Изобретение относится к области автоматизации технологических процессов и производств, а конкретно к способу управления качеством продуктов плавки медно-никелевого сульфидного сырья в печи Ванюкова, и может быть использовано в производстве цветных металлов, в частности при управлении качеством продуктов плавки в плавильном агрегате при дискретном запаздывающем контроле состава продуктов плавки.
Известен способ управления процессом низкотемпературного глубокого обескремнивания алюминатного раствора (а.с. SU №1034995 д.п. от 29.05.1973). Суть изобретения заключается в следующем. В реактор поступает алюминатный раствор и известковое молоко, подаваемое из сборника. Нижней ступенью управления является локальная система автоматической стабилизации дозировки известкового молока, которая состоит из расходомера алюминатного раствора, расходомера известкового молока, регулятора соотношения и исполнительного механизма, изменяющего расход известкового молока. Верхней ступенью управления является вычислительная машина, которая вычисляет необходимую дозировку известкового молока на единицу объема алюминатного раствора по данным от анализатора качества известкового молока. В вычислительную машину задается численное значение кремневого модуля, которое должно быть выдержано после реактора. Рассчитанное значение дозировки поступает на регулятор соотношения в качестве задания.
Недостаток способа состоит в низкой точности контроля и недостаточной оперативности.
Известен способ управления процессом рафинирования металла в прямоточном сталеплавильном агрегате (патент №2017830 д.п. от 27.12.1990). Способ включает измерение расходов газообразного кислорода и природного газа, содержание углерода в жидком металле и положения продувочных фурм, определение до конца процесса рафинирования временной последовательности изменения подачи кислорода, природного газа, количества присадок твердого окислителя и положения продувочных фурм на основании рассогласования прогнозируемой на момент окончания процесса рафинирования температуры металла с ее заданным значением. Информация с датчиков поступает в вычислительный блок, который корректирует количество графитосодержащего материала, вводимого в рабочее пространство сталеплавильного агрегата, в зависимости от величины прогнозируемого значения величин температуры металла и содержания в нем углерода. Вычислительный блок в зависимости от рассогласования между прогнозируемой величиной температуры металла и ее заданным значением изменяет количество графитосодержащего материала, вводимое в рабочее пространство сталеплавильного агрегата.
Недостаток способа состоит в узком применении данного способа без учета дискретного запаздывающего контроля состава расплава.
Известен способ управления процессом декомпозиции (сборник «Производство глинозема». Труды ВАМИ, №77, Ленинград, 1971, стр.181-186), заключающийся в следующем. В процессе декомпозиции стабилизируют температуру входного алюминатного раствора и величину затравочного отношения. При этом применяют математическую модель процесса декомпозиции, определяющую влияние возмущений процесса (количество и состав входного алюминатного раствора, температурный режим) на выходной показатель процесса. В качестве выходного показателя принят каустический модуль декомпозерной пульпы (содержание гидроксида алюминия), величина которого должна быть максимальна при заданной крупности частиц гидроксида. С помощью математической модели рассчитывают заданные значения температуры входного алюминатного раствора и величины затравочного отношения. Для повышения точности управления периодически измеряют величину выходного параметра (содержание гидроксида алюминия) и корректируют коэффициенты математической модели. Указанный прием направлен на компенсацию неточностей применяемой математической модели, погрешностей измерений (контрольно-измерительных приборов и химических методов анализа), изменений характеристик объекта управления во времени (зарастание аппаратуры, инкрустация теплопередающих поверхностей), неконтролируемых возмущений (изменение уровня в декомпозерах, изменение условий перемешивания и пр.)
Среди недостатков данного способа следует отметить отсутствие компенсации дискретного запаздывающего контроля содержания гидроксида алюминия.
Известен способ управления доменной печью (Прикладные нечеткие системы: Пер. с япон. К.Асаи. Д.Ватада. С.Иваи и др. Под редакцией Т.Тэрано. К.Асаи, М.Сугено. - М.: Мир. 1993, стр.70-88). Система состоит из управляющего компьютера, который осуществляет сбор данных от датчиков и их предварительную обработку для представления в виде, удобном для логических выводов, процессора искусственного интеллекта, который, используя базу знаний, делает выводы о нагреве печи, и цифровой контрольно-измерительной аппаратуры, управляющей нагревом по результатам выводов.
