Область техники
Настоящее изобретение относится к способу получения эфира из спиртов и, более конкретно, к каталитическому способу получения диметилового эфира из метанола с использованием псевдоожиженного слоя.
Предпосылки создания изобретения
Диметиловый эфир может быть получен с использованием одностадийного или двухстадийного способа. Одностадийный способ относится к синтезу диметилового эфира из синтез-газа, а двухстадийный способ относится к синтезу метанола из синтез-газа с последующей дегидратацией метанола для получения диметилового эфира.
Двухстадийный способ осуществляют в две стадии: синтез метанола из синтез-газа и затем дегидратация метанола в присутствии кислоты в качестве катализатора для получения диметилового эфира. Указанный двухстадийный способ синтеза является основным способом получения диметилового эфира во многих странах. В двухстадийном способе в качестве сырья используется очищенный метанол, и достоинствами этого способа является меньшее количество побочных продуктов, высокая степень чистоты диметилового эфира, отработанная технология, универсальность оборудования и простота последующей обработки полученного продукта. Двухстадийный способ может использоваться непосредственно на заводе по производству метанола или на другом производственном предприятии, к которому подведены все необходимые инженерные коммуникации. Обычно в качестве катализатора дегидратации используется молекулярное сито ZSM-5, содержащее - Al2O3/SiO2, причем температуру реакции поддерживают на уровне 280°C - 340°C, а давление от 0,5 МПа до 0,8 МПа. Конверсия метанола за один проход составляет от 70% до 85%, и селективность диметилового эфира превышает 98%.
В документе CN 1180064 A раскрывается способ получения газообразного диметилового эфира из метанола при достаточно низкой температуре, от 100°C - 125°C, и почти атмосферном давлении, от 0 МПа до 0,05 МПа избыточного давления, в присутствии нового катализатора.
В документе CN 1125216 A раскрывается способ получения диметилового эфира из метанола, содержащий подачу метанола в испарительную колонну для удаления загрязняющих веществ и компонентов с высокой точкой кипения, каталитическую дегидратацию в присутствии композитного твердокислотного катализатора в многоступенчатом реакторе быстрого охлаждения, последующую подачу дегидрированного продукта в высокопроизводительную колонну для перегонки и выбор различных коэффициентов обратного потока для выполнения различных требований по получению диметилового эфира с чистотой от 90% до 99,99%.
В документе CN 1368493 A раскрывается способ получения диметилового эфира путем каталитической дегидратации метанола, в котором дегидратацию осуществляют в присутствии твердокислотного катализатора, содержащего SO4 2-. Содержание компонента SO4 2- в катализаторе составляет от 2 вес.% до 25 вес.%. В качестве предпочтительных носителей катализатора используют Al2O3, Al2O3 или SiO2.
В документе CN 1301686 A раскрывается способ получения диметилового эфира путем дегидратации метанола с использованием в качестве катализатора каолина, модифицированного серной кислотой.
В документе US 2004/0034255 A1 раскрывается способ получения диметилового эфира, содержащий дегидратацию метанола в парообразной фазе в присутствии активированного оксида алюминия, используемого в качестве катализатора, со средним размером пор от 2,5 нм до 8,0 нм и содержанием оксида натрия, не превышающего 0,07 вес.%.
Вышеупомянутые способы в целом содержат получение диметилового эфира путем дегидратации метанола с использованием в качестве катализатора композитной твердой кислоты, каолина, модифицированного кислотой, активированного оксида алюминия и т.п. Кроме того, в них, как правило, используется реактор с неподвижным слоем. Полученный диметиловый эфир обычно представляет собой химически чистый продукт. Необходимо отметить, что эти способы характеризуются малыми масштабами производства и достаточно высокой стоимостью.
Кроме того, в различных способах с неподвижным слоем или каталитического крекинга проверялась возможность многоточечной подачи сырья. Например, в документе US 4761513 раскрывается способ алкилирования толуола, содержащий подачу реагентов процесса алкилирования в различных точках неподвижного слоя. В этих способах должен использоваться слой катализатора, имеющий достаточные размеры для отвода тепла, выделяющегося в реакции, для предотвращения возможного неблагоприятного влияния экзотермической реакции на селективность в отношении продукта, в результате чего существенно увеличивается стоимость установки и расходы по ее эксплуатации. Кроме того, необходимо отметить, что реакция получения диметилового эфира путем дегидратации метанола является экзотермической. При почти адиабатических условиях температура слоя катализатора в процессе осуществления реакции постепенно растет. Если тепло, выделяющееся в процессе реакции, не будет своевременно отведено или поглощено, то может происходить пиролитическая реакция метанола, в результате которой могут выделяться в больших количествах неконденсирующиеся газы, такие как, например, оксиды углерода и водород. При этом слишком высокая температура реакции также приводит к последующей дегидратации получаемого диметилового эфира с выделением олефинов с низким содержанием углерода, например этилена, пропилена и бутилена, в результате чего существенно снижается селективность реакции в отношении диметилового эфира.
Краткое описание изобретения
Таким образом, целью изобретения является разработка нового способа получения диметилового эфира, пригодного для осуществления широкомасштабного производства, с высоким показателем конверсии метанола и высокой селективностью в отношении диметилового эфира, и позволяющего предотвращать побочные реакции, в результате которых могут образовываться олефины с низким содержанием углерода.
Проведя обширные исследования, автор на основе известных технических решений разработал каталитический способ получения диметилового эфира путем дегидратации метанола в газообразной фазе с использованием псевдоожиженного слоя катализатора, причем предлагаемый им способ позволяет увеличить конверсию метанола и селективность реакции в отношении диметилового эфира.
Каталитический способ получения диметилового эфира из метанола в настоящем изобретении осуществляют в реакционном аппарате, в котором катализатор поддерживается в псевдоожиженном состоянии, причем способ содержит:
(1) подачу исходного метанола через два или более впускных отверстия, которые могут находиться в днище, в нижней, средней или верхней частях реактора; взаимодействие с катализатором для получения диметилового эфира путем дегидратации метанола; осуществление реакции получения диметилового эфира путем дегидратации метанола для получения потока продуктов реакции; разделение потока продуктов реакции для получения закоксованного катализатора и необработанного выходного продукта, содержащего в основном целевой продукт, диметиловый эфир; и
(2) подачу всего или части закоксованного катализатора, полученного на стадии (1), в непрерывном или в циклическом режиме в регенератор для регенерации катализатора путем выжигания кокса, причем регенерированный катализатор подается на стадию (1) для повторного использования, после того как он будет охлажден, полностью или частично.
Содержание метанола в исходном материале составляет от 5 вес.% до 100 вес.%, предпочтительно от 50 вес.% до 100 вес.%, более предпочтительно от 90 вес.% до 100 вес.%, и может содержать небольшое количество примесей, таких как, например, вода. Исходный метанол получают из необработанного метанола, получаемого путем газификации и синтеза из различных ископаемых топлив, таких как природный газ, уголь, битуминозный песок, газойль и им подобные, или получаемый из других источников. Метанол в предлагаемом в настоящем изобретении способе может подаваться в жидкой или в газообразной фазе после теплообмена с выходным продуктом реакции или с другими источниками тепла.
В качестве реакционного аппарата может использоваться лифт-реактор, реактор с псевдоожиженным слоем, сочетание лифт-реактора с реактором с псевдоожиженным слоем или другие модификации указанных реакционных аппаратов, причем диаметры лифт-реактора и реактора с псевдоожиженным слоем могут быть одинаковыми или же могут различаться.
В предлагаемом в настоящем изобретении способе предпочтительно используется сочетание лифт-реактора и реактора с псевдоожиженным слоем, причем реактор с псевдоожиженным слоем расположен наверху лифт-реактора. В то время как часть закоксованного катализатора направляют в регенератор для регенерации путем выжигания кокса на стадии (2), остающуюся часть закоксованного катализатора охлаждают и направляют снизу в реакционный аппарат для повторного участия в реакции. При этом в нижней части лифт-реактора может быть установлено первое устройство перемешивания катализаторов. При таком устройстве охлажденный закоксованный катализатор может быть быстро перемешан с регенерированным катализатором, поступающим из регенератора, и перемешанный катализатор и исходный материал могут быстро подняться в реактор с псевдоожиженным слоем через лифт-реактор, так чтобы обеспечивалось более равномерное распределение температуры и каталитической активности по всему реакционному аппарату по сравнению с вариантом использования только одного реактора с псевдоожиженным слоем. При этом, поскольку катализатор и поток реагента в лифт-реакторе перемещаются вверх в продольном направлении лифт-реактора аналогично поршневому режиму движения потока, и в результате обратное смешивание происходит в меньшей степени, то использование схемы лифт-реактор + реактор с псевдоожиженным слоем позволяет эффективно управлять глубиной реакции, так чтобы обеспечивалось более однородное выделение тепла в различных точках в продольном направлении реакционного аппарата и можно было получить заметное воздействие на увеличение коэффициента конверсии метанола и селективности реакции в отношении диметилового эфира. Исходный метанол на стадии (1) подается предпочтительно через два или более впускных отверстия, которые могут быть расположены в днище первого устройства перемешивания катализаторов, в нижней части лифт-реактора, в средней части лифт-реактора, в верхней части лифт-реактора или в реакторе с псевдоожиженным слоем, и более предпочтительно количество находится в диапазоне от двух до четырех.
