верхние ролики, левый и правый, выполнены консольными и контактирующими с нижней частью оболочки только на ширине ее отбортовок, а также дозаторы и механизм продвижения нижней части оболочки устройства упаковки порошковой смеси в оболочку смонтированы на корпусе вибратора, при этом перед печью вспенивания и за ней установлены шлепперы, перпендикулярные к оси линии, а шлеппер перед печью вспенивания оборудован механизмом задачи листовой заготовки в форму и за печью вспенивания оборудован механизмом выдачи листовой заготовки из формы, а также за проходной печью установлены пресс-ножницы поперечной резки прокатной заготовки, при этом за отводящим рольгангом установлены ножницы продольной резки боковых кромок листовой заготовки, а в клети горячего компактирования порошковой смеси в оболочке установлены рабочие валки с внутренним нагревом.
Такое конструкционное исполнение линии производства листов пеноалюминия позволяет:
- сократить производственные площади за счет законченности технологического процесса в одной линии производства от подачи порошковой смеси до получения готового изделия,
- повысить производительность процесса вследствие снижения до минимума производственных пауз,
- получать панели достаточно больших габаритов,
- уменьшить затраты энергии при горячем компактировании порошковой смеси в оболочке вследствие осуществления компактирования в рабочих валках, нагретых до 150-300°С и смазанных суспензией коллоидного графита в воде типа "Аквадак", а также при вспенивании неохлажденных вследствие горячего посада листовых заготовок,
- создать условия для максимально возможной механизации и автоматизации процесса производства листов пеноалюминия вследствие стабилизации работы каждого механизма линии во времени,
- повысить качество листовых заготовок вследствие равномерности процесса компактирования прокатной заготовки в закрытом калибре, уменьшающем раздутие заготовки,
- повысить взрывопожарную безопасность, а также экологическую безопасность вследствие исключения операций с открытой порошковой смесью в горячем состоянии.
Предложенные способ и линия производства листов пеноалюминия изображены на чертежах, где на:
фиг.1 показана схема реализации способа производства листов пеноалюминия,
фиг.2 приведено сечение А-А фиг.1 сформированной нижней части оболочки,
фиг.3 указано сечение Б-Б фиг.1 нижней части оболочки, заполненной порошковой смесью,
фиг.4 дано сечение В-В фиг.1 сформированной прокатной заготовки, включающей оболочку и уплотненную вибрацией порошковую смесь,
фиг.5 приведена линия производства листов пеноалюминия,
фиг.6 показан план участка вспенивания листовых заготовок (вид по стрелке А фиг.5),
фиг.7 дана схема сечения А-А фиг.5 по тянущим роликам механизма продвижения нижней части оболочки.
Согласно фиг.1 рулонная полоса 1 непрерывно подается на формирование нижней части оболочки в гибочном стане 2, где формируют профиль, показанный на фиг.2, являющийся нижней частью оболочки, включающий основание и стенки с отбортовками по 30-50 мм.
По мере движения сформированной нижней части заготовки из дозаторов 3 во внутреннюю ее полость подается порошковая смесь до полного заполнения всей полости (см. сечения Б-Б фиг.3). Затем на нижнюю часть оболочки, заполненной порошковой смесью, накладывают вторую плоскую рулонную полосу 4, имеющую ширину, равную ширине нижней части оболочки по отбортовкам, и собранную заготовку задают во второй гибочный стан 5, который завальцовывает отбортованные участки обеих частей оболочки, завершая этим формирование прокатной заготовки из порошковой смеси в оболочке. Прокатная заготовка нагревается в проходной печи 6 до температуры не ниже 500°С и через утепленную проводку 7 подается для компактирования в закрытый калибр рабочих валков 8, имеющий глубину «hк», выполненную величиной, определенной из выражения:
где hн - глубина вреза калибра;
α - угол захвата;
Δh - обжатие порошковой смеси;
Н - толщина прокаткой заготовки.
При высоте закрытого калибра "h" исключается боковой выход порошковой смеси из очага деформации, а при ширине закрытого калибра, приближенной к ширине прокатной заготовки, обеспечивается равномерная степень компактированная по всей его ширине. Смазка рабочих поверхностей закрытого калибра бездымной смазкой типа суспензии коллоидного графита в воде типа "Аквадак" снижает энергозатраты на компактирование до 10-25%.
