Изобретение относится к устройствам для гидроструйной резки, более конкретно - к вспомогательным устройствам для образования струи из абразивных частиц, и может быть использовано в технологических процессах для размерной резки изделий из металлов, керамики, полимерных композиционных материалов (ПКМ) и других материалов в судостроении, авиакосмической и других отраслях промышленности.
В современном промышленном производстве наблюдается растущий интерес к технологии гидроабразивной резки, являющейся сегодня наиболее эффективным, гибким, экологически чистым и энергосберегающим методом.
Известно устройство "Abrasive fluid system" по патенту ЕР 101840, 12/07/2000 г., класс B24C 5/04. Согласно патенту устройство оснащено станцией высокого давления, бункером с абразивом, системой трубопроводов, режущей головкой. При этом система трубопроводов жестко закреплена в корпусе режущей головки и от станции высокого давления по каналу высокого давления подает жидкость непосредственно в камеру смещения режущей головки.
Недостатком данной конструкции является то, что режущая головка жестко закреплена на станке и позволяет осуществлять обработку материала только по трем координатам.
Режущие головки, управление которыми осуществляется по четырем или пяти осям, успешно работают в установках фирм Flow, Water Jet Sweden AB, Bystronic Laser LG, РТУ S.P.O. и др.
Известны устройства гидроабразивной головки фирмы PTV S.P.O. (Чехия) [Проспект фирмы "PTV S.P.O." с выставки "Металлообработка-2009"], в которой корпус головки крепится на вал электродвигателя, что позволяет режущей головке вращаться вдоль горизонтальной оси. Рабочая жидкость подается через "П"-образную трубку высокого давления, проходящую вдоль линейных направляющих, по которым двигается режущая головка с помощью электродвигателя.
Недостатком такой установки является то, что режущая головка недостаточно жестко зафиксирована, и может возникать вибрация при подаче рабочей жидкости, которая будет влиять на точность резания.
Обойти данную проблему попытались разработчики компании Caretta Technology (Италия) [Проспект фирмы "Caretta Technology" 2010, адрес в сети Интернет http://www.waterjet-spb.ru/x5.htm], чья головка является наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату.
Согласно проспекту режущая головка установлена на станке для гидроабразивной резки, оснащенной системой позиционирования и перемещения, системой подачи воды под высоким давлением и системой подачи абразива. Режущая головка содержит кронштейн с вертикальной осью вращения, приводимый в движение вертикальным двигателем, закрепленным на ползуне, и кронштейн, с горизонтальной осью вращения, установленный на кронштейн с вертикальной осью вращения приводимый в движение горизонтальным двигателем. Режущая головка установлена на кронштейн с горизонтальной осью вращения и закреплена в одной точке. Рабочую жидкость подводят к режущей головке по трубопроводу высокого давления извне, поэтому может возникать вибрация, которая будет влиять на точность резания.
Эту проблему можно решить с помощью системы фитингов и трубопроводов, а так же фланцевого крепления режущей головки, которое позволяет увеличить жесткость крепления и соответственно точность перемещения по осям координат.
Задачей изобретения является разработка устройства для гидроструйной резки. Техническим результатом заявленного изобретения является расширение технологических возможностей гидроструйной резки, а именно резки деталей сложной пространственной формы и обеспечение высокого качества реза при больших скоростях и габаритах обрабатываемых деталей.
Указанный технический результат достигается тем, что устройство для гидроструйной резки содержит трехкоординатную систему позиционирования и перемещения с ползуном, режущую головку, вертикальный двигатель, закрепленный на ползуне, горизонтальный двигатель, кронштейн с вертикальной осью вращения, установленный на роторе вертикального двигателя, и кронштейн с горизонтальной осью вращения, закрепленный на кронштейне с вертикальной осью вращения, при этом, согласно изобретению, вертикальный двигатель выполнен полым и снабжен закрепленной в нем вертикальной трубой, в которой пропущен трубопровод высокого давления, на конце вертикальной трубы закреплен вертикальный корпус, на котором шарнирно установлен угловой корпус с вертикальной осью вращения, несущий шарнирно установленный в нем горизонтальный корпус с горизонтальной осью вращения, совмещенной с осью вращения горизонтального двигателя, при этом корпус с горизонтальной осью вращения установлен на кронштейне с горизонтальной осью вращения, снабженном фланцем с каналом, на котором установлена режущая головка, вертикальный, угловой и горизонтальный корпуса выполнены с сообщающимися каналами, трубопровод высокого давления подсоединен к каналу вертикального корпуса, а горизонтальный корпус и фланец связаны дополнительным трубопроводом, при этом выход канала фланца подсоединен к каналу корпуса клапана в режущей головке.
