Изобретение относится к металлургии в области непрерывного литья металлов и может быть использовано в процессе эксплуатации машин непрерывного литья заготовок (МНЛЗ) слябового сечения.
Качество литых заготовок зависит от технологии и оборудования МНЛЗ. Однако существуют дефекты макроструктуры непрерывно-литых заготовок, которые не могут быть устранены даже при оптимальных конструктивных и технологических параметрах оборудования и процесса разливки. Для подавления и предотвращения процессов образования и развития внутренних дефектов слитка (кристаллизационных, усадочных и ликвационных), а также дефектов поверхности современные МНЛЗ оснащают системами электромагнитного перемешивания.
Известен способ и устройство управления потоками расплава в кристаллизаторе при непрерывном литье слябов, включающий подачу металла в кристаллизатор через погружной стакан и генерирование в расплаве на уровне выходных отверстий стакана бегущих электромагнитных полей, направленных горизонтально вдоль широких стенок кристаллизатора (см., например, патент RU 2325245, В22D 11/15, 2006).
Недостатком известного способа является малый объем перемешиваемого металла в кристаллизаторе на уровне выходных отверстий разливочного стакана.
Известен также способ и устройство регулирования режима электромагнитного перемешивания жидкого металла по высоте кристаллизатора МНЛЗ слябового сечения, включающий подачу металла в кристаллизатор через погружной стакан с боковыми выходными отверстиями, при этом широкие стенки кристаллизатора снабжены многофазными линейными индукторами для формирования магнитного поля, скользящего горизонтально вдоль широких стенок кристаллизатора, причем индукторы установлены с возможностью вертикального перемещения по высоте кристаллизатора (см., например, патент RU 2381866, В22D 11/16, 01.2006).
Недостатком известного способа и устройства является также незначительный объем перемешиваемого металла, хотя перемещение индукторов позволяет увеличить зону перемешивания приблизительно на 200 мм по сравнению с устройством-аналогом, указанным выше.
Необходимо отметить, что объем перемешивания расплава сильно влияет на процесс снятия перегрева жидкого металла и, следовательно, на производительность МНЛЗ. Кроме того, привод перемещения индукторов усложняет конструкцию устройства.
Техническим результатом предлагаемого изобретения является повышение качества отливаемых заготовок, увеличение производительности МНЛЗ и улучшение условий ее эксплуатации.
Технический результат достигается тем, что в способе регулирования режима электромагнитного перемешивания жидкой фазы слитка в машине непрерывного литья слябов, включающем подачу расплава «под уровень» металла потоками, направленными к узким стенкам кристаллизатора, и формирование в жидкой фазе слитка электромагнитных бегущих полей, возбуждаемых от индукторов через широкие стенки кристаллизатора, в жидкой фазе слитка наводят электромагнитные поля, направленные вертикально вдоль оси разливки и выходящие за пределы кристаллизатора при помощи дополнительного электромагнитного поля, действующего взаимосвязанно с основным электромагнитным полем.
В устройстве для осуществления предлагаемого способа, содержащем металлоприемник с погружным стаканом, кристаллизатор, образованный широкими и узкими водоохлаждаемыми стенками, и опорные ролики под кристаллизатором, при этом выходные отверстия погружного стакана направлены к узким стенкам кристаллизатора, а на широких стенках кристаллизатора попарно расположены многофазные линейные индукторы, соединенные с источником электрического питания, линейные индукторы расположены вертикально, при этом их магнитопроводы размещены параллельно оси машины непрерывного литья и, кроме того, устройство снабжено дополнительным линейным индуктором, установленным под широкой стенкой кристаллизатора и соединенным с источником электрического питания, общим для всех индукторов.
Предлагаемое изобретение иллюстрируется графическими материалами, где на:
- фиг.1а приведена схема устройства для осуществления предлагаемого способа регулирования режима электромагнитного перемешивания жидкой фазы слитка;
- фиг.1б - схема движения потоков жидкого металла под действием линейных индукторов.
Устройство для осуществления предлагаемого способа содержит кристаллизатор, образованный широкими 1 и узкими 2 водоохлаждаемыми стенками.