Процессор искусственного интеллекта содержит программные средства поддержки экспертной системы и машину выводов, интерпретирующую знания. Управляющий компьютер, кроме функций предварительной обработки данных от датчиков, оснащен функциями анализа данных и диагностики нагрева по математической модели. На основе информации от датчиков и базы знаний в системе делается вывод о текущем уровне нагрева с периодом 20 мин и об увеличении или уменьшении нагрева; по результатам вывода с помощью правил управления определяются объем дутья и другие параметры.
Недостатком способа является дискретный контроль (один раз в 20 минут) основного параметра - уровня нагрева печи, так как температурный режим процесса является фактором, определяющим состав продуктов плавки.
Известен способ управления плавкой медно-никелевого сульфидного сырья в печи Ванюкова (Плавка в жидкой ванне / Ванюков А.В., Быстров В.П., Васкевич А.Д. и др. / Под ред. А.В.Ванюкова. М.: Металлургия, 1988, стр.122-123), принимаемый за прототип. В данном случае плавку медно-никелевого сульфидного сырья в печи Ванюкова ведут на штейн. Целью управления процессом плавки медно-никелевого сульфидного сырья в печи Ванюкова является стабилизация содержания меди в штейне путем стабилизации температуры плавки. В качестве основного параметра выбрана температура плавки, так как температурный режим процесса является фактором, определяющим состав продуктов плавки.
Расчет технологического режима плавки медно-никелевого сульфидного сырья в печи Ванюкова осуществляют на основании программы прогноза. В ходе управления технологическим процессом температуру плавки регулируют корректировкой управляющих воздействий. Указанный прием направлен на компенсацию воздействия различных факторов.
К недостаткам способа относится, прежде всего, низкая точность контроля, так как изменение управляющих воздействий оказывает очень сильное влияние на состав продуктов плавки, что нарушает стабильность работы печи, то есть не обеспечивается заданное качество штейна. Кроме того, никак не учитывается дискретный запаздывающий контроль качества продуктов плавки.
Технической задачей способа управления плавкой медно-никелевого сульфидного сырья в печи Ванюкова при дискретном запаздывающем контроле качества продуктов плавки является создание такого способа управления, при котором компенсируется дискретный запаздывающий контроль качества продуктов плавки за счет замены дискретного контура регулирования непрерывной системой управления, работающей в реальном времени, что позволяет управлять процессом непрерывно и стабилизировать качество штейна.
Техническим результатом изобретения является стабилизация качества штейна во времени по составу.
Технический результат изобретения достигается тем, что в способе управления плавкой медно-никелевого сульфидного сырья в печи Ванюкова при дискретном запаздывающем контроле качества продуктов плавки, включающем определение содержания меди в штейне, стабилизацию состава штейна путем поддержания заданного режима плавки за счет корректировки управляющих воздействий, согласно изобретению в качестве основного параметра принимают содержание меди в штейне; корректировку управляющих воздействий осуществляют непрерывно путем компенсации величины возмущений дискретного запаздывающего контроля основного параметра, соответствующей эквивалентной величине запаздывания (τэкв), которую определяют по формуле:
где τβ - время лабораторных измерений пробы штейна; Тβ - период отбора проб продуктов.
Способ управления плавкой медно-никелевого сульфидного сырья в печи Ванюкова при дискретном запаздывающем контроле качества продуктов плавки поясняется чертежами, где на фиг.1 изображена схема автоматизированной системы управления (АСУ) технологическим процессом для осуществления способа.
Последовательность технологических процессов 1 переработки материалов из одного состояния в другое образует пирометаллургическое производство 2. Информация с объекта поступает на программируемые логические контроллеры (ПЛК) 3, автоматизированные рабочие места (АРМ) операторов и системы визуализации данных (SCADA-системы). Кроме этого, пробы материалов и продуктов с технологического процесса поступают в лабораторию 6 для химического анализа.
