Изобретение относится к устройствам в области нанесения покрытий детонационным способом на внутренние поверхности деталей и механической обработки их и может быть использовано в различных отраслях машиностроения для изготовления и восстановления деталей, работающих в условиях повышенного коррозионного, эрозионного и абразивного воздействия, например, при восстановлении гильз двигателей внутреннего сгорания.
Для современного машиностроения характерно применение метода концентрации разнородных технологических операций на одном оборудовании. Данный технологический прием позволяет повысить производительность, точность и качество обрабатываемых изделий, существенно уменьшить припуск на окончательную обработку поверхности, что, в свою очередь, способствует снижению энергозатрат и себестоимости.
Для деталей типа гильз ДВС предусматривается поверхностно-термическая и финишная механическая обработка внутренней поверхности. Данные виды обработки формируют основные физико-химические свойства поверхности, оказывающие влияние на эксплуатационные характеристики изделий. Поэтому мы считаем, что целесообразно осуществить интеграцию именно этих операций на одном техническом оборудовании. Предлагается устройство для интегрированной операции восстановления деталей типа гильз двигателей внутреннего сгорания.
По патенту №2106915 известен способ детонационного нанесения покрытий и устройство для его осуществления для нанесения покрытий на наружные поверхности, причем операции предварительной подготовки поверхности, напыления и последующей обработки производят за одну установку обрабатываемой детали. Для этого в устройстве на механизме перемещения пушки установлено приспособление для крепления инструмента для предварительной и окончательной обработки поверхности. Однако устройство по этому патенту может обрабатывать только наружные поверхности. Обработка внутренних поверхностей невозможна.
Известен способ реставрации гильз ДВС (Ремонт дорожных машин, автомобилей и тракторов. - Учебник / Под редакцией В.А.Зорина. - М.: изд. «Академия», 2005. - с.300), включающий предварительную механическую обработку, транспортировку детали на участок для нанесения покрытия поверхности, затем обратную транспортировку напыленной детали на механический участок для окончательной обработки. К недостаткам этого способа относятся снижение качества напыляемой поверхности за счет увеличения разнотолщинности слоя в связи с переустановкой детали, снижения производительности за счет увеличения времени обработки, связанного с увеличением припусков и толщины напыляемого слоя и временем на транспортировку детали.
По патенту RU №2350403 (авторы Л.Ф.Мелехин, А.В.Люханов, М.А.Филатов), взятому за прототип, известно устройство для детонационного напыления внутренних поверхностей деталей, например, гильз двигателей внутреннего сгорания. Оно включает детонационную пушку с защитной камерой. Защитная камера образуется напыляемой деталью и двумя крышками, одна из которых установлена на стволе пушки и снабжена упругим элементом. Пушка установлена на механизме горизонтального перемещения. Пушка состоит из ствола, камеры сгорания и разгонной части. Разгонная часть образована изгибом конца ствола по радиусу до прямого угла с конусным сужением в конце. Ствол и разгонная часть детонационной пушки вводятся внутрь напыляемой детали. Деталь приводится во вращение механизмом станка. Производится напыление внутренней поверхности. Но устройство не может напылять отверстия различных диаметров, т.к. нет вертикального установочного перемещения. Кроме того, это устройство не обеспечивает предварительной и окончательной механической обработки внутренней поверхности детали, а производит только напыление.
Задачей предлагаемого изобретения является создание устройства, на котором можно осуществлять операции детонационного напыления покрытий на внутреннюю поверхность и механическую обработку этой поверхности до и после нанесения покрытия при одном закреплении детали.
Техническим результатом является повышение качества полученного слоя на внутренней поверхности детали с одновременным сокращением времени обработки детали и повышением производительности.
Задача решается предлагаемым устройством для комплексной обработки внутренней поверхности детали типа гильз ДВС путем детонационного нанесения покрытия и механической обработки этой поверхности.
В предлагаемом устройстве используются: детонационная пушка с крышкой, установленной на стволе, который выполнен с разгонной частью изгибом ствола по радиусу до прямого угла с конусным сужением в конце; механизмы горизонтального перемещения пушки и вращения детали; инструмент для предварительной и окончательной механической обработки внутренней поверхности детали; механизм вертикального перемещения пушки и платформа, закрепленная на механизме горизонтального перемещения, причем на платформе параллельно размещены детонационная пушка и инструмент для предварительной и окончательной механической обработки внутренней поверхности детали, выполненный в виде шлифовальной бабки и состоит из электродвигателя, редуктора, шпинделя, оправки и шлифовального круга, а также механизм вертикального перемещения пушки, состоящий из пары «винт-гайка», угольника и маховика.