Такое выполнение устройства для гидроабразивной резки позволяет повысить качество деталей при повышенной производительности.
Изобретение поясняется чертежом.
Фиг.1 - общий вид гидроабразивной режущей головки в разрезе.
Осуществление изобретения
В соответствие с изобретением устройство для гидроабразивной резки содержит режущую головку, установленную на торце вертикально перемещающегося ползуна, установленного на механической системе позиционирования и перемещения.
Для перемещения режущей головки имеется станочная часть, выполненная в виде портальной конструкции, которая обоснована большой величиной перемещений рабочих органов по координатам Х и Y. Такая компоновка обеспечивает более высокую жесткость.
В станочную часть комплекса входят следующие узлы и устройства:
- механическая система позиционирования и перемещения, включающая:
основание, траверсу, каретку поперечную, суппорт, выполненный в виде вертикально-перемещающегося ползуна, установленного на поперечной каретке;
- стол-резервуар;
- система управления;
- пневмооборудование.
Основание, закрепленное на фундаменте, - базовый узел для перемещения траверсы, состоит из двух рам, соединенных между собой, на которых с левой и правой стороны установлены стойки с направляющими. На стойках на четырех шариковых опорах качения установлены салазки, на которых закреплена траверса.
Траверса, сварная алюминиевая балка с двумя рядами закаленных направляющих, перемещается по стойкам основания (координата X). Перемещение траверсы с салазками осуществлено двумя приводами, работающими синхронно.
Каретка поперечная, перемещаемая по направляющим траверсы (координата Y) на четырех шариковых опорах качения. Перемещение осуществлено аналогичным приводом.
Ползун (сварной алюминиевый), с двумя рядами закаленных направляющих, вертикально перемещаемый (координата Z) по неподвижно установленным на поперечной каретке четырем шариковым опорам качения с помощью электродвигателя с беззазорным встроенным планетарным редуктором через шестеренно-реечную передачу. Для разгрузки массы ползуна, а также фиксации его положения при остановке, установлен пневмоцилиндр с фиксацией штока при выключении привода по координатам Z. Режущая головка закреплена с помощью системы кронштейнов на торце ползуна (на фиг.1 не показан) и имеет возможность как единое целое передвигаться по координатам X, Y, Z со скоростью до 25 м/мин.
Режущая головка содержит электроприводы ее перемещения, содержащие вертикальный двигатель, закрепляемый на ползуне, и горизонтальный двигатель, кронштейн с вертикальной осью вращения, установленный на роторе вертикального двигателя, и кронштейн с горизонтальной осью вращения, закрепленный на кронштейне с вертикальной осью вращения, трубопровод высокого давления, подсоединенный к режущей головке.
Кронштейн с вертикальной осью вращения (26) расположен на торце ползуна и приводится в движение вертикальным двигателем. Ротор вертикального двигателя (23) закреплен на полом валу (24), установленном на подшипниковых опорах (33) и (35), оснащен закрепленной в нем полой трубой 45, в которой пропущен трубопровод высокого давления (4). На нижнем торце ротора вертикального двигателя (23), с помощью винтов, закреплен (на фиг.1 не показаны) кронштейн с вертикальной осью вращения (26). Кронштейн с вертикальной осью вращения (26) вращает вокруг оси Z вертикальный электропривод (14) на угол ±360° (координата С). К вертикальному торцу кронштейна (26) прикреплен винтами (на фиг.1 не показаны) промежуточный корпус (21) координаты А с встроенным горизонтальным электродвигателем (15).
Промежуточный корпус (21) установлен на вертикальном торце кронштейна (26) и оснащен встроенным горизонтальным электродвигателем (15). Ротор (27) горизонтального двигателя (15) установлен на полый вал (28), поворачивающийся на подшипниковых опорах (36). На конце полого вала (28) подвижно закреплен (на фиг.1 не показаны) кронштейн с горизонтальной осью вращения (30).
Кронштейн с горизонтальной осью вращения (30) закреплен на полом валу (28) в подшипниковых опорах промежуточного корпуса (21), установленного на вертикальном торце кронштейна с вертикальной осью вращения, и оснащен ротором (27) горизонтального электродвигателя.
Кронштейн с горизонтальной осью вращения (30) снабжен фланцем (13), на который установлена режущая головка (44).