Относительные коэффициенты подачи метанола в различных точках подачи не ограничиваются. При многоточечной подаче исходного материала метанола на стадии (1) могут использоваться подающие головки, распределительный трубопровод и распределительные кольца.
В качестве катализаторов в настоящем изобретении могут использоваться молекулярные сита цеолитного и/или нецеолитного типов. Когда катализатор содержит молекулярные сита цеолитного и нецеолитного типов, весовое отношение нецеолитных молекулярных сит к цеолитным молекулярным ситам находится в диапазоне от 0,01 до 99, предпочтительно от 0,02 до 98.
В качестве цеолитных молекулярных сит используется одно или несколько сит, выбранных из группы, содержащей молекулярные сита цеолитного типа с большими порами и со средними порами.
Молекулярные сита цеолитного типа с большими порами содержат одно или несколько сит, выбранных из группы, состоящей из цеолитов с FAU-структурой, с ВЕТА-структурой и их модификаций, причем цеолиты с FAU-структурой являются цеолитами Y-серии, которые выбирают из группы, состоящей из цеолитов Y-типа, цеолитов HY, цеолитов REY, цеолитов REHY, цеолитов USY, цеолитов REUSY и их модификаций.
Молекулярные сита цеолитного типа со средними порами содержат одно или несколько сит, выбранных из группы, состоящей из морденитов, цеолитов ZSM-5, цеолитов ZSM-11, цеолитов ZSM-22, цеолитов ZSM-23, цеолитов ZSM-35, цеолитов ZSM-48, цеолитов ZSM-57, цеолитов ZRP и их модификаций.
Молекулярное сито нецеолитного типа представляет собой силикоалюмофосфатное молекулярное сито, например, выбранное из одного или нескольких сит SAPO-34, SAPO-11, SAPO-17, SAPO-41 и SAPO-44. Могут использоваться молекулярные сита, имеющиеся на рынке, или же молекулярные сита, полученные с помощью способов, раскрытых в настоящем изобретении. Молекулярное сито нецеолитного типа может быть силикоалюмофосфатным молекулярным ситом, характеризующимся по меньшей мере дифракционными пиками, полученными в результате рентгеновского дифракционного анализа, которые указаны в Таблице 1, до прокаливания для удаления матричного вещества, по меньшей мере дифракционными пиками, указанными в Таблице 2, после прокаливания для удаления матричного вещества, и молярным составом, представленным безводным химическим составом в оксидной форме Al2O3:уP2O5:zSiO2, где у находится в диапазоне от 0,01 до 1,5 и z находится в диапазоне от 0,05 до 50,
*W представляет величины относительных высот дифракционных пиков, находящихся в диапазоне от 0% до 20%; М представляет величины относительных высот пиков, находящихся в диапазоне от 20% до 60%; S представляет величины относительных высот пиков, находящихся в диапазоне от 60% до 80%; VS представляет величины относительных высот пиков, находящихся в диапазоне от 80% до 100%; M-S представляет величины относительных высот пиков, находящихся в диапазоне от 20% до 80%; W-M представляет величины относительных высот пиков, находящихся в диапазоне от 0% до 60%.
Предпочтительно величина у находится в диапазоне от 0,1 до 0,4, и величина z - в диапазоне от 0,1 до 40. Более предпочтительно величина у находится в диапазоне от 0,15 до 1,2, и величина z - в диапазоне от 0,2 до 20. До прокаливания, предназначенного для удаления матричного вещества, силикоалюмофосфатное молекулярное сито имеет молярный состав xR:Al2O3:yP2O5:zSiO2, представленный безводной химической формулой в оксидной форме, где R - органическое матричное вещество в пористых каналах кристалла молекулярного сита, величина х находится в диапазоне от 0,01 до 5, предпочтительно от 0,03 до 4, величина у - в диапазоне от 0,01 до 1,5, и величина z - в диапазоне от 0,05 до 50. Указанное органическое матричное вещество представляет одно или несколько веществ, выбранных из группы, состоящей из диэтиламина, ди-н-пропиламина, диизопропиламина и триэтиламина. Когда органическое матричное вещество представляет собой смесь диэтиламина и ди-н-пропиламина, молярный состав силикоалюмофосфатного молекулярного сита до прокаливания, осуществляемого для удаления матричного вещества, может быть представлен безводной химической формулой в оксидной форме, (x1R1+x2R2):Al2O3:уP2O5:zSiO2, где R1 и R2 - матричные вещества в пористых каналах кристалла молекулярного сита, причем R1 - диэтиламин, а R2 - ди-н-пропиламин; величина х1+х2 находится в диапазоне от 0,01 до 5, причем ни х1, ни х2 не равны 0; величина у - в диапазоне от 0,01 до 1,5, и величина z - в диапазоне от 0,05 до 50. Величина х1+х2 предпочтительно находится в диапазоне от 0,03 до 4.
Катализатор в соответствии с настоящим изобретением может содержать матрицу, действующую в качестве связующего компонента, разбавителя и носителя. Матрица может быть одним или несколькими веществами, выбранными из различных термоустойчивых неорганических оксидов, обычно используемых в качестве носителя и/или матрицы, например, одно или несколько веществ, выбранных из группы, состоящей из оксида алюминия, оксида кремния, оксида титана, оксида магния, оксида алюминия/оксида магния, оксида кремния/оксида алюминия, оксида кремния/оксида магния, оксида кремния/оксида циркония, оксида кремния/оксида тория, оксида кремния/оксида тория, оксида кремния/оксида бериллия, оксида кремния/оксида титана, оксида титана/оксида циркония, оксида кремния/оксида алюминия/оксида тория, оксида кремния/оксида алюминия/оксида титана, оксида кремния/оксида алюминия/оксида магния, оксида кремния/оксида алюминия/оксида циркония, молекулярного сита из природного или синтетического цеолита, молекулярного сита нецеолитного типа и глинозема, предпочтительно выбранных из молекулярного сита из синтетического цеолита, молекулярного сита нецеолитного типа, оксида кремния, оксида алюминия, оксида кремния/оксида алюминия и их соединений. Содержание указанных компонентов матрицы, которыми предпочтительно является одно или несколько веществ, выбранных из оксида алюминия, оксида кремния и оксида кремния/оксида алюминия, составляет не более 95%, предпочтительно от 10% до 90%, от общего веса катализатора.
Катализатор, полученный в соответствии с настоящим изобретением, может дополнительно содержать один или несколько металлов, выбранных из группы, состоящей из металлов группы IIIA, кроме алюминия, металлов группы IVA, металлов группы VA, металлов группы IIB, металлов группы IVB, металлов группы VIB, металлов группы VIIB, металлов группы VIII и редкоземельных металлов, предпочтительно один или несколько металлов, выбранных из железа, галлия, германия, олова, циркония, меди, свинца, цинка, кадмия, лантана, церия, смесей редкоземельных металлов, обогащенных лантаном и смесей редкоземельных металлов, обогащенных церием. Содержание металлов в катализаторе не превышает 30%, предпочтительно не превышает 10%, от веса оксидов.
Реакцию осуществляют при температуре от от 100°C до 550°C, предпочтительно от 150°C до 380°C, более предпочтительно от 180°C до 350°C, и при давлении от 1 кПа до 1500 кПа, предпочтительно от 1 кПа до 1000 кПа (все давления, указываемые в описании, являются избыточными давлениями), причем весовое отношение катализатора к исходному спирту (отношение катализатор/спирт) составляет от 0,001 до 50, предпочтительно от 0,005 до 40, и среднечасовая скорость подачи всех материалов составляет от 0,01 1/час до 100 1/час, предпочтительно от 0,1 1/час до 50 1/час.