Задания, уставки на технологический процесс, корректировка коэффициентов устройств управления, показатели себестоимости продукции, оптимальных значений технологического процесса и производства, технико-экономические показатели и др. вводы в систему производятся через блок ручного ввода 8 в виртуальный модуль 7 и в вычислительный блок 5. Далее информация поступает на общий сервер 4, где хранится в виде графиков, таблиц, трендов и др. Там же производится первичная статистическая обработка данных, а именно проверка данных на соответствие реальным значениям, отсев случайных величин, устранение провалов данных и других ошибок. Созданная база данных направляется для дальнейшей обработки в вычислительном блоке 5, где осуществляется расчет компенсации возмущений дискретного запаздывающего контроля.
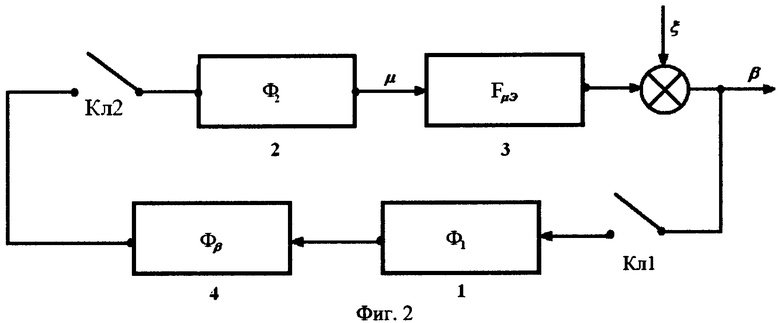
Сущность компенсации возмущений ДЗК поясняется фиг.2, на которой изображено: 1 и 2 - фиксаторы нулевого порядка Ф1 и Ф2 соответственно, 3 - линейная модель технологического процесса с передаточной функцией Fµ (jω), 4 - компенсатор возмущений (регулятор) с передаточной функцией Фβ(jω), Кл1 и Кл2 - ключи, имитирующие дискретные операции отбора проб (запаздывание на время τβ), µ - сигнал управления, ξ - сигнал недокомпенсации, β - управляемая величина.
Компенсация дискретного запаздывающего контроля осуществляется следующим образом. Замыкание ключей Кл1 и Кл2 с фиксаторами нулевого порядка Ф1 и Ф2 имитируют дискретные операции отбора пробы, ввода результатов ее анализа в память ЭВМ (с запаздыванием на время τβ) и реализации управляющего воздействия, сформированного по алгоритму Фβ. Ключи замыкаются синфазно и синхронно с периодом Тβ отбора проб продуктов.
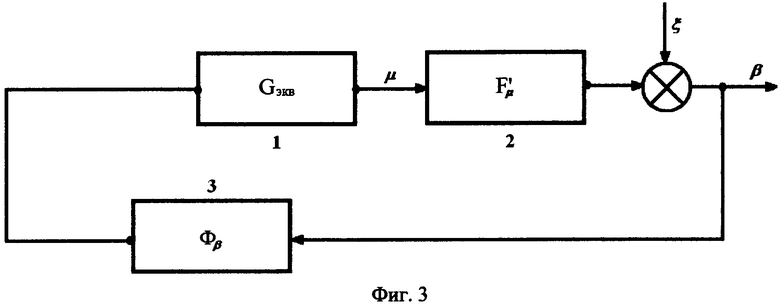
Включая в систему управления плавкой медно-никелевого сульфидного сырья в печи Ванюкова при дискретном запаздывающем контроле качества продуктов плавки звено эквивалентного запаздывания Gэкв, которое зависит от параметров дискретного запаздывающего контура, схема, приведенная на фиг.2, может быть преобразована в схему управления, приведенную на фиг.3, на которой изображено: 1 - звено эквивалентного запаздывания, 2 - линейная модель технологического процесса с передаточной функцией 
Компенсация возмущений дискретного запаздывающего контроля качества продуктов плавки при управлении процессом Ванюкова заключается в том, что в схему управления плавкой медно-никелевого сульфидного сырья в печи Ванюкова при дискретном запаздывающем контроле качества продуктов плавки звено эквивалентного запаздывания Gэкв, которое зависит от параметров дискретного запаздывающего контура. Задавая линейную структуру оператора Gэкв (s) в виде

где 
Обработкой массивов величин находим описание зависимости параметров оператора Gэкв(s) от параметров дискретного запаздывающего контроля, то есть определяется функция

При этом эффективность квазисистемы при дискретном запаздывающем контроле состава продуктов плавки сводится к определению зависимости функции спектральной плотности Sβ(ω) от периода Тβ замыкания ключей Кл1 и Кл2 и параметров линейной модели объекта управления, передаточная функция которого имеет вид

При этом заданной является функция спектральной плотности Sξ(ω) и предполагается, что результаты дискретных измерений показателей состава штейна преобразуются в управляющие воздействия. В этом случае целесообразно использовать ПИ-регулятор с передаточной функцией:

где Kр и Тр - параметры настройки регулятора.
