Область техники, к которой относится изобретение
Настоящее изобретение относится к масляной среде, используемой в реакторе с суспензией катализатора в качестве среды, а также к способу получения диметилового эфира и к способу получения смеси диметилового эфира и метанола (в молярном соотношении).
Изобретение относится к среднему маслу, используемому для проведения реакции в суспензионном слое катализатора.
Используемый в тексте термин «масляная среда» (среднее масло) относится, например, к жидкости, применяемой в качестве среды в реакторе с суспензионным слоем катализатора (на который иногда ссылаются как на суспензионный барботажный колонный реактор или проточный реактор со смешанной средой газ-жидкость-твердое тело), подразумевающей жидкость (по меньшей мере, включающей материал в жидком состоянии в описанных условиях проведения реакции), которая обеспечивает формирование суспензии катализатора в виде смеси из твердого катализатора, вводимого в реактор, и описанной выше жидкости.
Уровень техники
Согласно традиционному варианту диметиловый эфир получают в результате дегидратации метанола с использованием спирта в качестве сырья, однако недавно был разработан способ прямого синтеза диметилового эфира из газообразного сырья, содержащего оксид углерода и водород.
Согласно такому способу синтез диметилового эфира осуществляют по реакции в соответствии со схемами (1) и (2), в присутствии катализатора дегидратации метанола (т.е. катализатора конверсии метанола), такого как оксид алюминия и т.п. Вначале получают метанол из оксида углерода и водорода с использованием катализатора синтеза метанола, после чего проводят дегидратацию и конденсацию полученного метанола в присутствии катализатора дегидратации метанола с образованием диметилового эфира и воды. Образовавшаяся вода реагирует с оксидом углерода по реакции (3) с образованием диоксида углерода и водорода.
Схема реакций 2



Описанный синтез представляет собой высокоэкзотермическую реакцию, в связи с чем возникает проблема, связанная с возможной дезактивацией катализатора при высоких температурах.
По этой причине было проведено исследование синтеза диметилового эфира по реакции в суспензионном слое катализатора, при проведении которой возможен отвод большого количества тепла и легко контролировать температуру.
Согласно такой методике проведения реакции в суспензионном слое используется суспензия катализатора, полученная его суспендированием в подходящей масляной среде. Масляная среда, используемая в таком способе, должна удовлетворять некоторым требованиям, например (1) она должна обладать высокой устойчивостью, т.е. быть неактивной в проводимой реакции, не должна меняться в течение длительного времени, не подвергаться термической полимеризации, термическому разложению и термическому восстановлению; (2) среда должна хорошо растворять газообразное сырье, например, СО2. 2Н2; (3) должна обладать высокой температурой кипения; и (4) низкой температурой замерзания.
Способ получения диметилового эфира с использованием реактора с суспензионным слоем катализатора (шламового реактора) раскрыт, например, в Патентном документе 1, выданном на имя Air Products and Chemicals, Inc. Согласно рассматриваемому способу масляная среда, используемая для формирования каталитической суспензии внутри реактора, включает, например, углеводороды парафинового ряда или их смеси, и в Примерах цитированного документа используется масляная среда, выделенная из природного минерального масла под названием "Witco 70". Air Products and Chemicals, Inc. в непатентуемом документе 1 (non-patent document 1) также сообщает о синтезе диметилового эфира с использованием суспензионного слоя, в котором в качестве масляной среды используется очищенное натуральное минеральное масло марки Drakeol 10.
Кроме этого, в Sunggyu Lee et al. в патентном документе 2 описывает синтез компонентов бензина в виде легкого масла через стадию образования диметилового эфира из оксида углерода и водорода с использованием реактора с суспензионным слоем катализатора. В рассматриваемом случае используются средние масла (масляные среды), полученные из природных минеральных масел, например, такие, как Witco 40, Witco 70 или Freezene 100 и т.п. Синтез диметилового эфира в суспензионном слое катализатора, в котором в качестве масляной среды используют Witco 40 или Witco 70, описывается в других документах, отличных от непатентуемого документа 2.
Авторы настоящего изобретения провели кольцевой анализ упомянутых выше масляных сред Witco 40, Witco 70, Freezene 100 и Drakeol 10 с использованием n-d-mM метода (ASTM D 3238), и в результате было установлено, что %СР (процентное количество парафиновых углеродных атомов относительно общего числа углеродных атомов) имеет значение менее 70. Кроме этого, в результате анализа молекулярных структур Witco 40, Witco 70, Freezene 100 и Drakeol 10 с помощью ЯМР и других методов анализа было установлено, что доля углеводородных атомов с разветвлениями, а именно число углеродных атомов, имеющих не менее 3 углерод-углеродных связей, не превышает 20% от общего числа углеродных атомов.
Недостатком таких традиционных масляных сред, полученных очисткой природных минеральных масел, является тот факт, что эффективность синтеза диметилового эфира со временем снижается. Согласно непатентуемому документу 1 установлено, что эффективность синтеза диметилового эфира в суспензии катализатора с использованием Drakeol 10 снижается с течением времени, в результате чего количество полученного диметилового эфира снижается почти наполовину за 500 часов. Подобно Drakeol 10 было установлено, что в суспензионном синтезе диметилового эфира с использованием таких известных масляных сред, как Witco 70 или Freezene 100 и др., количество диметилового эфира заметно снижается с течением времени. Более того, при высокотемпературном разложении природного минерального масла невозможно избежать образования углеродистых остатков. Другими словами, при использовании такого природного минерального масла в качестве масляной среды может происходить дезактивация катализатора, связанная с процессом коксообразования минерального масла. Обычно необходимо, чтобы при желательной температуре масляная среда обладала соответствующим уровнем текучести, что позволяет проводить ее обработку.
Авторы настоящего изобретения провели широкие исследования, направленные на решение указанных проблем, и в Патентном документе 3 предложили использовать масляную среду для получения такого кислородсодержащего органического соединения, как диметиловый эфир, которая включает в качестве основного компонента углеводород и содержит 70% или более парафиновых углеродных атомов относительно общего числа углеродных атомов. Примером такой масляной среды может служить полибутен, полученный сополимеризацией изобутена и н-бутена в качестве основных компонентов.
