Изобретение относится к области металлургии, в частности, к получению литых заготовок из алюминиевых сплавов путём непрерывного литья в электромагнитный кристаллизатор.
Большое влияние на качество литой заготовки оказывают условия кристаллизации слитков в литейной машине. К таким условиям относятся интенсивность охлаждения и физическое воздействие на жидкий и кристаллизующийся металл с целью интенсификации процессов теплообмена и массопереноса в затвердевающих слитках.
Высокая скорость охлаждения и одновременное воздействие электромагнитного поля на кристаллизующийся слиток возникают при непрерывном литье в электромагнитный кристаллизатор (ЭМК) [1].
При литье слитков малого поперечного сечения в ЭМК размеры слитка соизмеримы со струей жидкого металла, подаваемого из раздаточного устройства. В этом случае часть жидкого металла над индуктором ЭМК может удерживаться от растекания элементом самой литейной оснастки. Так в [2] рассмотрена конструкция ЭМК для литья слитков малого поперечного сечения. Под воздействием силы тяжести струя жидкого металла вытекает из литейной оснастки и проходит через индуктор с переменным электрическим током. Магнитное поле индуктора наводит в струе жидкого метала вихревые токи, которые при взаимодействии с магнитным полем создают объемные электромагнитные силы, удерживающие жидкий металл от растекания и создающие циркуляцию расплава на границе кристаллизации слитков. Формируемый магнитным полем столб жидкого металла в начальный момент литья упирается в твердое основание, переходящее в процессе литья в кристаллизующийся слиток.
Для охлаждения слитка используется кольцевой охладитель, вода из охладителя поступает на боковую поверхность слитка, жидкометаллическая
масса непрерывно затвердевает и отводится вниз. Структура и свойства слитка, формируемого в электромагнитном поле, зависят от геометрических размеров слитка, частоты и величины тока индуктора ЭМК, скорости вытягивания слитка и других параметров.
Путём увеличения диаметра отливаемого слитка достигают повышения производительности установки для литья в ЭМК, однако это приводит к неравномерности структуры слитка по сечению и снижению его качества.
С целью устранения неоднородности структуры по сечению слитка целесообразно перемешивать расплав в жидкой сердцевине кристаллизующегося слитка объемными электромагнитными силами, создаваемыми ЭМК [3].
Комплексный вектор средней за период объемной электромагнитной силы определяется выражением

 ,
,
где 
Здесь  - сопряженный комплекс вектора плотности тока,
- сопряженный комплекс вектора плотности тока,  ;
;
 - комплексный вектор магнитной индукции,
- комплексный вектор магнитной индукции,  ;
;
 ,
,  - их векторное и скалярное произведение, соответственно.
- их векторное и скалярное произведение, соответственно.
Электромагнитные силы  сжимают жидкую фазу слитка в радиальном направлении, а силы
сжимают жидкую фазу слитка в радиальном направлении, а силы  создают тяговое усилие на перемещение расплава по оси слитка и его перемешивание.
создают тяговое усилие на перемещение расплава по оси слитка и его перемешивание.
Расчетным путем устанавливают, что эффективное перемешивание жидкого металла происходит при более низкой частоте электрического тока индуктора, а существенное электромагнитное давление возникает при более высоких частотах.
В основу предлагаемого изобретения положена задача устранения неоднородности структуры и химического состава по сечению слитка путем повышения эффективности перемешивания расплава в жидкой сердцевине кристаллизующегося слитка.
Поставленная задача решается тем, что в установке для непрерывного литья слитка, содержащей литейную машину с раздаточной воронкой, охладителем и электромагнитным кристаллизатором, включающим индуктор, расположенный вокруг слитка, согласно изобретению, индуктор электромагнитного кристаллизатора имеет основную и дополнительную обмотки, при этом основная обмотка выполнена из последовательно соединенных витков и подключена к источнику однофазного напряжения, а дополнительная обмотка выполнена с чётным количеством витков.
