Данное изобретение относится к способу установки компрессорного блока на торец статора электродвигателя, содержащего расточку статора и ось статора, при котором опорную поверхность компрессорного блока устанавливают на контактный участок торца статора и соединяют компрессорный блок со статором.
Кроме того, данное изобретение относится к компрессору, оснащенному статором, имеющим расточку и ось, и компрессорным блоком, который посредством опорной поверхности прикреплен к контактному участку торца статора, причем указанный контактный участок имеет пространственное отклонение от плоскости, перпендикулярной оси статора.
Упомянутый компрессор часто используют в качестве холодильного компрессора в холодильниках и других холодильных или морозильных агрегатах. Понятно, что в данной области техники преследуется задача максимизации коэффициента полезного действия холодильных компрессоров.
Для решения этой задачи в патенте US 6409481 предложено вставлять компрессорный блок, содержащий ротор закрепленного на нем электродвигателя, в статор при помощи вспомогательного установочного средства. Указанное вспомогательное установочное средство обеспечивает равномерный воздушный зазор в периферическом направлении. После этапа вставления компрессорный блок соединяют со статором, а вспомогательное установочное средство удаляют.
В патенте US 3796521 описан способ установки компрессорного блока на статор, согласно которому используют регулирующее устройство, смещающее статор и ротор относительно друг друга по отношению к оси статора до достижения равномерного воздушного зазора.
В патенте DE 2001178 описан способ, согласно которому ротор перемещают с одной стороны расточки статора в противоположную сторону. Пройденное ротором расстояние измеряют, после чего перемещают ротор назад на половину этого расстояния. Ту же самую операцию повторяют в направлении, перпендикулярном первому направлению. Это делают для того, чтобы при сборке ротора со статором был достигнут равномерный воздушный зазор.
В патенте DE 2817532 описан способ, согласно которому в пластине сердечника статора выполняют пазы, проходящие рядом с установочными отверстиями, в которые вставляют зажимные винты, прикрепляющие компрессорный блок к статору. Указанные пазы позволяют удерживать утолщения пластин сердечника статора на удалении от участка крепления, на который опирается компрессорный блок.
К сожалению, упомянутые способы достаточно затратные. Кроме того, оказалось, что практически невозможно уменьшить воздушный зазор ниже определенного значения, не ставя под угрозу работу компрессора. Наконец, в случае роторов, имеющих опору лишь с одной стороны, зачастую приходится применять конические роторы, чтобы избежать контакта между ротором и статором. Это негативно влияет на коэффициент полезного действия.
Таким образом, задача данного изобретения заключается в повышении коэффициента полезного действия компрессора.
Заявленный способ позволяет решить поставленную задачу благодаря тому, что перед установкой компрессорного блока на контактный участок на статор воздействуют с усилием зажатия, соответствующим установочному усилию; определяют пространственное отклонение контактного участка от плоскости, перпендикулярной оси статора; опорную поверхность подвергают механической обработке, компенсируя указанное отклонение; и соединяют компрессорный блок со статором.
Во время реализации этого способа, при зажатии статора, который обычно состоит из пакета пластин, предопределяется состояние, возникающее по окончании установки. Затем статор, или точнее его контактный участок, подвергаемый воздействию силы натяжения, сравнивают с "идеальной" плоскостью, т.е. с плоскостью, перпендикулярной оси статора. В случае пакета пластин избежать пространственного отклонения между этой плоскостью и контактным участком практически невозможно. Обычно это отклонение сравнительно невелико. Однако при некоторых условиях оно может привести к тому, что ось ротора, опирающегося на компрессорный блок, не будет совпадать с осью статора, а будет занимать наклоненное по отношению к ней положение. Если же, действуя согласно предложенному способу, перед установкой компрессорного блока на статор опорную поверхность подвергнуть машинной обработке, компенсируя указанное пространственное отклонение между контактным участком и указанной плоскостью, то можно достичь того, что после установки компрессорного блока на статор ось ротора и ось статора будут не только точно выверены, но и конгруэнтны. Это делает воздушный зазор очень равномерным в окружном направлении. Так как величина воздушного зазора по всей осевой длине статора практически одинакова, величину воздушного зазора по существу можно снизить до минимума. В частности, становится возможным обеспечить величину воздушного зазора в радиальном направлении всего лишь в 0,1-0,2 мм. Так как обычно отклонение контактного участка относительно указанной плоскости весьма невелико и составляет менее одного миллиметра, изменение положения ротора в статоре в осевом направлении, вызванное машинной обработкой опорной поверхности, не оказывает практически никакого влияния. Соответственно, оно не оказывает негативного воздействия на коэффициент полезного действия электродвигателя.