Патентный документ 1 - прошедшая экспертизу опубликованная заявка на патент Японии №07-057739 (Japanese Examined Patent Application Publication No. 07-057739)
Патентный документ 2 - US Patent No. 5459166
Патентный документ 3 - не прошедшая экспертизу опубликованная заявка на патент Японии №2000-109437 (Japanese Unexamined Patent Application Publication No. 2000-109437)
Непатентный документ 1 - USA DOE report, DOE/PC/89865-T6 (Сентябрь 1992)
Непатентный документ 2 - Sunggyu Lee, et al. "A single-stage, liquid-phase dimethtyl ether synthesis process from syngas I. Dual catalyticactivity and process feasibility", Fuel Science and Technology Int'l, 9(6), 653-679 (1991).
Раскрытие сущности изобретения
Масляная среда, например полибутен, описанный в Патентном Документе 3, обладает высокой термостойкостью и низкой температурой замерзания и обеспечивает высокую эффективность синтеза, например, диметилового эфира по сравнению с традиционными масляными средами, полученными из природных минеральных масел.
Однако было установлено, что масляная среда, описанная в указанном документе, разлагается, испаряется, и ее количество с течением времени уменьшается.
Соответственно цель настоящего изобретения состоит в разработке масляной среды, обеспечивающей высокую эффективность синтеза, например, диметилового эфира и т.п., обладающей высокой температурой кипения, низкой температурой застывания и высокой устойчивостью.
Цель настоящего изобретения, направленная на решение указанных проблем, состоит в разработке среднего масла, используемого в качестве среды для синтеза в суспензионном слое, которая содержит в качестве основного компонента разветвленный насыщенный алифатический углеводород, содержащий 16-50 углеродных атомов, 1-7 третичных углеродных атомов, 0 четвертичных углеродных атомов и 1-16 углеродных атомов в ответвлениях, соединенных с третичными углеродными атомами; причем, по меньшей мере, один третичный углеродный атом связан с углеводородными цепочками из 4 или более углеродных атомов, расположенных в трех направлениях.
Среднее масло для способа в суспензионном слое настоящего изобретения предпочтительно содержит разветвленный насыщенный алифатический углеводород, содержащий 20-40 углеродных атомов и 1-4 третичных углеродных атома. Разветвленный насыщенный алифатический углеводород настоящего изобретения отвечает следующей общей формуле (I):
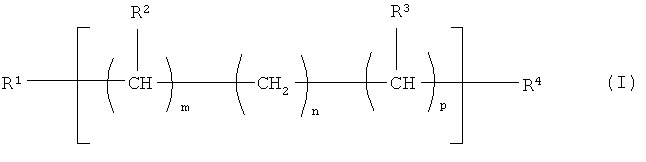
в которой R1, R2 и R4, независимо друг от друга, представляют собой н- или изоалкильную группу, содержащую 4-16 углеродных атомов, R3 представляет собой н- или изоалкильную группу, содержащую 1-3 углеродных атома, m представляет собой целое число в интервале 1-7, n представляет собой целое число в интервале 0-37, а p представляет собой целое число в интервале 0-12, при условии что -(CR2H)-, -(СН2)- и -(CR3H)- в формуле [I] соединены в любом порядке и общее количество каждой из групп равно m, n и p соответственно. Разветвленный насыщенный алифатический углеводород среднего масла представляет собой одну из групп, выбранных из димеров-октамеров α-олефинов, содержащих 6-18 углеродных атомов.
Среднее масло, используемое для проведения реакции в реакторе с суспензией катализатора согласно настоящему изобретению предпочтительно имеет температуру застывания -10°C или ниже.
Кроме этого, настоящее изобретение относится к кислородсодержащему органическому соединению, получаемому из газового сырья, содержащего оксид углерода и водород, в частности к диметиловому эфиру, при проведении синтеза в суспензии катализатора.
Цель настоящего изобретения, направленная на решение отмеченных выше проблем, состоит в разработке способа получения диметилового эфира, заключающегося в пропускании газового сырья, содержащего оксид углерода и водород, через суспензию катализатора, содержащую смесь, включающую (1) описанное выше среднее масло для проведения реакции в суспензии катализатора, (2) катализатор синтеза метанола и (3) катализатор дегидратации метанола и катализатор конверсии, или катализатор дегидратации/конверсии метанола.
Другая цель настоящего изобретения, направленная на решение отмеченных выше проблем, состоит в разработке способа получения смеси диметилового эфира и метанола, заключающегося в пропускании газового сырья, содержащего оксид углерода и водород, через суспензию катализатора, содержащую смесь, включающую (1) описанное выше среднее масло для проведения реакции в суспензии катализатора, (2) катализатор синтеза метанола и (3) катализатор дегидратации метанола и катализатор конверсии, или катализатор дегидратации/конверсии метанола.
Результаты изобретения
Применение масляной среды настоящего изобретения обеспечивает высокую эффективность синтеза такого кислородсодержащего органического соединения, как диметиловый эфир, и ее поддержание в течение длительного времени, причем в течение длительного времени обеспечивается стабильное использование такой среды без ее разложения, испарения и т.п. В связи с этим настоящее изобретение обладает ярко выраженным преимуществом в отношении получения такого кислородсодержащего органического соединения, как диметиловый эфир, процесс синтеза которого должен иметь высокую производительность.
Предпочтительный способ реализации изобретения
Далее приведено подробное описание настоящего изобретения со ссылкой на следующие ниже примеры.
Согласно настоящему изобретению масляная среда для реакции синтеза в суспензии катализатора включает в качестве основного компонента разветвленный насыщенный алифатический углеводород, содержащий 16-50 углеродных атомов, 1-7 третичных углеродных атома, 0 четвертичных углеродных атомов, и 1-16 углеродных атомов в ответвлениях, соединенных с третичными углеродными атомами; причем, по меньшей мере, один третичный углеродный атом связан с углеводородными цепочками из 4 или более углеродных атомов, расположенных в трех направлениях.
Используемый в тексте термин «основной компонент» относится к компоненту, содержащему, по меньшей мере, 70% мас., предпочтительно менее 90% мас. масляной среды.