Возможно, что в установке для литья основная обмотка параллельно соединена с конденсатором, при этом один конец параллельного соединения непосредственно подключен к источнику однофазного напряжения, а другой конец параллельного соединения подключен к этому источнику через дополнительную обмотку, выполненную в виде двух секций, соединенных последовательно и встречно.
Возможно также, что в установке для литья основная обмотка индуктора может быть последовательно соединена с одним конденсатором, а дополнительная обмотка индуктора закорочена с другим конденсатором, при этом величины ёмкостей конденсаторов и количество витков в основной и дополнительной обмотках подобраны так, что индуктивно связанные контуры находятся в резонансе.
Дополнительная обмотка может быть выполнена из катушечных групп, подключенных к источнику многофазного напряжения.
Также возможно, что индуктор имеет N магнитопроводов с размещенными на них катушечными группами дополнительной обмотки, где N ≥ 2.
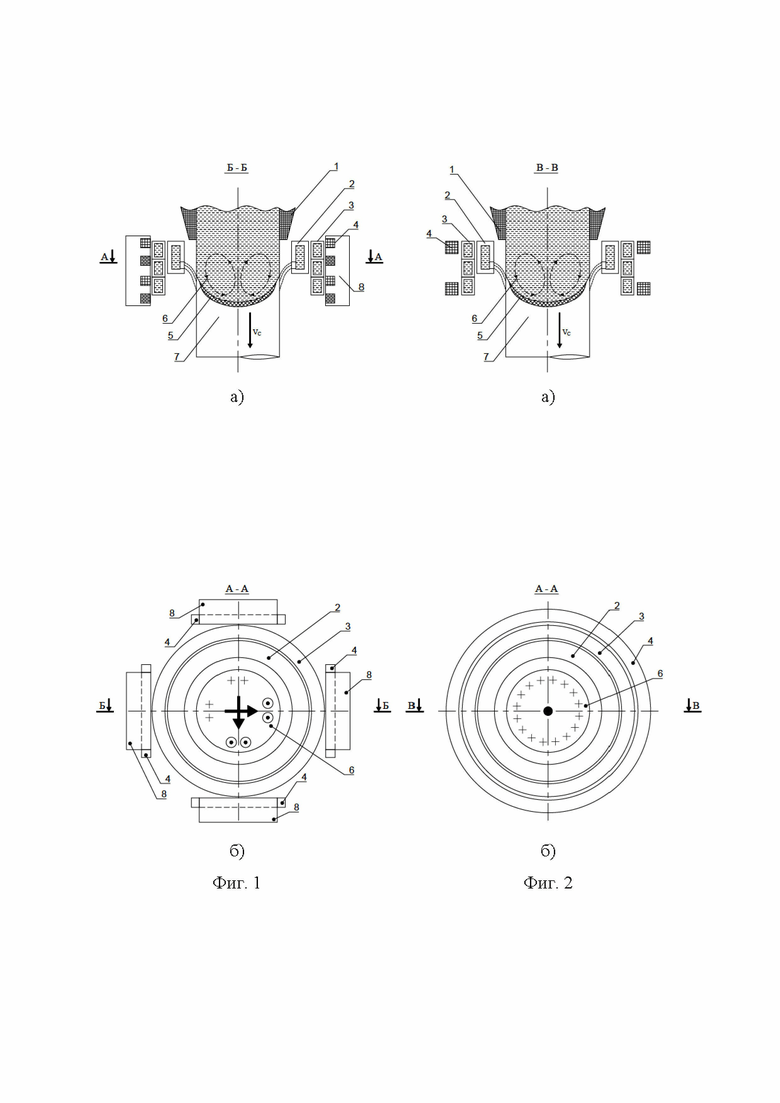
Изобретение поясняется чертежами, на которых схематично представлена заявляемая установка для непрерывного литья: так на фиг. 1 представлена установка с индуктором, имеющим четыре магнитопровода с размещенной на них дополнительной обмоткой; на фиг. 2 – с индуктором с двухсекционной дополнительной обмоткой; на фиг3 показаны магнитные потоки от токов основной и дополнительной обмоток в области жидкой сердцевины слитка; на фиг. 4 – электрическая схема соединения основной обмотки и дополнительной обмотки в виде двух секций и конденсатора и соответствующая векторная диаграмма токов и напряжений в этой электрической схеме; на фиг. 5 – электрическая схема соединения основной и дополнительной обмоток с образованием индуктивно связанных контуров и соответствующая векторная диаграмма токов и напряжений в индуктивно связанных контурах.