Выходящая из рабочих валков листовая заготовка режется на мерные длины на летучих ножницах поперечной резки 9. Листовая заготовка передается на рольганг 10 и, при наличии брака, выводится из потока сталкивателем. Для обрезки боковых кромок листовая заготовка подается в ножницы продольной резки 11. Обрезанная со всех сторон листовая заготовка поступает в форму 12 и печь для вспенивания 13. Готовый лист пеноалюминия извлекается из формы и выдается на приемный рольганг печи 14, где охлаждается и далее подается на складирование.
Предлагаемая линия производства листов пеноалюминия, приведенная на фиг.5, 6 и 7, содержит: первый разматыватель со своей рулонной полосой 1; первый гибочный стан 2; вибратор 15 и смонтированные на нем черновой и чистовой дозаторы подачи порошковой смеси 3 (3а - чернового, 3б - чистового), а также механизм продвижения нижней части оболочки 16, выполненный в виде двух или более приводных трехроликовых групп тянущих роликов, показанных на фиг.7, при этом нижний ролик группы выполнен двухопорным с проточкой в центральной части его бочки при ширине и глубине, превышающих не менее, чем по 2 мм ширину и глубину оболочки, а верхние ролики, левый и правый, выполнены консольными и контактирующими с нижней частью оболочки только на ширине отбортовок.
Далее установлены: второй разматыватель 4; механизм наложения плоской рулонной полосы разматывателя на нижнюю часть оболочки 17; второй гибочный стан 5; механизм упаковки переднего торца прокатной заготовки 18; проходная нагревательная печь 6; пресс-ножницы 19; теплоизолирующая проводка 7; прокатная клеть 8; летучие ножницы 9; отводящий рольганг со сталкивателем брака 10; ножницы продольной резки 11; рольганг за ножницами продольной резки 20; шлеппер перед печью вспенивания 21; форма 12 и печь для вспенивания листовых заготовок 13; отводящий рольганг 22 и шлеппер за печью 14 для отвода вспененных листовых заготовок; участок извлечения листа пеноалюминия из формы 23 и обводящий рольганг 24 для передачи форм с этого участка на шлеппер, расположенный перед печью для вспенивания.
Работа предложенной линии производится следующим образом. С первого разматывателя непрерывно подается рулонная полоса на формовку нижней части оболочки в первом гибочном стане. Сформированная нижняя часть оболочки, выполненная из основания и боковых стенок с отбортовками, подается на участок вибратора, где черновой и чистовой дозаторы заполняют нижнюю часть оболочки порошковой смесью.
Механизмом передвижения нижней части оболочки (фиг.7), смонтированным на корпусе работающего вибратора, обеспечивают равномерное движение нижней части оболочки в процессе заполнения ее внутренней полости порошковой смесью. Рулонная полоса со второго разматывателя подается в механизм наложения плоской рулонной полосы на нижнюю часть оболочки. Собранная заготовка принимается вторым гибочным станом 5, производящим завальцовку отбортованных участков оболочки заполненной порошковой смесью. Передний участок оболочки длинною 300-500 мм, незаполненный порошковой смесью, принимается механизмом упаковки переднего торца сформованной прокатной заготовки.
В проходной печи 6 выполняют нагрев непрерывно движущейся прокатной заготовки. При аварийных ситуациях или при технологически необходимой остановке стана включают в работу летучие пресс-ножницы, установленные за проходной нагревательной печью.
Сохранение температуры прокатной заготовки на входе ее в рабочие валки обеспечено теплоизолирующей проводкой, направляющей прокатную заготовку в закрытый калибр рабочих валков, нагретых до температуры 150-300°С.
Прокатная клеть производит компактирование порошковой смеси в оболочке при степенях обжатия до 62%.
Выходящая из рабочих валков компактированная заготовка подается в летучие ножницы поперечной резки и разрезается ими на мерные листовые заготовки, которые поступают в ножницы продольной резки для обрезки боковых сторон.
Обрезанная со всех сторон листовая заготовка рольгангом подается на шлеппер перед печью для вспенивания и устанавливается перед формой одной из камер печи для вспенивания. Толкатель подает листовую заготовку в форму, затем форму с листовой заготовкой в печь для вспенивания. После вспенивания форма с листом пеноалюминия выдается на шлеппер, установленный за печью для вспенивания, для транспортирования на участок извлечения листа пеноалюминия из формы, а неостывшая форма поступает на шлеппер перед печью для вспенивания, готовой к приему следующей листовой заготовки.
