Изобретение относится к области автоматизации технологических процессов и производств, а конкретно к способу аналитического управления составом штейна процесса плавки медно-никелевого сульфидного сырья в печи Ванюкова, и может быть использовано в производстве цветных металлов, в частности, при управлении качеством продуктов плавки в плавильном агрегате.
Известен «Способ управления температурным режимом упарки свинцовой пульпы в кипящем слое» (а.с. SU №556189, опубл. БИ №16 от 30.04.77), состоящий в том, что в нижней части реактора устанавливают температуру ведения процесса с помощью регулирования подачи газа в горелки, затем подачей пульпы в верхнюю часть реактора устанавливают необходимую температуру материала в кипящем слое. В процессе работы реактора все ошибки по температуре материала в кипящем слое, не превышающие ±20% от первоначально установленной, устраняют за счет коррекции регламентной величины расхода газа в топку. Если же ошибка выходит за пределы ±20%, то подобные возмущения устраняют коррекцией величины загрузки пульпы в реакционную зону.
Однако способ имеет следующий недостаток: регулирование основного параметра (температура материала в кипящем слое) ведется только по отклонению промежуточного параметра (расхода газа в топку) и, следовательно, не учитываются изменения других параметров кипящего слоя, влияющих на температуру материала в слое, качество выходного продукта и производительность реактора в целом.
Известен «Способ автоматического управления конвертерной плавкой» (патент RU №2048534, опубл. 31.03.1992). Способ автоматического управления конвертерной плавкой включает контроль состояния шлака во время продувки по косвенному параметру S(t), сравнение параметра S(t) с заданными по технологии пороговыми значениями и изменение положения фурмы Н, расхода I кислорода через фурму, подачу сыпучих в конвертер в зависимости от изменения параметра S(t). В способе автоматического управления конвертерной плавкой дополнительно определяют диапазон изменения параметра S(t) во время продувки, разбивают его на ряд областей Si, соответствующих нормальному S0 состоянию шлака, S1 склонности шлака к сворачиванию, S2 - предполагаемому сворачиванию шлака, S3 сворачиванию шлака, S-1 склонности шлака к выбросам, S-2 предполагаемым выбросам шлака, S-3 выбросам шлака, во время продувки определяют область нахождения параметра S(t) и продолжительность Δt пребывания его в этой области, и управление ведут в зависимости от того, в какой области находится основной параметр.
Недостатком данного способа является отсутствие плавного регулирования, так как переход из одной подобласти в другую осуществляется скачкообразно. При этом проявляется несоответствие между скачкообразным управлением и плавно меняющимися физико-химическими свойствами расплава при конвертерной плавке.
Известен «Способ автоматического управления процессом обжига никелевого концентрата в печи кипящего слоя» (патент RU, №2204616, опубл. 10.11.2000). Способ включает разбивку диапазона основного параметра на ряд областей, установление принадлежности основного параметра к одной из областей и в зависимости от того, в какой области находится основной параметр, изменение загрузки сыпучих. В качестве основного параметра берут температуру в реакционной зоне печи, а разбивку ее диапазона производят на области: T-1∈(800-900)°C, T0∈(850-1150)°C, T+1∈(1130-1200)°C. Дополнительно устанавливают градиент температуры и его направление и в зависимости от сочетаний к диапазону температуры и градиента температуры выбирают один из трех режимов управления печью кипящего слоя: при Т∈(800-850)°C и grad Т любой, Т∈(850-900)°C и grad Т≤0, процесс относят к области T-1, и процесс ведут с зажженными горелками до перехода его в область Т0; при Т∈(850-900)°C и grad Т>0, Т∈(900-1130)°C и grad Т любой Т∈(1130-1150)°C и grad Т≤0 процесс относят к области Т0 и ведут в автоматическом режиме с расчетом управляющего воздействия величины загрузки сыпучих по аналитическим полиномам; при Т∈(1130-1150)°C и grad Т>0, Т∈(1150-1200)°C и grad Т любой процесс относят к области T+1 и при времени нахождения в такой ситуации 6-8 мин прекращают автоматическое управление загрузкой сыпучих, информацию о текущих параметрах обжига отображают на мониторе оператора, а процесс ведут с повышением скорости подачи пыли до перехода его в область Т0.