В предпочтительном случае к контактному участку крепят измерительный блок, а при определении отклонения используют ту поверхность этого измерительного блока, которая обращена в противоположную от статора сторону. В этом случае измерительный блок имитирует компрессорный блок в отношении прикладываемой силы натяжения. Измерительный блок крепят на торце статора вместо компрессорного блока. Если для этой цели применяют болты, их затягивают с таким же моментом затяжки, который позже будут применять для крепления компрессорного блока. Это представляет собой простой способ воздействия на статор с той же силой натяжения, которая будет действовать на статор после установки компрессорного блока. В то же время измерительный блок обеспечивает поверхность, при помощи которой можно определить отклонение контактной поверхности от вышеупомянутой идеальной плоскости. Достигаемое в данном случае преимущество заключается в том, что измерительный блок усредняет небольшие локальные отклонения, например неровности, таким же образом, как это впоследствии делает компрессорный блок. Следовательно, для определения отклонения имеется сравнительно большая поверхность, так что измерение можно осуществлять достаточно просто.
В предпочтительном случае в расточку статора вставляют контрольный болт, который используют для крепления измерительного моста, проходящего перпендикулярно оси статора. Если в расточку статора вставлен контрольный болт, в частности распорный болт, то периферию расточки статора можно использовать, если можно так выразиться, в качестве контрольной поверхности для определения положения и центровки оси статора. Затем измерительный мост устанавливают строго перпендикулярно оси контрольного болта, которая соответствует оси статора. Посредством измерительного моста можно воспроизвести плоскость, перпендикулярную оси статора. Соответственно, при помощи измерительного моста можно определить отклонение между этой плоскостью и контактным участком.
Согласно предпочтительному варианту изобретения указанное отклонение определяют по меньшей мере в двух направлениях. В этом смысле указанные два направления предпочтительно должны быть перпендикулярны друг другу. Это означает, что эти два направления ограничивают собой плоскость, так что в этих двух направлениях можно определить отклонение по ширине контактного участка.
В предпочтительном случае к части статора, на которой компрессорный блок не закрепляют, прикладывают указанное усилие зажатия при помощи болтов, которые остаются в статоре как во время установки компрессорного блока, так и после нее. Это означает, что этап установки, а именно установки болтов, осуществляют заблаговременно. По завершении измерения болты служат для удерживания пакета пластин статора в собранном состоянии, в результате чего отдельные части статора не могут перемещаться относительно друг друга, и, следовательно, невозможны никакие изменения в статоре перед последующей установкой компрессорного блока на статор.
Согласно предпочтительному варианту изобретения для компенсации пространственных отклонений опорную поверхность шлифуют. В данном случае шлифование представляет собой сравнительно точную механическую обработку, которую к тому же можно осуществлять с требуемой скоростью. Так как количество удаляемого материала обычно невелико, затраты на шлифование ограничиваются разумными пределами.
В предпочтительном случае опорную поверхность компрессорного блока шлифуют на той же сборочной линии, на которой осуществляют сборку компрессорного блока со статором. Это представляет собой простой способ обеспечения точного соответствия между конкретным статором и конкретным компрессорным блоком, что упрощает процесс изготовления.