Технический результат достигается путем установки на платформе механизма вертикальных перемещений пушки и параллельного размещения детонационной пушки и инструмента для предварительной и окончательной механической обработки внутренней поверхности детали. Деталь закрепляется один раз, а вся обработка производится с одной установки, что ликвидирует погрешности базирования, устраняет разнотолщинность нанесенного слоя, что дает повышение качества, а также снижает припуск на механическую обработку, сокращая время обработки и повышая производительность труда.
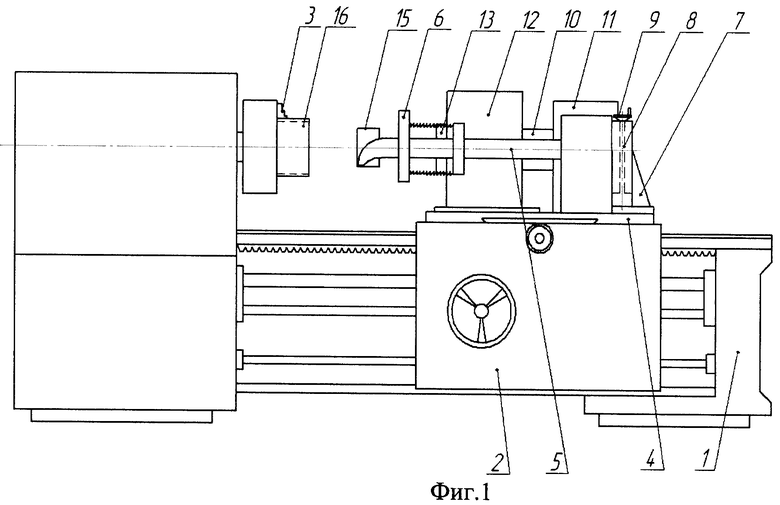
На фиг.1 показано предлагаемое устройство, вид сбоку.
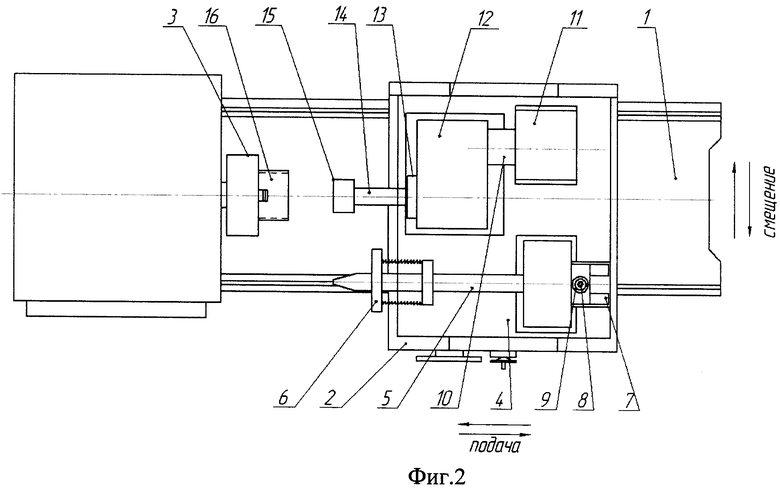
На фиг.2 оно показано видом сверху.
Станок 1 имеет механизм горизонтальных перемещений 2 и вращение детали через шпиндель и трехкулачковый самоцентрующий патрон 3. На механизме горизонтальных перемещений 2 установлена платформа 4 с расположенной на ней детонационной пушкой 5, имеющей на стволе подпружиненную крышку 6 и механизм вертикальных перемещений пушки, состоящий из угольника 7, пары «винт-гайка» 8 и маховика 9. На платформе 4 параллельно с пушкой 5 расположен инструмент для предварительной и окончательной механической обработки в виде шлифовальной бабки 10, состоящей из электродвигателя 11, редуктора 12, шпинделя 13, оправки 14 и шлифовального круга 15. Обрабатываемая деталь 16.
Работа предлагаемого устройства происходит следующим образом. Деталь 16 устанавливается в трехкулачковый самоцентрующий патрон 3 и приводится во вращение. Шлифовальный круг 15, установленный на оправке 14 в шпиндель 13, через редуктор 12 получает вращение от электродвигателя 11, после установки горизонтальных перемещений вводится внутрь детали 16 и производит предварительную обработку поверхности до заданных размеров. Затем шлифовальный круг 15 отводится назад от детали 16, сдвигается с оси детали, внутрь детали после установочных горизонтальных и вертикальных перемещений вводится ствол детонационной пушки 5, прижимая крышку 6 к торцу детали 16, создавая закрытую камеру для работы, и производится напыление на заданные размеры, причем обеспечивается минимальный припуск на окончательную обработку. Ствол пушки 5 вместе с платформой 4 отводится от детали 16 назад, внутрь детали вводится шлифовальный круг 15 и производится окончательная обработка поверхности.