На широких стенках 1 расположены попарно многофазные линейные индукторы 3, причем они выполнены вертикальными, т.е. их магнитопроводы размещены параллельно оси машины непрерывного литья.
Под кристаллизатором расположены опорные ролики 4 и дополнительный индуктор 5. Все индукторы, основные 3 и дополнительный 5, соединены с общим источником электрического питания 6. Позицией 7 показан погружной стакан для подачи расплава из металлоприемника (не показан) в кристаллизатор, «под уровень» мениска металла, покрытого слоем защитного шлака 8. Отливаемый слиток показан позицией 9. На фиг.1б контур движения потоков, показанный сплошной линией 10, обеспечивается при направлении движения электромагнитных полей индукторов 3 вниз, а индуктора 5 - вверх. Контур 11 (пунктирная линия) обеспечивается при направлении движения электромагнитных полей индукторов 3 вверх, а индуктора 5 - вниз.
Современные кристаллизаторы слябовых МНЛЗ имеют длину 900…1000 мм и ширину от 1000 до 2000 мм. Для осуществления предлагаемого изобретения на широких стенках 1 кристаллизатора установлены четыре линейных индуктора 3, имеющих высоту 500÷600 мм и ширину 250÷300 мм. Под кристаллизатором за направляющими роликами 4 установлен дополнительный линейный индуктор 5, имеющий высоту 1000…1200 мм и ширину 500…600 мм.
Указанные размеры индукторов являются достаточными для обеспечения перемешивания жидкой фазы слитка в кристаллизаторе и под ним.
Предлагаемое устройство работает следующим образом.
Жидкий металл подают в кристаллизатор с помощью погружного стакана 7, имеющего выходные отверстия, направленные и узким стенкам 2 кристаллизатора. С началом вытягивания частично затвердевшего слитка 9 от источника 6 подают электрическое питание на индукторы 3, при этом ток в индукторах равен 750 А, а частота 0,5…1,0 Гц.
При дальнейшем вытягивании слитка после выхода затравки (не показана) из зоны направляющих роликов 4 подают электрическое питание от источника 6 на индуктор 5, при этом величина на тока в обмотках - 1500 А, а частота тока 1,0…2,0 Гц, и начинается совместная работа индукторов.
Первый вариант. Бегущие магнитные поля индукторов 3 направлены вверх, а поле индуктора 5 - вниз (на фиг.1б контур 11).
Под действием электромагнитных сил индукторов 3 жидкий металл, поступающий в кристаллизатор, будет «тормозиться», при этом на уровне мениска колебания и завихрения, возникающие из-за высокой скорости потоков, стабилизируются.
Бегущее поле индуктора 5, направленное вниз, создает градиент давления, а т.к. жидкий металл является несжимаемым, то он начнет двигаться в районе индуктора 5 вниз, а слева и справа от него вверх. Таким образом, в жидкой фазе слитка будет иметь место двухконтурная конфигурация потоков. При этом охлаждение расплава будет происходить за счет перемещения «горячих» порций металла в осевой части кристаллизатора вниз, а у фронта кристаллизации - вверх.
Кроме того, при движении потоков расплава вдоль фронта кристаллизации будет происходить механическое разрушение и оплавление кристаллов, обломки которых, попадая в осевую часть слитка, будут являться дополнительными центрами кристаллизации, что в свою очередь приведет к снижению осевой пористости и ликвации.
Движение жидкой фазы слитка в районе индукторов является турбулентным, что вызывает местное увеличение давления и разрежения, при этом в момент разрежения уменьшается мгновенная плотность и температура в локальном объеме, тем самым увеличивается местное переохлаждение, что способствует образованию новых зародышей кристаллов.
При втором варианте бегущие магнитные поля индукторов 3 направлены вниз, а поле индуктора 5 вверх (контур 10 на фиг.1б). При этом двухконтурная конфигурация потоков сохранится, обеспечивая перемешивание «горячих» и «холодных» потоков металла слитка с потоками металла, поступающими из отверстий погружного стакана, что приведет к улучшению условий затвердевания слитка, описанных выше.