Разветвленный насыщенный алифатический углеводород в масляной среде настоящего изобретения в качестве основного компонента содержит 16-50 углеродных атомов. Если углеводород содержит менее 16 углеродных атомов, его температуру кипения понижается, что не позволяет получить углеводород с желательными свойствами. Если же число углеродных атомов превышает 50, растворимость газового сырья может оказаться недостаточной. Разветвленный насыщенный алифатический углеводород предпочтительно содержит 20-40, наиболее предпочтительно 30-40 углеродных атомов, хотя их число зависит от молекулярной структуры углеводорода.
Число третичных углеродных атомов составляет 1-7. В том случае когда углеводород не содержит третичных углеводородных атомов, при общем количестве углеродных атомов в интервале 16-50, повышается температура замерзания, что приводит к затвердеванию углеводорода при комнатной температуре и затрудняет обработку используемого среднего масла (масляной среды). Если число третичных углеродных атомов превышает 7, то молекулярная устойчивость постепенно уменьшается, что способствует разложению или полимеризации углеводорода, а при увеличении числа разветвленных цепей увеличивается вязкость жидкости. Повышение вязкости жидкости приводит не только к уменьшению ее текучести, но также к увеличению диаметра пузырьков, диспергированных в шламовом реакторе, что приводит к таким нежелательным явлениям, как снижение степени удерживания газа и понижение реакционной способности. Предпочтительное число третичных атомов углерода составляет 1-4, более предпочтительно 1-3.
Масляная среда настоящего изобретения не содержит четвертичных атомов углерода. Наличие четвертичных атомов углерода, как это имеет место в полибутеновом среднем масле, описанным в Патентном документе 3, приводит к термическому разложению материала с течением времени, что создает проблемы, относящиеся к устойчивости рассматриваемого материала. Поскольку четвертичный углеродный атом индуцирует более легкую диссоциацию внутримолекулярных связей по сравнению с третичным углеводородным атомом, предпочтительно, чтобы желаемые разветвленные цепи содержали третичные углеродные атомы.
В среднем масле настоящего изобретения число углеродных атомов в разветвленных цепях, связанных с третичным углеродным атомом, обычно составляет 1-16. Если содержится более 16 углеродных атомов, то общее число углеродных атомов превышает 50. В контексте изобретения основная цепь представляет собой наиболее длинную углеродную цепочку, содержащуюся в данной молекуле, тогда как разветвленная цепочка представляет собой углеродное ответвление от основной цепи.
Кроме этого, в масляной среде настоящего изобретения, по меньшей мере, один третичный углеродный атом связан с углеводородным радикалом, содержащим 4 или более углеродных атомов, расположенных в различных направлениях. При такой молекулярной структуре может быть расширен температурный интервал существования жидкого состояния между значениями температуры текучести и температурой кипения в присутствии наименьшей разветвленной цепи. Поскольку диссоциация внутримолекулярных связей легко индуцируется на разветвленных участках, предпочтительно, чтобы молекула содержала как можно меньшее разветвление. Третичный атом углерода предпочтительно связан с углеводородной цепью, содержащей 8 или более углеродных атомов в трех направлениях.
Рассматриваемый разветвленный насыщенный алифатический углеводород в среднем масле настоящего изобретения без конкретных ограничений включает соединение, представленной следующей формулой (I):
в которой R1, R2 и R4, независимо друг от друга, представляют собой н- или изоалкильную группу, содержащую 4-16 углеродных атомов, R3 представляет собой н- или изоалкильную группу, содержащую 1-3 углеродных атома, m представляет собой целое число в интервале 1-7, n представляет собой целое число в интервале 0-37, а p представляет собой целое число в интервале 0-12, при условии что -(CR2H)-, -(CH2)- и -(CR3H)- в формуле [I] соединены в любой порядке и общее количество каждой из групп равно m, n и p соответственно.
В приведенной выше формуле (I) R1, R2 и R3, без конкретных ограничений, включают, например, н-гексил, н-пентил, этилгексил, н-октил, н-нонил, и н-децильные группы.
В формуле (I) R4, без конкретных ограничений может представлять собой метил, этил, н-пропил и изопропильные группы.
Помимо разветвленного насыщенного алифатического углеводорода в качестве основного компонента среднее масло настоящего изобретения может дополнительно включать в качестве побочного компонента традиционные известные средние масла (например, среднее масло, описанное в предыдущем разделе [Уровень техники]). Кроме этого, среднее масло настоящего изобретения помимо основного и побочного компонентов может включать углеводород, содержащий такие примеси, как кислород, азот, кремний, галоген и т.п. В качестве основного компонента может использоваться смесь разветвленного насыщенного алифатического углеводорода с 2 или более углеводородами других типов.
Масляная среда настоящего изобретения может быть получена из синтетического масла или природного масляного сырья, предпочтительно из синтетических материалов.
Для получения среднего масла настоящего изобретения обладающего указанными выше характеристиками, предложен способ выделения парафина из природного масла адсорбцией на молекулярных ситах; способ дистилляции или комбинация дистилляции с экстракцией растворителем; способ гидрирования природного масла; способ синтеза с использованием процесса, обеспечивающий желаемую селективность по целевому продукту (например, селективность по парафинам), такой как синтез Фишера-Тропша и т.п.; или способ полимеризации и/или сополимеризации α-олефинов.
Процесс полимеризации или сополимеризации α-олефинов, без конкретных ограничений, представляет собой способ получения димеров-октамеров α-олефинов, содержащих 16-18 углеродных атомов, более предпочтительно димеров-пентамеров α-олефинов, содержащих 8-12 углеродных атомов, таких как 1-октен, 1-децен, 1-додоецен и т.п. Одним из наиболее предпочтительных продуктов такого типа является, например, поли-1-децен (триммер).
Полимеризацию или сополимеризацию α-олефинов можно проводить в присутствии катализатора полимеризации, такого как катализатор Фриделя-Крафтса, включающего, например, комплексы, содержащие треххлористый алюминий, трехфтористый бор или треххлористый бор и воду, такие спирты, как этанол, пропанол и бутанол, или такие эфиры, как этилацетат или этилпропионат.
