Изобретение относится к черной металлургии, а именно к технологии и оборудованию полунепрерывной/непрерывной разливки стали с применением электромагнитного перемешивания жидкой фазы отливаемой заготовки в процессе ее затвердевания.
Известен способ полунепрерывного литья заготовок на машине полунепрерывного литья вертикального типа, включающий подачу жидкого металла в кристаллизатор, формирование поддерживающей корки заготовки под воздействием первичного охлаждения, вытягивание заготовки из кристаллизатора в зону вторичного охлаждения с помощью поддона-затравки, ход которого определяет длину заготовки, окончание разливки с прекращением движения поддона и полное ее затвердевание в машине спустя определенное время после разливки (И.К.Марченко "Полунепрерывное литье стали", М., 1986, с.7).
Данный способ осуществляется в известном из того же источника устройстве полунепрерывного литья, которое содержит промежуточный ковш на подъемно-поворотном столе, кристаллизатор с механизмом качания, устройство для вторичного охлаждения, установленный в направляющих поддон с закрепленной на нем затравкой с механизмом вытягивания слитка.
К основным недостаткам известных способа и устройства следует отнести то, что формирование наружных слоев заготовки происходит аналогично процессу непрерывного литья - в кристаллизаторе с высокой скоростью затвердевания, а сердцевина затвердевает в условиях замедленного теплоотвода. Поэтому в процессе вторичного охлаждения и затвердевания заготовки, особенно с увеличением сечения, в ней в результате фазовых превращений возникает напряженное состояние металла, которое может вызывать образование внутренних трещин. Уменьшение объема жидкого металла при его кристаллизации во время затвердевания осевой зоны заготовки вызывает развитие ликвационных явлений и осевой пористости.
Известно, что без применения физических методов воздействия на жидкую сердцевину отливаемого слитка получение качественных, в том числе как непрерывно-литых, так и полунепрерывных заготовок, особенно высокоуглеродистых и легированных марок сталей, невозможно. Установлено, что путем воздействия объемных сил электромагнитного поля на жидкую сердцевину формирующегося слитка можно повысить качество структуры металла, а также улучшить его поверхность.
Известен способ разливки металла, включающий подачу жидкого металла в вертикальный кристаллизатор, формирование поддерживающей корки заготовки под воздействием первичного охлаждения, постепенное вытягивание заготовки с помощью затравки в зону вторичного охлаждения и затвердевание заготовки в процессе разливки. Особенность способа состоит в том, что для улучшения макроструктуры заготовок за счет снижения осевой ликвации и улучшения их поверхности применяют двухступенчатое электромагнитное перемешивание, для чего на первом этапе жидкую фазу кристаллизующегося слитка перемешивают электромагнитными полями в зоне кристаллизатора, а затем в зоне вторичного охлаждения перемешивают жидкую сердцевину на уровне дна литейной лунки затвердевающего слитка (см. патент ФРГ № 2902341, кл. В22D 11/10, опубл. 16 июня 1982) (способ принят в качестве прототипа).
Под воздействием объемных сил электромагнитного поля, в результате движения расплава, на фронте кристаллизации обламываются ветви растущих кристаллов, которые впоследствии становятся центрами кристаллизации и подавляют рост столбчатых кристаллов. При этом выравнивается температура и расширяется зона мелких равноосных кристаллов, подавляются центральная пористость и осевая ликвация. Перемешивание в зоне кристаллизатора направлено на выделение неметаллических включений и улучшение качества поверхности. Перемешивание в зоне дна лунки жидкой фазы затвердевающего слитка должно способствовать уменьшению перегрева, образованию глобулярной структуры в центральной зоне заготовки при затвердевании и уменьшать сегрегацию в сердцевине.
Из того же патента ФРГ № 2902341 можно выделить основные узлы, определяющие принципиальные особенности устройства установки непрерывной разливки металла, содержащей средство для подачи жидкого металла, кристаллизатор, устройство вторичного охлаждения и стационарно размещенные источники электромагнитного поля, один в зоне кристаллизатора, другой - в конце зоны вторичного охлаждения (устройство принято в качестве прототипа).
