Изобретение относится к области обогащения руд черных и цветных металлов и может быть использовано при изготовлении дисковых вакуум-фильтров устройств, предназначенных для обезвоживания продуктов обогащения.
Известен способ изготовления сектора дискового вакуум-фильтра реализованный в изобретении по а.с. СССР №542530, МПК2 B01D 33/26, опубл. 15.01.1977 г., бюллетень №2, 1997 г., включающий операции изготовления путем литья секторного обода, дренирующих решеток из продольных и поперечных ребер и горловины, монтаж составных частей сектора дискового вакуум-фильтра с последующим их скреплением элементами крепежного соединения.
Наиболее близким аналогом к заявляемому изобретению по совокупности признаков и достигаемому техническому результату является способ изготовления сектора дискового вакуум-фильтра, реализованный в изобретении по патенту Украины №42586, опубл. 15.10.2001 г., бюллетень №9, 2001 г., включающий операции изготовления путем литья одинаковых составных частей сектора дискового вакуум-фильтра, каждую из которых отливают за одно целое с продольными и поперечными ребрами дренирующей решетки, полым наконечником под горловину и с элементами замкового соединения, опорных элементов и горловины, стыковки составных частей и их фиксации посредством элементов замкового соединения с последующим их скреплением элементами крепежного соединения.
Общим недостатком приведенных способов является трудоемкость изготовления сектора, которая обусловлена необходимостью сборки сектора из отдельных элементов, что значительно ослабляет его механическую прочность, снижает его надежность и эксплуатационные свойства.
Учитывая то, что сектор вакуум-фильтра эксплуатируется в режиме переменных динамических нагрузок, возникающих в результате разности давлений при вакуумной фильтрации, в отдельных местах дренирующих решеток и обода наблюдаются механические разрушения, которые приводят к преждевременному выходу из строя сектора и фильтровального средства, размещенного над упомянутыми дренирующими решетками.
В основу изобретения поставлена задача - усовершенствовать способ изготовления сектора вакуум-фильтра путем изменения условий выполнения операций, исключить ряд операций и за счет этого упростить технологию изготовления сектора вакуум-фильтра и повысить его эксплуатационные свойства.
Задача решена тем, что в способе изготовления сектора дискового вакуум-фильтра, включающем операции изготовления путем литья одинаковых составных частей сектора дискового вакуум-фильтра, каждую из которых отливают за одно целое с продольными и поперечными ребрами дренирующей решетки, полым наконечником под горловину и с элементами замкового соединения, опорных элементов и горловины, стыковки составных частей и их фиксации посредством элементов замкового соединения с последующим их скреплением элементами крепежного соединения, согласно изобретению, опорные элементы выполняют составными, при этом каждую составную часть опорного элемента отливают за одно целое с соответствующими элементами составной части сектора дискового вакуум-фильтра, стяжной элемент крепежного соединения пропускают через составные части упомянутых опозитно размещенных опорных элементов, а n продольных ребер дренирующих решеток выполняют с вылетом вовнутрь полости сектора относительно других продольных ребер.
Согласно изобретению свободные концы опорных элементов выполняют с элементами замкового соединения.
Вылет n опозитно размещенных продольных ребер дренирующих решеток выполняют с возможностью вхождения своими основаниями в плотный контакт между собой.
Внутреннюю поверхность полого наконечника под горловину выполняют рельефной посредством продольных ребер.
Составные части опорных элементов размещают по периметру составной части обода с его тыльной стороны и выполняют за одно целое с упомянутой частью обода.
Составные части опорных элементов с элементами замкового соединения размещают в месте перекрещивания основного продольного ребра с поперечным и отливают за одно целое с упомянутыми ребрами.
В качестве материала для литья составных частей сектора вакуум-фильтра используют полимерный материал.
Обод изготавливают в поперечном сечении C-образной формы и обращен своей вогнутой стороной вовнутрь сектора.
Ширину боковых сторон C-образного обода выполняют увеличивающейся к горловине сектора дискового вакуум-фильтра.
Вершины продольных и поперечных ребер дренирующей решетки размещают в плоскости лицевой стороны обода.
Выполнение опорных элементов составными, при котором каждую составную часть опорного элемента отливают за одно целое с соответствующими элементами составной части сектора дискового вакуум-фильтра, при этом стяжной элемент крепежного соединения пропускают через составные части упомянутых опозитно размещенных опорных элементов, а n опозитно размещенных продольных ребер дренирующих решеток выполняют с вылетом вовнутрь полости сектора относительно основных продольных ребер, позволило значительно упростить технологию изготовления сектора вакуум-фильтра и повысить его эксплуатационные свойства.
