Изобретение относится к металлургической промышленности и может быть использовано для изготовления медных штанг для процесса электролиза меди.
Указанные штанги должны иметь плотную посадку в медной ошиновке электролизных ванн в целях обеспечения хорошего контакта и электропроводности при одновременном обеспечении механический жесткости и долгого срока службы.
Этим требованиям в известной степени удовлетворяют полые медные штанги, получаемые на заводе обработки цветных металлов (г. Ревда, РФ).
Известен способ изготовления штанг из медных труб, включающий прокатку трубных заготовок на трубопрокатных станах и последующую обработку трубы до придания ей нужного профиля и сечения (чертеж М 5249, 1992). Полученная известным способом медная штанга имеет заданный профиль с полым сечением и толщиной стенки 2,5 мм и изготавливается из меди марки М1.
Штанга имеет хорошую посадку в медной ошиновке, однако достигнуть требуемой механической жесткости и долгого срока службы не удается. Кроме того, способ является чрезвычайно трудоемким и сложным, его осуществляют в плавильной печи с плавкой металла, в кристаллизаторе с изготовлением трубной заготовки, в трубопрокатном стане с прокаткой заготовки в трубу, в устройстве для придания нужного профиля. В процессе выполняют также операции отжига и закаливания. При этом использование перечисленных переделов предъявляет жесткие требования к получению трубной заготовки, прокатке труб и последующей обработке труб с приданием нужного профиля как по качественным характеристикам, так и предельным допускам.
Ближайшим аналогом (прототипом) является технология изготовления медной катанки круглого диаметра на линии непрерывного литья и прокатки фирмы "Southwire" (США), включающая плавку, литье расплавленной меди в кристаллизатор, прокатку полученной заготовки в прокатном стане, осветление, намотку и упаковку катанки. (Технологическая часть проекта завода медной катанки, СП "Кабикс Консалтинг", г. Москва 1992; Рекламный проспект завода медной катанки, издательство "КИIК", г. Алматы, 1998).
Процесс непрерывного литья и прокатки фирмы "Southwire" имеет значительные технико-экономические преимущества в результате совмещения отдельных процессов в одну технологическую линию, а также высокого уровня автоматизацию, прогрессивность и проверенность основных конструкторских и технологических решений. Конечной продукцией является круглая медная катанка, которую в дальнейшем направляют на изготовление различной кабельно-проводниковой продукции.
Плавку катодной меди МООК ведут в плавильной печи шахтного типа без накопления расплавленной меди, т.к. подина печи имеет наклон. Медь по желобу направляется в семитонный миксер, где происходит усреднение металла по составу и температуре. Разливку меди ведут из миксера через литейную машину, состоящую из литейной ванны и кристаллизатора роторного типа. При этом на всем пути от плавки до разливки медь держат в атмосфере газа с помощью газовых форсунок для того, чтобы расплавленный металл не окислялся кислородом воздуха. Отлитую бесконечную заготовку сечением 2100 мм2 направляют в прокатный стан, в котором ее прокатывают с попеременным вертикальным и горизонтальным обжатием в девяти двухроликовых клетях с выдачей круглой катанки. Катанку осветляют в спиртовом растворе, покрывают воском, наматывают в бухты и упаковывают.
Способ получения круглой медной катанки не позволяет получить требуемый профиль и сечение штанги в рабочих роликах прокатного стана и, кроме того, медные штанги должны иметь определенную длину - 1170 мм для цеха электролиза меди в Жезказгане и 1250 мм для электролизного цеха в Балхаше.
Использование предлагаемого способа и установки для его осуществления позволит расширить технологические возможности для изготовлении медных штанг для электролиза меди.
Сущность способа заключается в том, что согласно способу изготовления медных штанг, включающему плавку, литье, прокатку медного стержня на линии непрерывного литья и прокатки, горячую прокатку ведут в четырех двухроликовых клетях с получением необходимого профиля, после чего штангу пропускают через непрерывную трубную проводку, затем осуществляют ее рубку и последующую холодную правку. При этом горячую прокатку ведут в специально расточенных валках в первых четырех клетях с изменением сечения профиля от 10 до 30% за проход, изменяют размеры входных и выходных ловушек. Кроме того, скорости роторных ножниц и четвертой клети прокатного стана синхронизированы, а скорости литья, прокатки и рубки также взаимосвязаны между собой.
