Изобретение относится к области машиностроения и предназначено для детонационного наращивания поверхности физических объектов.
Известно техническое решение: способ и устройство для детонационного напыления (RU №2140334 С1, МПК6 В05В 7/20). Напыляемый порошок до выполнения детонационного напыления разогревают до 0,9 температуры плавления с целью усиления адгезии.
Известно техническое решение: высокопроизводительный детонационный пистолет-распылитель с высокой частотой повторения импульсов (RU №2236910 С2, МПК6 В05В 7/20).
Наиболее близким по технической сущности к заявляемому объекту является техническое решение: способ детонационного нанесения покрытий и устройство для его осуществления (RU №2106915 С1, МПК6 B05D 1/00, В05В 7/20). Способ включает детонационную пушку, механизм перемещения пушки и обрабатываемой детали и защитную камеру. После напыления данного участка камера перемещается на другой участок детали и процесс повторяется.
Известные технические решения имеют недостатки:
- при последовательном расположении очередных дискретных наращиваемых участков детали и большой скорострельности детонационного инструмента на еще не остывшее пятно от предыдущего выстрела накладывается новое пятно. В зоне перекрытия пятен происходит перегрев напыляемого материала, снижается качество покрытия, особенно в случае применения разогрева напыляемого порошка до 0,9 температуры плавления с целью повышения адгезии;
- дискретизация участков детали с помощью защитной камеры не обеспечивает ликвидации таких условий напыления, когда имеет место наложение очередного пятна на еще не остывшее пятно покрытия после предыдущего выстрела.
Технической задачей, для решения которой служит изобретение, является создание условий, при которых обеспечивается повышение скорости выполнения технологического процесса детонационного наращивания толщины физического объекта и исключается снижение качества покрытия ввиду перегрева напыляемого материала в зоне перекрытия не остывшего пятна предыдущего выстрела и пятна очередного выстрела, особенно в случае применения предварительного разогрева наносимого на деталь материала.
Техническим результатом, получаемым при практическом использовании изобретения, является создание возможности: а) обеспечить надлежащее позиционирование технологического оборудования устройства детонационного напыления относительно физического объекта напыления для обработки физического объекта, б) исключить контакт и перегрев наносимого материала в зонах его перекрытия двух последовательных во времени выстрелах и тем самым повысить качество наносимого покрытия, особенно в случае применения предварительного разогрева наносимого на деталь материала.
Для решения поставленной технической задачи предлагаемый способ детонационного наращивания поверхности физических объектов включает детонационный циклический инструмент, снабженный манипулятором перемещения, и блок установки обрабатываемой детали. В процессе наращивания поверхности физических объектов манипулятор и блок установки обрабатываемой детали перемещают по специальным траекториям. Траектории выбирают таким образом, чтобы газодетонационный циклический инструмент относительно объекта напыления располагают так, чтобы дискретные пятна напыления (покрытия) от отдельных очередных выстрелов 1…n газодетонационного циклического инструмента располагались на поверхности детали в последовательности 1…n. Причем пятно напыления, выполненное (нанесенное) в процессе n-го от начала процесса обработки объекта выстрела газодетонационного циклического инструмента 1, накладывают на пятно напыления, выполненное в процессе не позднее чем n-2-го от начала процесса обработки объекта выстрела газодетонационного циклического инструмента.