Таким образом, выполнение горячего компактирования порошковой смеси в оболочке, сформированной непосредственно в линии производства, из двух равномерно подаваемых рулонных полос неограниченной длины, при этом вначале из первой рулонной полосы осуществляют формирование нижней части оболочки, включающей основание и стенки с отбортовками, затем по мере заполнения ее уплотненной вибрацией порошковой смесью накладывают на нижнюю часть оболочки вторую рулонную полосу с шириной, равной ширине верхней поверхности нижней части оболочки с отбортовками, и направляют заготовку на завальцовку отбортованных участков по всей длине, и реализация предлагаемого способа в линии производства листов пеноалюминия в виде установки перед устройством подачи порошковой смеси устройства упаковки порошковой смеси в оболочку с формой, приближенной к форме прокатной заготовки, включающего два гибочных стана, для формирования нижней и верхней частей оболочки, снабженные своими разматывателями рулонных полос, при этом между гибочными станами расположены транспортный механизм продвижения нижней части оболочки, черновой и чистовой, дозатора для засыпки в оболочку порошковой смеси и механизм наложения верхней части оболочки на нижнюю ее часть, предложенная линия производства листов пеноалюминия позволяют:
- снизить себестоимость производства готовых листов пеноалюминия вследствие обеспечения:
- минимальных затрат энергии на нагрев для вспенивания и компактирования порошковой смеси в прокатной клети,
- высокой производительности линии,
- повышенной механизации и автоматизации процесса,
- удобства обслуживания,
- повысить взрыво- и пожаробезопасность производства листов пеноалюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ЛИНИЯ ПОЛУЧЕНИЯ ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2430811C1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2009 |
|
RU2412021C1 |
| СПОСОБ ПРОИЗВОДСТВА ПАНЕЛЕЙ ИЗ ПЕНОАЛЮМИНИЯ | 2012 |
|
RU2479383C1 |
| УСТРОЙСТВО УКЛАДКИ ЛИСТА КОМПАКТИРОВАННОЙ ПОРОШКОВОЙ СМЕСИ В ФОРМУ ДЛЯ ВСПЕНИВАНИЯ И ИЗВЛЕЧЕНИЯ ИЗ НЕЕ ПАНЕЛИ ПЕНОАЛЮМИНИЯ | 2012 |
|
RU2491154C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЕНОАЛЮМИНИЯ | 2019 |
|
RU2710751C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВОЙ ПОРОШКОВОЙ СМЕСИ | 2009 |
|
RU2426624C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
Изобретение относится к области порошковой металлургии а именно к производству пеноалюминия. Способ включает засыпку порошковой смеси в оболочку, нагревание в проходной печи до температуры не ниже 500°С, горячее компактирование, резку компактированной прокатной заготовки на листовые заготовки и высокотемпературную термообработку для проведения процесса вспенивания. Формирование оболочки осуществляют из двух равномерно подаваемых рулонных полос. Из первой рулонной полосы формируют нижнюю часть оболочки с основанием и стенками с отбортовками. Затем на нижнюю часть оболочки накладывают вторую рулонную полосу и направляют собранную заготовку на завальцовку отбортованных участков по всей длине. Линия производства содержит устройство подачи порошковой смеси на нагрев, проходную печь, подогреваемый желоб с роликами, подающими порошковую смесь на компактирование, клеть горячего компактирования прокатной заготовки из порошковой смеси, ножницы поперечной резки компактированной прокатной заготовки на листовые заготовки мерной длины, отводящий рольганг и печь для вспенивания листовых заготовок. Кроме того, линия снабжена устройством упаковки порошковой смеси в оболочку. Технический результат - получение качественных листовых заготовок с равномерными механическими характеристиками. 2 н. и 8 з.п. ф-лы, 7 ил.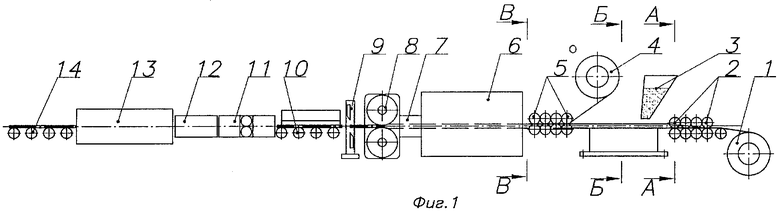
1. Способ производства листов пеноалюминия, заключающийся в том, что формируют оболочку из двух равномерно подаваемых рулонных полос неограниченной длины из стали или алюминиевого сплава, причем вначале из первой рулонной полосы осуществляют формирование нижней части оболочки, включающей основание и стенки с отбортовками, затем заполняют ее уплотненной вибрацией порошковой смесью, обеспечивающей получение пеноалюминия, накладывают на нижнюю часть оболочки вторую рулонную полосу с шириной, равной ширине верхней поверхности нижней части оболочки с отбортовками, и направляют собранную заготовку на завальцовку отбортованных участков по всей длине, после чего осуществляют нагревание прокатной заготовки из порошковой смеси в оболочке в проходной печи до температуры не ниже 500°С, горячее компактирование прокатной заготовки, резку компактированной заготовки на листовые заготовки мерной длины, помещают листовую заготовку в форму и проводят высокотемпературную термообработку для осуществления процесса вспенивания при температуре ликвидуса порошкового сплава.