Таким образом, чтобы получить передаточную функцию Фβ(jω) для компенсации возмущений дискретного запаздывающего контроля при управлении плавкой медно-никелевого сульфидного сырья в печи Ванюкова при дискретном запаздывающем контроле качества продуктов плавки, необходимо:
1. Определить расчетным или экспериментальным способом параметры объекта управления (печи Ванюкова).
2. Определить параметры дискретного запаздывающего контроля, то есть задать диапазон практически возможных значений периода отбора проб штейна Tβ и время лабораторных измерений пробы штейна τβ.
3. Рассчитать звено эквивалентного запаздывания Gэкв по формуле (1) и передаточную функцию объекта управления по формуле (3).
4. Рассчитать параметры настройки регулятора с учетом звена эквивалентного запаздывания по формуле (4).
После этого с математического аппарата непрерывно поступает команда на управление технологическим процессом для повышения точности управления, что в свою очередь приводит к стабилизации штейна по составу. На этом цикл расчета для периода отбора проб завершается. Для следующего периода отбора проб цикл повторяется сначала.
Для реализации предлагаемого способа управления плавкой медно-никелевого сульфидного сырья в печи Ванюкова при дискретном запаздывающем контроле качества продуктов плавки прежде всего необходимо принять диапазон возможных изменений величин Тβ и τβ и число N точек этого диапазона, в которых будет оптимизирован объект управления и идентифицирован оператор Gэкв(s).
Пример 1
Для печи Ванюкова ПВ-2, функционирующей на Медном заводе Заполярного филиала ОАО «ГМК «Норильский никель», являющейся пирометаллургическим объектом с дискретным запаздывающим контролем состава продуктов плавки (штейна), определена запись выражения для расчета эквивалентной величины запаздывания τэкв:
Таким образом, аналитическая форма записи выражения для τэкв, звена эквивалентного запаздывания Gэкв и функции спектральной плотности колебаний в зависимости от параметров объекта управления (период отбора проб штейна Тβ и время лабораторных измерений пробы штейна τβ) и ДЗК позволяет создать непрерывно действующую систему управления при замене разомкнутого контура управления (фиг.2) замкнутым (фиг.3), что приводит к стабилизации качества штейна и оптимизации управления технологическим процессом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ ТЕПЛОВЫМ РЕЖИМОМ В КОМПЛЕКСЕ "ПЕЧЬ ВАНЮКОВА - КОТЕЛ-УТИЛИЗАТОР" | 2014 |
|
RU2595188C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СОДЕРЖАНИЕМ МЕДИ В ШТЕЙНЕ | 2010 |
|
RU2456353C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПЛАВКИ МЕДНО-НИКЕЛЕВОГО СУЛЬФИДНОГО СЫРЬЯ В ПЕЧИ ВАНЮКОВА ПРИ ПЕРЕРАБОТКЕ СУЛЬФИДНОЙ ШИХТЫ НА ШТЕЙН | 2013 |
|
RU2571968C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПЕРЕРАБОТКИ МЕДНЫХ НИКЕЛЬСОДЕРЖАЩИХ СУЛЬФИДНЫХ МАТЕРИАЛОВ НА ЧЕРНОВУЮ МЕДЬ, ОТВАЛЬНЫЙ ШЛАК И МЕДНО-НИКЕЛЕВЫЙ СПЛАВ | 2016 |