Сущность полезной модели поясняется чертежами, где на:
фиг.1 - представлен сектор вакуум-фильтра;
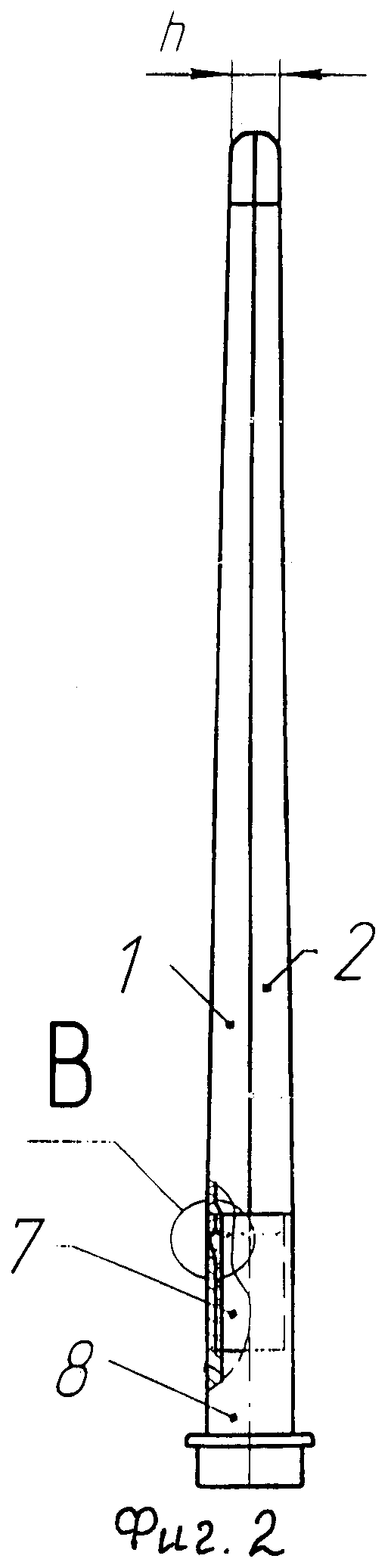
фиг.2 - сектор вакуум-фильтра (вид сбоку);
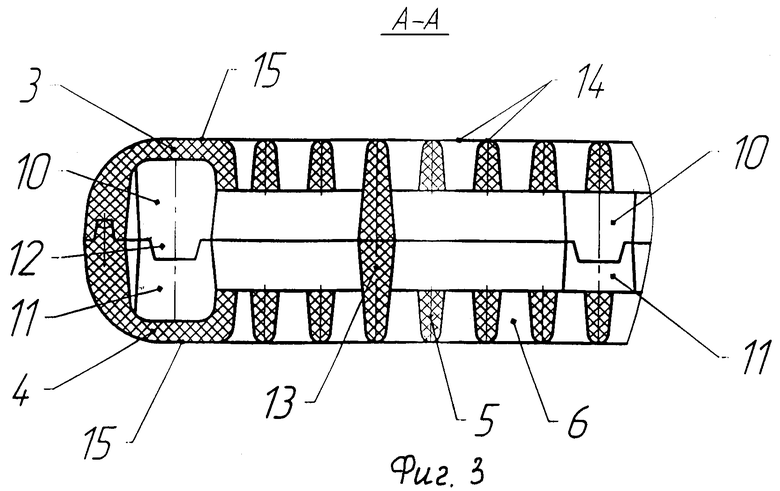
фиг.3 - сектор вакуум-фильтра в сечении по А-А;