Отличительные признаки способа указывают на необходимость использования в предлагаемой установке для осуществления способа отличительных признаков, согласно которых в третьей клети расположена роликовая коробка с увеличенным зазором между роликами, а в зоне последних пяти клетей установлена непрерывная трубная проводка. После прокатного стана установка снабжена роторными ножницами и правильной машиной. При этом непрерывная трубная проводка состоит из четырех частей с внутренним диаметром 50 мм и закреплена на кронштейнах. Кроме того, в начале трубной проводки жестко закреплена коническая ловушка, а в конце - воздушный протир.
Отличительные признаки способа изготовления медных штанг и установки для его осуществления позволяют придать медной штанге необходимый профиль и сечение, осуществить нарезку определенной длины штанги при одновременном обеспечении хорошей электропроводности, прочности (жесткости) и долгого срока службы. Данную задачу предлагается решить единым изобретательским замыслом, при котором предлагается получение необходимого профиля и сечения штанги в действующем прокатном стане, что стало возможным благодаря выбору в способе предлагаемых калибров с использованием четырех двухроликовых клетей, а также применению установки для осуществления способа изготовления медных штанг.
Использование предлагаемого изобретения расширит технологические возможности линии непрерывного литья и прокатки фирмы "Southwire" (США) и позволит получать на одной линии круглую катанку и медные штанги.
В способе изготовления медных штанг вышеприведенные соотношения калибров четырех клетей, холодная правка штанг, а также использование предлагаемых изменений и дополнений в прокатном стане, применение роторных ножниц, обеспечивающих нарезание штанг одинаковой длины, исключает необходимость многих операций и переделов. Это упрощает технологию изготовления медных штанг.
Внесенные изменения в прокатный стан и конструкция роторных ножниц позволяют достичь такого же технического результата, т.е. позволяют расширить технологические возможности линии непрерывного литья и прокатки. Таким образом способ и устройство связаны единым изобретательским замыслом.
Изобретение поясняется чертежами, где на фиг.1 изображена общая схема оборудования для получения медных штанг; на фиг.2 - изменение профиля и сечения литой заготовки в процессе прокатки в четырех клетях; на фиг.3 - заданный профиль медной штанги; на фиг.4 изображен прокатный стан и роторные ножницы для осуществления способа изготовления штанг.
Установка содержит шахтную печь 1, миксер 2, литейную машину с кристаллизатором 3, прокатный стан 4, в первых четырех клетях 5 которого установлены ролики со специально рассчитанной калибровкой, вследствие чего изменены размеры входных и выходных ловушек 6, в третьей клети используют роликовую коробку 7 с увеличенным зазором между роликами, а вместо последних пяти клетей устанавливают непрерывную трубную проводку 8 с внутренним диаметром 50 мм и состоящую из четырех частей, трубная проводка 8 крепится в трех местах в районе пятой, шестой, девятой клетей и в одном месте на роторных ножницах четырьмя кронштейнами 9, в начале трубной проводки жестко закреплена коническая ловушка 10, а в конце установлен воздушный протир 11, предотвращающий выход охлаждающей эмульсии из прокатного стана. За прокатным станом установлены роторные ножницы 12 и правильное устройство 13.
Согласно способу осуществляют плавку катодной меди марки МООК в шахтной печи 1, накопление и усреднение меди в миксере 2 по составу и температуре, литье бесконечной заготовки сечением S=2100 мм2 в литейной машине с роторным кристаллизатором 3. В девятиклетьевом прокатном стане 4 используют первые четыре двухроликовые клети 5 с расточенной для штанг калибровкой, где происходит последовательное вертикальное и горизонтальное обжатие литой заготовки с изменением профиля и площадей сечения, как показано на фиг.2. После четвертой пары роликов получают заданный профиль медного стержня, изображенный на фиг.3, высотой 40 мм, шириной в верхней части 18 мм, у основания - 12 мм и площадью сечения S=642 мм2. После чего бесконечный медный стержень пропускают через непрерывную трубную проводку 8 и осуществляют рубку штанг одинаковой длины на роторных ножницах 12, для чего осуществлена синхронизация скорости четвертой клети со скоростью роторных ножниц 12 с последующей холодной правкой в правильном роликовом устройстве 13 с целью выравнивания и придания жесткости сначала в одной, а затем в другой плоскости.
