Изобретение относится к области газотермического нанесения покрытий, конкретнее, к технологии подготовки поверхности изделия перед нанесением детонационного покрытия.
Из уровня техники известен способ подготовки поверхности перед нанесением покрытия, при котором поверхность изделия подвергается воздействию потока частиц корунда, формируемого с помощью пескоструйной установки, описанной в книге «Газотермическое напыление» под общей ред. Л.Х. Балдаева. - МаркетDC, 2007. - стр.66-67. Данный способ заключается в том, что с помощью струи сжатого воздуха частицы корунда направляются на поверхность детали и активируют ее, создавая требуемый микрорельеф, что необходимо для получения высокой прочности сцепления покрытия с подложкой при напылении.
Известный способ имеет ряд недостатков, так выделение этапа подготовки поверхности детали в отдельную операцию приводит к появлению большого промежутка времени между моментом получения ювенильной поверхности при абразивно-струйной очистке и моментом непосредственного напыления покрытия (до нескольких часов). За это время происходит переход поверхности в равновесное состояние. Кроме того, снижается производительность производственного процесса в целом.
Наиболее близким к описываемому изобретению является способ подготовки поверхности изделия перед нанесением детонационного покрытия, включающий воздействие на поверхность потока частиц корунда, формируемого с помощью установки детонационного напыления, описанный в книге «Детонационные покрытия в машиностроении», - Бартеньев С.С., Федько Ю.П., Григоров А.И., Ленинград: Машиностроение, 1982, стр.133.
Указанный способ заключается в том, что подготовка поверхности изделия проводится непосредственно перед нанесением покрытия частицами корунда, ускоренными в самой детонационной установке. При этом подготовка поверхности осуществляется частицами порошка, который в дальнейшем используется для напыления покрытия. Режимы работы детонационной установки подбираются такие, чтобы частицы порошка при выходе из ствола не достигали температуры плавления и сохраняли необходимую твердость для получения требуемого микрорельефа. После завершения этапа подготовки поверхности установку перенастраивают на режимы, при которых температура частиц порошка при выходе из ствола достигает температуры плавления, и начинают процесс напыления покрытия.
Однако остановка работы детонационной установки для ее перенастройки с режима подготовки поверхности на режим напыления покрытия требует времени, достаточного для значительного снижения степени активации. Кроме того, данный способ может приниматься лишь при нанесении покрытий из оксида алюминия (Al2O3). При напылении других материалов, например металлов, возможность подготовки поверхности напыления становится проблематичной. Размер частиц корунда, применяемого для получения детонационных покрытий, обычно не превышает 50 мкм. Масса таких частиц даже при скорости 300-400 м/с недостаточна для получения качественного микрорельефа при подготовке поверхности. Для достижения максимально возможной степени активации напыляемой поверхности имеется лишь два параметра технологического процесса для варьирования - состав взрывчатой газовой смеси и степень заполнения ствола смесью, что сужает диапазон регулирования скорости и температуры абразивных частиц.
В связи с вышеуказанными недостатками, несмотря на значительное уменьшение трудоемкости процесса, качество подготовки напыляемой поверхности является невысоким.
Задачей, на решение которой направлено заявленное изобретение, является улучшение качества поверхности изделия перед нанесением детонационного покрытия.
Технический результат заявленного изобретения заключается в повышении степени активации напыляемой поверхности, что приводит к существенному росту прочности сцепления покрытия с подложкой. Кроме того, благодаря устранению операции перехода от одного режима к другому, связанной с остановкой работы установки, увеличивается производительность.
Технический результат достигается тем, что способ подготовки поверхности изделия перед нанесением детонационного покрытия включает воздействие на поверхность потока абразивных частиц, формируемого с помощью установки детонационного напыления, а порошок для очистки подается на режимах напыления из отдельного дозатора, расположенного на таком расстоянии от среза ствола, чтобы температура и скорость очищающих частиц на выходе обеспечивали максимальную степень активации, при этом после завершения этапа подготовки поверхности данный дозатор отключают, а дозатор с порошком для напыления частиц включают без остановки работы детонационной установки.
Благодаря использованию двух дозаторов предлагаемый способ может применяться не только при напыления оксида алюминия, но и всех материалов, наносимых детонационным методом.
Использование отдельного дозатора для абразивной обработки напыленной поверхности дает возможность использовать для этого порошок с более крупной грануляцией частиц. Частицы с большой массой создают более ярко выраженный микрорельеф напыляемой поверхности, что способствует росту прочности сцепления покрытия с подложкой (σсц).
На рисунке 1 изображена схема расположения оборудования для осуществления предлагаемого способа, где
1 - детонационная установка;
2 - дозатор с порошком для напыления покрытия (дозатор II);
3 - дозатор с порошком для абразивной обработки напыляемой поверхности (дозатор I);
4 - деталь, на которую наносится покрытие;
5 - манипулятор для закрепления и вращения (перемещения) детали;
S1 - глубина загрузки порошка для абразивной обработки напыляемой поверхности;
S2 - глубина загрузки порошка для напыления покрытия.
На стволе детонационной установки 1 на определенном расстоянии от среза, называемой «глубиной загрузки» S1, устанавливается дозатор 3 с порошком для абразивной обработки напыляемой поверхности детали 4. Деталь 4 закрепляется для вращения и (или) возвратно-поступательного перемещения в манипуляторе 5.
Порошок для нанесения детонационного покрытия находится в дозаторе 2, который закрепляется на стволе детонационной установки на глубине загрузки S2. Глубина загрузки S2, а также другие режимы процесса напыления (состав рабочей взрывчатой смеси газов, степень заполнения ствола рабочей смесью, гранулометрический состав порошка, дистанция напыления, длина ствола, частота стрельбы) выбираются такими, чтобы обеспечить разогрев напыляемых частиц до температуры плавления и их максимально возможной скорости для получения высокой адгезии покрытия.