Часть закоксованного катализатора, направляемая на стадию выжигания кокса, составляет от 0,5% до 100% от общего веса закоксованного катализатора. Если часть закоксованного катализатора направляют в регенератор для регенерации путем выжигания кокса, то остающуюся часть закоксованного катализатора охлаждают и направляют снизу в реакционный аппарат для повторного использования в реакции, причем часть закоксованного катализатора, направленного на регенерацию, составляет от 0,5% до 99% от общего веса закоксованного катализатора.
Может использоваться одноступенчатая или двухступенчатая регенерация, и регенерированный катализатор может быть частично регенерированным и/или полностью регенерированным катализатором.
Часть регенерированного катализатора, непосредственно возвращаемого на стадию (1) для повторного использования после охлаждения, составляет от 0,5 до 100% от общего веса регенерированного катализатора. В то время как часть катализатора, регенерированного на стадии (2), направляют непосредственно на стадию (1) для повторного использования, другую часть регенерированного катализатора охлаждают и затем направляют на стадию (1) для повторного использования после смешивания со свежим катализатором.
Катализатор представляет собой один или несколько катализаторов, выбранных из группы, состоящей из регенерированного катализатора, свежего катализатора, частично регенерированного катализатора и закоксованного катализатора.
Регенерированный катализатор, направляемый в реакционный аппарат для повторного использования, охлаждают до температуры от 100°C до 650°C путем непосредственного или косвенного теплообмена. Непосредственный теплообмен относится к теплообмену, осуществляемому путем непосредственного контакта воздуха, имеющего более низкую температуру, с регенерированным катализатором, причем воздух представляет собой весь или часть воздуха, сжатого компрессором и поданного в регенератор, то есть предварительный нагрев воздуха, подаваемого в регенератор, путем использования тепловой энергии частично регенерированного катализатора, имеющего высокую температуру. Такой теплообменник с непосредственным теплообменом представляет собой реактор с псевдоожиженным слоем или лифт-реактор, и охлажденный катализатор, разделенный с помощью циклонного сепаратора, направляется в реактор с псевдоожиженным слоем, после того как загрязняющие газы, такие как азот, кислород, диоксид углерода и им подобные, удаляются горячим водяным паром. Косвенный теплообмен относится к теплообменнику, в котором горячий катализатора пропускают через трубу, а водяной пар пропускают через кожух.
Поскольку дегидрирование метанола является экзотермической реакцией и температура слоя катализатора повышается, то в предлагаемом в настоящем изобретении способе необходимо предусматривать некоторые меры противодействия повышению температуры слоя катализатора, чтобы не допускать неблагоприятного действия повышения температуры на селективность реакции в отношении диметилового эфира, в частности такие меры включают повышение скорости замены катализатора, многоточечную подачу метанола, отвод тепла, выделяющегося в процессе дегидрирования метанола. В качестве устройства теплоотвода может использоваться змеевик, который располагают в слое катализатора и через который пропускают пар метанола или водяной пар.
В предлагаемом в настоящем изобретении способе осуществляют дегидратацию метанола и выделяют газообразную часть продукта реакции, в основном содержащую диметиловый эфир. Газообразный продукт может непосредственно использоваться в качестве топлива, такого как бытовой сжиженный газ и т.п., или осуществляют его последующее разделение для получения химически чистого диметилового эфира. Жидкую фазу продукта, получаемого в результате разделения, направляют в реактор дегидратации метанола для повторного участия в реакции.
В соответствии с предлагаемым каталитическим процессом получения диметилового эфира из метанола температуру слоя катализатора можно эффективно регулировать, управляя подачей исходного материала, условиями реакции и выбором подходящего реакционного аппарата и катализатора. Таким образом, тепло, выделяющееся в процессе гидратации, более равномерно распределяется в различных точках в продольном направлении реакционного аппарата, в результате чего предотвращается возникновение в реакторе зон перегрева и, соответственно, глубокой реакции дегидратации, при которой увеличивается образование олефинов с низким содержанием углерода, и уменьшается осаждение углерода на катализаторе, в результате чего увеличивается срок его службы. Следует отметить, что предлагаемый в изобретении способ может использоваться для широкомасштабного производства диметилового эфира. Без ущерба для объема охраны настоящего изобретения можно отметить, что применение предлагаемого в настоящем изобретении способа, с учетом существующих технологий осуществления реакций с использованием псевдоожиженного слоя, может обеспечить производство диметилового эфира в одном реакторе с псевдоожиженным слоем в объеме, превышающем 1'000'000 тонн/год, так что предлагаемый способ пригоден для промышленного применения. В настоящем изобретении конверсия метанола за один цикл, как правило, превышает 80%, и селективность реакции в отношении диметилового эфира превышает 98%. При предпочтительных условиях осуществления реакции конверсия метанола за один цикл составляет 84,72% и селективность реакции в отношении диметилового эфира составляет 99,25%.
Краткое описание чертежей
На фигурах 1 и 2 приведены схемы предлагаемого в настоящем изобретении каталитического способа получения диметилового эфира путем многоступенчатой дегидратации газообразной фазы метанола с использованием псевдоожиженного слоя катализатора.
Подробное описание изобретения
Нижеприведенное описание относится к предлагаемому в настоящем изобретении способу со ссылками на фигуры 1 и 2 и является всего лишь иллюстрацией изобретения, никоим образом не ограничивающей его объем.
Термины "верхняя часть", "днище (низ)", "нижняя часть" и "средняя часть" используются в настоящем описании в смысле, хорошо известном специалистам в данной области техники.
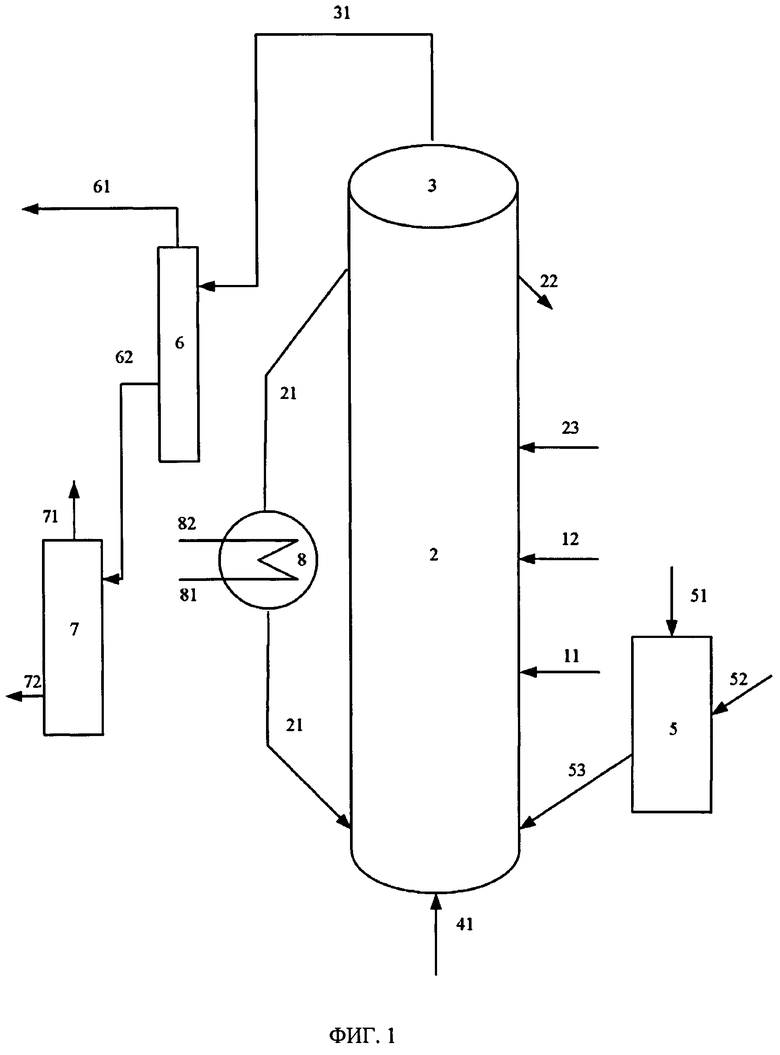
На фигуре 1 представлена схема предлагаемого в настоящем изобретении каталитического способа получения диметилового эфира путем дегидратации газообразной фазы метанола с использованием реактора с псевдоожиженным слоем катализатора. Ссылочный номер 2 обозначает реактор с псевдоожиженным слоем; ссылочный номер 3 обозначает сепаратор-отстойник; ссылочный номер 5 обозначает второе устройство перемешивания катализаторов; ссылочный номер 6 обозначает первый сепаратор; ссылочный номер 7 обозначает второй сепаратор; ссылочный номер 8 обозначает теплообменник; и остальные ссылочные номера обозначают трубопроводы.