Согласно предпочтительному варианту изобретения используют такой компрессорный блок, опорная поверхность которого образована по меньшей мере на двух разделенных промежутком ножках. Благодаря этому опорная поверхность разделяется на две или большее количество зонных участков. Это обстоятельство дает ряд преимуществ. Во-первых, указанные зонные участки можно выполнять сравнительно небольшими, вследствие чего последующую машинную обработку становится осуществлять достаточно просто. Во-вторых, достаточно использовать шлифовальный инструмент сравнительно небольшого размера. Наконец, упомянутый промежуток обеспечивает повышенную устойчивость при сборке компрессорного блока со статором. Во многих случаях достаточно двух ножек. Однако также можно использовать три или четыре ножки.
Что касается заявляемого компрессора, то в этой связи поставленная в изобретении задача решена за счет того, что указанной опорной поверхности придана форма, компенсирующая отклонение между контактным участком и указанной плоскостью.
Как пояснено выше в отношении способа, благодаря этому становится возможным соединить компрессорный блок, несущий на себе ротор, со статором настолько точно, что ось статора и ось ротора будут по существу совпадать. Это значит, что таким образом можно изготовить электродвигатель, обладающий весьма небольшим воздушным зазором, что положительно влияет его на коэффициент полезного действия.
В предпочтительном случае указанная опорная поверхность отшлифована. Следовательно, на компрессорном блоке можно найти следы абразивной обработки. Шлифование опорной поверхности обеспечивает достаточно точную формовку опорной поверхности при компенсации отклонения между упомянутой плоскостью и контактным участком.
Согласно предпочтительному варианту изобретения компрессорный блок имеет по меньшей мере две разделенные промежутком ножки, при этом указанная опорная поверхность образована на стороне ножек, обращенной к статору. Таким образом, для компенсации отклонения между упомянутой плоскостью и контактным участком необходимо отшлифовать лишь два торца ножек. В этой связи ножки могут иметь разную длину, а в некоторых случаях и различные углы наклона торца.
Далее изобретение описано со ссылкой на чертежи на примере предпочтительного варианта его осуществления. На чертежах изображено следующее.
Фиг.1 схематически изображает сечение компрессора.
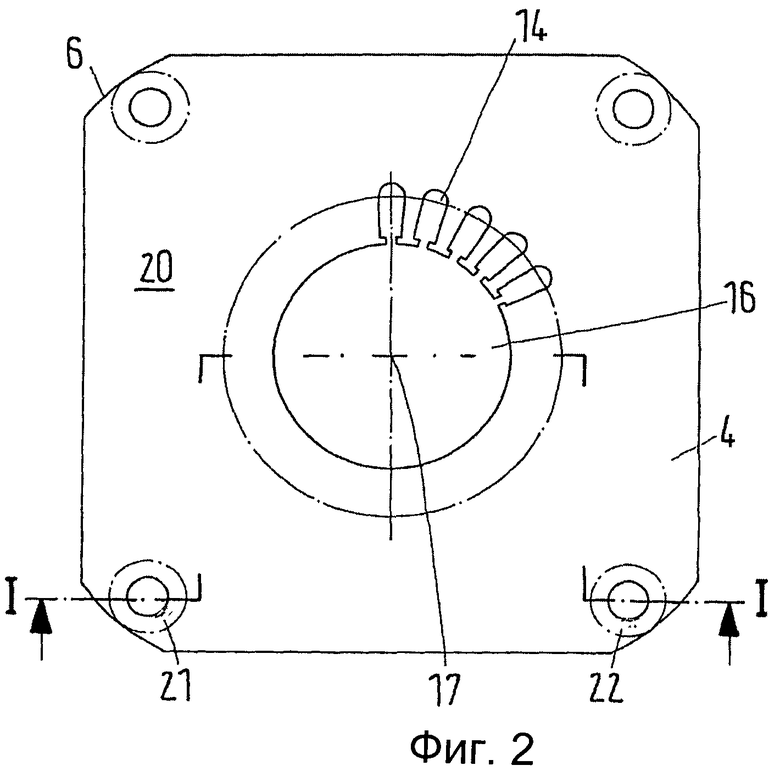
Фиг.2 сверху изображает статор.
