Изобретение относится к области обработки материалов, а именно гидроабразивной резке.
В настоящее время в гидроабразивной резке нашли широкое применение в качестве рабочих жидкостей двухфазные взвеси «жидкость-лед» за счет того, что они обеспечивают охлаждение гидроабразивного сопла с одновременным применением кристаллов льда в качестве абразивного материала.
Технической проблемой при этом остается обеспечение равномерности взвеси, которая обеспечивает точность резки, а также охлаждения гидроабразивного сопла, подвергающегося перегреву во время резки. На решение этой проблемы направлены известные из уровня техники решения. Так, из уровня техники известен способ гидроструйной резки по патенту РФ №2552512, приоритет от 12.11.2013, МПК В24С 5/02, В24С 1/00, B26F 3/00, который заключается в том, что рабочую жидкость охлаждают до полного замораживания в теплообменнике, после чего полученный лед подвергают адиабатному сжатию до рабочего давления с получением двухфазной взвеси «жидкость-лед» и подают в сопло, посредством которого в результате адиабатного процесса истечения обеспечивают формирование режущей струи, сопровождающееся падением давления, достаточным для обратного превращения ядра формирующейся струи в лед.
Недостатками известного способа гидроструйной резки являются низкая надежность способа из-за сложности достижения термодинамического равновесия, низкая технологичность из-за необходимости использования холодильной машины, а также повышенный износ сопла.
Также из уровня техники известен способ гидроабразивной резки с помощью устройства для гидроабразивной резки по патенту РФ №2393077, приоритет от 25.06.2009, МПК В24С 5/02, B23Q 11/12, наиболее близкий к предлагаемому изобретению и выбранный в качестве прототипа. Способ гидроабразивной резки состоит в том, что используют устройство для гидроабразивной резки, корпус режущей головки которого выполняют с оребрением, а устройство для охлаждения - в виде устройства предварительного охлаждения жидким азотом корпуса режущей головки с жидкостью и устройства охлаждения жидким азотом высоконапорной струи жидкости, навинчиваемого на корпус режущей головки.
Недостатками способа гидроабразивной резки являются сложность введения в исходную гидрострую жидкого азота, а также повышенный износ режущего сопла.
Изобретение направлено на решение следующей технической проблемы: снижение износа оборудования, повышение точности гидроабразивной резки.
Для способа гидроабразивной резки техническая проблема решается за счет того, что подают струю рабочей жидкости, содержащей воду, под давлением, через гидроабразивное сопло, охлаждают гидроабразивное сопло и струю рабочей жидкости в гидроабразивном сопле с помощью элемента охлаждения, выполненного с возможностью использования хладагента в виде витой полой трубки, установленной на гидроабразивном сопле таким образом, что витая полая трубка охватывает гидроабразивное сопло снаружи, прилегая вплотную, при этом шаг витков полой трубки уменьшается в направлении выходного отверстия гидроабразивного сопла, в процессе охлаждения гидроабразивного сопла обеспечивают образование пленки льда на внутренней поверхности канала гидроабразивного сопла, толщина которой увеличивается в направлении выходного отверстия гидроабразивного сопла, обеспечивают образование кристаллов льда в струе рабочей жидкости в процессе истечения и охлаждения струи рабочей жидкости, производят резку заготовки с помощью струи рабочей жидкости, содержащей кристаллы льда.
В частном случае осуществления изобретения техническая проблема решается за счет того, что производят резку заготовки с помощью струи рабочей жидкости, дополнительно содержащей абразив.
В другом частном случае осуществления изобретения техническая проблема решается за счет того, что перед поступлением рабочей жидкости в гидроабразивное сопло рабочую жидкость подают в камеру смешения, в которой рабочую жидкость смешивают с абразивом.
Заявляемый способ гидроабразивной резки позволяет достичь следующего технического результата: повышение точности гидроабразивной обработки, снижение износа оборудования, а именно гидроабразивного сопла.