Пример. Деталь, подлежащую абразивной обработке перед детонационным напылением покрытия, закрепляют в специальном манипуляторе для вращения и линейного перемещения. Включают манипулятор для осуществления вращательного и (или) возвратно-поступательного движения детали. Включают детонационную установку с дозатором I, подающим порошок для абразивной обработки поверхности детали. Деталь обрабатывают абразивами на режимах процесса напыления. После завершения этапа подготовки поверхности одновременно выключают дозатор I, подающий порошок для абразивной обработки, и включают дозатор II, подающий порошок для напыления покрытия, при продолжающей работать детонационной установке.
В результате анализа известных технических решений при проведении патентных исследований авторами не обнаружено технических решений с признаками, сходными с отличительными признаками заявляемого решения, поэтому заявляемое решение обладает существенными отличиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ГАЗОТЕРМИЧЕСКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ИЗДЕЛИЯ | 2013 |
|
RU2545880C2 |
| СПОСОБ ДЕТОНАЦИОННОГО НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ ОКСИДА АЛЮМИНИЯ | 2014 |
|
RU2587370C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ДЕТАЛИ С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2442841C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОГЛОЩАЮЩЕГО СВЧ-ЭНЕРГИЮ ПОКРЫТИЯ | 2019 |
|
RU2712326C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДЕТОНАЦИОННОГО НАПЫЛЕНИЯ | 1997 |
|
RU2140334C1 |
| УСТРОЙСТВО ДЕТОНАЦИОННОГО НАПЫЛЕНИЯ И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2022 |
|
RU2783749C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТОНАЦИОННОГО БИОСОВМЕСТИМОГО ПОКРЫТИЯ НА МЕДИЦИНСКИЙ ИМПЛАНТАТ | 2014 |
|
RU2557924C1 |
| СПОСОБ ДЕТОНАЦИОННОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2007 |
|
RU2383655C2 |
| Детонационная установка | 1983 |
|
SU1103410A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ МЕТОДОМ КОАКСИАЛЬНОЙ ЛАЗЕРНОЙ ОПЛАВКИ | 2011 |
|
RU2503740C2 |
Изобретение относится к области газотермического нанесения покрытий, в частности к способу детонационного напыления покрытия. На поверхность воздействуют потоком абразивных частиц, формируемым с помощью установки детонационного напыления. Порошок для очистки подают на режимах напыления из отдельного дозатора, расположенного на расстоянии от среза ствола, при этом температурой и скоростью очищающих частиц на выходе обеспечивают максимальную степень активации напыляемой поверхности. После завершения этапа подготовки поверхности данный дозатор отключают, а дозатор с порошком для напыления частиц включают без остановки работы детонационной установки. Техническим результатом является повышение степени активации напыляемой поверхности и увеличение производительности. 1 ил.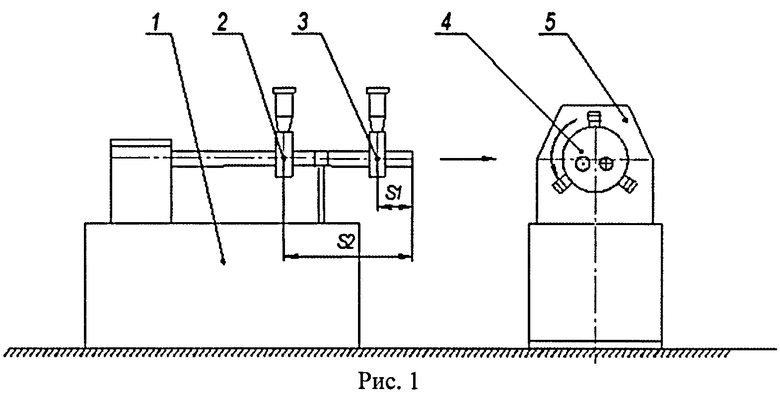
Способ детонационного нанесения покрытия, включающий подготовку поверхности изделия путем воздействия потоком частиц абразивного порошка и воздействие на обработанную поверхность изделия потоком частиц порошка покрытия, которые формируют с помощью установки детонационного напыления, отличающийся тем, что для подготовки поверхности и для напыления используют установку детонационного напыления, содержащую дозатор для абразивного порошка и дозатор для порошка покрытия, при этом для очистки абразивный порошок подают на режимах напыления, а дозатор с абразивным порошком располагают на расстоянии от среза ствола, при котором температура и скорость очищающих частиц на выходе обеспечивают максимальную степень активации напыляемой поверхности, при этом после завершения подготовки поверхности дозатор с абразивным порошком отключают, а дозатор с порошком для напыления включают без остановки работы детонационной установки.
| под общей ред | |||
| Л.Х | |||
| БАЛДАЕВА "Газотермическое напыление", Маркет DC, 2007,с.66-67 | |||
| СПОСОБ ОБЛАГОРАЖИВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ГРЕБНЯ КОЛЕСНОЙ ПАРЫ ЛОКОМОТИВОВ | 1996 |
|
RU2144963C1 |
| СПОСОБ ВЗРЫВНОГО НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2011 |
|
RU2471591C2 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ АЛЮМИНИЕВЫХ ДЕФОРМИРУЕМЫХ СПЛАВОВ | 1995 |
|
RU2087584C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ, СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2235148C2 |
| US6630207B1,07.10.2003 | |||
| Подвеска подвесного грузонесущего конв йера для штучных изделий | 1976 |
|
SU625977A2 |