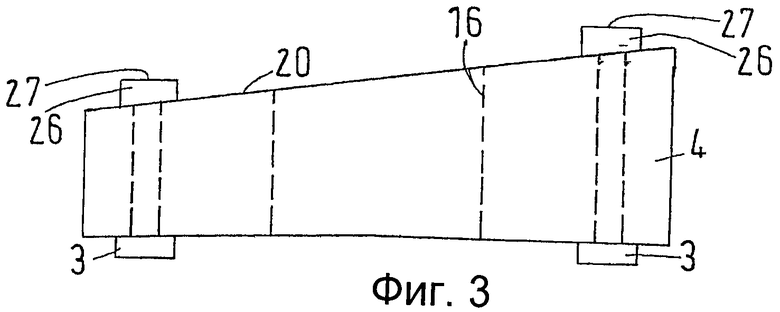
Фиг.3 сбоку изображает статор.
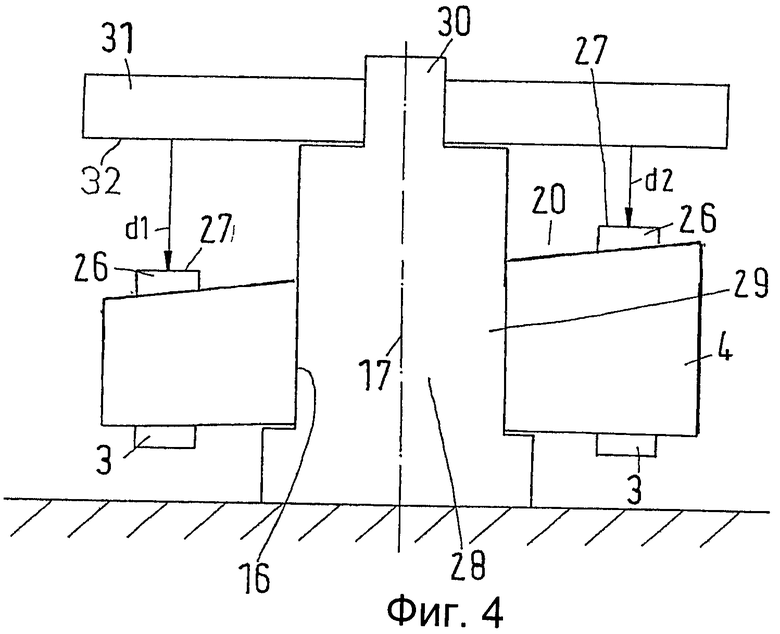
Фиг.4 изображает статор со вставленным болтом и установленным измерительным мостом.
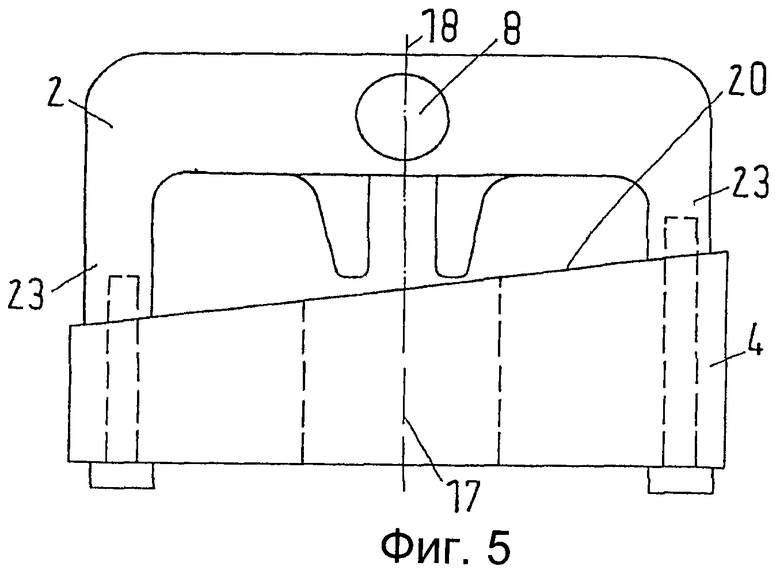
Фиг.5 изображает статор с установленным компрессорным блоком.