В способе, схема которого представлена на фигуре 1, исходный метанол после теплообмена с отходящими продуктами реактора или выходным потоком, например с горячим катализатором из регенератора, может быть подан в реактор в четырех точках, причем часть исходного метанола подается отдельно по трубопроводу 41 или смешивается с инертным газом, после чего подается снизу в реактор 2 с псевдоожиженным слоем; часть исходного метанола подается в нижнюю часть реактора 2 с псевдоожиженным слоем по трубопроводу 11; часть исходного метанола подается в среднюю часть реактора 2 с псевдоожиженным слоем по трубопроводу 12; и часть исходного метанола подается в верхнюю часть реактора 2 с псевдоожиженным слоем по трубопроводу 23. Температура исходного метанола в каждом из подающих трубопроводов ниже температуры реакции и находится в диапазоне от 20°C до 350°C, предпочтительно от 20°C до 150°C и более предпочтительно от 40°C до 100°C.
В реакторе с псевдоожиженным слоем осуществляется дегидратация метанола при температуре от 100°C до 550°C, предпочтительно от 150°C до 380°C, более предпочтительно от 180°C до 350°C, и при давлении от 1 кПа до 1500 кПа, предпочтительно от 1 кПа до 1000 кПа (все давления, указываемые в описании, являются избыточными давлениями), причем весовое отношение катализатора к исходному спирту, используемому в реакции, составляет от 0,001 до 50, предпочтительно от 0,005 до 40, и среднечасовая скорость подачи исходных материалов составляет от 0,01 1/час до 100 1/час, предпочтительно от 0,1 1/час до 50 1/час. Выходной поток реактора разделяется в сепараторе-отстойнике 3 для получения необработанного продукта, который содержит в основном целевой продукт, диметиловый эфир, и закоксованный катализатор, после чего необработанный продукт выходит из системы реактора по трубопроводу 31. После десорбции закоксованного катализатора часть его подается по трубопроводу 21 в теплообменник 8, где катализатор охлаждается и затем подается в реактор 2 с псевдоожиженным слоем. Охлаждающий теплоноситель подается в змеевик теплообменника 8 по трубопроводу 81 и выводится по трубопроводу 82 после теплообмена с катализатором, причем в качестве охлаждающего теплоносителя может использоваться пар метанола или водяной пар. Другая часть закоксованного катализатора после десорбции подается по трубопроводу 22 в регенератор (не показан). Регенерированный катализатор подается во второе устройство 5 перемешивания катализаторов по трубопроводу 52, а свежий катализатор подается в устройство 5 по трубопроводу 51. После перемешивания катализаторы подаются в реактор 2 по трубопроводу 53. По трубопроводу 41 в реактор 2 подается инертный газ для перемешивания закоксованного катализатора, свежего катализатора и/или регенерированного катализатора, причем катализатор находится в реакторе в псевдоожиженном состоянии. В качестве инертного газа может использоваться один или несколько газов, выбранных из группы, содержащей водяной пар, азот и диоксид углерода.
После выхода из системы реактора по трубопроводу 31 необработанный продукт, содержащий в основном целевой продукт, диметиловый эфир, подается в первый сепаратор 6, где осуществляется разделение продукта, причем выделенный газообразный продукт, содержащий в основном диметиловый эфир, выводится по трубопроводу 61, а выделенная жидкая фаза подается во второй сепаратор 7 по трубопроводу 62. После разделения жидкой фазы получают один выходной поток, содержащий в основном метанол, который возвращают по трубопроводу 71 в реактор 2 для повторного участия в реакции, а второй выходной поток, содержащий в основном воду, выводится из второго сепаратора 7 по трубопроводу 72 для обработки и повторного использования.
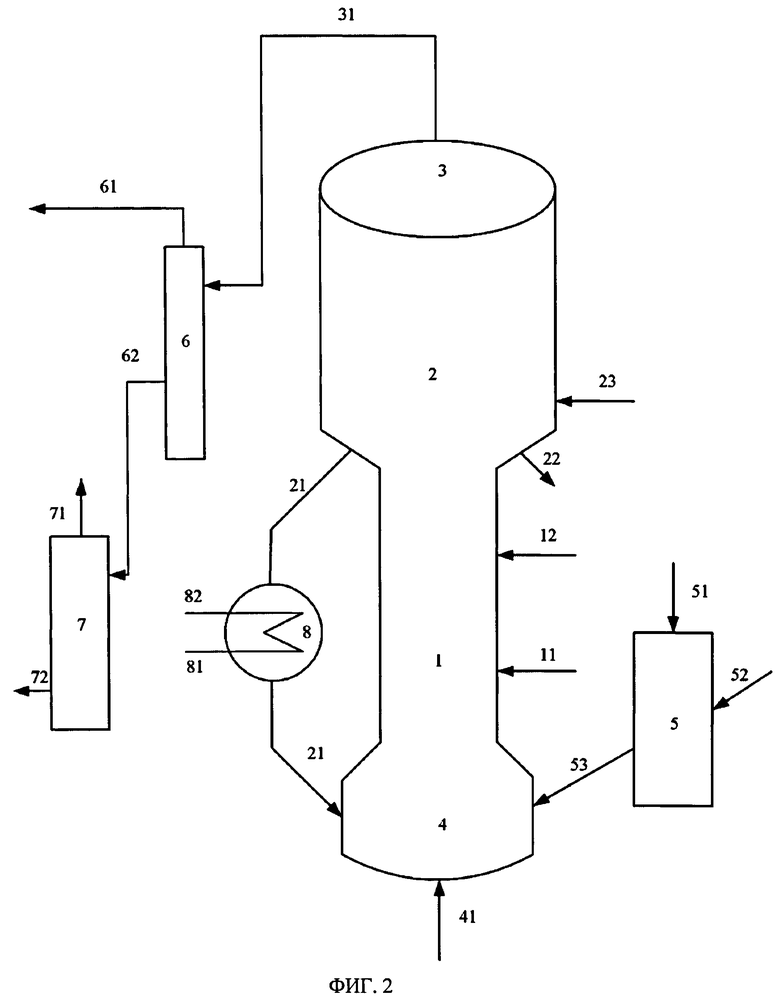
На фигуре 2 представлена схема предлагаемого в настоящем изобретении способа получения диметилового эфира путем дегидратации газообразной фазы метанола с использованием лифт-реактора и реактора с псевдоожиженным слоем катализатора. Ссылочный номер 1 обозначает лифт-реактор; ссылочный номер 2 обозначает реактор с псевдоожиженным слоем; ссылочный номер 3 обозначает сепаратор-отстойник; ссылочный номер 4 обозначает первое устройство перемешивания катализаторов; ссылочный номер 5 обозначает второе устройство перемешивания катализаторов; ссылочный номер 6 обозначает первый сепаратор; ссылочный номер 7 обозначает второй сепаратор; ссылочный номер 8 обозначает теплообменник; и остальные ссылочные номера обозначают трубопроводы.
В способе, схема которого представлена на фигуре 2, исходный метанол после теплообмена с отходящими продуктами реактора или с потоком, например с горячим катализатором, может быть подан из регенератора в реактор в четырех точках: одна часть исходного метанола подается отдельно по трубопроводу 41 или смешивается с инертным газом, после чего подается в первое устройство 4 перемешивания катализаторов; другая часть исходного метанола подается в нижнюю часть лифт-реактора 2 по трубопроводу 11; еще одна часть исходного метанола подается в среднюю часть лифт-реактора 2 по трубопроводу 12; и еще одна часть исходного метанола подается в реактор 2 с псевдоожиженным слоем по трубопроводу 23. Температура исходного метанола в каждом из подающих трубопроводов ниже температуры реакции и находится в диапазоне от 20°C до 350°C, предпочтительно от 20°C до 150°C и более предпочтительно от 40°C до 100°C.