Недостатки известного способа и устройства заключаются в том, что в зависимости от скорости разливки, диапазона сечений и марочного состава разливаемых сталей положение литейной лунки на дне жидкой фазы слитка может значительно перемещаться вдоль технологической линии вторичного охлаждения и выходить из зоны воздействия стационарно установленного источника электромагнитного поля. В результате снижаются эффективность и область применения способа и устройства в целом.
В случае применения такого электромагнитного перемешивателя при обработке дна литейной лунки жидкой фазы, например, полунепрерывного слитка, затвердевание которого сопровождается вытеснением лунки вдоль технологической линии, ростом кристаллизующейся фазы, воздействие электромагнитного перемешивателя ограничивается на начальной стадии затвердевания заготовки.
Предлагаемыми изобретениями решается задача влияния объемных сил электромагнитного поля на гидродинамические процессы в жидкой литейной лунке сердцевины, как непрерывного, так и полунепрерывного слитков с учетом особенностей их формирования в установках, для улучшения металлургических свойств структуры слитка по всему сечению и по всей длине непрерывного/полунепрерывного слитка, а также способствует ускорению кристаллизации на всем протяжении его затвердевания.
Для получения такого технического результата в предлагаемом по первому варианту способе литья заготовки, включающем подачу жидкого расплава металла в охлаждаемый кристаллизатор, его первичное охлаждение на стенках кристаллизатора с образованием корочки, воспринимающей ферростатическое давление жидкой сердцевины, постепенное вытягивание формирующейся заготовки из кристаллизатора в зону вторичного охлаждения, электромагнитное перемешивание жидкого металла путем воздействия электромагнитным полем на жидкую фазу заготовки в двух уровнях - в зоне кристаллизатора и на уровне дна лунки жидкой фазы сердцевины заготовки в процессе ее кристаллизации, согласно изобретению электромагнитное перемешивание жидкого металла заготовки на уровне дна лунки жидкой фазы осуществляют подвижным источником электромагнитного поля, перемещающимся со скоростью совместимой с движением уровня дна лунки жидкой фазы вдоль технологической линии в процессе затвердевания заготовки.
При этом источник электромагнитного поля верхнего уровня включают во время подачи расплава в кристаллизатор, а после формирования дна лунки жидкой фазы сердцевины заготовки включают источник электромагнитного поля нижнего уровня и привод его перемещения.
Согласно второму варианту изобретения в предлагаемом способе литья заготовки, включающем подачу жидкого расплава металла в охлаждаемый кристаллизатор, его первичное охлаждение на стенках кристаллизатора с образованием корочки, воспринимающей ферростатическое давление жидкой сердцевины, постепенное вытягивание формирующейся заготовки из кристаллизатора в зону вторичного охлаждения, электромагнитное перемешивание жидкого металла путем воздействия электромагнитным полем на жидкую фазу заготовки в двух уровнях - в зоне кристаллизатора и на уровне дна лунки жидкой фазы сердцевины заготовки в процессе ее кристаллизации, согласно изобретению электромагнитное перемешивание жидкой фазы заготовки в двух уровнях осуществляют, по крайней мере, одним подвижным источником электромагнитного поля так, что при перемешивании жидкого металла в зоне кристаллизатора источник электромагнитного поля размещают в зоне кристаллизатора, а после формирования дна лунки жидкой фазы сердцевины заготовки источник электромагнитного поля передвигают в ее зону, а затем, перемещая источник электромагнитного поля со скоростью, совместимой с движением уровня дна лунки вдоль технологической линии, перемешивают жидкий металл в осевой зоне заготовки.
Объединение двух технических решений в одну заявку как варианты связано с тем, что оба варианта способа выполняют одну и ту же функцию, решают одну и ту же задачу и у них общий прототип.
Отличительные признаки способа заключаются в одновременном перемещении вдоль слитка застывающего дна литейной лунки жидкой фазы и электромагнитного поля. Другими словами, местоположение расплава в литейной лунке совпадает с зоной действия максимальных объемных электромагнитных сил перемещающегося электромагнитного поля.