Фиг.1 схематически изображает сечение компрессора 1, выполненное по показанной на фиг.2 линии I-I. Компрессор 1 содержит компрессорный блок 2, закрепленный на статоре 4 электродвигателя 5 при помощи двух болтов 3. Статор 4 выполнен в виде пакета пластин со скошенными кромками 6.
Компрессорный блок 2 удерживает на себе цилиндр 7, в котором с возможностью возвратно-поступательного движения установлен поршень 8. Поршень 8 приводится в движение посредством соединительного штока 9, другой конец которого сцеплен с пальцем 10 кривошипа. Палец 10 кривошипа закреплен на валу 11 ротора, который несет на себе ротор 12. Вал 11 ротора удерживается в подшипнике 13, предусмотренном в компрессорном блоке 2.
Статор 4 имеет пазы 14, в которые известным из уровня техники способом вставлены обмотки. На фиг.1 можно видеть только конец 15 обмотки. Пазы начинаются от расточки 16 статора. Ось 17 статора расположена по центру расточки 16. Ось 17 статора должна совпадать с осью 18 ротора. Между статором 4 и ротором 12 образован воздушный зазор 19. Для обеспечения максимально возможного коэффициента полезного действия воздушный зазор 19 в радиальном направлении должен быть как можно меньшим. В частности, он должен составлять менее 0,3 мм, например 0,2 мм.
На своем торце 20, обращенном к компрессорному блоку 2, статор 4 имеет контактную поверхность, образованную двумя зонными поверхностями 21, 22. Ножки 23 компрессорного блока 2 опираются на эти зонные поверхности 21, 22 (на фиг.1 видна лишь одна ножка). На фиг.1 в преувеличенном виде показано, что торец 20 статора 4 отклоняется от "идеальной" плоскости, перпендикулярной оси 17 статора. Во многих случаях это объясняется тем, что пластины, из которых собран статор 4, имеют неодинаковую толщину. Причем даже если при сборке статора отдельные пластины поворачивать с учетом знакочередующейся симметричности, данная мера не обязательно приведет к образованию торца 20, совпадающего с "идеальной" плоскостью, перпендикулярной оси 17 статора. Между тем, если компрессорный блок 2 установить на такой "наклонный" торец 20, ориентация оси 18 ротора скорее всего отклонится от ориентации оси 17 статора. Иначе говоря, две оси 17, 18 не будут совпадать друг с другом. Соответственно, даже если отклонение между двумя осями 17, 18 сравнительно невелико, изготовить воздушный зазор 19 малой величины, предпочтительной с энергетической точки зрения, будет уже невозможно. В результате приходится учитывать механические неидеальности и обеспечивать указанный промежуток такой величины, при которой ротор 12 смог бы вращаться в расточке 16 статора без соприкосновения со статором 4 или по меньшей мере без передачи на подшипник значительных односторонних сил.
Фиг.3-5 иллюстрируют способ, посредством которого можно, несмотря на указанные недостатки статора 4, совместить ось 18 ротора с осью 17 статора, причем сделать это значительно лучше, чем позволяют известные технические решения. На фиг.3-5 элементы, аналогичные элементам, показанным на фиг.1 и 2, обозначены теми же номерами позиций.
Прежде всего следует отметить, что на статор 4 действует усилие зажатия, которое соответствует усилию зажатия в его собранном состоянии и действует в статоре 4 при установленном компрессорном блоке. В этой связи при реализации способа используют не только болты 3, обеспечивающие крепление компрессорного блока 2, но и болты 24, которые располагают там, где компрессорный блок 2 не опирается на статор 4. Болты 24 снабжают гайками 25, при помощи которых достигается требуемое усилие зажатия.
На тех участках, где должен быть закреплен компрессорный блок 2, к торцу 20 статора 4 посредством болтов 3 прикрепляют измерительные блоки 26. Момент затяжки, применяемый при затяжке болтов 3 на измерительных блоках 26, соответствует моменту затяжки, с которым впоследствии к статору 4 крепят компрессорный блок 2. Диаметр или поперечное сечение измерительных блоков 26 соответствует поперечному сечению ножек 23. На своих сторонах, обращенных в противоположную от статора 4 сторону, они имеют контрольную поверхность 27, проходящую параллельно торцу 20 или, точнее говоря, параллельно зонным участкам 21, 22 торца 20, которые в совокупности образуют контактную поверхность. В этом отношении контрольные поверхности 27 "усредняют" небольшие локальные неровности.