Недостаток данного способа заключается в том, что в процессе управления отсутствует как корректировка величины управляющих воздействий в зависимости от качества готовых продуктов (основного показателя эффективной работы плавильного агрегата), так и корректировка величины подаваемых в плавильную зону шихтовых материалов в зависимости от изменения концентрации в них металлосодержащих компонентов.
Известен «Способ управления автогенной плавкой медного сульфидного сырья» (авт. св. SU №1625015, опубл. 10.06.1999, C22B 5/02), включающий подачу реагентов в плавильный агрегат с расплавлением шихты и образованием штейно-шлаковой эмульсии с последующим расслаиванием ее на шлак и штейн, непрерывный раздельный выпуск продуктов из печи, отбор проб исходных материалов и продуктов, их анализ, постоянный контроль параметров процесса по показаниям приборов и по данным анализа, внесение корректировок в управляющие параметры, отличающийся тем, что, с целью стабилизации состава штейна, проводят отбор не менее двух проб штейно-шлаковой эмульсии, по результатам их анализа строят прямую зависимости содержания меди в эмульсии от содержания серы в эмульсии, описываемую уравнением вида: Cuэ=a+b·Sэ, и определяют содержание меди в донном штейне по уравнению Cuшт=a+b·Sшт, где Cuэ, Sэ - содержание меди и серы в эмульсии; Sшт - содержание серы в штейне, определяемое по эмпирическим данным; a, b - коэффициенты уравнения прямой, и вносят изменения в управляющие параметры процесса с учетом полученного значения Cuшт.
Недостатком данного способа является его низкая эффективность, связанная с невозможностью оперативного управления процессом плавки в зависимости от состава подаваемой шихты и требуемого качества готовых продуктов.
Технической задачей способа автоматического управления содержанием меди в штейне является повышение технико-экономических показателей процесса плавки медно-никелевого сульфидного сырья в печи Ванюкова за счет повышения содержания меди в штейне и стабилизации содержания цветных металлов в штейне.
Техническим результатом изобретения является повышение содержания меди в штейне и стабилизации содержания цветных металлов в штейне.
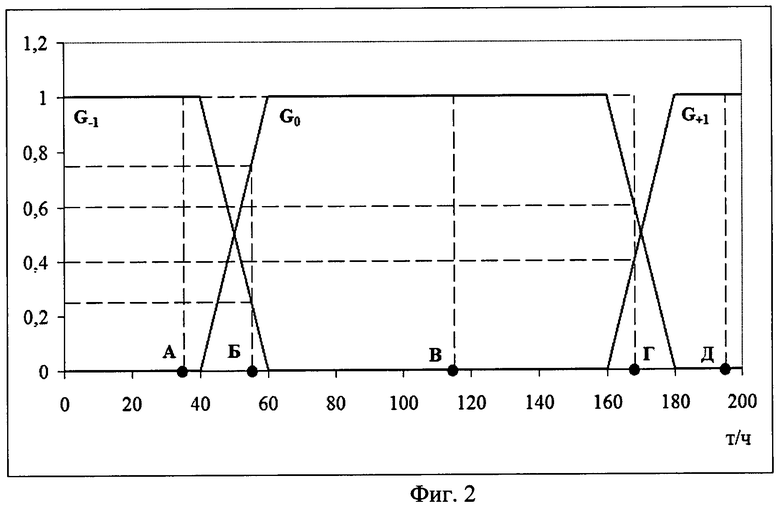
Технический результат достигается тем, что в способе управления плавкой медно-никелевого сульфидного сырья в печах типа Ванюкова, включающем отбор проб исходных материалов и продуктов плавки, их анализ, постоянный контроль параметров процесса по показаниям приборов и по данным анализа, внесение корректировок в управляющие параметры с целью стабилизации содержания меди в штейне, согласно изобретению в качестве управляющего параметра выбирают общий расход шихтовых материалов, производят разбивку его диапазона на три области: G-1 (менее 60 т/ч), G0 (от 40 до 180 т/ч) и G+1 (более 160 т/ч), причем область G0 является оптимальной, устанавливают принадлежность управляющего параметра к одной из областей и в зависимости от того, в какой области находится управляющий параметр, осуществляют изменение общего расхода шихтовых материалов и технического кислорода до достижения области G0, дополнительно определяют соотношение расхода технического кислорода дутья на тонну шихтовых материалов, и при градиенте его изменения свыше 10% от регламентируемого корректируют общий расход шихтовых материалов и технического кислорода в зависимости от того, в какой области находится управляющий параметр, до достижения области G0.