Для реализации названного способа предлагается устройство, направленное на решение задачи обеспечения средств перемещения источника электромагнитного поля со скоростью, совместимой с перемещением литейной лунки дна жидкой фазы в процессе затвердевания заготовки в сочетании с оптимальным выполнением и размещением источника электромагнитного поля вдоль оси технологической линии установки.
Поставленная задача решается тем, что по первому варианту в устройстве для литья заготовки, содержащем кристаллизатор, средство подачи расплава металла в кристаллизатор, средство для вытягивания заготовки в зону вторичного охлаждения и средство электромагнитного перемешивания жидкой фазы сердцевины заготовки в зоне кристаллизатора и зоне вторичного охлаждения, согласно изобретению источник средства электромагнитного перемешивания в зоне вторичного охлаждения снабжен приводом и установлен на каретке с возможностью перемещения вдоль технологической линии по направляющим, установленным на опорной части средства для вытягивания заготовки, со скоростью, совместимой с перемещением дна лунки жидкой фазы сердцевины заготовки в процессе ее затвердевания. При этом токоподводы энергоносителей к подвижному источнику средства электромагнитного перемешивания в зоне вторичного охлаждения выполнены в виде гибких водоохлаждаемых кабелей, установленных внутри шлангов подачи воды для охлаждения катушек и корпуса источника средства электромагнитного перемешивания.
Согласно второму варианту изобретения в предлагаемом устройстве для литья заготовки, содержащем кристаллизатор, средство подачи расплава металла в кристаллизатор, средство для вытягивания заготовки в зону вторичного охлаждения и средство электромагнитного перемешивания жидкой фазы сердцевины заготовки в зоне кристаллизатора и зоне вторичного охлаждения, согласно изобретению средство электромагнитного перемешивания снабжено приводом и установлено на каретке с возможностью перемещения вдоль технологической линии по направляющим установленным на опорной части средства для вытягивания заготовки и с возможностью поочередного воздействия на жидкую фазу сердцевины заготовки: и в зоне кристаллизатора, и на уровне дна лунки жидкой фазы в процессе ее затвердевания.
Заявляемые конструкции устройства для литья заготовки объединены в одну заявку как варианты, поскольку оба варианта устройства выполняют также одну и ту же функцию, у них общий прототип и они решают одну и ту же задачу - расширение функциональных возможностей средства электромагнитного перемешивания жидкой сердцевины формирующейся заготовки.
Заявляемые технические решения отличаются от прототипа тем, что в случае двухмодульного исполнения средства электромагнитного перемешивания (по первому варианту) один из двух источников электромагнитного поля, а именно в зоне вторичного охлаждения выполнен подвижным, либо средство электромагнитного перемешивания (по второму варианту) целиком выполнено подвижным для обслуживания как зоны кристаллизатора, так и зоны вторичного охлаждения. При этом по обоим вариантам кабели энергоносителей подвижного источника средства электромагнитного перемешивания установлены внутри шлангов подачи воды для охлаждения его катушек и корпуса. Такое охлаждение кабеля сопровождается повышенным теплообменом, что позволяет обеспечить требуемую подводимую мощность к источнику электромагнитного поля кабелем меньшего сечения. Более гибкий при этом кабель позволяет выполнить токоподвод рационально компактным.
Анализ известных технических решений, касающихся отливки полунепрерывных/непрерывных заготовок с применением электромагнитного перемешивания, в сопоставлении с совокупностью отличительных признаков предлагаемых изобретений позволяет сделать вывод о соответствии их критериям "новизна" и "изобретательский уровень".