Следует отметить, что при непрерывном литье некоторых марок стали (например, высокоуглеродистых) может использоваться реверсный режим, когда направление контура перемешивания меняется на противоположное с частотой 0,1…1,0 Гц. Количество пар индукторов 3, работающих совместно с одним (или несколькими) индуктором 5, может варьироваться в зависимости от требований технологии непрерывного литья.
Эффект от реализации предложения по сравнению с известным состоит в том, что электромагнитное перемешивание жидкой фазы слитка осуществляют на значительно более протяженном участке, включающем весь кристаллизатор и часть зоны вторичного охлаждения слитка под кристаллизатором.
Предлагаемые способ и устройство регулирования электромагнитного перемешивания жидкой фазы слитка позволяет повысить качество слитка за счет:
- получения эффекта «торможения» струй металла, поступающих из отверстий погружного стакана в кристаллизатор;
- обеспечения всплытия шлаковых включений, захватываемых струями металла и газовых пузырей;
- снижения перегрева расплава при перемещении холодных порций металла снизу вверх;
- улучшения структуры слитка благодаря движению потоков металла вдоль фронта кристаллизации;
- улучшения качество осевой зоны за счет уменьшения и рассредоточения осевой пористости и осевой ликвации.
Указанные достоинства предлагаемого изобретения, вызванные активизацией электромагнитного перемешивания жидкой фазы слитка, позволяют повысить производительность МНЛЗ благодаря увеличению скорости разливки и улучшить условия эксплуатации МНЛЗ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
| РЕГУЛИРОВАНИЕ РЕЖИМА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ПО ВЫСОТЕ КРИСТАЛЛИЗАТОРА УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2006 |
|
RU2381866C1 |
| КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛИТКОВ С УСТРОЙСТВОМ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ РАСПЛАВА | 1996 |
|
RU2170157C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МЕТОДОМ "ПЛАВКА НА ПЛАВКУ" | 2011 |
|
RU2483831C1 |
| Устройство для электромагнитного перемешивания жидкого металла при непрерывной разливке | 1983 |
|
SU1161232A1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ СЕРДЦЕВИНЫ СЛИТКА В КРИСТАЛЛИЗАТОРЕ ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ | 2017 |
|
RU2656904C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ УДЛИНЕННОГО СЕЧЕНИЯ | 2004 |
|
RU2357833C2 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2029656C1 |
| Устройство для подачи металла в слябовый кристаллизатор | 1983 |
|
SU1135537A1 |
| Машина для непрерывного литья заготовок | 1983 |
|
SU1359060A1 |