Установка для непрерывного литья слитка содержит литейную машину с раздаточной воронкой 1, охладитель 2, индуктор электромагнитного кристаллизатора с основной 3 и дополнительной 4 обмотками. Индуктор расположен вокруг кристаллизующегося слитка, у которого при наличии кристаллизации образуется двухфазная область 5, разделяющая движущийся металл на жидкую часть 6 и отвердевший слиток 7. Форма двухфазной области 5 зависит от эффективности охлаждения, скорости вытягивания слитка и условия перемешивания жидкой сердцевины на границе кристаллизации. Индуктор может быть как с магнитопроводами 8, так и без них.
При установившемся процессе литья слитка металлический расплав непрерывно выходит из раздаточной воронки 1. Электрический ток обмоток 3 и 4, расположенных на индукторе, создает переменное магнитное поле, возбуждающее в расплаве электромагнитные силы, удерживающие расплав от растекания и перемешивающие его. Под действием охлаждающей воды, которая поступает из охладителя 2 на боковую поверхность слитка, жидкометаллическая масса непрерывно затвердевает и отводится вниз с определенной скоростью  .
.
При подключении основной обмотки 3 индуктора к однофазному источнику переменного напряжения повышенной частоты, электрический ток обмотки создает переменный магнитный поток, возбуждающий электромагнитные силы в расплаве, удерживающие его от растекания. Если дополнительная обмотка 4 многофазная и имеет четное количество витков, охватывающих слиток, то ее подключение к источнику многофазного напряжения позволит создать бегущее магнитное поле, которое приводит расплав в движение в одну сторону во всей области у поверхности слитка. На фиг. 2б) крестиками показано движение сверху вниз, тогда в центральной области расплав будет двигаться наоборот снизу вверх. При этом образуется эффективный тепломассообмен между центром и периферией жидкой сердцевины, что способствует уменьшению неоднородности структуры и химического состава по сечению слитка.
Индуктор с дополнительной обмоткой может быть выполнен с магнитопроводами и без них. Магнитопроводы могут подвергаться значительному нагреву высокочастотным электромагнитным полем рассеяния основной обмотки. По этой же причине целесообразно многофазную дополнительную обмотку выполнять с четным количество витков, которые в одной фазе всегда соединяются встречно, что позволит компенсировать наведенные в ней электродвижущие силы.
Индуктор может иметь N магнитопроводов. расположенных вокруг слитка через 360/N геометрических градусов. Если дополнительную обмотку, выполненную из катушечных групп, размещенных на индукторе (на N магнитопроводах), подключить к источнику многофазного напряжения, то в каждом магнитопроводе появится бегущее магнитное поле. Для примера на фиг. 1 представлена заявляемая установка, у которой индуктор имеет четыре магнитопровода, расположенных вокруг слитка через 90 градусов (360/4 = 90°). Пусть обмотка (катушечные группы) подключены к двухфазной сети (А-В-Х-Y), тогда в левом и верхнем магнитопроводах магнитные поля двигаются сверху вниз, а в нижнем и в правом магнитопроводах - наоборот снизу вверх. В этом случае движение расплава на поверхности кристаллизации показано на фиг. 1б) стрелками. Потоки расплава ломают дендриты, измельчая структуру и уменьшая неоднородность химического состава по сечению слитка.
При подключении обмоток индуктора к одному источнику однофазного напряжения используется дополнительная обмотка в виде двух секций, соединенных последовательно и встречно (фиг. 2).