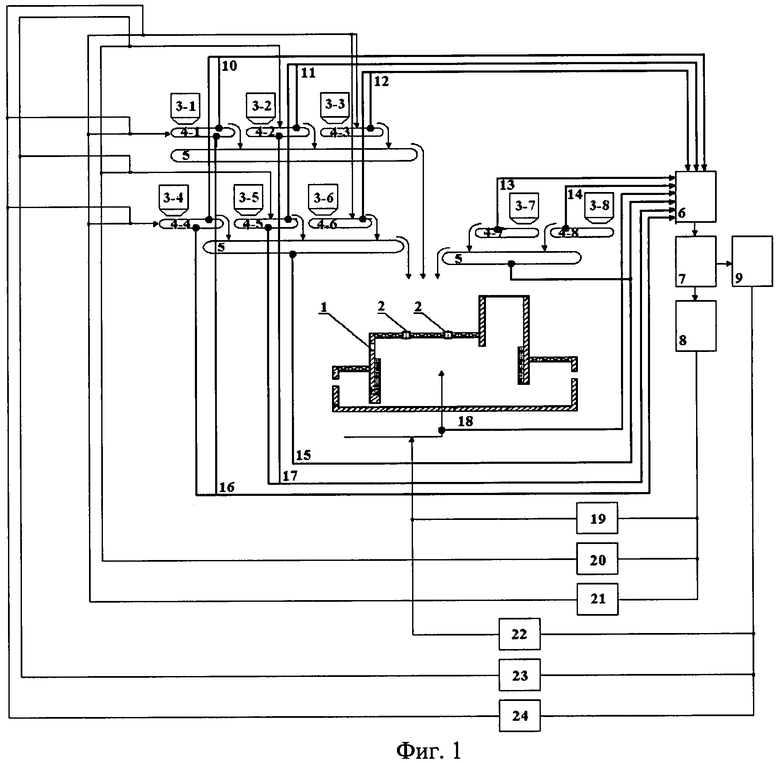
Изобретение поясняется чертежами, где на фиг.1 изображена схема для осуществления способа автоматического управления содержанием меди в штейне. На фиг.2 приведена схема расположения областей основного параметра - общего расхода шихтовых материалов в печь (т/ч).
Схема для осуществления способа управления плавкой медно-никелевого сульфидного сырья в печах типа Ванюкова включает печь Ванюкова 1, оснащенную загрузочными воронками 2. В системе загрузки печи Ванюкова установлено восемь бункеров 3 (бункеры 3-1 и 3-4 предназначены для подачи концентрата, бункеры 3-2 и 3-5 - для подачи флюса, бункеры 3-3 и 3-6 - для подачи руды, бункер 3-7 предназначен для подачи угля, бункер 3-8 предназначен для подачи оборотных материалов), в которые шихтовые материалы подают транспортерами. Под бункерами 3 (3-1 ÷ 3-8) установлены ленточные питатели 4 (4-1 ÷ 4-8) соответственно, снабженные электродвигателями с регулируемой частотой вращения, что необходимо для дозировки загружаемых в печь шихтовых материалов. С питателей 4 (4-1 ÷ 4-8) шихтовые материалы поступают на сборные транспортеры 5, с помощью которых подаются через загрузочные воронки 2 в реакционную зону печи Ванюкова.