Из уровня техники известна гидрорезная установка для осуществления способа гидроструйной резки по патенту РФ №2552512, приоритет от 12.11.2013, МПК В24С 5/02, В24С 1/00, B26F 3/00, в состав которой входят сопло, теплообменник, гидромультипликатор, позволяющая заморозить рабочую жидкость в теплообменнике, а затем адиабатически сжать с получением двухфазной взвеси «жидкость-лед».
Недостатками гидрорезной установки являются низкая надежность из-за сложности достижения термодинамического равновесия, низкая технологичность и громоздкость из-за необходимости использования холодильной машины, а также повышенный износ сопла.
Также из уровня техники известно устройство для гидроабразивной резки по патенту РФ №2393077, приоритет от 25.06.2009, МПК В24С 5/02, B23Q 11/12, наиболее близкое к предлагаемому изобретению и выбранное в качестве прототипа. Устройство для абразивной резки содержит режущую головку, содержащую режущее сопло, корпус которой выполнен с оребрением, и устройство для охлаждения, состоящее из устройства предварительного охлаждения жидким азотом корпуса режущей головки с жидкостью и устройства охлаждения жидким азотом высоконапорной струи жидкости, навинчиваемого на корпус режущей головки.
Недостатками устройства для абразивной резки являются сложность конструкции, сложность введения в исходную гидрострую жидкого азота, а также повышенный износ режущего сопла.