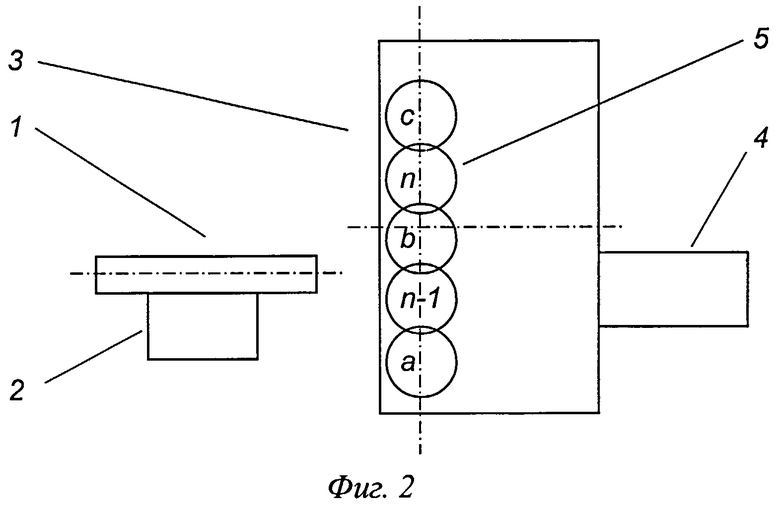
Изобретение поясняется прилагаемыми схемами, где на фиг. 1 показана последовательность реализации предлагаемого способа для плоского объекта, вид сверху (позиции 1, 2 - развернуто на 90° влево относительно плоскости позиции 3); на фиг. 2 показана последовательность реализации предлагаемого способа для цилиндрического объекта, вид со стороны поверхности детали (позиции 1, 2 - развернуто на 90° влево относительно плоскости позиции 3).
Предлагаемый способ реализуется с помощью газодетонационного циклического инструмента 1, установленного на манипуляторе перемещения 2 и ориентированного относительно объекта напыления 3, установленного в блок установки обрабатываемой детали 4, согласно физическим закономерностями процесса детонационного наращивания толщины физического объекта на расстоянии от поверхности, на которую производится детонационное напыление в последовательности отдельных дискретных пятен материала в интервалы 1…n от момента начала обработки детали. Пятно нанесенного на деталь вещества 5.
Предлагаемый способ реализуется следующим образом. В блок установки обрабатываемой детали 4 устанавливают физический объект 3 (например, плиту кристаллизатора, коленчатый вал и т.д.) для нанесения на его поверхность слоя вещества 5 путем детонационного наращивания.
Суппорт манипулятора перемещения 2 позиционируют так, чтобы газодетонационного циклического инструмента 1 находился на заданном физическими закономерностями процесса детонационного наращивания толщины физических объектов расстоянии от поверхности физического объекта 3, на которую производится детонационное напыление.
Включают газодетонационный циклический инструмент 1 и производят обстрел поверхности объекта напыления 3.
Вариант наращивания поверхности плоского объекта. Манипулятор 2, на который установлен газодетонационный циклический инструмент 1, перемещают относительно объекта напыления 3 так, чтобы дискретные пятна напыления от отдельных выстрелов газодетонационного циклического инструмента 1 располагались на поверхности детали в последовательности 1…n так, чтобы пятно напыления, выполненное в процессе n-го от начала процесса обработки объекта выстрела газодетонационного циклического инструмента 1 накладывалось на пятно напыления (покрыта), выполненное в процессе не позднее чем n-2-го от начала процесса обработки объекта выстрела газодетонационного циклического инструмента. В таком случае нет наложения очередных пятен наносимого материала. В то же время алгоритм последовательности обстрела поверхности детали построен так, что имеет место локальный нагрев детали от сосредоточенной в целом обработки компактной площадки на поверхности детали, что улучшает адгезию покрытия к основе и исключает появление микротрещин в нанесенном покрытии.
Вариант наращивания поверхности цилиндрического объекта. Манипулятор 2, на который установлен газодетонационный циклический инструмент 1, размещают относительно объекта напыления 3 так, чтобы дискретные пятна напыления от отдельных выстрелов газодетонационного циклического инструмента 1 располагались на поверхности детали, а продольная ось газодетонационного циклического инструмента 1 располагалась нормально продольной оси объекта напыления. Объект вращают в блоке установки обрабатываемой детали 4 так, чтобы дискретные пятна напыления от отдельных выстрелов газодетонационного циклического инструмента 1 располагались на поверхности детали в последовательности 1…n так, чтобы пятно напыления, выполненное (нанесенное) в процессе n-го от начала процесса обработки объекта выстрела газодетонационного циклического инструмента 1 накладывалось на пятно напыления, выполненное в процессе не позднее чем n-2-го от начала процесса обработки объекта выстрела газодетонационного циклического инструмента. В этом случае нет наложения очередных пятен наносимого материала. В то же время алгоритм последовательности обстрела поверхности детали построен так, что имеет место локальный нагрев детали от сосредоточенной в целом обработки компактного кольца поверхности детали, что улучшает адгезию покрытия к основе.