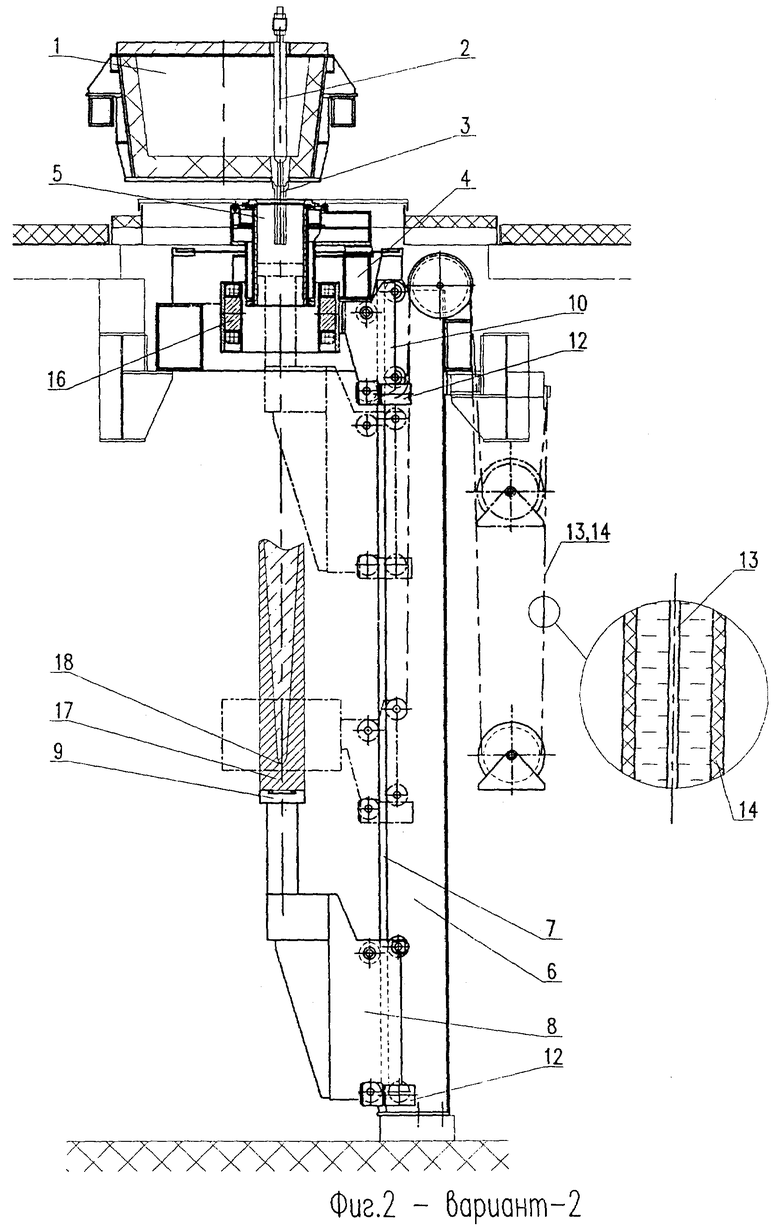
Изобретения и примеры вариантов их конкретного выполнения поясняются чертежами, где на фиг.1 изображен первый вариант устройства - продольный разрез; на фиг.2 - второй вариант устройства - продольный разрез.
Примеры осуществления способа по обоим вариантам приведены для полунепрерывного литья заготовки с применением электромагнитного перемешивания и заключаются в следующем.
Перед началом литья расплавом металла по обоим вариантам заполняют промежуточный ковш и через стопорное устройство и погружной стакан заполняют до заданного уровня охлаждаемый кристаллизатор. Формирующуюся заготовку постепенно вытягивают из кристаллизатора в зону вторичного охлаждения с помощью подвижного поддона-затравки, перемещающегося по вертикальным направляющим. Разливка заканчивается с прекращением движения поддона-затравки, ход которого определяет длину заготовки. За время разливки заготовка не успевает затвердеть полностью, по окончании движения слитка продолжается кристаллизация его жидкой фазы, поэтому ее выдерживают до полного затвердевания в машине с одновременным перемешиванием жидкой фазы заготовки электромагнитным полем в двух уровнях.
По первому варианту электромагнитное перемешивание жидкой сердцевины заготовки в двух уровнях осуществляют в следующем порядке. В период подачи расплава в кристаллизатор включают стационарный источник электромагнитного перемешивания верхнего уровня. Перемешивание в этой зоне способствует лучшему удалению неметаллических включений из расплава и ассимиляции их жидким шлаком на мениске металла в кристаллизаторе, выравнивается температура жидкого металла, подавляется рост столбчатых кристаллов и расширяется зона мелких кристаллов. Эти процессы идут преимущественно в наружных слоях отливаемой заготовки, практически не влияя на ее осевую зону.