Синтез Фишера-Тропша представляет собой способ синтеза жидких углеводородов по реакции оксида углерода с водородом в присутствии катализатора (например, катализатора на основе железа, кобальта или никеля, или рутениевого катализатора).
Разветвленный насыщенный алифатический углеводород настоящего изобретения, удовлетворяющий описанным выше условиям проведения реакции, не выделяет водород, не разлагается и не полимеризуется даже при температуре 300°C. Таким образом, в отличие от известных природных минеральных масел, используемых в качестве среднего масла, масляная среда настоящего изобретения не образует углеродных отложений в результате термического разложения при высоких температурах. Кроме этого, катализатор, используемый в настоящем изобретении, незначительно дезактивируется в результате протекания процесса коксообразования.
Среднее масло настоящего изобретения характеризуется тем, что процентное количество насыщенного алифатического углеводорода в масле (%СР) относительно общего числа углеродных атомов в масле (суммы числа углеродных атомов в основном компоненте и числа углеродных атомов в побочном компоненты) составляет 70% мас. или более, предпочтительно 80% или более. В том случае когда % СР среднего масла ниже 70%, в некоторых случаях возможно поддерживать эффективность синтеза кислородсодержащего органического соединения в течение длительного времени.
Содержание насыщенного алифатического углеводорода в среднем масле относительно общего числа углеродных атомов, без конкретных ограничений, может быть определено такими аналитическими методами, как кольцевой анализ с использованием n-d-M метода (ASTM D 3238). В настоящем описании содержание насыщенного алифатического углеводорода представляет собой величину, определенную n-d-M методом. Термин «кольцевой анализ» относится к методу отнесения углеродных атомов (таких, как %CA, %CN, %CR, %СР) во всех компонентах масла (например, в композиционном масле и/или смеси масел) по заранее вычисленной формуле, основанной на физических и химических свойствах масел. %CA представляет собой процентное содержание ароматических углеродных атомов, содержащихся в анализируемом масле, в расчете на общее количество атомов углерода (т.е. число углеродных атомов, составляющих ароматическое кольцо), %CN представляет собой процентное содержание нафтеновых углеродных атомов, содержащих в анализируемом масла, в расчете на общее количество атомов углерода (т.е. число углеродных атомов, составляющих алициклическое кольцо), %CR представляет собой процентное содержание ароматических углеродных атомов и нафтеновых углеродных атомов, содержащихся в анализируемом масле, в расчете на общее количество атомов углерода в масле, а %CP представляет собой процентное содержание парафиновых углеродных атомов, содержащихся в анализируемом масле, в расчете на общее число углеродных атомов (т.е. число углеродных атомов, входящих в состав насыщенной алифатической углеводородной цепи). В среднем масле настоящего изобретения большая часть алифатических углеводородов представляет собой углеводороды парафинового типа и ненасыщенные алифатические углеводороды практически отсутствуют и, таким образом, %CA+%CN+%CP=100 или %CR+%CP=100.
Средневесовая молекулярная масса масла настоящего изобретения, без конкретных ограничений, составляет 200-800, более предпочтительно 280-600, наиболее предпочтительно 400-600. Если средневесовая молекулярная масса имеет значение менее 170, слишком велико количество среднего масла, подлежащего испарению, вследствие чего повышается объем ловушки для испаренного среднего масла, предусмотренной снизу от реактора или мощность насоса для рециркуляции масла. В связи с этим увеличивается стоимость установки. Кроме этого, в некоторых случаях трудно регулировать количество масла в реакторе и, соответственно, трудно регулировать температуру. С другой стороны, в том случае когда средневесовая молекулярная масса масла превышает 800, повышается вязкость масла и понижается растворимость CO и H2, вследствие чего уменьшается производительность процесса синтеза. Средневесовая молекулярная масса среднего масла настоящего изобретения может быть определена, например, методами масс-спектрометрии или гельпроникающей хроматографии.
Температура застывания масляной среды настоящего изобретения не имеет решающего значения, но предпочтительно составляет -10°C или менее, более предпочтительно -20°C или менее и наиболее предпочтительно -30°C или менее. Если температура текучести имеет значение выше -10°C, среднее масло может застывать при окружающей температуре или при зимних температурах. По этой причине может увеличиваться стоимость установки из-за необходимости проведения дополнительных операций, таких как обогрев трубопровода, или затрудняется обработка самого масла. Более того, в случае растворения побочно образующегося CO2 в ДМЭ, образующемся в реакции его синтеза, полезно охлаждать образовавшийся газ в охладителе до -20°C или ниже. Однако в связи с тем, что существует опасность закупорки охладителя при прохождении через него масляной среды, температура текучести должна составлять -20°C или ниже, более предпочтительно -30°C или ниже. Температуру текучести можно определять, например, в соответствии с JIS K 2269. В настоящем описании значения температуры текучести определены в соответствии с JIS K 2269.
Вязкость масляной среды настоящего изобретения не имеет решающего значения, но предпочтительно, что в условиях проведения реакции она составляла 0,05-10 сП. Если вязкость масла значительно выше 10 сП, скорость движения (т.е. скорость потока) газового сырья и продукта, растворенного в жидкой фазе суспензионного слоя, уменьшается, ухудшается удерживание газа и уменьшается общая площадь поверхности пузырьков за счет увеличения их диаметра и все это приводит к снижению производительности процесса. Кроме этого, в случае проведения экзотермической реакции, такой как синтез ДМЭ, в реакторе для съема тепла размещают теплообменник. В этом случае коэффициент теплопередачи уменьшается при увеличении вязкости масляной среды, что требует увеличения поверхности теплопередачи. В том случае когда вязкость масляной среды настоящего изобретения значительно ниже 0,05 сП, катализатор легко осаждается и плохо диспергируется. Соответственно ухудшается степень контакта между катализатором и газовым сырьем и может уменьшаться производительность процесса. Вязкость можно определять, например, расчетом кинематической вязкости и плотности масляной среды после измерения этих параметров. В настоящем описании вязкость определяют описанным выше методом.