Катализатор из первого устройства 4 перемешивания катализаторов поднимается в реактор 2 с псевдоожиженным слоем через лифт-реактор 1. В лифт-реакторе и в реакторе с псевдоожиженным слоем осуществляется дегидратация метанола при температуре от 100°C до 550°C, предпочтительно от 150°C до 380°C, более предпочтительно от 180°C до 350°C ,и при давлении от 1 кПа до 1500 кПа, предпочтительно от 1 кПа до 1000 кПа (все давления, указываемые в описании, являются избыточными давлениями), причем весовое отношение катализатора к исходному спирту, используемому в реакции, составляет от 0,001 до 50, предпочтительно от 0,005 до 40, и среднечасовая скорость подачи исходных материалов составляет от 0,01 1/час до 100 1/час, предпочтительно от 0,1 1/час до 50 1/час. Выходной поток реактора разделяется в сепараторе-отстойнике 3 для получения необработанного продукта, который содержит в основном целевой продукт, диметиловый эфир, и закоксованный катализатор, после чего необработанный продукт выходит из системы реактора по трубопроводу 31. После десорбции закоксованного катализатора часть его подается по трубопроводу 21 в теплообменник 8, где катализатор охлаждается и затем подается в первое устройство 4 перемешивания катализаторов. Охлаждающий теплоноситель подается в змеевик теплообменника 8 по трубопроводу 81 и выводится по трубопроводу 82 после теплообмена с катализатором, причем в качестве охлаждающего теплоносителя может использоваться пар метанола или водяной пар. Другая часть закоксованного катализатора после десорбции подается по трубопроводу 22 в регенератор (не показан). Регенерированный катализатор подается во второе устройство 5 перемешивания катализаторов по трубопроводу 52, а свежий катализатор подается в устройство 5 по трубопроводу 51. После перемешивания катализаторы подаются в первое устройство 4 перемешивания катализаторов по трубопроводу 53. По трубопроводу 41 в лифт-реактор подается инертный газ для перемешивания закоксованного катализатора, свежего катализатора и/или регенерированного катализатора, причем катализатор подается в лифт-реактор снизу. В качестве инертного газа может использоваться один или несколько газов, выбранных из группы, содержащей водяной пар, азот и диоксид углерода.
После выхода из реакционной системы по трубопроводу 31 необработанный продукт, содержащий в основном целевой продукт, диметиловый эфир, подается в первый сепаратор 6, где осуществляется разделение продукта, причем выделенный газообразный продукт, содержащий в основном диметиловый эфир, выводится по трубопроводу 61, а выделенная жидкая фаза подается во второй сепаратор 7 по трубопроводу 62. После разделения жидкой фазы получают один выходной поток, содержащий в основном метанол, который возвращают по трубопроводу 71 в реактор 2 для повторного участия в реакции, а второй выходной поток, содержащий в основном воду, выводится из второго сепаратора 7 по трубопроводу 72 для обработки и повторного использования.
Ниже приводятся примеры для дополнительного объяснения предлагаемого в изобретении способа, однако они являются всего лишь иллюстрациями изобретения и никоим образом не ограничивают его объем.
Пример 1
В этом Примере описывается силикоалюмофосфатное молекулярное сито и его получение.
288,2 г фосфорной кислоты чистоты 85% (химически чистый реагент) и 905,2 г деионизованной воды добавляли в варочный сосуд на водяной бане при температуре 45°C, смешивали и тщательно перемешивали. После перемешивания в течение 30 минут добавляли 178,1 г гидроксида алюминия, содержащего 72% Al2O3, производства компании Changling Catalyst Factory, и перемешивали в течение 2 часов. Затем в варочный сосуд добавляли 145,0 г диэтиламина. После непрерывного перемешивания в течение 1 часа добавляли 288,5 г золя кремниевой кислоты. После тщательного перемешивания добавляли 15,8 г SAPO-41 производства компании Changling Catalyst Factory и перемешивали в течение 2 часов для получения однородной смеси. Часть смеси загружали в кристаллизационный сосуд из нержавеющей стали, перемешивали и осуществляли кристаллизацию в течение 80 часов при температуре 190°C и давлении, возникающем при кристаллизации. Продукт кристаллизации фильтровали, промывали и высушивали при температуре 100°C-110°C для получения порошка молекулярного сита. Часть кристаллизованного продукта отбирали для дифракционного рентгеновского анализа (диапазон углов сканирования: 2и=5°-35°), полученные результаты приведены в Таблице 3.
Часть порошка молекулярного сита отбирали и нагревали до температуры 550°С при скорости повышения температуры 2°С/мин в воздушной атмосфере в печи для прокаливания, выдерживали при этой температуре в течение 3 часов и затем оставляли на воздухе при комнатной температуре до полного остывания. После прокаливания брали пробу порошка для рентгеновского дифракционного анализа, и полученные результаты приведены в Таблице 4. После обжига было получено силикоалюмофосфатное молекулярное сито М-1 с молярным составом Al2O3:0,53P2O5:1,1SiO2.
Пример 2
В этом Примере описывается силикоалюмофосфатное молекулярное сито и его получение.
141,7 г фосфорной кислоты (такая же, как и Примере 1) и 553,0 г деионизованной воды добавляли в варочный сосуд на водяной бане при температуре 45°C, смешивали и тщательно перемешивали. После перемешивания в течение 30 минут добавляли 116,5 г гидроксида алюминия (такого же, как и Примере 1) и перемешивали в течение 2 часов. Затем в варочный сосуд добавляли последовательно 73,0 г диэтиламина и 81 г ди-н-пропиламина. После непрерывного перемешивания в течение 1 часа добавляли 153,8 г золя кремниевой кислоты, содержащего 26% SiO2, производства компании Beijing Changhong Chemical Plant. После тщательного перемешивания добавляли 8 г силикоалюмофосфатного молекулярного сита с AFO-структурой, синтезированного в соответствии со способом, описанным в документе EP 254075, и перемешивали в течение 2 часов для получения однородной смеси. Часть смеси загружали в кристаллизационный сосуд из нержавеющей стали, перемешивали и осуществляли кристаллизацию в течение 40 часов при температуре 190°C и давлении, возникающем при кристаллизации. Продукт кристаллизации фильтровали, промывали и высушивали при температуре 100°C-110°C для получения порошка силикоалюмофосфатного молекулярного сита. Часть полученного порошка силикоалюмофосфатного молекулярного сита отбирали для дифракционного рентгеновского анализа (диапазон углов сканирования: 2и=5°-35°), и полученные результаты соответствовали данным, приведенным в Таблице 1.
Часть порошка силикоалюмофосфатного молекулярного сита отбирали и нагревали до температуры 550°C при скорости повышения температуры 2°С/мин в воздушной атмосфере в печи для прокаливания, выдерживали при этой температуре в течение 3 часов, затем оставляли на воздухе при комнатной температуре до полного остывания. После прокаливания брали пробу порошка для рентгеновского дифракционного анализа, и полученные результаты соответствовали данным, приведенным в Таблице 2. Порошок силикоалюмофосфатного молекулярного сита после прокаливания получил обозначение М-2, содержание сухого вещества 90%, молярный состав - Al2O3:0,42P2O5:0,76SiO2.
В Примерах 3-5 описывается катализатор в соответствии с настоящим изобретением и способ его получения.
Пример 3
0,9 кг галлуазита производства компании Suzhou Kaolin Company с содержанием сухого вещества 74,0 вес.% добавляли в 6,0 кг воды, очищенной от катионов, и перемешивали в течение 1 часа для получения однородной дисперсии каолина. Затем добавляли 60 мл химически чистой хлористоводородной кислоты производства компании Beijing Chemical Works с концентрацией 36-38 вес.% и 0,7 кг псевдобемита производства компании Shandong Aluminums Factory с содержанием Al2O3 61,0 вес.%, перемешивали в течение 1 часа до растворения псевдобемита, нагревали до температуры 60°С, выдерживали 1 час и охлаждали до комнатной температуры.
0,3 кг молекулярного сита REHY производства компании Qilu Catalyst Factory (содержание сухого вещества 95 вес.% и содержание RE2O3 3,4 вес.%) и 3,7 кг молекулярного сита ZSM-5 производства компании Qilu Catalyst Factory (содержание сухого вещества 85,0 вес.%) добавляли в 6,8 кг воды, очищенной от катионов. После получения однородной дисперсии в гомогенизаторе ее добавляли в суспензию псевдобемит/глинозем и перемешивали в течение 0,5 часа. Затем добавляли 3,6 кг золя оксида алюминия производства компании Qilu Catalyst Factory (содержание Al2O3 22,0 вес.%) и непрерывно перемешивали в течение 0,5 часа для получения суспензии катализатора с содержанием сухого вещества 26,2 вес.% и pH порядка 3,9.
Полученную суспензию высушивали распылением, формовали при температуре 250°C отходящих газов и прокаливали при температуре 650°C в течение 2 часов для получения микросферического катализатора MTD-1, состоящего из 5 вес.% молекулярных сит REHY и 57,3 вес.% ZSM-5, 12,7 вес.% каолина и 25 вес.% Al2O3 (связующее).
Пример 4
96,8 г FeCl3·6Н2О растворяли в 3,6 кг воды, очищенной от катионов. Добавляли 3,7 кг молекулярных сит ZSM-5 производства компании Qilu Catalyst Factory с содержанием сухого вещества 85,0 вес.%, импрегнировали, высушивали и прокаливали в течение 2 часов при температуре 550°C для получения Fe-модифицированных молекулярных сит ZSM-5 с содержанием Fe порядка 1,0 вес.%.