С прекращением движения поддона-затравки на нижней отметке зоны вторичного охлаждения на уровне дна лунки жидкой фазы перемешивание осуществляют подвижным источником электромагнитного поля, при этом его включают после прекращения подачи расплава и перемещают со скоростью, совместимой с движением уровня дна жидкой фазы вдоль технологической линии в процессе затвердевания заготовки. При этом перемешиванию подвергается осевая зона отливаемой заготовки, что также подавляет рост столбчатых кристаллов, их обломанные ветви становятся дополнительными центрами кристаллизации, структура затвердевшего металла становится более однородной и мелкокристаллической, при этом подавляется осевая ликвация и образование центральной пористости в заготовке.
По второму варианту электромагнитное перемешивание осуществляют также в двух уровнях. С моментом подачи расплава в кристаллизатор включают источник электромагнитного перемешивания под кристаллизатором и после окончания подачи расплава перемещают его в зону вторичного охлаждения сначала на уровень нижней отметки дна лунки жидкой фазы на участке остановки поддона - затравки, а затем со скоростью, совместимой с движением уровня дна лунки жидкой фазы вдоль технологической линии в процессе затвердевания заготовки.
Пример конкретного выполнения изобретения по первому варианту поясняется чертежом, где на фиг.1 изображен продольный разрез устройства для литья заготовки. На фиг.2 изображен продольный разрез устройства для литья заготовок по второму варианту изобретения.
Устройство для литья заготовки по обоим вариантам изобретения (фиг.1, 2) содержит промежуточный ковш 1 со стопорным устройством 2 и погружным стаканом 3 и установленный под ним на раме механизма качания 4 водоохлаждаемый кристаллизатор 5, опорную конструкцию устройства вторичного охлаждения 6 с направляющими 7, в которых установлены каретка 8 с поддоном-затравкой 9 и каретка 10 подвижного средства электромагнитного перемешивания 11. Указанные каретки 8 и 10 снабжены механизмами перемещения кареток с приводами 12. Кабели-токоподводы 13 энергоносителей подвижного источника электромагнитного перемешивания 11 смонтированы в шлангах 14 подачи воды для охлаждения силовых элементов источника электромагнитного перемешивания.
По первому варианту изобретения (фиг.1) средство электромагнитного перемешивания состоит из двух модулей: один - стационарный 15 установлен в зоне кристаллизатора. Второй 11 установлен на каретке, смонтированной в направляющих каретки поддона-затравки с возможностью перемещения вдоль технологической линии устройства зоны вторичного охлаждения.
По второму варианту изобретения (фиг.2) средство электромагнитного перемешивания 16 выполнено в виде одного совмещенного модуля, установленного на каретке, смонтированной в направляющих поддона-затравки с возможностью перемещения вдоль технологической линии устройства и обслуживания зон кристаллизатора и вторичного охлаждения.
Заявляемое устройство для литья заготовок по первому варианту работает следующим образом.
Перед началом литья заполняют расплавом металла промежуточный ковш 1, затем кристаллизатор 5 до заданного уровня и включают механизм его качания 4, механизм перемещения каретки поддона-затравки 12 и вытягивают слиток 17 из кристаллизатора в зону вторичного охлаждения. Одновременно с этим включают обмотки статора источника электромагнитного перемешивания 15 в зоне кристаллизатора. При этом в полости статора возбуждается двухполюсное, вращающееся вокруг вертикальной оси заготовки магнитное поле, которое при пересечении с металлом заготовки наводит в нем вихревые токи, вызывающие возникновение принудительных электродинамических сил. Под действием этих сил жидкий металл сердцевины вытягиваемой заготовки в зоне кристаллизатора приходит в турбулентное движение, приводящее на этом участке к обламыванию ветвей растущих кристаллов, зарождению большого числа новых центров кристаллизации и в результате к расширению зоны мелких равноосных кристаллов. После окончания разливки и вытягивания слитка источник электромагнитного перемешивания верхнего уровня 15 в зоне кристаллизатора отключают. Напряжение к обмоткам источника электромагнитного перемешивания 11, размещенного на уровне нижнего торца заготовки, подают в момент начала формирования в нижней части слитка 17 дна лунки жидкой фазы 18, т.е. в момент начала смыкания фронтов кристаллизации, идущих от боковых поверхностей слитка к его центру. Продолжение кристаллизации жидкой фазы в заготовке с вытеснением ее лунки вверх вдоль технологической линии сопровождается перемешиванием жидкой фазы в зоне дна лунки путем соответственного перемещения каретки с источником электромагнитного перемешивания до полного затвердевания заготовки. После этого затвердевшую заготовку удаляют из зоны вторичного охлаждения.