Измерительный канал 10 связан с ленточными питателями 4-1 и 4-4 для измерения расхода загружаемого концентрата из бункеров 3-1 и 3-4 соответственно в печь Ванюкова 1. Измерительный канал 11 связан ленточными питателями 4-2 и 4-5 для измерения расхода загружаемого флюса из бункеров 3-2 и 3-5 соответственно в печь Ванюкова 1. Измерительный канал 12 связан ленточными питателями 4-3 и 4-6 для измерения расхода загружаемой руды из бункеров 3-3 и 3-6 соответственно в печь Ванюкова 1. Измерительный канал 13 связан с ленточным питателем 4-7 для измерения расхода угля из бункера 3-7 в печь Ванюкова 1. Измерительный канал 14 связан с ленточным питателем 4-8 для измерения расхода оборотных материалов из бункера 3-8 в печь Ванюкова 1. Измерительный канал 15 связан с конвейерными весами (на схеме не показаны), установленными на сборочных транспортерах 5, измеряющими общий расход шихтовых материалов на печь Ванюкова 1 (общий проплав печи,  ).
).
Измерительный канал 16 связан с электродвигателями (на схеме не показаны) ленточных питателей 4-1 и 4-4 для измерения скорости вращения ленты соответствующих питателей (то есть скорости загрузки концентрата). Измерительный канал 17 связан с электродвигателями (на схеме не показаны) ленточных питателей 4-2 и 4-5 для измерения скорости вращения ленты соответствующих питателей (то есть скорости загрузки флюса). Измерительный канал 18 связан с кислородопроводом (на схеме показан сплошной линией) для измерения расхода подаваемого технического кислорода.
Все измерительные каналы 10-18 предназначены для получения информации о мгновенных значениях соответствующих параметров (расхода и скорости загрузки шихтовых материалов и расхода дутья) и имеют прямой выход на блок 6 сбора и предварительной обработки информации.
Информация о величине измеряемых текущих параметров плавки по каналам передачи информации 10-18 поступает в блок 6 сбора и предварительной обработки информации для расчета основного параметра (общего расхода шихтовых материалов, т/ч) и отнесения процесса к одной из установленных областей (G-1, G0, G+1). Блок 6 сбора и предварительной обработки информации связан с переключающим блоком 7, выполняющим либо включение режима автоматического управления процессом с помощью блока 8 управления по алгоритму, либо его выключение, и перевод всей информации на автоматизированное рабочее место (АРМ) 9 оператора. Блок 8 управления по алгоритму связан с устройствами 19 выработки управляющего воздействия на расход технического кислорода, 20 выработки управляющего воздействия на расход и скорость загрузки металлсодержащих (концентрат + руда) материалов и 21 выработки управляющего воздействия на расход флюса, которые, в свою очередь, связаны с регулирующим вентилем (на схеме не показан) кислородопровода и электродвигателями питателей 4 загрузки соответствующих шихтовых материалов. Оператор с помощью АРМ 9 также имеет возможность воздействовать на расход и скорость загрузки шихтовых материалов и технического кислорода посредством прямого ручного управления устройствами выработки управляющего воздействия через блоки 22 прямого задания расхода технического кислорода, 23 расхода и скорости загрузки металлсодержащих (концентрат + руда) материалов и 24 расхода и скорости загрузки флюса.
В печи Ванюкова 1 с помощью технологических операций, включающих загрузку шихтовых материалов и подачу дутья, устанавливают режим, при котором начинается интенсивное протекание экзотермических реакций окисления сульфидного сырья. Посредством измерительных каналов 10-18 определяют расходы и скорости загрузки шихтовых материалов и расход технического кислорода в печь Ванюкова 1. Данные о состоянии процесса поступают в блок 6 сбора и предварительной обработки информации, в котором рассчитывается общий расход шихтовых материалов в печь Ванюкова (т/ч), на основании чего делается вывод о соответствии режима работы печи Ванюкова какой-либо рабочей области.
Область G-1. Если общий расход шихтовых материалов в печь Ванюкова менее 60 т/ч, процесс относят к области G-1 (фиг.2), и при времени нахождения в такой ситуации 10-15 мин прекращают управление в автоматическом режиме, переходят на ручной режим управления, информацию о величине измеряемых текущих параметров плавки отображают на АРМ 9 оператора, а процесс ведут с увеличением расхода шихтовых материалов и расхода технического кислорода дутья на тонну шихтовых материалов  до достижения области G0.