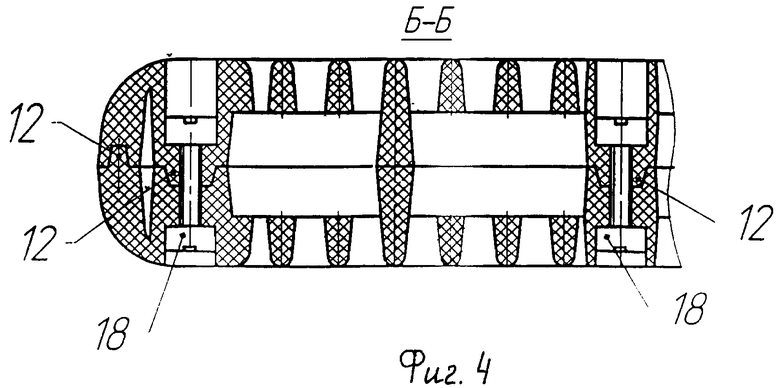
фиг.4 - сектор вакуум-фильтра в сечении по Б-Б;
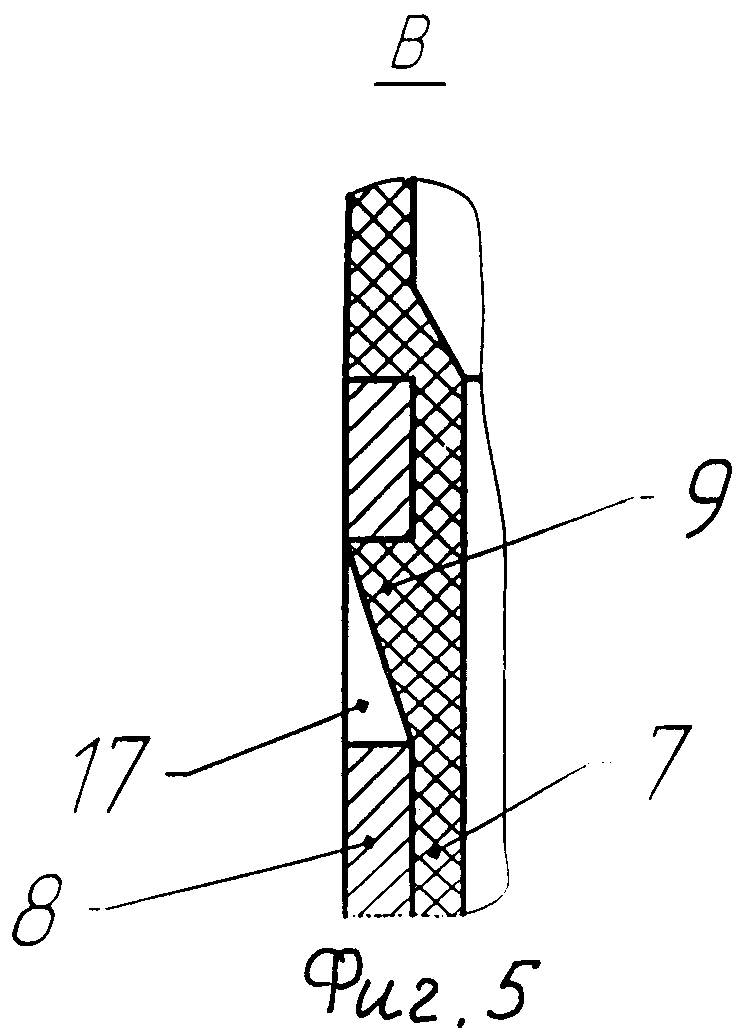
фиг.5 - сектор вакуум-фильтра (вид В).
Сведения, подтверждающие возможность промышленного использования способа изготовления сектора дискового вакуум-фильтра.