|
RU2625621C1 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ КОНЦЕНТРАТОВ | 2004 |
|
RU2255996C1 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ КОНЦЕНТРАТОВ | 2009 |
|
RU2400544C1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕДНЫХ СУЛЬФИДНЫХ МАТЕРИАЛОВ НА ЧЕРНОВУЮ МЕДЬ | 2008 |
|
RU2359046C1 |
| СПОСОБ ВНУТРИПЕЧНОГО ОБЕДНЕНИЯ ШЛАКОВ В ПЕЧИ ВАНЮКОВА | 1992 |
|
RU2061771C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПЛАВКИ СУЛЬФИДНЫХ МАТЕРИАЛОВ | 1990 |
|
RU2020170C1 |
| СПОСОБ ОБЕДНЕНИЯ МЕТАЛЛУРГИЧЕСКИХ ШЛАКОВ, СОДЕРЖАЩИХ ЦВЕТНЫЕ МЕТАЛЛЫ | 2023 |
|
RU2827774C1 |
Изобретение относится к области автоматизированных систем управления технологическими процессами и производствами, а конкретно к способу аналитического контроля состава штейна процесса Ванюкова плавки медных или медно-никелевых сульфидных материалов в печи Ванюкова, и может быть использован в металлургической, химической и других отраслях промышленности. Технический результат - стабилизация качества штейна во времени по составу. Способ включает контроль содержания меди в штейне, стабилизацию состава штейна путем поддержания заданного режима плавки за счет корректировки управляющих воздействий. При этом корректировку управляющих воздействий осуществляют непрерывно путем компенсации величины возмущений дискретного запаздывающего контроля содержания меди в штейне, соответствующей эквивалентной величине запаздывания, которую определяют по математическому выражению. 3 ил.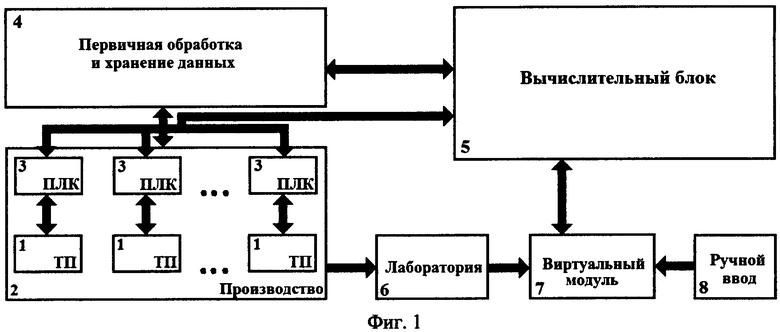
Способ управления плавкой медно-никелевого сульфидного сырья в печи Ванюкова при дискретном запаздывающем контроле качества продуктов плавки, включающий контроль содержания меди в штейне, стабилизацию состава штейна путем поддержания заданного режима плавки за счет корректировки управляющих воздействий, отличающийся тем, что корректировку управляющих воздействий осуществляют непрерывно путем компенсации величины возмущений дискретного запаздывающего контроля содержания меди в штейне, соответствующей эквивалентной величине запаздывания (τэкв), которую определяют по формуле:
где τβ - время лабораторных измерений пробы штейна;
Тβ - период отбора проб штейна.
| Плавка в жидкой ванне/ Под ред | |||
| А.В | |||
| ВАНЮКОВА, М, Металлургия, 1988, сс.122, 123 | |||
| СПОСОБ КОНТРОЛЯ И АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СТАБИЛЬНОСТЬЮ ОБРАЗОВАНИЯ ГАРНИСАЖА В ПРИСТЕННОМ СЛОЕ ПЕЧИ ВАНЮКОВА | 2003 |
|
RU2241186C1 |
| СПОСОБ ПРЯМОЙ ПЛАВКИ | 1999 |
|
RU2226219C2 |
| ПЕЧЬ ВАНЮКОВА ДЛЯ НЕПРЕРЫВНОЙ ПЛАВКИ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ЦВЕТНЫЕ И ЧЕРНЫЕ МЕТАЛЛЫ | 2003 |
|
RU2242687C1 |
| US 4294433 А, 13.10.1981 | |||
| US 4115109 А, 19.09.1978. | |||