до достижения области G0.
Время, равное 10-15 мин, соответствует времени нечувствительности процесса на возмущающее воздействие по загрузке, то есть до истечения этого времени нельзя достоверно знать, куда пойдет процесс.
Физико-химические превращения, в данном случае плавка медно-никелевых сульфидных материалов за счет тепла собственных реакций, накладывают существенные ограничения на ход всего процесса в целом, обуславливая тем самым критические области в факторном пространстве. При этом расхода технического кислорода дутья на тонну шихтовых материалов недостаточно для протекания реакций окисления сульфидов. В соответствии с этим область G-1 является нежелательной областью, в которой реакции окисления не протекают в полном объеме, а штейн получается «бедным» (с низким содержанием цветных металлов в штейне).
Область G0. Если общий расход шихтовых материалов в печь Ванюкова находится в пределах от 40 до 180 т/ч, процесс относят к области G0 (фиг.2), и управление ведут в автоматическом режиме по специальной базе правил логического вывода, разработанной с использованием теории нечеткой логики.
При этом дополнительно определяют соотношение расхода технического кислорода дутья на тонну шихтовых материалов  , и при градиенте его изменения свыше 10% от регламентируемого корректируют скорости питателей 4 и положение регулирующего вентиля кислородопровода для изменения величины расхода подаваемого технического кислорода дутья на тонну шихтовых материалов.
, и при градиенте его изменения свыше 10% от регламентируемого корректируют скорости питателей 4 и положение регулирующего вентиля кислородопровода для изменения величины расхода подаваемого технического кислорода дутья на тонну шихтовых материалов.
Область G0 характеризуется наибольшей устойчивостью всех параметров процесса: гидродинамических, энергетических и физико-химических: нет выбросов расплава, перегрева фурм и кессонов. При этом расплав поддерживается в исходном состоянии, процесс идет без резких скачков и локальных экстремумов, что свидетельствует о плавности протекания всех физико-химических реакций и коалесценции штейновых капель в расплаве. Таким образом, область G0 является оптимальной для получения «богатого» штейна (с высоким содержанием цветных металлов в штейне и стабильного состава) и к ней нужно стремиться во время ведения процесса плавки.
Область G+1. Если общий расход шихтовых материалов в печь Ванюкова более 160 т/ч, процесс относят к области G+1 (фиг.2), и при времени нахождения в такой ситуации 10-15 мин прекращают управление в автоматическом режиме, переходят на ручной режим управления, информацию о величине измеряемых текущих параметров плавки отображают на АРМ 9 оператора, а процесс ведут с уменьшением расхода шихтовых материалов и расхода технического кислорода дутья на тонну шихтовых материалов до достижения области G0.
Область G+1 характеризуется переокислением сульфидов за счет большого расхода технического кислорода дутья на тонну шихтовых материалов, возможностью увеличения высоты ванны расплава за счет высокой производительности печи. Большой расход технического кислорода дутья на тонну шихтовых материалов приводит к выбросу расплава в аптейк и к расплавлению фурм. В соответствии с этим, находясь в области G+1, не получается качественного штейна.
Способ управления плавкой медно-никелевого сульфидного сырья в печах типа Ванюкова осуществляется следующим образом. Информация о нахождении процесса в определенной рабочей области из блока 6 сбора и предварительной обработки информации поступает в переключающий блок 7, который производит переключение режимов системы управления расходом шихтовых материалов между «управлением в области G-1», «управлением в области G0» или «управлением в области G+1».
Пример 1. При включенном режиме «управление в области G0» (точка В на фиг.2) совокупность данных о работе печи от измерительных каналов 10-18 из блока 6 сбора и предварительной обработки информации через переключающий блок 7 поступает в блок 8 управления по алгоритму, в котором по базе правил логического вывода, разработанной с использованием теории нечеткой логики, определяют расходы шихтовых материалов и дутья соответственно. Устройства 19 выработки управляющего воздействия на расход технического кислорода, 20 выработки управляющего воздействия на расход и скорость загрузки металлсодержащих (концентрат + руда) материалов и 21 выработки управляющего воздействия на расход флюса замыкают контур управления, с их помощью происходит непосредственное изменение расхода шихтовых материалов в печь путем изменения частоты вращения электродвигателей и расхода технического кислорода путем изменения положения регулирующего вентиля кислородопровода. То есть осуществляется автоматизированное управление.