Предпочтительное содержание серы в масляной среде составляет несколько ч./млн или менее, более предпочтительно 1 ч./млн или менее. При более высоком содержании серы может происходить отравление катализатора и его дезактивация.
Предпочтительная температура 50% дистилляции (т.е. температура, при которой 50% масла испаряется при нормальном давлении) среднего масла настоящего изобретения составляет 230°C или выше. Если температура 50% дистилляции ниже указанного значения и если при температуре и давлении реакции испаряется большое количество масла, то в некоторых случаях необходимо увеличивать емкость ловушки для испаренного масла, находящейся ниже реактора, что увеличивает стоимость установки.
Среди других физических свойств среднего масла, которые оказывают влияние на реакцию, следует отметить растворимость или скорость растворения сырья, продукта и промежуточного соединения. Так, например, в случае синтеза диметилового эфира к физическим свойствам среднего масла, влияющим на реакцию, относятся растворимость и скорость растворения сырья, такого как оксид углерода и водород, промежуточных соединений, таких как метанол и вода, и таких продуктов реакции, как диметиловый эфир и диоксид углерода. Если растворимость или скорость растворения сырья в среднем масле низка, то уменьшается эффективность взаимодействия сырья с катализатором и его последующего превращения. В случае высокой растворимости таких продуктов реакции, как диметиловый эфир или диоксид углерода, затрудняется протекание реакции на катализаторе с образованием диметилового эфира или диоксида углерода. Кроме этого, желательно, чтобы такие промежуточные продукты реакции, как вода или метанол, попадали на центр активации, следующий за каталитическим центром, сразу после их образования и подвергались последующему превращению. Среднее масло настоящего изобретения может удовлетворять указанным требованиям, касающимся растворимости и скорости растворения.
Среднее масло настоящего изобретения представляет собой масляную среду, используемую в реакции с суспензией катализатора. Рассматриваемый способ проведения реакции не имеет конкретных ограничений, если он обеспечивает проведение реакции в суспензии катализатора, состоящей из частиц твердого катализатора и масляной среды, и такой способ включает реакцию в суспензии катализатора с целью синтеза альтернативного органического соединения (например, углеводорода) и/или кислородсодержащего органического соединения из газообразного сырья, содержащего органическое соединение (например, углеводород) и/или оксид углерода и водород.
Масляную среду настоящего изобретения наиболее предпочтительно использовать для проведения реакции в суспензии катализатора с целью синтеза кислородсодержащего соединения из сырья, содержащего оксид углерода и водород. Примерами таких кислородсодержащих органических соединений, без конкретных ограничений, могут служить простые эфиры, например диметиловый эфир, метилтретбутиловый эфир, этилтретбутиловый эфир или третамилметиловый эфир; такие спирты, как метанол или этанол; диметилкарбонат, ацетальдегид, такие карбоновые кислоты, как уксусная кислота; диметоксиметан или диметоксиэтан. Кроме этого, масляная среда настоящего изобретения может дополнительно использоваться для синтеза таких олефинов, как пропилен или этилен, или углеводородов, например, компонентов бензина. Рассматриваемый синтез включает синтез углеводорода или кислородсодержащего органического соединения в качестве промежуточных соединений, отличных от углеводорода или кислородсодержащего органического соединения, являющегося конечным продуктом реакции.
В качестве способа получения диметилового эфира настоящего изобретения может использоваться любой известный способ получения этого вещества за исключением того, что в способе настоящего изобретения используется масляная среда. Другими словами, диметиловый эфир может быть получен пропусканием газообразного сырья, содержащего оксид углерода и водород, через суспензию катализатора, представляющую собой смесь масляной среды настоящего изобретения, катализатора синтеза метанола, катализатора дегидратации метанола или катализатора конверсии и дегидратации метанола. Кроме этого, способ настоящего изобретения применим для процессов, в которых используется катализатор, обладающий тремя функциями, являющийся катализатором синтеза, дегидратации и конверсии метанола. Газообразное сырье может быть получено газификацией угля или реформингом метана. Предпочтительная температура реакции имеет значение в интервале 150-400°C, более предпочтительно 250-300°C. Предпочтительное давление имеет значение в интервале 1-15 МПа, более предпочтительно 3-7 МПа. Предпочтительное количество катализатора в масляной среде составляет 1-5% мас., более предпочтительно 10-30% масс.
В способе получения диметилового эфира согласно настоящему изобретению используемый катализатор синтеза метанола включает известные метанольные катализаторы, например катализатор состава Cu-Zn-M-O (где M представляет собой один или более атомов металла, выбранных из группы, состоящей из алюминия, кремния, титана, циркония, хрома, церия и галлия).
В способе получения диметилового эфира согласно настоящему изобретению примером катализатора дегидратации метанола может служить известный катализатор дегидратации метанола, содержащий в качестве основного компонента оксид алюминия, или катализатор дегидратации, включающий в качестве основного компонента оксид кремния, алюмосиликат или цеолит.
В способе получения диметилового эфира согласно настоящему изобретению примером катализатора конверсии может служить катализатора, включающий медь, цинк, железо и хром.
В способе получения диметилового эфира согласно настоящему изобретению бифункциональный катализатор дегидратации/конверсии метанола может использоваться вместо смеси из катализатора дегидратации и катализатора конверсии. Катализатор дегидратации/конверсии метанола представляет собой систему, обладающую дегидратирующей функцией и функцией конверсии метанола, например катализатор, содержащий катализатор дегидратации метанола с добавкой меди, выполняющей функцию конверсии, т.е. катализатор дегидратации/конверсии метанола, содержащий оксиды меди и алюминия в качестве основных компонентов (отвечающий составу Cu-Al-O); катализатор дегидратации/конверсии метанола, содержащий оксиды меди и кремния (отвечающий составу Cu-Si-O); или катализатор дегидратации/конверсии метанола, содержащий оксиды меди, кремния и алюминия (отвечающий составу Cu-Si-Al-O). Продукт, полученный способом настоящего изобретения, может быть подвергнут разделению и очистке, которые проводят традиционными методами.