Кронштейн с горизонтальной осью вращения (30) с горизонтальным корпусом (9), фитингами (10) и (12), дополнительным трубопроводом высокого давления (11), фланцем (13) и режущей головкой 44 с помощью горизонтального электродвигателя (15) поворачивается вокруг горизонтальной оси (координата А) на угол ±90°. Вертикальный корпус (7) установлен на конце трубы (45), на нем шарнирно установлен угловой корпус (8) с вертикальной осью вращения, несущий шарнирно установленный в нем горизонтальный корпус (9) с горизонтальной осью вращения, установленный на кронштейне с горизонтальной осью вращения (30) и совмещенный с осью вращения горизонтального двигателя. Вертикальный (7), угловой (8) и горизонтальный (9) корпуса выполнены из нержавеющей стали с сообщающимися каналами и снабжены фитингами (5), (10), (12).
Угловой корпус (8) представляет собой угловое соединение с системой каналов, отверстия каналов соосны с осями вращения вертикального и горизонтального двигателей. В угловой корпус установлены при помощи уплотнительных колец с возможностью вращения вертикальный корпус (7), закрепленный на нижнем торце кронштейна с вертикальной осью вращения, и горизонтальный корпус (9), закрепленный на торце кронштейна с горизонтальной осью вращения (26). Непрерывность подачи жидкости в режущую головку (44) обеспечена наличием кольцевых проточек в зоне соединения каналов, в соединенных корпусах (8) и (9), а так же в корпусах (7) и (9) соответственно. Уплотнительные кольца высокого давления предотвращают утечку жидкости в соединениях. Горизонтальный корпус (9) и фланец (13) связаны дополнительным трубопроводом (11), при помощи фланцев (12), (10).
Фитинг (5) представляет собой сальник, внутри него находится манжета (6) с левой резьбой, в которой крепится трубопровод высокого давления (4). Фитинг (5) установлен в вертикальном корпусе (7), фитинг (10) установлен в горизонтальном корпусе (9), фитинг (12) установлен во фланец (13).
Фланец (13) выполнен из нержавеющей стали с каналом и жестко закреплен на торце кронштейна с горизонтальной осью (30) вращения винтами (41), такое крепление увеличивает точность поворота режущей головки. Фланец (13) выполнен с валом 42 и с втулкой 43, а так же оснащен фитингом (12). На торце фланца (13) при помощи вала (42) и втулки (43) жестко закреплена режущая головка (44).
Система фитингов и трубопроводов взаимосвязана со станцией высокого давления (1) и содержит трубопровод высокого давления (4), фитинги (5), (10), (12).
Канал высокого давления подачи жидкости от станции высокого давления (1) содержит трубки высокого давления (4) из нержавеющей стали с внешним диаметром 6 мм, систему каналов горизонтального (7), вертикального (9) и углового (8) корпусов с диаметром 2 мм, и служит для транспортировки рабочей жидкости к режущей головке (44). Трубопровод высокого давления подводит жидкость от станции высокого давления (1) к ползуну (на фиг 1. не обозначен) по трубке высокого давления. Далее трубка высокого давления проходит через вертикальную трубу, установленную в вертикальном двигателе, выполненном полым, и подсоединяется при помощи фитинга (5) к каналу вертикального корпуса (7), который в свою очередь соединен с каналом углового корпуса (8) и горизонтального корпуса (9). Жидкость из канала горизонтального корпуса (9) поступает в режущую головку (44) сначала по дополнительному трубопроводу (11), подсоединенному к каналу горизонтального корпуса (9) при помощи фитинга (12), затем по каналу фланца (13), присоединенного к дополнительному трубопроводу (11) при помощи фитинга (10).
Режущая головка 44 состоит из корпуса клапана (16), в верхней части которого установлен соосно пневматический клапан, а сам корпус клапана выполнен с каналом подачи жидкости к седлу пневматического клапана. Пневматический клапан состоит из поршня (17), гайки (18), пружин (на фиг.1 не показаны), втулки (20) и корпуса пневмоклапана (22). В нижней части режущей головки 22 установлен трубопровод головки (31) и смесительная камера (32), в которую входят: сопло (34), фокусирующая трубка (37) и цанга (38).
Фокусирующую трубку (37) фиксируют цангой (38) и закрепляют гайкой (39).
Игла (25), установленная в корпус клапана (16), выполняет функцию затвора для рабочей жидкости. Для предотвращения утечек рабочей жидкости служит упорное кольцо (29).
Система подачи абразива состоит из абразивного бункера (2), минибункера (3), пневмоавтоматики и рукава подачи абразива (40).