Изобретение направлено на решение следующей технической проблемы: снижение износа оборудования, повышение точности гидроабразивной резки.
Техническая проблема решается за счет того, что устройство для гидроабразивной резки содержит гидроабразивное сопло, выполненное с возможностью подачи рабочей жидкости под давлением, элемент охлаждения сопла, выполненный в виде витой полой трубки с возможностью использования хладагента, установленной на гидроабразивном сопле таким образом, что витая полая трубка охватывает гидроабразивное сопло снаружи, прилегая вплотную, при этом шаг витков полой трубки уменьшается в направлении выходного отверстия гидроабразивного сопла.
В частном случае осуществления изобретения техническая проблема решается за счет того, что устройство для гидроабразивной резки содержит камеру смешения, выполненную с возможностью подачи в гидроабразивное сопло рабочей жидкости, смешанной с абразивом.
Заявляемое устройство для гидроабразивной резки позволяет достичь следующего технического результата: повышение точности гидроабразивной резки, снижение износа оборудования за счет уменьшения износа гидроабразивного сопла.
Сущность предлагаемого изобретения поясняется чертежами:
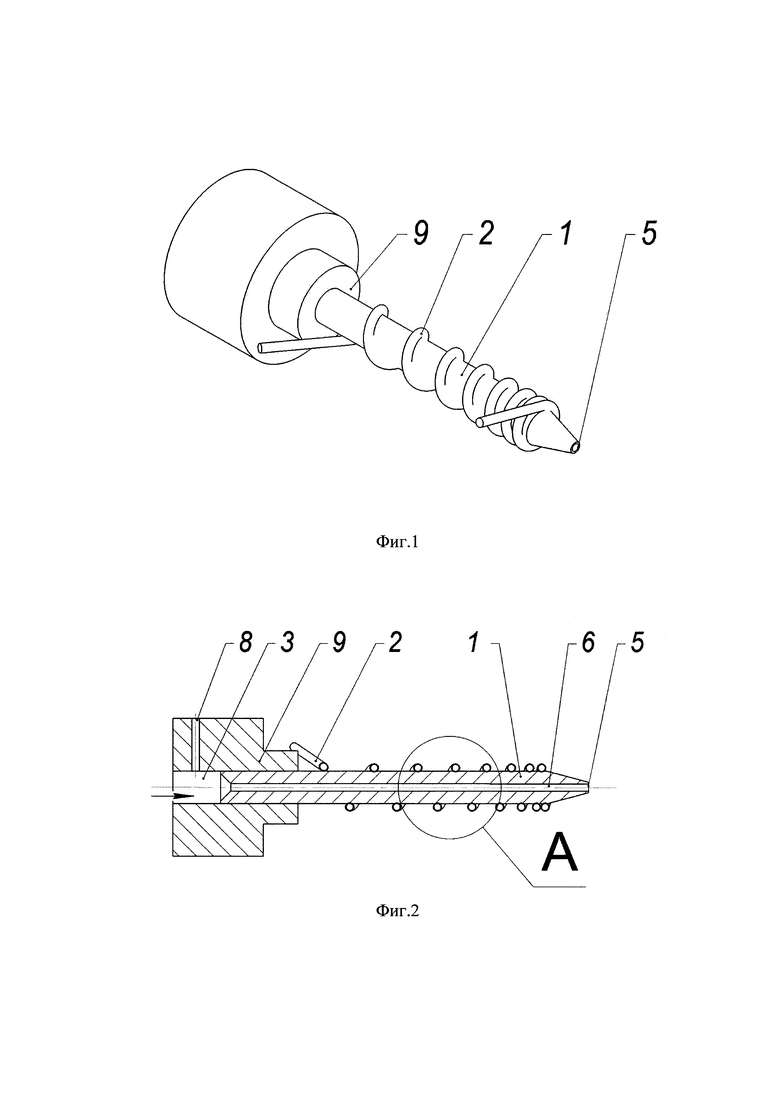
На фиг. 1 изображено устройство для гидроабразивной резки в изометрической проекции.
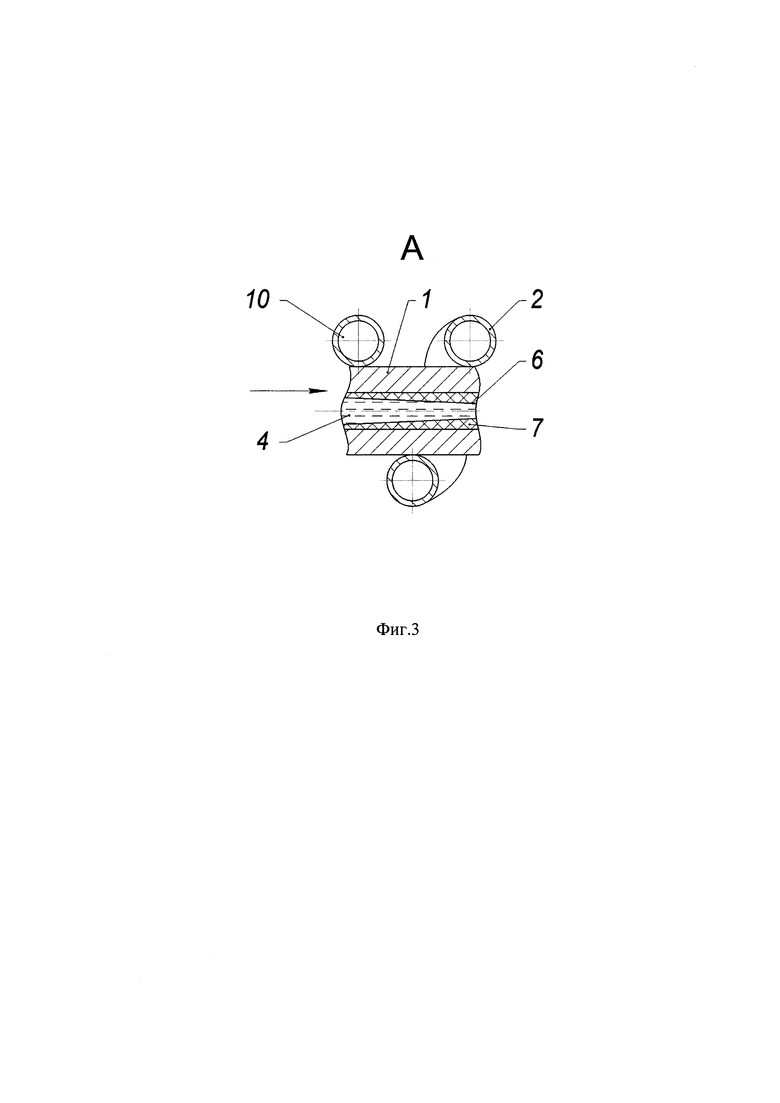
На фиг. 2 изображено устройство для гидроабразивной резки в разрезе. Стрелкой обозначено направление движения струи.