В расточку 16 собранного таким образом статора 4 вставляют контрольный болт 28, выполненный, например, в виде распорного болта. Этот контрольный болт 28 полностью заполняет собой расточку 16, причем таким образом, что его ось соответствует оси статора 17. В результате стенка расточки 16 статора опосредованно используется для задания положения оси 17 статора.
Контрольный болт 28 включает в себя первую часть 29, наружный диаметр которой соответствует внутреннему диаметру расточки 16 статора, и вторую часть 30 меньшего диаметра. Обе части 29, 30 имеют совпадающие оси, которые, в свою очередь, совпадают с осью 17 статора.
На второй части 30 устанавливают измерительный мост 31, проходящий строго перпендикулярно оси 17 статора. При помощи этого измерительного моста измеряют расстояние d1 до одного измерительного блока 26 и расстояние d2 до второго измерительного блока 26. Расстояния d1, d2 могут представлять собой, например, промежуток между контрольной поверхностью 27 и нижней стороной 32 измерительного моста 31. Тем не менее, они также могут представлять собой промежуток между контрольной поверхностью и точкой измерения на измерительном мосту 31, или промежуток между измерительным мостом 31 и точкой на торце 20.
На чертеже указанные параметры показаны несколько преувеличенными. На самом деле разница в расстояниях d1, d2 составляет долю миллиметра.
В целях увеличения наглядности чертежа на нем проиллюстрировано измерение при помощи измерительного блока 26 только одного расстояния d1, d2. Однако во многих случаях может оказаться целесообразным измерять несколько расстояний, в результате чего можно также будет определить и наклон контрольной поверхности 27.
То же самое измерение повторяют после поворота измерительного моста 31 на 90° вокруг оси 17 статора. В альтернативном случае измерительный мост 31 может содержать дополнительные датчики, способные при разных положениях определять расстояние до измерительных блоков 26 в направлении, перпендикулярном плоскости чертежа.
На основе полученных таким образом данных можно определить отклонение зонных участков 21, 22 от плоскости, перпендикулярной оси 17 статора.
Чтобы компенсировать это отклонение, прежде чем присоединять компрессорный блок 2 к статору 4, компрессорный блок 2 или, точнее, торцы его ножек 23, обращенные к статору 4, подвергают машинной обработке. Результат виден на фиг.5. Согласно этому чертежу ножки 23 обработаны таким образом, что позволяют удерживать компрессорный блок 2 с обеспечением точного соответствия между осью 18 ротора и осью 17 статора.
Упомянутую машинную обработку целесообразно осуществлять методом шлифования. Согласно наиболее простому варианту изобретения операцию шлифования торцов ножек производят на той же сборочной линии, на которой осуществляют соединение статора 4 с компрессорным блоком 2. В этом случае можно достаточно простым образом собрать воедино статор 4 и точно согласованный с ним компрессорный блок 2. В альтернативном случае статор 4 после обмера снабжают опознавательной меткой. Компрессорный блок 2 предварительно подвергают соответствующей машинной обработке и также снабжают опознавательной меткой. В результате появляется возможность выбора соответствующего компрессорного блока 2, согласованного со статором 4.
Прежде чем устанавливать компрессорный блок 2 на статор 4, со статора 4 необходимо снять измерительные блоки 26. Это обстоятельство не является критичным, поскольку болты 24 с гайками 25 удерживают пакет пластин статора 4 в сборке, вследствие чего изменить свое относительное положение пластины уже не могут. Поэтому когда впоследствии для крепления компрессорного блока 2 на статоре 4 применяют болты 3, результирующие условия получаются точно такими же, какими они были ранее при креплении измерительных блоков.
Описанный способ обеспечивает очень точную центровку компрессорного блока 2 относительно статора 4 и, соответственно, точную центровку ротора 12 относительно статора 4.