Абразивный минибункер (3) выполняет функцию как накопителя абразива, максимально приближенного к режущей головке (44), так и устройства, в котором производится управление и дозировка подачей абразива.
Устройство работает следующим образом:
Обрабатываемое изделие устанавливают на решетку стола-резервуара гидроабразивной установки. Затем с пульта управления гидроабразивной установки включают подачу рабочей жидкости со станции высокого давления. Рабочая жидкость поступает по трубопроводу высокого давления от станции высокого давления (1) через трубку (45) вертикального двигателя, установленного на ползуне, проходит по системе каналов горизонтального (7), вертикального (9) и углового (8) корпусов, дополнительному трубопроводу (11), каналу фланца (13) и поступает в режущую головку (44). Непрерывность подачи жидкости в режущую головку обеспечена наличием кольцевых проточек в зоне соединения каналов, в корпусах (8) и (9), а так же в корпусах (7) и (9).
Как только подан сигнал с пульта управления гидроабразивной установки на начало программы резания, игла (25) поднимается и рабочая жидкость начинает поступать к соплу (34) через трубопровод головки (31). За счет разряжения в смесительной камере (32) в струю рабочей жидкости начинает поступать абразивный песок из абразивного минибункера (40). Происходит обработка изделия по заданной программе оператора. По окончании обработки изделие снимают со стола резервуара.
Режущая головка с помощью электродвигателей имеет возможность поворачиваться вокруг оси Z (координата С) на ±360° и вокруг горизонтальной оси на угол ±90° (координата А).
Использование данного устройства обеспечивает жесткость крепления режущей головки, что позволяет повысить точность перемещения ее по осям координат и точность обработки деталей.
Данное устройство режущей головки может быть использовано не только для плоского резания, но и для выполнения 3D обработки заготовки, производить гидроабразивную резку изделий сложной пространственной формы на больших скоростях и больших размеров с хорошим качеством.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЯТИКООРДИНАТНАЯ УСТАНОВКА ДЛЯ ТРЕХМЕРНОЙ ПРЕЦИЗИОННОЙ ГИДРОСТРУЙНОЙ РЕЗКИ | 2010 |
|
RU2453417C2 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2744633C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОАБРАЗИВНОЙ РЕЗКИ | 2009 |
|
RU2393077C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2386523C1 |
| Устройство зачистки внутренних швов в газопроводе под давлением | 2020 |
|
RU2751390C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ОБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА (ВАРИАНТЫ) | 2007 |
|
RU2368473C2 |
| СОБИРАЮЩИЕ ПРИЕМНИКИ ЖИДКОЙ СТРУИ И ИМЕЮЩИЕ К НИМ ОТНОШЕНИЕ СИСТЕМЫ И СПОСОБЫ ЖИДКОСТРУЙНОЙ РЕЗКИ | 2013 |
|
RU2664113C2 |
| УСТАНОВКА И СПОСОБ ИСПЫТАНИЯ МАТЕРИАЛОВ И ПОКРЫТИЙ НА ГИДРОАБРАЗИВНЫЙ ИЗНОС | 2012 |