На фиг. 3 изображен фрагмент разреза устройства для гидроабразивной резки, где показана переменная толщина образующейся ледяной пленки. Стрелкой обозначено направление движения струи.
На фиг. 1-3 позициями обозначены:
1 - гидроабразивное сопло;
2 - элемент охлаждения;
3 - камера смешения;
4 - струя рабочей жидкости;
5 - выходное отверстие гидроабразивного сопла;
6 - канал гидроабразивного сопла;
7 - ледяная пленка;
8 - канал подачи абразива;
9 - корпус устройства для гидроабразивной резки;
10 - внутренний канал элемента охлаждения.
Способ гидроабразивной резки используют для обработки заготовки с помощью гидроабразивной установки, в состав которой входит устройство для гидроабразивной резки, содержащее гидроабразивное сопло 1, выполненное, например, из твердосплавных материалов, и элемент охлаждения 2, который может быть выполнен, например, из деформируемых термически неупрочняемых алюминиевых сплавов, в виде витой полой трубки с шагом витков, охватывающей гидроабразивное сопло 1, прилегая к нему вплотную. В частном случае осуществления изобретения устройство для гидроабразивной резки может содержать камеру смешения 3 для смешивания рабочей жидкости с гидроабразивным материалом. Гидроабразивная установка (на фиг. не показано), например, гидроабразивный станок с ЧПУ, позволяет разместить заготовку, обеспечить подачу рабочей жидкости и абразивного материала, перемещение устройства для гидроабразивной резки и осуществлять управление указанными процессами. Средство подачи хладагента (на фиг. не показано), например, баллон с жидким азотом, позволяет обеспечивать хладагентом элемент охлаждения 2.
Способ гидроабразивной резки заключается в следующем.
Запускают гидроабразивную установку и производят наладку на текущую операцию. Размещают на гидроабразивной установке заготовку, обработку которой необходимо произвести (на фиг. не показано).
Подают струю рабочей жидкости 4, содержащей воду, под высоким давлением (700-7000 атм.) напрямую в канал гидроабразивного сопла 1. Температура струи рабочей жидкости 4 без охлаждения составляет около 60-70°С. Охлаждают гидроабразивное сопло 1 и струю рабочей жидкости 4 в гидроабразивном сопле 1 с помощью элемента охлаждения 2 с целью образования кристаллов льда в струе рабочей жидкости 4 в процессе истечения и охлаждения струи рабочей жидкости 4. Производят резку заготовки с помощью струи рабочей жидкости 4, содержащей кристаллы льда. В качестве элемента охлаждения 2 используют витую полую трубку, установленную на гидроабразивном сопле 1 таким образом, что витая полая трубка охватывает гидроабразивное сопло 1 снаружи, прилегая вплотную с неравномерным шагом витков, при этом шаг витков полой трубки уменьшается в направлении выходного отверстия 5 гидроабразивного сопла 1. Прокачивают хладагент через элемент охлаждения 2.
Наружную поверхность гидроабразивного сопла 1 охлаждают до температуры, близкой к температуре хладагента (до -196°С для хладагента -жидкого азота), и, за счет теплопроводности гидроабразивного сопла 1, струю рабочей жидкости 4 - приблизительно до температуры замерзания рабочей жидкости (±5°С для рабочей жидкости - воды). Регулируют количество отводимого тепла с помощью скорости прокачки хладагента. С помощью охлаждения струи рабочей жидкости 4 образуют в ней ледяные кристаллы. Ледяные кристаллы играют роль абразивного материала.