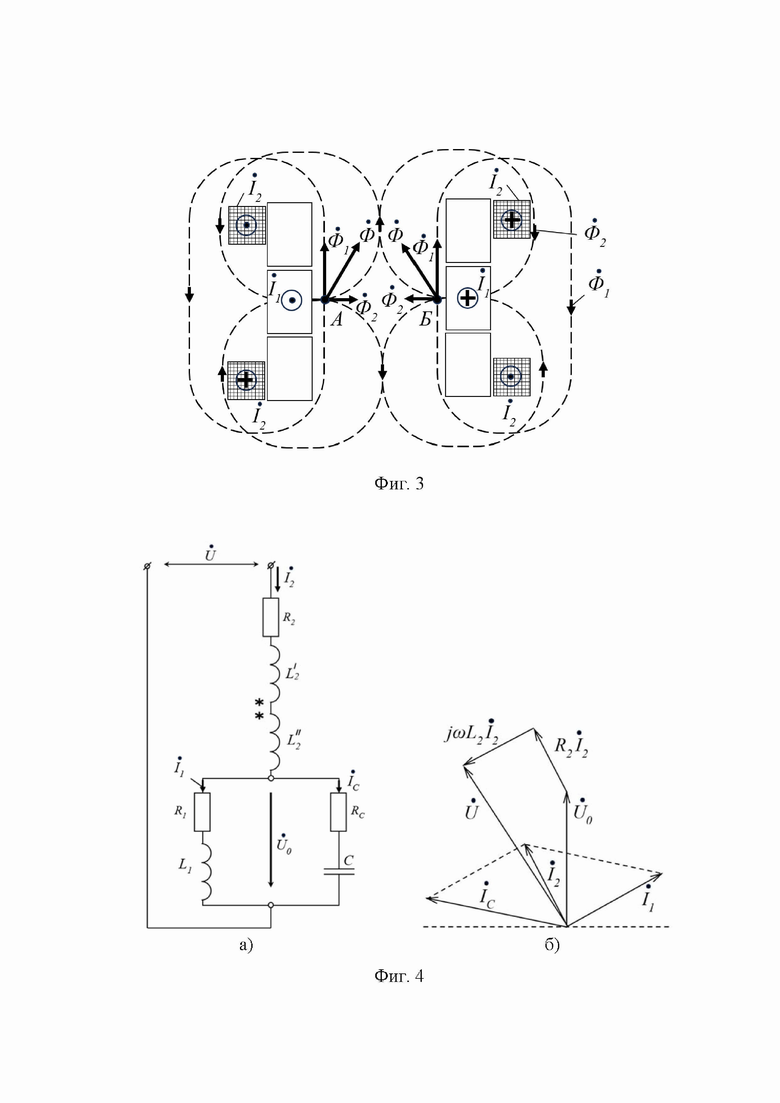
На фиг. 3 представлена картина направления магнитных потоков в области индуктора от токов основной 3 и дополнительной 4 обмоток.
Рассмотрим комплексные магнитные потоки в точках  и
и  расплава. Магнитные потоки
расплава. Магнитные потоки  от основной 3 обмотки направлены в этих точках вертикально, а магнитные потоки
от основной 3 обмотки направлены в этих точках вертикально, а магнитные потоки  от дополнительной 4 обмотки направлены в горизонтальной плоскости. Если ток в основной обмотке
от дополнительной 4 обмотки направлены в горизонтальной плоскости. Если ток в основной обмотке  и ток в дополнительной обмотке
и ток в дополнительной обмотке  сдвинуты относительно друг друга по фазе (например, на угол 90°), то и магнитные потоки и будут сдвинуты по фазе. Наложение магнитных потоков, сдвинутых относительно друг друга в пространстве и по фазе создают результирующий магнитный поток
сдвинуты относительно друг друга по фазе (например, на угол 90°), то и магнитные потоки и будут сдвинуты по фазе. Наложение магнитных потоков, сдвинутых относительно друг друга в пространстве и по фазе создают результирующий магнитный поток  , вращающийся с угловой скоростью относительно окружности, проходящей через точки
, вращающийся с угловой скоростью относительно окружности, проходящей через точки  и .