1,4 л химически чистой серной кислоты производства компании Beijing Chemical Works с концентрацией 95-98 вес.% разбавляли 8,0 кг воды, очищенной от катионов, и охлаждали. 15,4 г жидкого натриевого стекла (предлагается на рынке, концентрация SiO2 26,0 вес.%, модуль 3,2) разбавляли 8,5 кг воды, очищенной от катионов. При непрерывном перемешивании разбавленное жидкое натриевое стекло медленно добавляли в разбавленный раствор серной кислоты для получения золя кремниевой кислоты с концентрацией SiO2, равной 12,0 вес.%, и pH порядка 1,5.
9,1 кг золя оксида алюминия производства компании Qilu Catalyst Factory (содержание Al2O3 22,0 вес.%) добавляли в полученный золь кремневой кислоты и непрерывно перемешивали в течение 0,5 часа. 0,3 кг молекулярного сита М-1 и вышеуказанного Fe-модифицированного молекулярного сита ZSM-5 добавляли в 4,0 кг воды, очищенной от катионов. После получения в гомогенизаторе однородной дисперсии ее добавляли в суспензию псевдобемит/глинозем и перемешивали в течение 0,5 часа для получения суспензии катализатора с содержанием сухого вещества 19,2 вес.% и pH порядка 2,8.
Полученную суспензию высушивали распылением, формовали при температуре отходящих газов 250°C и прокаливали при температуре 650°C в течение 2 часов для получения микросферического катализатора MTD-2, содержащего 30 вес.% молекулярного сита М-1, 5 вес.% Fe-модифицированных молекулярных сит ZSM-5, 40 вес.% SiO2 (связующее) и 25 вес.% Al2O3 (связующее).
Пример 5
5,1 кг галлуазита производства компании Suzhou Kaolin Company с содержанием сухого вещества 74,0 вес.% добавляли в 16,0 кг воды, очищенной от катионов, и перемешивали в течение 1 часа для получения однородной дисперсии каолина. Затем добавляли 400 мл химически чистой хлористоводородной кислоты производства компании Beijing Chemical Works с концентрацией 36-38 вес.% и 6,6 кг псевдобемита производства компании Shandong Aluminums Factory с содержанием Al2O3 61,0 вес.%, перемешивали в течение 1 часа до растворения псевдобемита, нагревали до температуры 60°C, выдерживали 1 час и охлаждали до комнатной температуры.
0,7 кг молекулярного сита М-1 и 2,8 кг молекулярного сита DASY производства компании Qilu Catalyst Factory с содержанием сухого вещества 95,0 вес.% и содержанием RE2O3 2,0 вес.% добавляли к 2,0 кг воды, очищенной от катионов. После получения в гомогенизаторе однородной дисперсии ее добавляли в суспензию псевдобемит/глинозем и перемешивали в течение 0,5 часа для получения суспензии катализатора с содержанием сухого вещества 20,9 вес.% и pH порядка 2,4.
Полученную суспензию высушивали распылением, формовали при температуре отходящих газов 250°C и прокаливали при температуре 650°C в течение 2 часов для получения микросферического катализатора MTD-3, содержащего 2 вес.% цеолита М-1, 8 вес.% цеолита DASY, 30,0 вес.% каолина и 49 вес.% Al2O3 (связующее).
В Примерах 6-9 описан каталитический способ получения диметилового эфира путем дегидратации метанола с использованием псевдоожиженного слоя катализатора в соответствии с настоящим изобретением на опытной установке.
Пример 6
Использовался метанол чистоты 99,5 вес.%, его характеристики приведены в Таблице 5. В этом Примере использовался катализатор MTD-1 и реактор с псевдоожиженным слоем катализатора.
80% исходного метанола подавалось в нижнюю часть реактора с псевдоожиженным слоем по трубопроводу 11; а остающиеся 20% метанола смешивались с инертным газом N2 и подавались в реактор снизу через трубопровод 41, и метанол находился в контакте с катализатором MTD-1.
При условиях реакции, указанных в Таблице 6, поток продуктов реакции разделяли для получения закоксованного катализатора и необработанного продукта, содержащего в основном целевой продукт, диметиловый эфир. Затем этот необработанный продукт разделяли для получения целевого продукта, диметилового эфира. Закоксованный катализатор разделяли на две части: 30 вес.% закоксованного катализатора подавали в регенератор для регенерации путем выжигания кокса и остающиеся 70 вес.% закоксованного катализатора возвращали в нижнюю часть реактора для повторного использования. Содержание полученных продуктов указано в Таблице 6.
После восстановления закоксованного катализатора в регенераторе его разделяли на две части, одну из которых после теплообмена направляли для повторного использования непосредственно в нижнюю часть реактора с псевдоожиженным слоем, а вторую часть смешивали со свежим катализатором и также направляли в реактор.
Результаты испытаний показали, что одновременная подача через впускные отверстия снизу и в нижней части реактора обеспечивала более высокий коэффициент конверсии метанола и более высокую селективность реакции в отношении диметилового эфира. При этом установка требовала меньше дополнительного топлива и других источников тепла в связи с выделением тепла и/или теплообменом между регенерированным катализатором и реактором.
Пример 7
Использовался метанол чистоты 99,5 вес.%, его характеристики приведены в Таблице 5. В этом Примере использовался катализатор MTD-1 и лифт-реактор вместе с реактором с псевдоожиженным слоем катализатора.
80% исходного метанола поступало в реактор с псевдоожиженным слоем из нижней части лифт-реактора, в которую метанол подавали по трубопроводу 11; а остающиеся 20% метанола смешивали с инертным газом N2 и подавали в реактор с псевдоожиженным слоем снизу из первого устройства перемешивания катализаторов, в которое метанол поступал через трубопровод 41, и метанол находился в контакте с катализатором MTD-1.
При условиях реакции, указанных в Таблице 6, поток продуктов реакции разделяли для получения закоксованного катализатора и необработанного продукта, содержащего в основном целевой продукт, диметиловый эфир. Затем необработанный продукт разделяли для получения целевого продукта, диметилового эфира; содержание полученных продуктов приведено в Таблице 6. Закоксованный катализатор разделяли на две части: 30 вес.% закоксованного катализатора подавали в регенератор для регенерации путем выжигания кокса и остающиеся 70 вес.% закоксованного катализатора возвращали в нижнюю часть первого устройства перемешивания катализаторов для повторного использования.
После восстановления закоксованного катализатора в регенераторе его разделяли на две части, одну из которых после теплообмена направляли для повторного использования непосредственно в нижнюю часть первого устройства перемешивания катализаторов, а вторую часть смешивали со свежим катализатором и также направляли в реактор с псевдоожиженным слоем через первое устройство перемешивания катализаторов и лифт-реактор.
Результаты испытаний показали, что в отличие от Примера 6, в котором использовался только реактор с псевдоожиженным слоем, одновременная подача исходного метанола через впускные отверстия в нижней части лифт-реактора и снизу первого устройства перемешивания катализаторов может обеспечивать более высокую степень конверсии метанола и повышение селективности реакции в отношении диметилового эфира. При этом установка требовала меньше дополнительного топлива и других источников тепла в связи с выделением тепла и/или теплообменом между регенерированным катализатором и реактором.
Пример 8
Использовался метанол чистоты 99,5 вес.%, его характеристики приведены в Таблице 5. В этом Примере использовался катализатор MTD-2 и лифт-реактор вместе с реактором с псевдоожиженным слоем катализатора.
80% исходного метанола поступало в реактор с псевдоожиженным слоем из нижней части лифт-реактора, в которую метанол поступал по трубопроводу 11; а остающиеся 20% метанола смешивались с инертным газом N2 и подавались в реактор с псевдоожиженным слоем снизу из первого устройства перемешивания катализаторов через трубопровод 41, и метанол находился в контакте с катализатором MTD-2.
При условиях реакции, указанных в Таблице 6, поток продуктов реакции разделяли для получения закоксованного катализатора и необработанного продукта, содержащего в основном целевой продукт, диметиловый эфир. Затем необработанный продукт разделяли для получения целевого продукта, диметилового эфира; содержание полученных продуктов приведено в Таблице 6. Закоксованный катализатор разделяли на две части: 30 вес.% закоксованного катализатора подавали в регенератор для регенерации путем выжигания кокса и остающиеся 70 вес.% закоксованного катализатора возвращали в нижнюю часть первого устройства перемешивания катализаторов для повторного использования.