В обоих вариантах формы детали обстрел последовательной серией из 10-20 очередных выстрелов производят сосредоточенно на локальных компактных площадках. Очередные локальные компактные площадки для обработки очередной серией выстрелов выбирают на минимальном расстоянии от площадки, которая была обработана непосредственно предшествующей во времени и позиции локальной серией из 10-20 очередных выстрелов газодетонационного циклического инструмента.
Использование нового способа детонационного наращивания поверхности физических объектов с алгоритмом размещения пятен на поверхности обрабатываемой детали без перекрытия очередных смежных во времени о пространстве пятен, а именно манипулятор 2 перемещают относительно объекта напыления 3 или объект вращают в блоке установки обрабатываемой детали 4 так, чтобы дискретные пятна напыления от отдельных выстрелов газодетонационного циклического инструмента 1 располагались на поверхности детали в последовательности 1…n так, чтобы пятно напыления, выполненное в процессе n-го от начала процесса обработки объекта выстрела газодетонационного циклического инструмента 1 накладывалось на пятно напыления, выполненное в процессе не ранее чем n-2-го от начала процесса обработки объекта выстрела газодетонационного циклического инструмента, позволяет повысить качество покрытия, т.к. предложенный способ детонационного наращивания поверхности физических объектов создает условия, при которых обеспечивается такая последовательность размещения следов очередных выстрелов газодетонационного циклического инструмента 1, что очередные по времени образования пятна дискретной секвенции наносимого на поверхность материала на поверхности объекта напыления не пересекаются. Это исключает локальный перегрев наносимого материала в зонах перекрытия последовательных в секвенции дискретных пятен и снижение качества покрытия. В то же время обеспечивается сосредоточенный в аспекте динамической последовательности нескольких выстрелов секвенции разогрев участка плоского объекта или кольца цилиндрического объекта, особенно в случае применения предварительного разогрева наносимого на деталь материала. Это способствует повышению средней температуры поверхности объекта в зоне обработки и обеспечивает высокое качество адгезии покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ ДЕТОНАЦИОННЫМ НАРАЩИВАНИЕМ ТОЛЩИНЫ ЛИНЕЙНЫХ ФИЗИЧЕСКИХ ОБЪЕКТОВ | 2012 |
|
RU2534234C2 |
| Устройство для газотермического детонационного напыления слоя покрытия с импульсным дозированием подачи порошка | 2017 |
|
RU2641767C1 |
| СПОСОБ НАНЕСЕНИЯ ДЕТОНАЦИОННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ДЕТАЛИ | 2012 |
|
RU2504599C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ДЕТОНАЦИОННЫМ НАПЫЛЕНИЕМ ДЕТАЛИ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2009 |
|
RU2425912C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2156170C2 |
| СПОСОБ БАЛАНСИРОВКИ ЭЛЕМЕНТОВ РОТОРНЫХ СИСТЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2485467C2 |
| Автоматическая установка для детонационного напыления покрытий | 1978 |
|
SU771969A1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ АЛЮМИНИЕВЫХ ДЕФОРМИРУЕМЫХ СПЛАВОВ | 1995 |
|
RU2087584C1 |
| Устройство для детонационного напыления покрытий | 2016 |