Заявляемое устройство по второму варианту работает аналогично, только электромагнитное перемешивание жидкой фазы заготовки в зоне кристаллизатора в процессе разливки металла и в зоне дна лунки жидкой фазы в процессе затвердевания заготовки осуществляют одним устройством 16. Для этого источник электромагнитного перемешивания, смонтированный на приводной каретке, включают во время подачи расплава металла в кристаллизатор и размещают сначала в зоне кристаллизатора, а после окончания разливки и остановки поддона-затравки перемещают в зону вторичного охлаждения на уровень дна лунки жидкой фазы с последующим сопровождением ее до полного затвердевания заготовки.
В результате предлагаемые технические решения позволяют производить обработку жидкой фазы заготовки воздействием электромагнитного поля на всем протяжении технологической линии устройства для литья металла как в процессе разливки, так и в стационарном положении заготовки, в период с момента начала разливки до полного затвердевания заготовки. Это обуславливает получение всех положительных металлургических эффектов, таких как выравнивание температуры по сечению застывающей заготовки, обеспечивающее улучшение теплоотвода, качество поверхности, подкоркового слоя, осевой зоны и всего сечения литых заготовок. При этом сокращается пористость, количество неметаллических включений и увеличивается зона мелкозернистой структуры заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
| ПОЛУНЕПРЕРЫВНОЕ ЛИТЬЕ СТАЛЬНОЙ ЗАГОТОВКИ | 2015 |
|
RU2675880C2 |
| Способ полунепрерывного литья заготовок | 1981 |
|
SU1066728A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ ФАЗЫ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2464123C1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2455106C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| Способ непрерывной разливки металлов | 1986 |
|
SU1346330A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1997 |
|
RU2112626C1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
Изобретение относится к металлургии. В кристаллизатор установки для непрерывной разливки металла заливают расплав, выдерживают до образования корочки и вытягивают слиток в зону вторичного охлаждения. Одновременно с этим осуществляют перемешивание жидкой сердцевины слитка в зоне кристаллизатора первым источником электромагнитного поля. После формирования в нижней части слитка дна лунки жидкой фазы осуществляют электромагнитное перемешивание жидкого металла на уровне дна лунки вторым источником электромагнитного поля. Второй источник электромагнитного поля перемещают со скоростью, совместимой с движением уровня дна лунки жидкой фазы в процессе затвердевания заготовки. Во втором варианте перемешивание осуществляет одним подвижным источником электромагнитного поля. Вначале перемешивание осуществляют в зоне кристаллизатора. После формирования дна лунки жидкой фазы источник передвигают в зону дна лунки и перемещают со скоростью, совместимой с движением уровня дна лунки жидкой фазы в процессе затвердевания заготовки. Изобретение обеспечивает выравнивание температуры по сечению заготовки, повышение качества поверхности и структуры по сечению и длине заготовки. 4. н. и 2 з.п. ф-лы, 2 ил.
| Способ изготовления заменителя пробки | 1952 |
|
SU98214A1 |
| DE 2902341 A1, 26.07.1979 | |||
| Способ производства стальных отливок путем непрерывной разливки | 1981 |
|
SU1156587A3 |
| US 4016926 A, 12.04.1997 | |||
| Машина для непрерывного литья заготовок | 1983 |
|
SU1359060A1 |
| US 3656537 A, 18.04.1972. | |||