и .
Вращающийся магнитный поток наводит в расплаве кольцеобразные токи, которые взаимодействуя с магнитным полем, создают электромагнитные силы, вызывающие движение, т.е. перемешивание расплава. Силовые линии скорости расплава показаны на фиг. 1а), 2а) пунктирными линиями. Такой характер движения расплава обеспечивает хороший тепломассообмен между центральной частью слитка и его периферией. В результате эффективного перемешивания расплава в жидкой сердцевине кристаллизующегося слитка его структура и химический состав выравниваются по сечению.
наводит в расплаве кольцеобразные токи, которые взаимодействуя с магнитным полем, создают электромагнитные силы, вызывающие движение, т.е. перемешивание расплава. Силовые линии скорости расплава показаны на фиг. 1а), 2а) пунктирными линиями. Такой характер движения расплава обеспечивает хороший тепломассообмен между центральной частью слитка и его периферией. В результате эффективного перемешивания расплава в жидкой сердцевине кристаллизующегося слитка его структура и химический состав выравниваются по сечению.
Используя дополнительно конденсаторы и определенные схемы соединения обмоток можно обеспечить заданный сдвиг фазы токов в основной и дополнительной обмотках при подключении к однофазному источнику питания.
На фиг. 4а) представлена схема подсоединения конденсатора, основной и дополнительной обмоток к источнику однофазного напряжения, и на фиг. 4б) показана векторная диаграмма токов и напряжений в этой электрической цепи. При определенных значениях ёмкости С конденсатора, индуктивностей и активных сопротивлений обмоток, а также частоты источника питания сдвиг фаз между токами и будет близок к 90°. При этом ток сети совпадает с вектором напряжения  , следовательно, электрическая цепь находится в резонансе, и она потребляет только активную мощность. Коэффициент мощности при этом
, следовательно, электрическая цепь находится в резонансе, и она потребляет только активную мощность. Коэффициент мощности при этом 
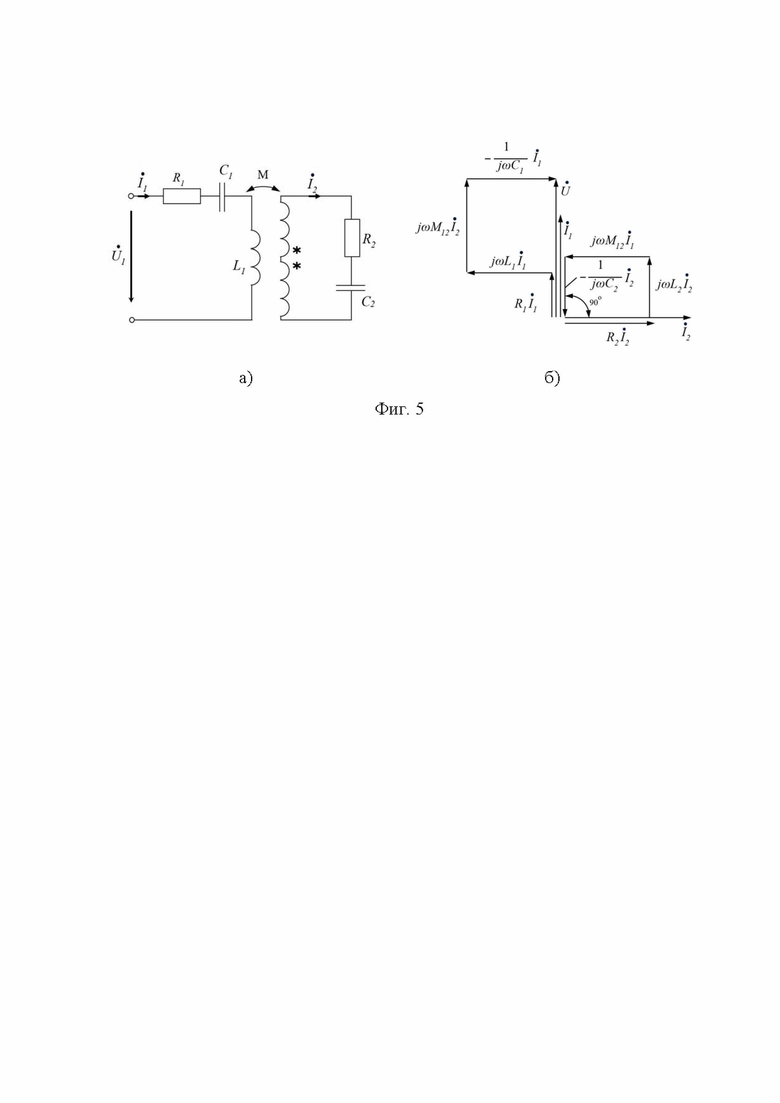