Пример 2. Если измеренный расход шихтовых материалов соответствуют режиму «управление в области G-1» (точка А на фиг.2) или «управление в области G+1» (точка Д на фиг.2), переключающий блок 7 производит выключение автоматического управления с помощью блока 8 управления по алгоритму и всю собранную информацию переводит на АРМ 9 оператора.
В случае попадания в область G-1 оператор прекращает автоматическое управление расходом шихтовых материалов и технического кислорода, переводит управление в ручной режим, принимает решение об увеличении общей производительности агрегата посредством изменения расхода шихтовых материалов и технического кислорода посредством прямого ручного управления устройствами 22 прямого задания расхода технического кислорода, 23 прямого задания расхода и скорости загрузки металлсодержащих (концентрат + руда) материалов и 24 прямого задания расхода и скорости загрузки флюса до достижения области G0.
В случае попадания в область G+1 оператор прекращает автоматическое управление расходом шихтовых материалов и технического кислорода, переводит управление в ручной режим, принимает решение об уменьшении общей производительности агрегата посредством изменения расхода шихтовых материалов и технического кислорода посредством прямого ручного управления устройствами 22 прямого задания расхода технического кислорода, 23 прямого задания расхода и скорости загрузки металлсодержащих (концентрат + руда) материалов и 24 прямого задания расхода и скорости загрузки флюса до достижения области G0.
Пример 3. При попадании процесса в промежуточную область областей G-1 - G0 (точка Б на фиг.2) или в промежуточную область областей G0 - G+1 (точка Г на фиг.2) информация о нахождении процесса в промежуточной области из блока 6 сбора и предварительной обработки информации поступает на АРМ 9 оператора. Оператор принимает решение о переводе управления процессом либо в автоматический, либо в ручной режим.
Применение заявляемого способа управления плавкой медно-никелевого сульфидного сырья в печах типа Ванюкова позволяет получить повышение содержания меди в штейне и стабилизацию содержания меди в штейне, что повышает технико-экономические показатели процесса плавки медно-никелевого сульфидного сырья в печи Ванюкова. Это проносит экономический эффект при дальнейшей переработке штейна - конвертировании. Повышение содержания меди в штейне и стабилизация состава штейна позволяет повысить прогнозируемость количества выбросов SO2 в атмосферу, улучшить технологические параметры процесса конвертирования и дальнейших пирометаллургических переделов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПЛАВКИ МЕДНО-НИКЕЛЕВОГО СУЛЬФИДНОГО СЫРЬЯ В ПЕЧИ ВАНЮКОВА ПРИ ПЕРЕРАБОТКЕ СУЛЬФИДНОЙ ШИХТЫ НА ШТЕЙН | 2013 |
|
RU2571968C2 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ КОНЦЕНТРАТОВ | 2004 |
|
RU2255996C1 |
| Способ переработки сульфидных медно-никелевых материалов | 1988 |
|
SU1696544A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПЕРЕРАБОТКИ МЕДНЫХ НИКЕЛЬСОДЕРЖАЩИХ СУЛЬФИДНЫХ МАТЕРИАЛОВ НА ЧЕРНОВУЮ МЕДЬ, ОТВАЛЬНЫЙ ШЛАК И МЕДНО-НИКЕЛЕВЫЙ СПЛАВ | 2016 |
|
RU2625621C1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕДНЫХ СУЛЬФИДНЫХ МАТЕРИАЛОВ НА ЧЕРНОВУЮ МЕДЬ | 2008 |
|
RU2359046C1 |