2. Способ производства листов пеноалюминия по п.1, отличающийся тем, что горячее компактирование порошковой смеси в оболочке осуществляют в закрытом калибре рабочих валков.
3. Способ производства листов пеноалюминия по любому из пп.1 и 2, отличающийся тем, что рабочие валки для горячего компактирования порошковой смеси в оболочке смазывают бездымной смазкой.
4. Линия производства листов пеноалюминия, содержащая устройство подачи порошковой смеси на нагрев, проходную нагревательную печь, подогреваемый желоб с роликами, подающими порошковую смесь на компактирование, клеть горячего компактирования прокатной заготовки из порошковой смеси, ножницы поперечной резки компактированной заготовки на листовые заготовки мерной длины, отводящий рольганг и печь для вспенивания листовых заготовок, отличающаяся тем, что перед устройством подачи порошковой смеси на нагрев установлено устройство упаковки порошковой смеси в оболочку, имеющую форму, приближенную к форме прокатной заготовки, включающее два гибочных стана для формирования нижней и верхней частей оболочки, снабженные своими разматывателями рулонных полос, при этом между гибочными станами расположены транспортный механизм продвижения нижней части оболочки, черновой и чистовой дозаторы для засыпки в оболочку порошковой смеси и механизм наложения верхней части оболочки на нижнюю ее часть.
5. Линия производства листов пеноалюминия по п.4, отличающаяся тем, что механизм продвижения нижней части оболочки выполнен в виде двух или более приводных трехроликовых групп тянущих роликов, при этом нижний ролик группы выполнен двухопорным с проточкой в центральной части его бочки при ширине и глубине, превышающих не менее чем по 2 мм ширину и глубину оболочки, а верхние ролики, левый и правый выполнены консольными и контактирующими с нижней частью оболочки только на ширине ее отбортовок.
6. Линия производства листов пеноалюминия по п.4, отличающаяся тем, что она содержит вибратор, при этом дозаторы и механизм продвижения нижней части оболочки устройства упаковки порошковой смеси в оболочку смонтированы на корпусе вибратора.
7. Линия производства листов пеноалюминия по п.4, отличающаяся тем, что перед печью вспенивания и за ней установлены шлепперы, перпендикулярные к оси линии.
8. Линия производства листов пеноалюминия по п.4, отличающаяся тем, что за проходной печью установлены пресс-ножницы поперечной резки прокатной заготовки.
9. Линия производства листов пеноалюминия по любому из пп.4 и 8, отличающаяся тем, что за отводящим рольгангом установлены ножницы продольной резки боковых кромок листовой заготовки.
10. Линия производства листов пеноалюминия по п.4, отличающаяся тем, что в клети горячего компактирования порошковой смеси в оболочке установлены рабочие валки с внутренним нагревом.
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВОГО ПОРОШКА | 2001 |
|
RU2206430C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ПЕНОАЛЮМИНИЯ | 2001 |
|
RU2202443C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ПЕНОАЛЮМИНИЯ | 2000 |
|
RU2194231C2 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