В результате изготовленная предлагаемым способом в установке для его осуществления медная штанга получается литой, заданного профиля и сечения, что обеспечивает хорошую посадку в ошиновке электролизных ванн. Изготовленная из катодной меди марки МООК штанга имеет лучшие показатели по электропроводности. Полученные таким способом медные штанги имеют хорошую прочность и жесткость, а следовательно, долгий срок службы. Кроме того, они в 2,5 раза дешевле медных штанг, изготовленных известным способом. Освоение изготовления медных штанг предлагаемым способом в установке для его осуществления означает также выпуск импортозамещающей продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДНЫХ СПЛАВОВ | 1999 |
|
RU2163855C2 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДИ И ЕЕ СПЛАВОВ | 1995 |
|
RU2089334C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 1995 |
|
RU2089335C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ ПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ И ПРЕЦИЗИОННЫХ И ЖАРОПРОЧНЫХ СПЛАВОВ | 1996 |
|
RU2100109C1 |
| ХИМИЧЕСКИЙ СОСТАВ АРМАТУРНОГО ПРОКАТА | 2022 |
|
RU2802045C1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| Роторная литейная машина для получения медной заготовки в литейно-прокатном агрегате | 2015 |
|
RU2628805C2 |
| СПОСОБ И УСТРОЙСТВО СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДНЫХ СПЛАВОВ | 2000 |
|
RU2188097C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВОЙ КАТАНКИ | 1973 |
|
SU383484A1 |



Изобретение относится к металлургической промышленности и может быть использовано для изготовления медных штанг для процесса электролиза меди. Задача изобретения - расширение технологических возможностей при изготовлении медных штанг для электролиза меди. Способ изготовления медных штанг включает плавку, литье, прокатку медного стержня на линии непрерывного литья и прокатки. Горячую прокатку ведут в девятиклетьевом прокатном стане в четырех двухроликовых клетях с получением необходимого профиля, после чего штангу пропускают через непрерывную трубную проводку, затем осуществляют ее рубку с последующей холодной правкой. Установка для осуществления способа включает шахтную печь, миксер, литейную машину с роторным кристаллизатором, прокатный стан и роторные ножницы. В зоне первых четырех клетей прокатного стана установлены ролики с измененными калибрами, в третьей клети расположена роликовая коробка с увеличенным зазором между роликами, а в зоне последних клетей установлена непрерывная трубная проводка. Кроме того, установка снабжена роторными ножницами и правильным устройством. Изобретение обеспечивает возможность изготовления литых медных штанг заданного профиля и сечения. 2 с. и 1 з.п. ф-лы, 4 ил.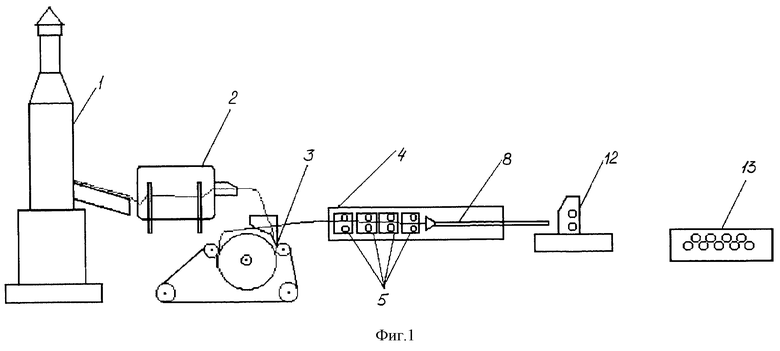
| Способ прокатки медной катанки из непрерывнолитой заготовки | 1980 |
|
SU1279517A3 |
| КАЛИБРОВКА ПРОКАТНОГО СТАНА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1994 |
|
RU2048934C1 |
| US 3940964, 02.03.1976 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОНОВ | 2003 |
|
RU2241954C1 |