| СПОСОБ УПРАВЛЕНИЯ ПЛАВКОЙ МЕДНО-НИКЕЛЕВОГО СУЛЬФИДНОГО СЫРЬЯ В ПЕЧИ ВАНЮКОВА ПРИ ДИСКРЕТНОМ ЗАПАЗДЫВАЮЩЕМ КОНТРОЛЕ КАЧЕСТВА ПРОДУКТОВ ПЛАВКИ | 2011 |
|
RU2484157C2 |
| СПОСОБ ОБЕДНЕНИЯ МЕТАЛЛУРГИЧЕСКИХ ШЛАКОВ, СОДЕРЖАЩИХ ЦВЕТНЫЕ МЕТАЛЛЫ | 2023 |
|
RU2827774C1 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ КОНЦЕНТРАТОВ | 2009 |
|
RU2400544C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПЛАВКИ СУЛЬФИДНЫХ МАТЕРИАЛОВ | 1990 |
|
RU2020170C1 |
| СПОСОБ ВНУТРИПЕЧНОГО ОБЕДНЕНИЯ ШЛАКОВ В ПЕЧИ ВАНЮКОВА | 1992 |
|
RU2061771C1 |
Изобретение относится к способу аналитического контроля состава штейна процесса плавки медно-никелевого сульфидного сырья в печи Ванюкова. В способе автоматического управления содержанием меди в штейне, включающем постоянный контроль параметров процесса, корректировку управляющих параметров для стабилизации содержания меди в штейне, в качестве основного параметра выбирают общий расход шихтовых материалов, производят разбивку его диапазона на области: G-1 (менее 60 т/ч), G0 (от 60 до 180 т/ч), G+1 (более 180 т/ч), и в зависимости от того, в какой области находится основной параметр, осуществляют изменение общего расхода шихтовых материалов и технического кислорода до достижения области G0, дополнительно определяют соотношение расхода технического кислорода дутья на тонну шихтовых материалов и при градиенте его изменения свыше 10% от регламентируемого корректируют общий расход шихтовых материалов и технического кислорода в зависимости от того, в какой области находится основной параметр, до достижения области G0. Обеспечивается повышение технико-экономических показателей процесса плавки медно-никелевого сульфидного сырья в печи Ванюкова за счет повышения содержания меди в штейне и стабилизации содержания меди в штейне. 2 ил.
Способ автоматического управления содержанием меди в штейне, включающий постоянный контроль параметров процесса, корректировку управляющих параметров для стабилизации содержания меди в штейне, отличающийся тем, что в качестве основного параметра выбирают общий расход шихтовых материалов, производят разбивку его диапазона на области: G-1 (менее 60 т/ч), G0 (от 60 до 180 т/ч), G+1 (более 180 т/ч), и в зависимости от того, в какой области находится основной параметр, осуществляют изменение общего расхода шихтовых материалов и технического кислорода до достижения области G0, дополнительно определяют соотношение расхода технического кислорода дутья на тонну шихтовых материалов и при градиенте его изменения свыше 10% от регламентируемого корректируют общий расход шихтовых материалов и технического кислорода в зависимости от того, в какой области находится основной параметр, до достижения области G0.
| SU 1625015 A1, 10.06.1999 | |||
| Способ управления технологическим процессом плавки в жидкой ванне сульфидных концентратов | 1990 |
|
SU1788983A3 |
| Способ управления процессом автогенной плавки руды | 1980 |
|
SU996492A1 |
| СПОСОБ КОНТРОЛЯ И АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СТАБИЛЬНОСТЬЮ ОБРАЗОВАНИЯ ГАРНИСАЖА В ПРИСТЕННОМ СЛОЕ ПЕЧИ ВАНЮКОВА | 2003 |
|
RU2241186C1 |
| СПОСОБ КОНТРОЛЯ УРОВНЯ ВЕРХНЕЙ ПОВЕРХНОСТИ ШЛАКОВОЙ ФАЗЫ И ГРАНИЦЫ РАЗДЕЛА ШЛАКОВОЙ И МЕТАЛЛИЧЕСКОЙ ФАЗЫ РАСПЛАВА В ВАННЕ СИФОНА МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ ВАНЮКОВА ИЛИ РОМЕЛТ | 2007 |
|
RU2368853C2 |
| JP 2003239026 A, 27.08.2003. | |||