Посредством предварительно подготовленных матриц (на чертеже не показано), путем литья изготавливают две одинаковые составные части 1, 2 сектора дискового вакуум-фильтра. В качестве материала для литья составных частей сектора вакуум-фильтра используют полимерный материал. Каждую составную часть обода 3, 4 сектора дискового вакуум-фильтра отливают за одно целое с продольными 5 и поперечными 6 ребрами дренирующей решетки, полым наконечником 7 под горловину 8 и с элементами замкового соединения 9. При этом опорные элементы выполняют составными. Составные части 10, 11 опорных элементов размещают по периметру составных частей обода 3, 4 с его тыльной стороны и выполняют за одно целое с соответствующими 3 или 4 частями обода. Свободные концы опорных элементов 10, 11 выполняют с элементами замкового соединения 12. N продольных ребер 13 дренирующих решеток выполняют с вылетом вовнутрь полости сектора относительно других продольных ребер 5. N опозитно размещенных продольных ребер 13 дренирующих решеток выполняют с возможностью вхождения своими основаниями в плотный контакт между собой и размещают с чередованием групп опозитно размещенных других продольных ребер 5. Кроме того, составные части 10, 11 опорных элементов размещают с тыльной стороны в месте пересечения продольных ребер 5 с поперечными 6 дренирующих решеток и отливают за одно целое с упомянутыми ребрами. Вершины 14 продольных 5, 13 и поперечных ребер дренирующей решетки размещают в плоскости лицевой 15 стороны обода. Обод изготавливают в поперечном сечении С-образной формы и обращен своей вогнутой стороной вовнутрь сектора. При этом ширину h боковых сторон C-образного обода выполняют увеличивающейся к горловине 8 сектора дискового вакуум-фильтра. Внутреннюю поверхность полого наконечника под горловину выполняют рельефной посредством продольных ребер 16. Полый наконечник также отливают с элементами замкового соединения 9 под элемент замкового соединения 17 в горловине 8, которую отливают отдельно. После изготовления составных частей 1, 2 сектора вакуум-фильтра и горловины 8 приступают к сборке сектора. Для чего составные части сектора 1, 2 вакуум-фильтра стыкуют, затем к ним прикладывают встречно направленные усилия до защелкивания элементов во всех замковых соединениях 12. После чего стяжной элемент 18 крепежного соединения в виде самореза пропускают через составные части упомянутых опозитно размещенных опорных элементов 10, 11. После скрепления составных частей вакуум-фильтра на его полый наконечник 7 насаживают горловину 8 с последующей фиксацией посредством элементов замкового соединения 9, 17.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сектора дискового вакуум-фильтра | 1989 |
|
SU1662624A1 |
| Тепловыделяющая сборка ядерного реактора | 2018 |
|
RU2765655C1 |
| Сектор дискового вакуум-фильтра | 1986 |
|
SU1389817A1 |
| Способ изготовления тепловыделяющей сборки | 2020 |
|
RU2732730C1 |
| ОБОЛОЧКА ОТСЕКА ГЕРМЕТИЧНОГО ФЮЗЕЛЯЖА МАГИСТРАЛЬНОГО САМОЛЕТА ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475412C1 |
| Сектор дискового вакуум-фильтра | 1980 |
|
SU1001973A1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА И АКТИВНАЯ ЗОНА ВОДО-ВОДЯНОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2216056C2 |
| Тепловыделяющая сборка ядерного реактора и способ ее изготовления | 2024 |
|
RU2829499C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2012 |
|
RU2506657C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНО-ПРИКЛАДНЫХ ИЗДЕЛИЙ ИЗ ПРОФИЛЬНЫХ ТРУБ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ УКАЗАННЫМ СПОСОБОМ | 2013 |