На фиг. 5а) представлена другая схема подсоединения основной и дополнительной обмоток к источнику однофазного напряжения. Здесь основная обмотка индуктора последовательно с одним конденсатором с ёмкостью  подключена непосредственно к источнику однофазного напряжения, а дополнительная обмотка индуктора закорочена на другой конденсатор с ёмкостью
подключена непосредственно к источнику однофазного напряжения, а дополнительная обмотка индуктора закорочена на другой конденсатор с ёмкостью  . На фиг. 5б) показана векторная диаграмма токов и напряжений в индуктивно связанных контурах. При определенной частоте напряжения сети и параметрах обмоток и конденсаторов можно достичь резонанса в индуктивно связанных контурах. При этом ток сети совпадает по фазе с напряжением, а фазовый сдвиг между токами основной и дополнительной обмоток приблизительно равен 90°.
. На фиг. 5б) показана векторная диаграмма токов и напряжений в индуктивно связанных контурах. При определенной частоте напряжения сети и параметрах обмоток и конденсаторов можно достичь резонанса в индуктивно связанных контурах. При этом ток сети совпадает по фазе с напряжением, а фазовый сдвиг между токами основной и дополнительной обмоток приблизительно равен 90°.
Таким образом, использование заявляемого изобретения позволило решить поставленную задачу уменьшения неоднородности структуры и химического состава по сечению слитка, а также повысить коэффициент мощности установки. При этом показана возможность подключения установки как к однофазному, так и к многофазному источникам напряжения, что нашло своё подтверждение при литье слитков диаметром 70 мм из алюминиевого сплава марки 1960 на опытно-промышленной установке литья в электромагнитный кристаллизатор предприятия ООО «НПЦ Магнитной гидродинамики».
Источники информации
1. Непрерывное литье в электромагнитный кристаллизатор / З.Н. Гецелев [и др.], «Металлургия», 1983 – 152с.
2. Современные электротехнологии для производства высококачественных алюминиевых сплавов, /монография/. Первухин М.В., Тимофеев В.Н. – Красноярск. СФУ, 2015. – 156с.