Согласно настоящему изобретению в качестве способа получения смеси, содержащей диметиловый эфир и метанол, могут использоваться любые традиционные способы получения смеси указанных веществ за исключением того, что применяется масляная среда настоящего изобретения. Другими словами, смесь диметилового эфира с метанолом получают пропусканием газообразного сырья, содержащего оксид углерода и водород, через суспензию катализатора, представляющую собой смесь масляной среды настоящего изобретения, катализатора синтеза метанола, катализатора дегидратации метанола или катализатора конверсии и дегидратации метанола. Кроме этого, способ настоящего изобретения применим для процессов, в которых используется катализатор, обладающий тремя функциями, являющийся катализатором синтеза, дегидратации и конверсии метанола. Газообразное сырье, катализатор синтеза метанола, катализатор дегидратации метанола и катализатор конверсии и дегидратации метанола, используемые в способе получения указанной выше смеси, могут быть такими же, что используются в описанном выше процессе получения диметилового эфира. Однако в способе получения смеси, содержащей диметиловый эфир и метанол, предпочтительно использовать катализатор дегидратации метанола на основе оксида кремния или оксида кремния и алюминия и катализатор конверсии на той же основе; или катализатор дегидратации/конверсии метанола, содержащий оксид кремния в качестве основного компонента; или катализатор дегидратации/конверсии метанола, содержащий в качестве основных компонентов оксид кремния и оксид алюминия.
Следующие ниже экспериментальные примеры приведены в целях иллюстрации и не ограничивают его область.
Пример 1
Очистка масляной среды настоящего изобретения
Продукт, представляющий масляную среду, получают полимеризацией 1-децена в качестве сырья в присутствии хлористого алюминия в качестве катализатора и воды в качестве промотора при температуре в интервале -20 - 30°C, после чего систему насыщают водородом и подвергают очистке. Физические свойства продукта регулируют в зависимости от состава сырья, температуры полимеризации и/или условий очистки (например, дистилляции). Для определения химических свойств полученного среднего масла используют следующие методы.
Средневесовую молекулярную массу масляной среды измеряют методами масс-спектроскопии и гель-проникающей хроматографии. Давление паров измеряли с использованием значений температур кипения с помощью эббулиометра. Значение %CP, представляющее собой процентное содержание парафиновых углеродных атомов относительного общего числа атомов углерода, определяли n-d-M методом (ASTM D 3238). Вязкость при 260°C измеряли с использованием значений кинематической вязкости и плотности. Температуру текучести определяли в соответствие с JIS K 2269. В результате было установлено, что полученный α-олефиновый олигомер имеет структуру, представленную приведенной выше формулой (I), средневесовая молекулярная масса имеет значение 427, давление паров при 260°C составляет 1,2 кПа, температура текучести равна -70°C, причем %СР, вязкость, температура текучести и другие физические свойства имеет желательные значения в указанных выше интервалах. Содержание серы в полученном среднем масле составляет 1 ч./млн или менее.
Полученное среднее масло идентифицировали как среднее масло Примера 1.
Сравнительные примеры 1 и 2
Сравнительные примеры очистки среднего масла
Продукт, представляющий масляную среду, получали полимеризацией смеси н-бутена и изобутена (содержащей следы бутана и т.п.) в качестве сырья в присутствии хлористого алюминия в качестве катализатора и воды в качестве промотора при температуре в интервале -20 - 30°C, после чего систему насыщают водородом и подвергают очистке. Физические свойства продукта регулируют в зависимости от состава сырья, температуры полимеризации и/или условий очистки (например, дистилляции). Продукт подвергали разделению на две аликвоты, одна из которых содержала масляную среду со средневесовой молекулярной массой 300, а другая - масляную среду со средневесовой молекулярной массой 470. Химические свойства полученных масляных сред определяли методами, проиллюстрированными в Примере 1. Установлено, что масляная среда со средневесовой молекулярной массой 300 имеет давление пара 27 кПа при 260°C и температуру застывания -40°C, тогда как масляная среда со средневесовой молекулярной массой 470 имела давление пара 2,0 кПа при 260°C и температуру застывания -20°C.
Далее на масляную среду со средневесовой молекулярной массой 300 ссылаются как на масляную среду Сравнительного примера 1, а на масляную среду со средневесовой молекулярной массой 470 ссыпаются как на масляную среду Сравнительного примера 2.
Пример 2
Синтез диметилового эфира/метанола и оценка эффективности синтеза
Чертеж иллюстрирует конструкционную схему аппарата для синтеза диметилового эфира.
В реактор рассматриваемого аппарата для синтеза загружали 1552 г масляной среды Примера 1, затем 259 г катализатора синтеза метанола на основе оксидов меди-цинка-алюминия (CuO/ZnO/Al2O3:31/16/53) и 129 г катализатора дегидратации/конверсии метанола на основе оксида алюминия (CuO/SiO2. Al2O3) с образованием слоя суспензии [массовое соотношение между количеством катализатора синтеза метанола и катализатором дегидратации/конверсии метанола (катализатора синтеза метанола: катализатор дегидратации/конверсии метанола) = 2:1, а общая масса катализатора синтеза метанола и катализатора дегидратации/конверсии метанола составляла 388 г], суспензию готовили смешиванием указанных компонентов после чего реактор закрывали. Синтез диметилового эфира осуществляли путем пропускания газообразного сырья [оксид углерода: 18,11 нл/мин, газообразный водород: 18,11 нл/мин, количество, подлежащее пропусканию, определяли с использованием расходомера] через суспензию в ходе ее перемешивания в реакторе. Реакцию проводили при температуре 260°C и давлении 5 МПа. Для поддержания катализатора в восстановленном состоянии перед проведением синтеза, проводили предварительное восстановление пропусканием через суспензию газовой смеси Н2/СО в соотношении 1:1 при 260°C в течение 12 часов при давлении 0,5 МПа.