Изобретение относится к металлургии и может быть использовано в процессе непрерывного литья заготовок слябового сечения. Способ включает подачу металла в кристаллизатор через погружной стакан потоками, направленными к узким стенкам кристаллизатора, формирование в жидкой фазе слитка электромагнитных бегущих полей, направленных вертикально вдоль оси разливки. Электромагнитные поля создают посредством многофазных линейных индукторов, расположенных попарно на широких стенках кристаллизатора, и дополнительным индуктором, расположенным под широкой стенкой кристаллизатора. Индукторы соединены с общим источником электрического питания. Электромагнитные поля выходят за пределы кристаллизатора и при взаимодействии обеспечивают двухконтурную конфигурацию потоков расплава в жидкой сердцевине. Достигается повышение качества заготовок. 2 н.п. ф-лы, 1 ил.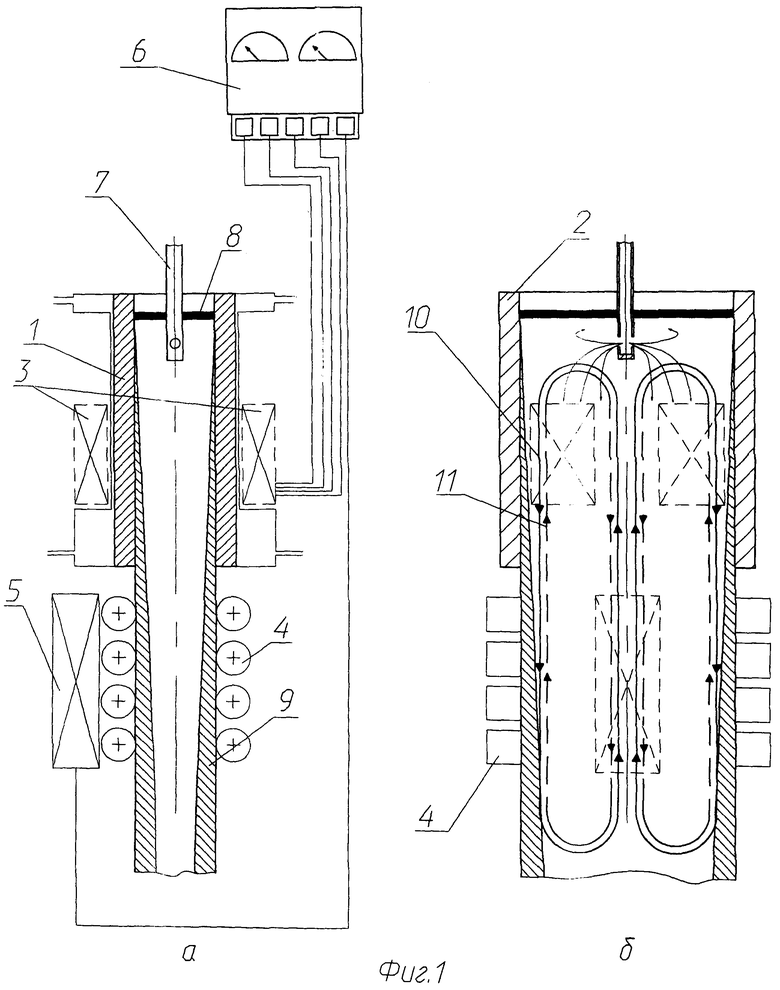
1. Способ регулирования режима электромагнитного перемешивания жидкой фазы слитка в машине непрерывного литья слябов, включающий подачу расплава «под уровень» металла потоками, направленными к узким стенкам кристаллизатора и формирование в жидкой фазе слитка электромагнитного бегущего поля посредством индукторов, расположенных на широких стенках кристаллизатора, отличающийся тем, что в жидкой фазе слитка формируют дополнительное электромагнитное бегущее поле посредством индуктора, расположенного под широкой стенкой кристаллизатора, при этом формируют электромагнитные бегущие поля, направленные вертикально вдоль оси разливки, выходящие за пределы кристаллизатора и обеспечивающие при взаимодействии двухконтурную конфигурацию потоков расплава в жидкой фазе слитка.
2. Устройство для регулирования режима электромагнитного перемешивания жидкой фазы слитка в машине непрерывного литья слябов, имеющей кристаллизатор с широкими и узкими водоохлаждаемыми стенками и погружной стакан, выходные отверстия которого направлены к узким стенкам кристаллизатора, содержащее многофазные линейные индукторы, попарно расположенные на широких стенках кристаллизатора для формирования в жидкой фазе слитка электромагнитного бегущего поля и соединенные с источником электрического питания, отличающееся тем, что оно снабжено дополнительным линейным индуктором, установленным под широкой стенкой кристаллизатора для формирования в жидкой фазе слитка дополнительного электромагнитного бегущего поля и соединенным с источником электрического питания, который является общим для всех индукторов, при этом магнитопроводы линейных индукторов размещены параллельно оси машины непрерывного литья.
| РЕГУЛИРОВАНИЕ РЕЖИМА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ПО ВЫСОТЕ КРИСТАЛЛИЗАТОРА УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2006 |
|
RU2381866C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ УДЛИНЕННОГО СЕЧЕНИЯ | 2004 |
|
RU2357833C2 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Машина для непрерывного литья заготовок | 1983 |
|
SU1359060A1 |
| Приспособление для регулирования натяжения бумажной ленты в обмоточном станке для производства электрических кабелей | 1936 |
|
SU51544A1 |