|
RU2618060C1 |
| СПОСОБ ЭЛЕКТРОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ И ОБРАБОТКИ ИЗДЕЛИЙ И ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2402630C2 |
Изобретение относится к области машиностроения и предназначено для детонационного наращивания поверхности физических объектов. В способе используют детонационный циклический инструмент (1) с манипулятором (2) и блок установки обрабатываемой детали (4) с приводом. В процессе наращивания поверхности физических объектов (3) манипулятор (2) и блок установки обрабатываемой детали (4) перемещают так, чтобы газодетонационный циклический инструмент (1) на объекте напыления (3) формировал на поверхности детали дискретные пятна напыления от отдельных очередных выстрелов в последовательности 1…n. При этом пятно напыления, выполненное при n-м от начала процесса обработки объекта выстреле газодетонационного инструмента (1), накладывалось на пятно напыления, выполненное в процессе не позднее чем n-2-го от начала процесса обработки объекта выстрела газодетонационного циклического инструмента (1). Способ позволяет повысить качество покрытия (5), исключив контакт и перегрев наносимого материала в зонах его перекрытия при последовательных выстрелах, и улучшить адгезию покрытия к основе. Обстрел компактной площадки поверхности детали производят в такой последовательности, что обеспечивают локальный нагрев детали от сосредоточенной в целом обработки локальной серией выстрелов газодетонационного циклического инструмента. Расстояние на поверхности детали между площадками, по которым производятся очередные серии выстрелов, минимизируют. 2 ил.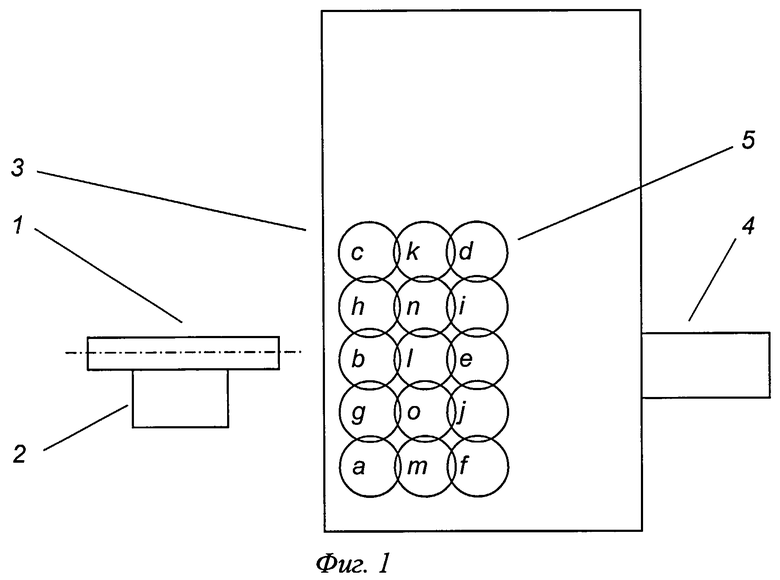
Способ детонационного наращивания поверхности физических объектов, включающий детонационный циклический инструмент, снабженный манипулятором перемещения, блоком установки обрабатываемой детали с приводом вращения детали вокруг ее продольной оси, перпендикулярной оси газодетонационного циклического инструмента, отличающийся тем, что в процессе наращивания поверхности физических объектов манипулятор и блок установки обрабатываемой детали и газодетонационный циклический инструмент перемещают относительно объекта напыления, располагают так, что дискретные пятна напыления от отдельных очередных выстрелов 1…n газодетонационного циклического инструмента располагают на поверхности детали в последовательности 1…n, причем пятно напыления, выполненное в процессе n-го от начала процесса обработки объекта выстрела газодетонационного циклического инструмента 1, накладывают на пятно напыления, выполненное в процессе не позднее чем n-2-го от начала процесса обработки объекта выстрела газодетонационного циклического инструмента, причем обстрел последовательной серией из 10-20 очередных выстрелов производят сосредоточенно на локальных компактных площадках, очередные локальные компактные площадки для обработки очередной серией выстрелов выбирают на минимальном расстоянии от площадки, которая была обработана непосредственно предшествующей локальной серией из 10-20 очередных выстрелов газодетонационного циклического инструмента.
| СПОСОБ ДЕТОНАЦИОННОГО НАНЕСЕНИЯ ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2106915C1 |