В описанном выше синтезе диметилового эфира газ, пропущенный через реактор (переработанный газ), охлаждали до 30°C в теплообменнике, после чего разделяли в парожидкостном сепараторе на жидкую фазу, содержащую метанол и воду, и паровую фазу, содержащую непрореагировавшие газообразные компоненты, диоксид углерода и диметиловый эфир. Жидкость, выделенную из парожидкостного сепаратора, выводили через вакуумный вентиль, приводили к нормальному давлению с целью испарения CO2 ДМЭ, а MeOH и Н2О получали в виде жидкости. Скорость потока газа, образовавшегося при сбросе давления (на чертеже не показан) измеряли с помощью газового счетчика, после чего методом хроматографии определяли состав газа. После определения массы жидкости в результате отбора образцов через определенные периоды времени регенерации ее состав определяли методом хроматографии. Скорость потока газа, выделившегося из парожидкостного сепаратора, определяли с помощью газового счетчика, после чего состав газа определяли методом хроматографии. Рассчитывали скорость потока для каждого газа, отделенного в парожидкостном сепараторе, газа, образованного при сбросе давления жидкости, и оставшейся жидкости после сброса давления, полученные значения суммировали и из полученного значения рассчитывали состав образовавшегося газа. Из полученных результатов с помощью приведенного ниже уравнения рассчитывали конверсию оксида углерода (размерность = %) и выход диметилового эфира (размерность = моль/г катализатора и время (час):
Конверсия оксида углерода = 100×(Vin-Vout)/Vin
где Vin скорость потока оксида углерода в газообразном сырье, a Vout скорость потока оксида углерода в полученном газе. Выход диметилового эфира = WДМЭ/Wcat
где WДМЭ представляет собой количество образовавшегося диметилового эфира в час, тогда как Wcat - масса катализатора.
Кроме этого определяли (1) конверсию оксида углерода (CO) через 100 часов после начала реакции (размерность = %); (2) конверсию оксида углерода (CO) через 300 часов после начала реакции (размерность = %); (3) уменьшение выхода диметилового эфира (ДМЭ) (размерность = %); и (4) количество масляной среды, испаренной за 300 часов после начала реакции (размерность = г). Снижение выхода диметилового эфира по пункту (3) относится к уменьшению отношения [выход диметилового эфира через 300 часов после начала реакции (В)] / [выход диметилового эфира через 100 часов после начала реакции (А)], в соответствии с формулой [(А-В)/А].
Сравнительные примеры 3 и 4
Повторяли методику, описанную в Примере 2, за исключением того, что использовали масляные среды Сравнительных примеров 1 и 2 вместо масляной среды Примера 1.
Результаты Примера 2 и Сравнительных примеров 3 и 4
Результаты, полученные в соответствие с пунктами (1)-(4) в Примере 2 и Сравнительных примерах 3 и 4 представлены в таблице.
Из данных, представленных в таблице, следует, что при использовании масляной среды настоящего изобретения, полученной в Примере 1, можно не только длительно поддерживать высокую скорость синтеза диметилового эфира, но в сравнении с масляной средой, полученной в Сравнительном примере 1, можно в течение длительного времени обеспечить незначительное снижение количества масляной среды и стабильность реакции синтеза.
Так, в Сравнительном примере 3, в котором использовали масляную среду из Сравнительного примера 1, уменьшение конверсии СО и выхода ДМЭ, т.е. снижение эксплутационных показателей во времени, практически эквивалентно соответствующим значениям, которые получены при использовании масляной среды из Примера 1. Однако количество испаренной масляной среды в 20 и более раз выше, чем при использовании масляной среды из Примера 1. Молекулярно-весовое распределение масляной среды, испаренной в Сравнительном примере 3, близко к молекулярно весовому распределению фракции, выделенной дистилляцией. Из результатов GC-MS анализа испаренной масляной среды можно сделать вывод о том, что термический распад протекает по фрагменту, содержащему четвертичный атом углерода.
В Сравнительном примере 4 (в котором использовали масляную среду из сравнительного примера 2), испаренное количество масляной среды практически равно соответствующему количеству масла из Примера 1, тогда как конверсия СО в начальный период времени и после стабилизации процесса снижается и при этом повышается уменьшение выхода ДМЭ с течение времени. Предполагается, что полученный результат связан с высокой вязкостью масляной среды из Сравнительного примера 2 и низкой растворимостью газообразного сырья. Молекулярно-весовое распределение масляной среды, испаренной в Сравнительном примере 2, также близко к молекулярно-весовому распределению фракции, выделенной путем дистилляции. Из результатов GC-MS анализа испаренной масляной среды был сделан вывод о том, что термический распад протекает по фрагменту, содержащему четвертичный атом углерода.
В соответствии с данными спектроскопического анализа масляная среда Примера 1 содержит в качестве основных компонентов триммер и тетрамер, а также следовые количества димера, пентамера и гексамера. Что касается испаренной масляной среды, то основным ее компонентом является триммер при следовых количествах димера и тетрамера при отсутствии продуктов термического распада.
Масляные среды из Примера 2 и Сравнительных примеров 3 и 4 характеризуются пониженным количеством испаренной масляной среды по сравнению с количеством, рассчитанным по давлению паров при 260°C. Это явление связано с тем, что температура верхней части реактора поддерживается на значении около 110°C и через эту часть реактора проходит только масляная среда, выходящая в газообразном или аэрозольном состоянии.