|
RU2509295C2 |
| Механизм для срезания деревьев | 1974 |
|
SU1218915A3 |
| Способ гидроструйной обработки поверхности изделий из режущей керамики | 2016 |
|
RU2665853C2 |
Изобретение относится к устройствам для гидроструйной резки. Устройство содержит трехкоординатную систему позиционирования и перемещения с ползуном, режущую головку, вертикальный двигатель, закрепленный на ползуне, и горизонтальный двигатель. На роторе вертикального двигателя установлен кронштейн с вертикальной осью вращения. На кронштейне с вертикальной осью вращения закреплен кронштейн с горизонтальной осью вращения. Вертикальный двигатель выполнен полым и содержит вертикальную трубу. В вертикальной трубе расположен трубопровод высокого давления. На конце вертикальной трубы закреплен вертикальный корпус. На вертикальном корпусе шарнирно установлен угловой корпус с вертикальной осью вращения. На угловом корпусе шарнирно установлен горизонтальный корпус с горизонтальной осью вращения. Корпус с горизонтальной осью вращения установлен на кронштейне с горизонтальной осью вращения. Кронштейн с горизонтальной осью вращения содержит фланец с каналом, на котором установлена режущая головка. В результате расширяются технологические возможности. 1 ил.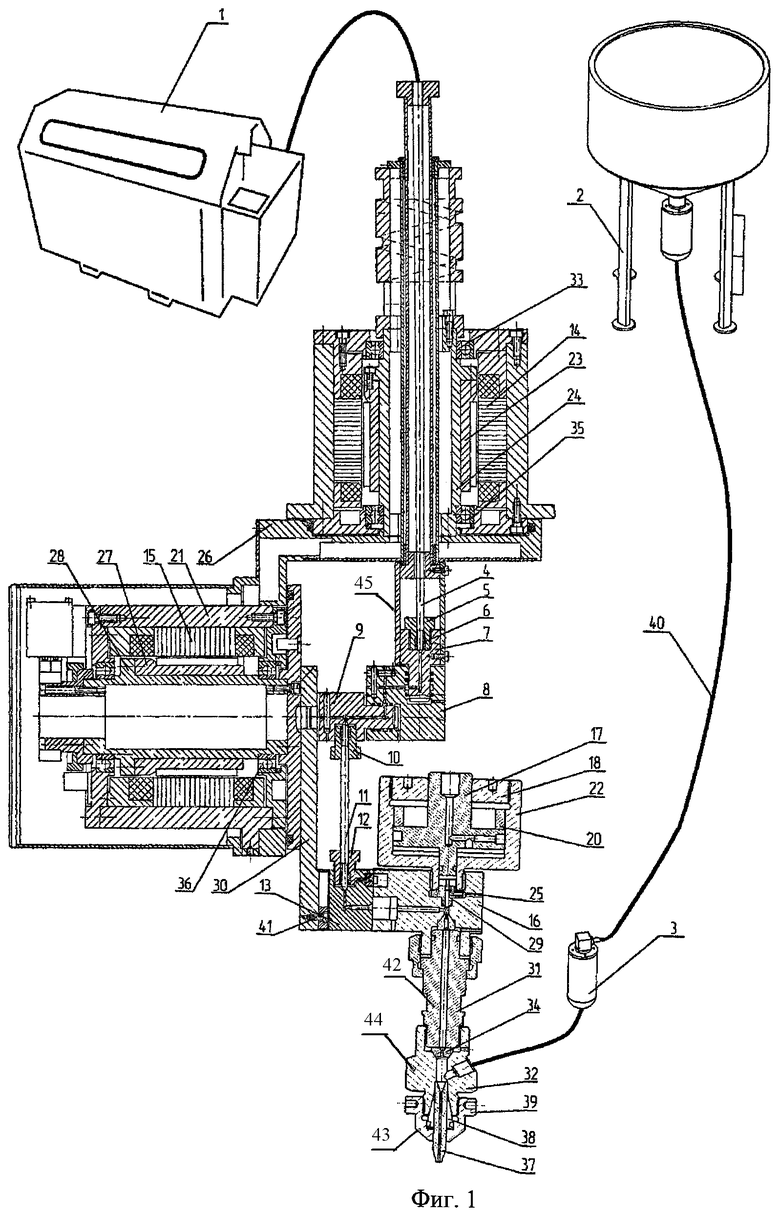
Устройство для гидроструйной резки, содержащее трехкоординатную систему позиционирования и перемещения с ползуном, режущую головку, вертикальный двигатель, закрепленный на ползуне, горизонтальный двигатель, кронштейн с вертикальной осью вращения, установленный на роторе вертикального двигателя, и кронштейн с горизонтальной осью вращения, закрепленный на кронштейне с вертикальной осью вращения, отличающееся тем, что вертикальный двигатель выполнен полым и снабжен закрепленной в нем вертикальной трубой, в которой пропущен трубопровод высокого давления, на конце вертикальной трубы закреплен вертикальный корпус, на котором шарнирно установлен угловой корпус с вертикальной осью вращения, несущий шарнирно установленный в нем горизонтальный корпус с горизонтальной осью вращения, совмещенной с осью вращения горизонтального двигателя, при этом корпус с горизонтальной осью вращения установлен на кронштейне с горизонтальной осью вращения, снабженным фланцем с каналом, на котором установлена режущая головка, вертикальный, угловой и горизонтальный корпуса выполнены с сообщающимися каналами, трубопровод высокого давления подсоединен к каналу вертикального корпуса, а горизонтальный корпус и фланец связаны дополнительным трубопроводом, при этом выход канала фланца подсоединен к каналу корпуса клапана в режущей головке.
| TW 200918240 A, 01.05.2009 | |||
| УСТАНОВКА ДЛЯ АБРАЗИВНО-ГАЗОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2005 |
|
RU2302332C1 |
| JP 2010046770 A, 04.03.2010 | |||
| US 2008032610 A1, 07.02.2008 | |||
| US 2003194950 A1, 16.10.2003. | |||