3. Патент на изобретение RU № 2745520, опубл. 25.03.2021.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ СЕРДЦЕВИНЫ СЛИТКА В КРИСТАЛЛИЗАТОРЕ | 2003 |
|
RU2237542C1 |
| Устройство для электромагнитного перемешивания жидкой сердцевины слитка в кристаллизаторе | 2020 |
|
RU2743437C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ СЕРДЦЕВИНЫ СЛИТКА В КРИСТАЛЛИЗАТОРЕ ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ | 2017 |
|
RU2656904C1 |
| Индуктор линейной индукционной машины | 2018 |
|
RU2683596C1 |
| СПОСОБ НАГРЕВА ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2831575C2 |
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ СЕРДЦЕВИНЫ СЛИТКА | 2002 |
|
RU2228817C1 |
| Способ разливки металла в электромагнитный кристаллизатор | 1983 |
|
SU1375403A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЦИЛИНДРИЧЕСКОГО СЛИТКА | 2008 |
|
RU2395364C1 |
Изобретение относится к области литейного производства. Установка для непрерывного литья слитка содержит литейную машину с раздаточной воронкой, охладителем и электромагнитным кристаллизатором, расположенными вокруг слитка. Индуктор электромагнитного кристаллизатора содержит основную и дополнительную обмотки. Под действием охлаждающей воды из охладителя, поступающей на боковую поверхность слитка, жидкометаллическая масса непрерывно затвердевает и отводится. Основная обмотка выполнена из последовательно соединенных витков и подключена к источнику однофазного напряжения. Дополнительная обмотка расположена также вокруг слитка и выполнена с четным количеством витков. Электрический ток обмоток создает переменное магнитное поле, возбуждающее в расплаве электромагнитные силы, удерживающие расплав от растекания и перемешивающие его. Обеспечивается устранение неоднородности структуры и химического состава по сечению слитка. 4 з.п. ф-лы, 5 ил.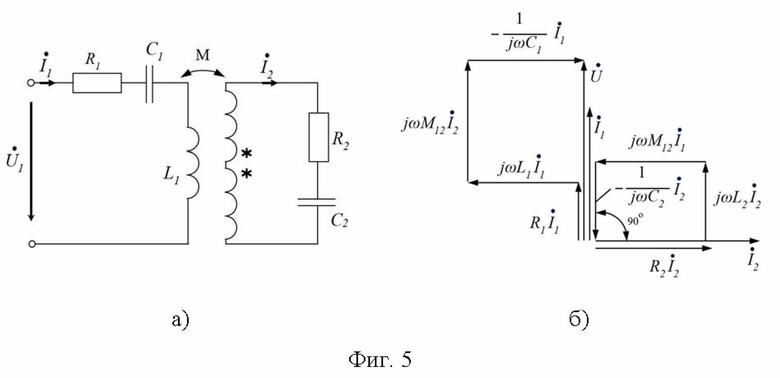
1. Установка для непрерывного литья слитка, содержащая литейную машину с раздаточной воронкой, охладителем и электромагнитным кристаллизатором, включающим индуктор с основной обмоткой, расположенными вокруг слитка, отличающаяся тем, что индуктор электромагнитного кристаллизатора имеет дополнительную обмотку, расположенную тоже вокруг слитка и выполненную с четным количеством витков, при этом основная обмотка выполнена из последовательно соединенных витков и подключена к источнику однофазного напряжения.
2. Установка по п. 1, отличающаяся тем, что основная обмотка параллельно соединена с конденсатором, один конец параллельного соединения непосредственно подключен к источнику однофазного напряжения, а другой конец параллельного соединения подключен к источнику однофазного напряжения через дополнительную обмотку, выполненную в виде двух секций, соединенных последовательно и встречно.
3. Установка по п. 1, отличающаяся тем, что основная обмотка индуктора последовательно соединена с одним конденсатором, а дополнительная обмотка индуктора закорочена с другим конденсатором, при этом величины емкостей конденсаторов и количество витков в основной и дополнительной обмотках подобраны так, что индуктивно связанные контуры находятся в резонансе.
4. Установка по п. 1, отличающаяся тем, что дополнительная обмотка выполнена из катушечных групп, подключенных к источнику многофазного напряжения.
5. Установка по п. 1 или 4, отличающаяся тем, что индуктор имеет N сердечников с размещенными на них катушечными группами дополнительной обмотки, где N=2 или более.
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
| Способ непрерывного литья слитков | 1983 |
|
SU1342406A3 |
| Способ непрерывного наращивания узкоколейного железнодорожного пути, в особенности при горных выработках | 1934 |
|
SU45938A1 |
| Протез клапана сердца | 1987 |
|
SU1597184A1 |
| Устройство для электромагнитного перемешивания жидкой сердцевины слитка в кристаллизаторе | 2020 |
|
RU2743437C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ СЕРДЦЕВИНЫ СЛИТКА | 2002 |
|
RU2228817C1 |