После восстановления закоксованного катализатора в регенераторе его разделяли на две части, одну из которых после теплообмена направляли для повторного использования непосредственно в нижнюю часть первого устройства перемешивания катализаторов, а вторую часть смешивали со свежим катализатором и также направляли в реактор с псевдоожиженным слоем через первое устройство перемешивания катализаторов и лифт-реактор.
Результаты испытаний показали, что в отличие от Примера 6, в котором использовался только реактор с псевдоожиженным слоем, одновременная подача исходного метанола через впускные отверстия в нижней части лифт-реактора и снизу первого устройства перемешивания катализаторов может обеспечивать более высокую степень конверсии метанола и повышение селективности реакции в отношении диметилового эфира. При этом установка требовала меньше дополнительного топлива и других источников тепла в связи с выделением тепла и/или теплообменом между регенерированным катализатором и реактором.
Пример 9
Использовался метанол чистоты 99,5 вес.%, его характеристики приведены в Таблице 5. В этом Примере использовался катализатор MTD-3 и лифт-реактор вместе с реактором с псевдоожиженным слоем катализатора.
Исходный метанол подавался по четырехточечной схеме, в которой 20% метанола поступало в реактор с псевдоожиженным слоем из нижней части лифт-реактора, в которую метанол подавался по трубопроводу 11; 10% метанола поступало в реактор с псевдоожиженным слоем из средней части лифт-реактора, в которую метанол подавался по трубопроводу 12; 10% метанола смешивалось с инертным газом N2 поступало в реактор с псевдоожиженным слоем из нижней части первого устройства перемешивания катализаторов, в которое метанол подавался по трубопроводу 41; и 60% метанола подавалось в реактор с псевдоожиженным слоем по трубопроводу 23, и метанол находился в контакте с катализатором MTD-3.
При условиях реакции, указанных в Таблице 6, поток продуктов реакции разделяли для получения закоксованного катализатора и необработанного продукта, содержащего в основном целевой продукт, диметиловый эфир. Затем необработанный продукт разделяли для получения целевого продукта, диметилового эфира; содержание полученных продуктов приведено в Таблице 6. Закоксованный катализатор разделяли на две части: 20 вес.% закоксованного катализатора подавали в регенератор для регенерации путем выжигания кокса и остающиеся 80 вес.% закоксованного катализатора возвращали в нижнюю часть первого устройства перемешивания катализаторов для повторного использования.
После восстановления закоксованного катализатора в регенераторе его разделяли на две части, одну из которых после теплообмена направляли для повторного использования непосредственно в нижнюю часть первого устройства перемешивания катализаторов, а вторую часть смешивали со свежим катализатором и также направляли в реактор с псевдоожиженным слоем через первое устройство перемешивания катализаторов и лифт-реактор. Общий вес этой второй части и свежего катализатора был эквивалентен 20 вес.% закоксованного катализатора.
Результаты испытаний показали, что при подаче исходного метанола по четырехточечной схеме, в которой часть метанола подавалась снизу лифт-реактора; другая часть метанола подавалась в среднюю часть лифт-реактора; еще одна часть метанола подавалась снизу первого устройства перемешивания катализаторов; и еще одна часть метанола подавалась непосредственно из псевдоожиженного слоя, в максимальной степени обеспечивалось регулирование температуры слоя катализатора и были получены оптимальные величины конверсии метанола и селективности реакции в отношении диметилового эфира. При этом установка требовала меньше дополнительного топлива и других источников тепла в связи с выделением тепла и/или теплообменом между регенерированным катализатором и реактором.
Сравнительный пример 1
Использовался метанол чистоты 99,5 вес.%, его характеристики приведены в Таблице 5. В этом Сравнительном примере использовался катализатор MTD-1 и реактор с псевдоожиженным слоем катализатора.
Исходный метанол поступал в реактор с псевдоожиженным слоем из нижней части реактора, в которую он поступал по трубопроводу 11, и метанол находился в контакте с катализатором MTD-1. По трубопроводу 41 подавался только N2. При условиях реакции, указанных в Таблице 7, поток продуктов реакции разделяли для получения закоксованного катализатора и необработанного продукта, содержащего в основном целевой продукт, диметиловый эфир. Затем необработанный продукт разделяли для получения целевого продукта, диметилового эфира; содержание получаемых продуктов приведено в Таблице 7. Закоксованный катализатор разделяли на две части: 30 вес.% закоксованного катализатора подавали в регенератор для регенерации путем выжигания кокса и остающиеся 70 вес.% закоксованного катализатора возвращали в нижнюю часть первого устройства перемешивания катализаторов для повторного использования.
После восстановления закоксованного катализатора в регенераторе его разделяли на две части, одну из которых после теплообмена направляли для повторного использования непосредственно в реактор с псевдоожиженным слоем, а вторую часть смешивали со свежим катализатором и также направляли в реактор.
Результаты испытаний показали, что при такой схеме, когда исходный метанол подавался только через впускное отверстие в нижней части реактора с псевдоожиженным слоем, величины конверсии метанола и селективности реакции в отношении диметилового эфира при одинаковых условиях реакциях были существенно ниже величин, полученных в Примере 6.
Сравнительный пример 2
Использовался метанол чистоты 99,5 вес.%, его характеристики приведены в Таблице 5. В этом Сравнительном примере использовался катализатор MTD-1 и лифт-реактор вместе с реактором с псевдоожиженным слоем катализатора.
Исходный метанол поступал в реактор с псевдоожиженным слоем из нижней части лифт-реактора, в которую он поступал по трубопроводу 11, и метанол находился в контакте с катализатором MTD-1. По трубопроводу 41 подавался только N2. При условиях реакции, указанных в Таблице 7, поток продуктов реакции разделяли для получения закоксованного катализатора и необработанного продукта, содержащего в основном целевой продукт, диметиловый эфир. Затем необработанный продукт разделяли для получения целевого продукта, диметилового эфира; содержание получаемых продуктов приведено в Таблице 7. Закоксованный катализатор разделяли на две части: 30 вес.% закоксованного катализатора подавали в регенератор для регенерации путем выжигания кокса и остающиеся 70 вес.% закоксованного катализатора возвращали в нижнюю часть первого устройства перемешивания катализаторов для повторного использования.
После восстановления закоксованного катализатора в регенераторе его разделяли на две части, одну из которых после теплообмена направляли для повторного использования непосредственно в реактор с псевдоожиженным слоем, а вторую часть смешивали со свежим катализатором и также направляли в реактор. Общий вес этой второй части и свежего катализатора был эквивалентен 30 вес.% закоксованного катализатора.
Результаты испытаний показали, что при такой схеме, когда исходный метанол подавался только через впускное отверстие в днище лифт-реактора, величины конверсии метанола и селективности реакции в отношении диметилового эфира при одинаковых условиях реакциях были существенно ниже величин, полученных в Примере 7.