Следовательно, размер воздушного зазора 19 между ротором 12 и статором 4 можно будет уменьшить настолько существенно, не опасаясь контакта между этими компонентами, насколько это вообще возможно с учетом допусков по диаметру ротора 12 и расточки 16 статора.
| название | год | авторы | номер документа |
|---|---|---|---|
| УГЛОВОЙ СЕКТОР СТАТОРА С ЛОПАТКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С ОСЕВЫМ КОМПРЕССОРОМ (ВАРИАНТЫ) И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ С ОСЕВЫМ КОМПРЕССОРОМ, СОДЕРЖАЩИЙ ТАКОЙ УГЛОВОЙ СЕКТОР | 2015 |
|
RU2693671C2 |
| ХОЛОДИЛЬНЫЙ КОМПРЕССОР | 2011 |
|
RU2507456C2 |
| КОМПРЕССОРНЫЙ РОТОРНО-ЛОПАТОЧНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1994 |
|
RU2113606C1 |
| Веломобиль с пневмоаккумуляторным приводом | 1988 |
|
SU1717471A1 |
| Способ измерения воздушного зазора в электрической машине | 1978 |
|
SU744857A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| МУЛЬТИПЛИКАТОРНЫЙ ЦЕНТРОБЕЖНЫЙ КОМПРЕССОР | 2001 |
|
RU2209348C2 |
| КОМПРЕССОРНЫЙ БЛОК ХОЛОДИЛЬНОГО АГЕНТА | 2023 |
|
RU2824418C1 |
| УСТРОЙСТВО ФИКСАЦИИ ЛОПАТОК С Т-ОБРАЗНЫМ КРЕПЛЕНИЕМ, СООТВЕТСТВУЮЩИЕ ДИСК КОМПРЕССОРА, КОМПРЕССОР И ТУРБОМАШИНА | 2009 |
|
RU2515572C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СООСНОСТИ ДЕТАЛЕЙ, ЦЕНТРОИСКАТЕЛЬ И МЕХАНИЗМ НАВЕДЕНИЯ | 1995 |
|
RU2107259C1 |
Изобретение относится к способу установки компрессорного блока на торец статора электродвигателя, содержащего расточку статора и ось статора, при котором опорную поверхность компрессорного блока устанавливают на контактный участок торца статора и соединяют компрессорный блок со статором, и может быть использовано в качестве холодильного компрессора в холодильниках. Перед установкой компрессорного блока (2) на контактный участок (21, 22) на статор (4) воздействуют с усилием зажатия, соответствующим установочному усилию; определяют пространственное отклонение контактного участка (21, 22) от плоскости, перпендикулярной оси (17) статора; опорную поверхность подвергают механической обработке, компенсируя указанное отклонение; и соединяют компрессорный блок (2) со статором (4). Повышается коэффициент полезного действия компрессора. 2 н. и 9 з.п. ф-лы, 5 ил.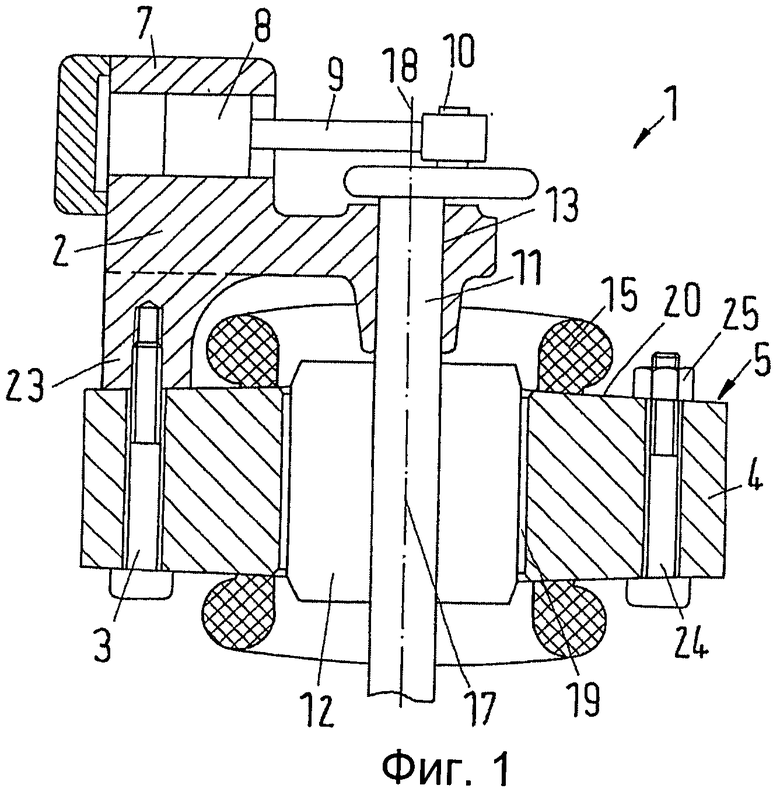
1. Способ установки компрессорного блока (2) на торец (20) статора (4) электродвигателя (5), содержащего расточку (16) статора и ось (17) статора, при котором опорную поверхность компрессорного блока (2) устанавливают на контактный участок (21, 22) торца (20) статора (4) и соединяют компрессорный блок (2) со статором (4), отличающийся тем, что перед установкой компрессорного блока (2) на контактный участок (21, 22) на статор (4) воздействуют с усилием зажатия, соответствующим установочному усилию; определяют пространственное отклонение контактного участка (21, 22) от плоскости, перпендикулярной оси (17) статора; опорную поверхность подвергают механической обработке, компенсируя указанное отклонение; и соединяют компрессорный блок (2) со статором (4).