За счет охлаждения гидроабразивного сопла 1 на внутренней стенке канала гидроабразивного сопла 6 образуется ледяная пленка 7, толщина которой не превышает 20% диаметра канала гидроабразивного сопла 6. За счет неравномерности шага витков элемента охлаждения 2 степень охлаждения гидроабразивного сопла 1 неравномерна по его длине, с определенным градиентом увеличиваясь в направлении выходного отверстия 5 гидроабразивного сопла 1, и соответственно ледяная пленка 7 образуется переменной толщины, которая увеличивается в сторону выходного отверстия гидроабразивного сопла 1. Ледяная пленка 7 постепенно разрушается струей рабочей жидкости 4 в процессе осуществления способа, и обновляется за счет продолжающегося процесса охлаждения. Управляют интенсивностью процесса охлаждения таким образом, чтобы уравновесить износ ледяной пленки 7 за счет струи рабочей жидкости 4 со скоростью нарастания ледяной пленки 7. Наличие ледяной пленки 7 защищает канал гидроабразивного сопла 6 от износа, а также уменьшает диаметр выходного отверстия гидроабразивного сопла 1, что уменьшает толщину струи рабочей жидкости 4 и положительно влияет на точность резки заготовки.
В частном случае способа гидроабразивной резки резку заготовки производят с помощью струи рабочей жидкости 4, дополнительно содержащей абразив. Для этого перед поступлением струи рабочей жидкости 4 в гидроабразивное сопло 1 рабочую жидкость подают в камеру смешения 3, где рабочую жидкость смешивают с абразивом. Абразивный материал могут подавать по каналу подачи абразива 8. В качестве абразивного материала используют, например, гранатовый песок Garnet производителя GMA Garnet Group (сайт производителя (Австралия): gmagarnet.com, сайт поставщика в РФ: r-garnet.ru).
Направляют струю рабочей жидкости 4 в сторону заготовки, производят резку заготовки. После завершения резки отключают подачу рабочей жидкости 4 и хладагента.
Устройство для гидроабразивной резки содержит корпус 9, гидроабразивное сопло 1 и элемент охлаждения 2. Гидроабразивное сопло 1 может быть выполнено в виде трубки из твердосплавных материалов с каналом гидроабразивного сопла 6 внутри и закреплено в корпусе устройства для гидроабразивной обработки 9 таким образом, чтобы рабочая жидкость 4 имела возможность поступать в канал гидроабразивного сопла 6.
В частном случае осуществления изобретения устройство для гидроабразивной резки может содержать камеру смешения 3, предназначенную для смешивания рабочей жидкости 4, например, воды, с абразивом, и может быть снабжена каналом подачи абразива 8.
Элемент охлаждения 2 выполнен в виде витой полой трубки, установленной на гидроабразивном сопле 1 таким образом, что витая полая трубка с хладагентом прилегает вплотную к гидроабразивному соплу 1 снаружи.
Элемент охлаждения 2 установлен на гидроабразивном сопле 1 с возможностью подачи хладагента, например, жидкого азота, во внутренний канал элемента охлаждения 10. Витки элемента охлаждения 2 выполнены с неравномерным шагом, уменьшающемся в направлении выходного отверстия 5 гидроабразивного сопла 1.
Устройство для гидроабразивной резки работает следующим образом.
Подают струю рабочей жидкости 4, например, воды, под высоким давлением (700-7000 атм.) в гидроабразивное сопло 1. Прокачивают хладагент через элемент охлаждения 2, таким образом, охлаждают гидроабразивное сопло 1 до температуры, близкой к температуре хладагента (до -196°С для хладагента - жидкого азота), и, за счет теплопроводности гидроабразивного сопла 1, струю рабочей жидкости 4 приблизительно до температуры замерзания рабочей жидкости (±5°С для рабочей жидкости - воды). Регулируют количество отводимого тепла с помощью скорости прокачки хладагента.