|
RU2546440C2 |
Изобретение относится к области обогащения руд черных и цветных металлов и может быть использовано при изготовлении дисковых вакуум-фильтров устройств, предназначенных для обезвоживания продуктов обогащения. Способ изготовления сектора дискового вакуум-фильтра включает операции изготовления из полимерного материала путем литья горловины с элементами замкового соединения, одинаковых составных частей сектора дискового вакуум-фильтра, в каждой из которых составную часть обода отливают за одно целое с продольными и поперечными ребрами соответствующей дренирующей решетки, с составной частью полого наконечника под горловину и с опорными элементами стыковки составных частей сектора дискового вакуум-фильтра с последующей их фиксацией и скреплением элементами крепежного соединения. Опорные элементы выполняют составными. Каждую составную часть опорного элемента отливают за одно целое с соответствующими элементами составной части сектора дискового вакуум-фильтра в виде составной части обода и ребер соответствующей дренирующей решетки, стяжной элемент крепежного соединения пропускают через составные части опорных элементов, свободные концы которых выполняют с элементами замкового соединения, а внутреннюю поверхность полого наконечника под горловину выполняют рельефной формы посредством продольных ребер. Технический результат: упрощение технологии изготовления сектора вакуум-фильтра. 2 з.п. ф-лы, 5 ил.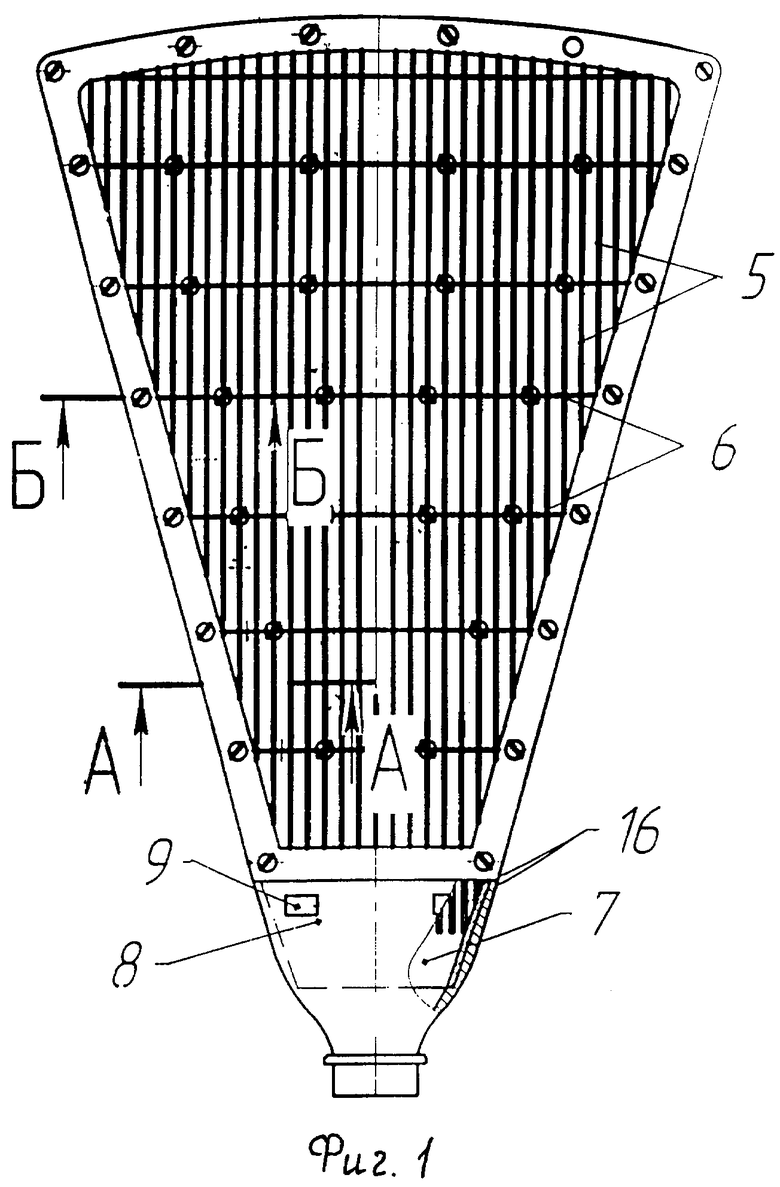
1. Способ изготовления сектора дискового вакуум-фильтра, включающий операции изготовления из полимерного материала путем литья горловины с элементами замкового соединения, одинаковых составных частей сектора дискового вакуум-фильтра, в каждой из которых составную часть обода отливают за одно целое с продольными и поперечными ребрами соответствующей дренирующей решетки, с составной частью полого наконечника под горловину и с опорными элементами стыковки составных частей сектора дискового вакуум-фильтра с последующей их фиксацией и скреплением элементами крепежного соединения, отличающийся тем, что опорные элементы выполняют составными, при этом каждую составную часть опорного элемента отливают за одно целое с соответствующими элементами составной части сектора дискового вакуум-фильтра в виде составной части обода и ребер соответствующей дренирующей решетки, стяжной элемент крепежного соединения пропускают через составные части опорных элементов, свободные концы которых выполняют с элементами замкового соединения, а внутреннюю поверхность полого наконечника под горловину выполняют рельефной формы посредством продольных ребер.
2. Способ изготовления сектора дискового вакуум-фильтра по п.1, отличающийся тем, что составные части опорных элементов размещают по периметру составной части обода сектора дискового вакуум-фильтра.
3. Способ изготовления сектора дискового вакуум-фильтра по п.1, отличающийся тем, что составные части опорных элементов размещают в месте перекрещивания продольных и поперечных ребер сектора дискового вакуум-фильтра.
| Способ изготовления сектора дискового вакуум-фильтра | 1989 |
|
SU1662624A1 |
| Устройство для автоматической сигнализации на однопутных участках электрических железных дорог | 1934 |
|
SU42586A1 |
| Сектор для вакуумного фильтра с вращающимся диском | 1986 |
|
SU1715194A3 |
| Кривошипно-шатунный механизм | 1945 |
|
SU68347A1 |
| FI 922898, 15.07.1994 | |||
| Устройство для исследования качения колес автомобиля | 1973 |
|
SU521492A1 |