Предлагаемое устройство может быть реализовано на серийном металлообрабатывающем оборудовании, например на токарном станке 1. В качестве механизма вращения детали используется шпиндель станка с закрепленным на нем патроном 3, а детонационная пушка и шлифовальная бабка устанавливаются на платформу 4, которая крепится на суппорт горизонтальных перемещений станка 2, имеющего движение вдоль оси и поперечное перемещение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДЕТОНАЦИОННОГО НАПЫЛЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2007 |
|
RU2350403C1 |
| СПОСОБ ДЕТОНАЦИОННОГО НАНЕСЕНИЯ ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2106915C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТУПИЦЫ НАПРАВЛЯЮЩЕГО АППАРАТА ЦЕНТРОБЕЖНОГО ЭЛЕКТРОНАСОСА | 2012 |
|
RU2510426C1 |
| СПОСОБ ДЕТОНАЦИОННОГО НАРАЩИВАНИЯ ПОВЕРХНОСТИ ФИЗИЧЕСКИХ ОБЪЕКТОВ | 2014 |
|
RU2567289C2 |
| СПОСОБ НАНЕСЕНИЯ ДЕТОНАЦИОННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ДЕТАЛИ | 2012 |
|
RU2504599C2 |
| СПОСОБ НАНЕСЕНИЯ ГАЗОТЕРМИЧЕСКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ИЗДЕЛИЯ | 2013 |
|
RU2545880C2 |
| Станок для обработки изделий | 1985 |
|
SU1269956A1 |
| ПУШКА ДЛЯ ДЕТОНАЦИОННОГО НАПЫЛЕНИЯ | 1992 |
|
RU2070442C1 |
| СПОСОБ ДЕТОНАЦИОННОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2007 |
|
RU2383655C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ ПЕРЕД НАНЕСЕНИЕМ ДЕТОНАЦИОННОГО ПОКРЫТИЯ | 2013 |
|
RU2545883C2 |
Изобретение относится к устройствам в области нанесения покрытий детонационным способом на внутренние поверхности деталей и механической обработки их и может быть использовано в различных отраслях машиностроения для изготовления и восстановления деталей, работающих в условиях повышенного коррозионного, эрозионного и абразивного воздействия, например, при восстановлении гильз двигателей внутреннего сгорания. Устройство дополнительно содержит инструмент для предварительной и окончательной механической обработки внутренней поверхности детали. Кроме того, устройство дополнительно содержит механизм вертикального перемещения пушки и платформу, закрепленную на механизме горизонтального перемещения. На платформе размещены детонационная пушка и инструмент для предварительной и окончательной механической обработки внутренней поверхности детали, установленные параллельно. Также устройство содержит механизм вертикального перемещения пушки. Техническим результатом является повышение качества полученного слоя на внутренней поверхности детали из-за отсутствия разнотолщинности слоя с одновременным сокращением времени обработки. 2 з.п. ф-лы, 2 ил.
1. Устройство для комплексной обработки внутренней поверхности детали типа гильз ДВС путем детонационного нанесения покрытия и механической обработки этой поверхности, включающее детонационную пушку с крышкой, установленной на стволе, который выполнен с разгонной частью, образованной изгибом ствола по радиусу до прямого угла с конусным сужением в конце, и механизмы горизонтального перемещения пушки и вращение детали, отличающееся тем, что дополнительно содержит инструмент для предварительной и окончательной механической обработки внутренней поверхности детали, механизм вертикального перемещения пушки и платформу, закрепленную на механизме горизонтального перемещения, причем на платформе размещены детонационная пушка и инструмент для предварительной и окончательной механической обработки внутренней поверхности детали, установленные параллельно, а также механизм вертикального перемещения пушки.
2. Устройство по п.1, отличающееся тем, что механизм вертикального перемещения пушки состоит из пары «винт-гайка», угольника и маховика.
3. Устройство по п.1, отличающееся тем, что инструмент для предварительной и окончательной механической обработки поверхности выполнен в виде шлифовальной бабки и состоит из электродвигателя, редуктора, шпинделя, оправки и шлифовального круга.
| УСТРОЙСТВО ДЛЯ ДЕТОНАЦИОННОГО НАПЫЛЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2007 |
|
RU2350403C1 |
| СПОСОБ ДЕТОНАЦИОННОГО НАНЕСЕНИЯ ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2106915C1 |
| УСТРОЙСТВО ДЛЯ ДЕТОНАЦИОННОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ИЗДЕЛИЙ | 1992 |
|
RU2036022C1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Экономайзер | 0 |
|
SU94A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