2. Способ по п.1, отличающийся тем, что к контактному участку (21, 22) крепят измерительный блок (26), а при определении отклонения используют ту поверхность (27) этого измерительного блока (26), которая обращена в противоположную от статора (4) сторону.
3. Способ по п.1 или 2, отличающийся тем, что в расточку (16) статора вставляют контрольный болт (28), который используют для крепления измерительного моста (31), проходящего перпендикулярно оси статора.
4. Способ по п.1 или 2, отличающийся тем, что указанное отклонение определяют по меньшей мере в двух направлениях.
5. Способ по п.1 или 2, отличающийся тем, что к части статора (4), на которой компрессорный блок (2) не закрепляют, прикладывают указанное усилие зажатия при помощи болтов (24), которые остаются в статоре (4) как во время установки компрессорного блока (2), так и после нее.
6. Способ по п.1 или 2, отличающийся тем, что для компенсации пространственных отклонений опорную поверхность шлифуют.
7. Способ по п.6, отличающийся тем, что опорную поверхность компрессорного блока (2) шлифуют на той же сборочной линии, на которой осуществляют сборку компрессорного блока (2) со статором (4).
8. Способ по любому из пп.1, 2, 7, отличающийся тем, что используют такой компрессорный блок (2), опорная поверхность которого образована по меньшей мере на двух разделенных промежутком ножках (23).
9. Компрессор (1), оснащенный статором (4), имеющим торец (20), расточку (16) и ось (17), и компрессорным блоком (2), который посредством опорной поверхности прикреплен к контактному участку (21, 22) торца (20) статора (4), причем указанный контактный участок (21, 22) имеет пространственное отклонение от плоскости, перпендикулярной оси (17) статора, отличающийся тем, что указанной опорной поверхности придана форма, компенсирующая отклонение между контактным участком (21, 22) и указанной плоскостью.
10. Компрессор по п.9, отличающийся тем, что указанная опорная поверхность отшлифована.
11. Компрессор по п.9 или 10, отличающийся тем, что компрессорный блок (2) имеет по меньшей мере две разделенные промежутком ножки (23), при этом указанная опорная поверхность образована на стороне ножек (23), обращенной к статору (4).
| КОМПОЗИТНОЕ ТВЕРДОЕ ТОПЛИВО | 2023 |
|
RU2817532C1 |
| МОТОР-КОМПРЕССОР | 1994 |
|
RU2079713C1 |
| DE 2001178 A, 29.07.1971 | |||
| US 3796521 A, 12.03.1974 | |||
| US 6409481 B1, 25.06.2002. | |||