Из масляной среды, испаренной из реактора, обычно отделяют часть чистой масляной среды, которую возвращают в реактор с помощью насоса высокого давления с целью поддержания постоянной концентрации катализатора. Однако такая регенерационная операция не проводится в Примере 2 и Сравнительных примерах 3 и 4 в связи с малым количеством масляных сред. Можно предположить, что в Сравнительном примере 3 испаренное количество будет повышаться в результате циркуляции масляной среды, содержащей низкокипящую фракцию, и это количество может компенсироваться подачей соответствующего количества свежей масляной среды того же состава.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАРБОНИЛИРОВАНИЯ ДИМЕТИЛОВОГО ЭФИРА | 2008 |
|
RU2473535C2 |
| СПОСОБ КАРБОНИЛИРОВАНИЯ ДИМЕТИЛОВОГО ЭФИРА | 2008 |
|
RU2469018C2 |
| СПОСОБ КАРБОНИЛИРОВАНИЯ ДИМЕТИЛОВОГО ЭФИРА | 2008 |
|
RU2478609C2 |
| СПОСОБ КАРБОНИЛИРОВАНИЯ ДИМЕТИЛОВОГО ЭФИРА | 2018 |
|
RU2771742C2 |
| КАТАЛИТИЧЕСКИЙ СПОСОБ ПОЛУЧЕНИЯ ДИМЕТИЛОВОГО ЭФИРА ИЗ МЕТАНОЛА | 2008 |
|
RU2459799C2 |
| СПОСОБ КАРБОНИЛИРОВАНИЯ ДИМЕТИЛОВОГО ЭФИРА | 2008 |
|
RU2457030C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДИМЕТИЛОВОГО ЭФИРА (ВАРИАНТЫ) | 2019 |
|
RU2698094C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИМЕТИЛОВОГО ЭФИРА | 2008 |
|
RU2469017C2 |
| РЕЦИРКУЛИРОВАНИЕ ДИМЕТИЛОВОГО ЭФИРА В РЕАКЦИОННОЙ СИСТЕМЕ ОКСИГЕНАТ-В-ОЛЕФИН | 2008 |
|
RU2461536C2 |
| СПОСОБ СОВМЕСТНОГО ПОЛУЧЕНИЯ УКСУСНОЙ КИСЛОТЫ И ДИМЕТИЛОВОГО ЭФИРА | 2015 |
|
RU2673668C2 |
Изобретение относится к масляной среде, пригодной для получения диметилового эфира и/или метанола, используемой для реакции синтеза в процессе реакции с суспензионным слоем в качестве среды, содержащей в качестве основного компонента разветвленный насыщенный алифатический углеводород, содержащий 16-50 атомов углерода, 1-7 третичных атомов углерода, 0 четвертичных атомов углерода и 1-16 атомов углерода в разветвленных цепях, связанных с третичными атомами углерода; причем, по меньшей мере, один третичный атом углерода связан с углеводородными цепочками длиной 4 или более атомов углерода, расположенными в трех направлениях. Также изобретение относится к способу получения диметилового эфира и смеси диметилового эфира и метанола использующему указанную масляную среду. Использование настоящей масляной среды обеспечивает высокую эффективность синтеза. 3 н. и 6 з.п. ф-лы, 4 пр., 7 табл., 1 ил.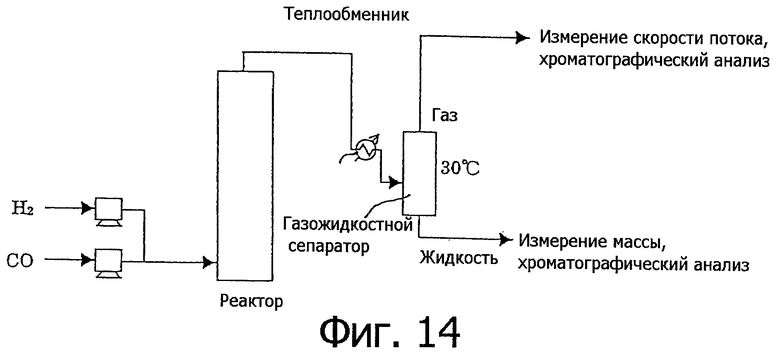
1. Масляная среда, пригодная для получения диметилового эфира и/или метанола, используемая для реакции синтеза в процессе реакции с суспензионным слоем в качестве среды, содержащей в качестве основного компонента разветвленный насыщенный алифатический углеводород, содержащий 16-50 атомов углерода, 1-7 третичных атомов углерода, 0 четвертичных атомов углерода и 1-16 атомов углерода в разветвленных цепях, связанных с третичными атомами углерода; причем, по меньшей мере, один третичный атом углерода связан с углеводородными цепочками длиной 4 или более атомов углерода, расположенными в трех направлениях.
2. Масляная среда по п.1, в которой разветвленный насыщенный алифатический углеводород содержит 20-40 атомов углерода и 1-4 третичных атомов углерода.
3. Масляная среда по п.1 в которой разветвленный насыщенный алифатический углеводород представлен формулой (I)
в которой R1, R2 и R4 независимо друг от друга представляют собой н- или изоалкильную группу, содержащую 4-16 атомов углерода, причем, по меньшей мере, один третичный атом углерода связан с углеводородными цепочками длиной 4 или более атомов углерода, расположенными в трех направлениях, R3 представляет собой н- или изоалкильную группу, содержащую 1-3 атомов углерода, m представляет собой целое число в интервале 1-7, n представляет собой целое число в интервале 0-37, а p представляет собой целое число в интервале 0-12, при условии, что -(CR2H)-, -(CH2) и - (CR3H)- в формуле [I] связаны в любом порядке и общее количество каждой из групп равно m, n и p соответственно.
4. Масляная среда по п.1, в которой разветвленный насыщенный алифатический углеводород представляет собой α-олефиновый полимер.
5. Масляная среда по одному из пп.1-4, имеющая температуру застывания -10°C или ниже.
6. Масляная среда по одному из пп.1-4, в которой реакция синтеза в процессе реакции с суспензионным слоем включает получение кислородсодержащего органического соединения из газового сырья, содержащего оксид углерода и водород.
7. Масляная среда по п.6, в которой кислородсодержащее органическое соединение представляет собой диметиловый эфир.
8. Способ получения диметилового эфира, заключающийся в пропускании газового сырья, содержащего оксид углерода и водород, через каталитическую суспензию, содержащую смесь, включающую масляную среду по любому из пп.1-7, катализатор синтеза метанола, и катализатор дегидратации метанола, и катализатор конверсии метанола или катализатор дегидратации/конверсии метанола.
9. Способ получения смеси диметилового эфира и метанола, заключающийся в пропускании газового сырья, содержащего оксид углерода и водород, через каталитическую суспензию, содержащую масляную среду по любому из пп.1-7, катализатор синтеза метанола, и катализатор дегидратации метанола, и катализатор конверсии метанола или катализатор дегидратации/конверсии метанола.
| JP 2000109437 A, 18.04.2000 | |||
| JP 10273462 A, 13.10.1998 | |||
| SU 1817446 A1, 27.04.1996 | |||
| Способ непрерывного получения диметилового эфира | 1987 |
|
SU1602392A3 |
| JP 55020757 A, 14.02.1980. | |||