Вышеописанные предпочтительные примеры используются исключительно в целях иллюстрации настоящего изобретения и никоим образом не ограничивают объем его охраны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ДИМЕТИЛОВОГО ЭФИРА ИЗ МЕТАНОЛА | 2008 |
|
RU2466980C2 |
| СПОСОБ И УСТРОЙСТВО КАТАЛИТИЧЕСКОГО КРЕКИНГА ДЛЯ ПОЛУЧЕНИЯ ПРОПИЛЕНА | 2012 |
|
RU2580829C2 |
| АППАРАТУРА И СПОСОБ КАТАЛИТИЧЕСКОГО КРЕКИНГА | 2010 |
|
RU2535675C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГКИХ ОЛЕФИНОВ | 2015 |
|
RU2698107C2 |
| СПОСОБ РЕГЕНЕРАЦИИ КАТАЛИЗАТОРА | 2010 |
|
RU2529021C2 |
| КАТАЛИЗАТОР КАТАЛИТИЧЕСКОГО КРЕКИНГА И СПОСОБ ПОВЫШЕНИЯ СЕЛЕКТИВНОСТИ КАТАЛИЗАТОРА(ВАРИАНТЫ) | 2010 |
|
RU2548362C2 |
| УСТАНОВКИ И СПОСОБЫ ДЛЯ ПОЛУЧЕНИЯ СРЕДНЕДИСТИЛЛЯТНОГО ПРОДУКТА И НИЗШИХ ОЛЕФИНОВ ИЗ УГЛЕВОДОРОДНОГО ИСХОДНОГО СЫРЬЯ | 2008 |
|
RU2474605C2 |
| СПОСОБ ДЛЯ ПОЛУЧЕНИЯ СРЕДНЕДИСТИЛЛЯТНОГО ПРОДУКТА И НИЗШИХ ОЛЕФИНОВ ИЗ УГЛЕВОДОРОДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2399648C2 |
| УСТАНОВКА И СПОСОБ ПОЛУЧЕНИЯ СРЕДНИХ ДИСТИЛЛЯТОВ И НИЗШИХ ОЛЕФИНОВ ИЗ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2008 |
|
RU2463335C2 |
| СПОСОБ КАТАЛИТИЧЕСКОЙ КОНВЕРСИИ С УВЕЛИЧЕННЫМ ВЫХОДОМ ДИЗЕЛЬНОГО ТОПЛИВА С ВЫСОКИМ ЦЕТАНОВЫМ ЧИСЛОМ | 2010 |
|
RU2547152C2 |
Настоящее изобретение относится к каталитическому способу получения диметилового эфира из метанола, осуществляемому в реакционном аппарате, в котором катализатор находится в псевдоожиженном состоянии, включающему: (1) подачу исходного метанола через два или более впускных отверстия, которые могут находиться в днище, в нижней, средней или верхней частях реактора; взаимодействие с катализатором для получения диметилового эфира путем дегидратации метанола; осуществление реакции получения диметилового эфира путем дегидратации метанола для получения потока продуктов реакции; разделение потока продуктов реакции для получения закоксованного катализатора и необработанного выходного продукта, содержащего в основном целевой продукт, диметиловый эфир; и (2) подачу части закоксованного катализатора, полученного на стадии (1), в непрерывном или в циклическом режиме в регенератор для регенерации катализатора путем выжигания кокса, а оставшиеся части охлаждают и направляют снизу в реакционный аппарат, после регенерации катализатора его разделяют на две части, одну из которых после теплообмена направляют непосредственно в устройство перемешивания катализатора, расположенное в днище лифт-реактора, а вторую часть смешивают со свежим катализатором и направляют в реактор, причем в качестве реакционного аппарата используется сочетание лифт-реактора и реактора с псевдоожиженным слоем, а реактор с псевдоожиженным слоем расположен наверху лифт-реактора. Способ позволяет получить целевой продукт с высокой селективностью при высоких показателях конверсии метанола. 17 з.п. ф-лы, 7 табл., 2 ил., 11 пр.
1. Каталитический способ получения диметилового эфира из метанола, осуществляемый в реакционном аппарате, в котором катализатор находится в псевдоожиженном состоянии, содержащий:
(1) подачу исходного метанола через два или более впускных отверстия, которые могут находиться в днище, в нижней, средней или верхней частях реактора; взаимодействие с катализатором для получения диметилового эфира путем дегидратации метанола; осуществление реакции получения диметилового эфира путем дегидратации метанола для получения потока продуктов реакции; разделение потока продуктов реакции для получения закоксованного катализатора и необработанного выходного продукта, содержащего в основном целевой продукт, диметиловый эфир; и
(2) подачу части закоксованного катализатора, полученного на стадии (1), в непрерывном или в циклическом режиме в регенератор для регенерации катализатора путем выжигания кокса, а оставшиеся части охлаждают и направляют снизу в реакционный аппарат, после регенерации катализатора его разделяют на две части, одну из которых после теплообмена направляют непосредственно в устройство перемешивания катализатора, расположенное в днище лифт-реактора, а вторую часть смешивают со свежим катализатором и направляют в реактор, причем в качестве реакционного аппарата используется сочетание лифт-реактора и реактора с псевдоожиженным слоем, а реактор с псевдоожиженным слоем расположен наверху лифт-реактора.
2. Способ по п.1, отличающийся тем, что метанол подается через два или более впускных отверстия, которые расположены в днище устройства перемешивания катализаторов, или в нижней части лифт-реактора, или в средней части лифт-реактора, или в верхней части лифт-реактора, или в реакторе с псевдоожиженным слоем.
3. Способ по п.1, отличающийся тем, что метанол подается через два или четыре впускных отверстия, которые расположены или в днище устройства перемешивания катализаторов, или в нижней части лифт-реактора, или в средней части лифт-реактора, в верхней части лифт-реактора, или в реакторе с псевдоожиженным слоем.
4. Способ по п.1, отличающийся тем, что исходный материал метанол содержит от 5 вес.% до 100 вес.% метанола.
5. Способ по п.1, отличающийся тем, что исходный материал метанол содержит от 50 вес.% до 100 вес.% метанола.
6. Способ по п.1, отличающийся тем, что исходный материал метанол содержит от 90 вес.% до 100 вес.% метанола.
7. Способ по п.1, отличающийся тем, что метанол подается в жидкой или в газообразной фазе.
8. Способ по п.1, отличающийся тем, что катализатор содержит по меньшей одно молекулярное сито цеолитного типа, или по меньшей мере одно молекулярное сито нецеолитного типа, или сочетание таких сит.
9. Способ по п.1, отличающийся тем, что катализатор содержит по меньшей мере одно молекулярное сито цеолитного типа.
10. Способ по п.8, отличающийся тем, что молекулярное сито цеолитного типа содержит одно или несколько сит, выбранных из группы, состоящей из молекулярных сит цеолитного типа с крупными и средними порами, причем молекулярные сита цеолитного типа с крупными порами содержат одно или несколько сит, выбранных из группы, состоящей из цеолитов, имеющих FAU-структуру, цеолитов, имеющих ВЕТА-структуру, и их модификаций, причем цеолиты, имеющие FAU-структуру, являются цеолитами Y-серии, которые выбирают из группы, состоящей из цеолитов Y-типа, цеолитов HY, цеолитов REY, цеолитов REHY, цеолитов USY, цеолитов REUSY и их модификаций; молекулярные сита цеолитного типа со средними порами содержат одно или несколько сит, выбранных из группы, состоящей из морденитов, цеолитов ZSM-5, цеолитов ZSM-11, цеолитов ZSM-22, цеолитов ZSM-23, цеолитов ZSM-35, цеолитов ZSM-48, цеолитов ZSM-57, цеолитов ZRP и их модификаций.
11. Способ по п.8, отличающийся тем, что молекулярное сито нецеолитного типа представляет собой силикоалюмофосфатное молекулярное сито, выбранное из одного или нескольких сит SAPO-34, SAPO-11, SAPO-17, SAPO-41 и SAPO-44.
12. Способ по п.8, отличающийся тем, что молекулярное сито нецеолитного типа представляет собой силикоалюмофосфатное молекулярное сито, характеризующееся по меньшей мере дифракционными пиками, полученными при рентгеновском дифракционном анализе, которые указаны в Таблице 1, до прокаливания для удаления матричного вещества, по меньшей мере дифракционными пиками, указанными в Таблице 2, после прокаливания для удаления матричного вещества, и молярным составом, представленным безводным химическим составом в оксидной форме, Al2O3:yP2O5:zSiO2, где у находится в диапазоне от 0,01 до 1,5 и z находится в диапазоне от 0,05 до 50, Таблица 1.
13. Способ по п.1, отличающийся тем, что часть закоксованного катализатора, направляемого на стадию выжигания кокса, составляет от 0,5% до 100% от общего веса закоксованного катализатора.
14. Способ по п.1, отличающийся тем, что часть регенерированного катализатора, направляемого непосредственно на стадию (1) после охлаждения, составляет от 0,5% до 100% от общего веса регенерированного катализатора.
15. Способ по п.1, отличающийся тем, что регенерированный катализатор, направляемый в реакционный аппарат для повторного использования, охлаждают до температуры 100°C-650°C путем непосредственного или косвенного теплообмена.
16. Способ по п.1, отличающийся тем, что реакцию осуществляют при температуре от 100°С до 550°C и давлении от 1 кПа до 1500 кПа, при весовом отношении катализатора к исходному спирту от 0,001 до 50 и среднечасовой скорости подачи всех материалов от 0,1 1/ч до 100 1/ч.
17. Способ по п.1, отличающийся тем, что реакцию осуществляют при температуре от 150°C до 380°C и давлении от 1 кПа до 1000 кПа, при весовом отношении катализатора к исходному спирту от 0,005 до 40 и среднечасовой скорости подачи всех материалов от 0,1 1/ч до 50 1/ч.
18. Способ по п.1, отличающийся тем, что реакцию осуществляют при температуре от 180°C до 350°C и давлении от 1 кПа до 1000 кПа, при весовом отношении катализатора к исходному спирту от 0,005 до 40 и среднечасовой скорости подачи всех материалов от 0,1 1/ч до 50 1/ч.
| Преобразователь линейных перемещений | 1984 |
|
SU1332141A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| US 6472569 B1, 29.10.2002 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Способ получения простых эфиров | 1975 |
|
SU841578A3 |
| СПОСОБ ПРОИЗВОДСТВА ДИМЕТИЛОВОГО ЭФИРА | 2005 |
|
RU2277528C1 |