За счет охлаждения гидроабразивного сопла 1 на внутренней стенке канала гидроабразивного сопла 6 образуется ледяная пленка 7, толщина которой не превышает 20% диаметра канала гидроабразивного сопла 6, а за счет охлаждения струи рабочей жидкости 4 - кристаллы льда в теле гидроабразивной струи 4. За счет неравномерности шага витков элемента охлаждения 2 степень охлаждения гидроабразивного сопла 1 неравномерна по его длине, с определенным градиентом увеличиваясь в направлении выходного отверстия 5 гидроабразивного сопла 1, и соответственно ледяная пленка 7 образуется переменной толщины, которая увеличивается в сторону выходного отверстия гидроабразивного сопла 1. Ледяная пленка 7 постепенно разрушается струей рабочей жидкости 4 в процессе осуществления способа, и обновляется за счет продолжающегося процесса охлаждения. Управляют интенсивностью процесса охлаждения таким образом, чтобы уравновесить износ ледяной пленки 7 за счет струи рабочей жидкости 4 со скоростью нарастания ледяной пленки 7. Наличие ледяной пленки 7 защищает канал гидроабразивного сопла 6 от износа, а также уменьшает диаметр выходного отверстия гидроабразивного сопла 1, что уменьшает толщину струи рабочей жидкости 4 и положительно влияет на точность резки заготовки.
В частном случае, при наличии в устройстве для гидроабразивной резки камеры смешения 3 и необходимости использования абразивного материала, подают струю рабочей жидкости 4 и абразивный материал в камеру смешения 3, при этом для подачи абразивного материала может быть использован канал подачи абразива 8, смешивают в камере смешения 3 рабочую жидкость и абразивный материал, подают получившуюся струю рабочей жидкости 4 с абразивным материалом в гидроабразивное сопло 1. В качестве абразивного материала используют, например, гранатовый песок Garnet производителя GMA Garnet Group (сайт производителя (Австралия): gmagarnet.com, сайт поставщика в РФ: r-garnet.ru).
Резку заготовки производят с помощью струи рабочей жидкости 4, содержащей кристаллы льда, а также, в частном случае, абразивный материал.
Заявляемые способ гидроабразивной резки и устройство для его осуществления позволяют повысить точность гидроабразивной резки и уменьшить износ гидроабразивного сопла за счет возможности установки определенных температурных режимов путем регулировки шага витков элемента охлаждения и скорости подачи хладагента.
Способ гидроабразивной резки и устройство для его осуществления могут найти широкое применение в области гидроабразивной резки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИДРОАБРАЗИВНОЙ РЕЗКИ | 2009 |
|
RU2393077C1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ | 2006 |
|
RU2331503C2 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2013 |
|
RU2539241C2 |
| СПОСОБ СТРУЙНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2014 |
|
RU2580267C1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ С МАЛОГАБАРИТНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2516326C2 |
| СПОСОБ СТРУЙНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2014 |
|
RU2580268C1 |
| СПОСОБ СТРУЙНОАБРАЗИВНОЙ ОБРАБОТКИ АЛМАЗА РЕЗАНИЕМ | 2013 |
|
RU2520287C1 |
| СПОСОБ ПАКЕТНОЙ РЕЗКИ МАТЕРИАЛОВ ГИДРОАБРАЗИВНОЙ СТРУЕЙ | 2009 |
|
RU2433907C2 |
| Смесь абразивная для гидроабразивной резки и способ определения ее процентного состава | 2016 |
|
RU2715509C2 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУИ ЖИДКОСТИ ДЛЯ РЕЗАНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2466008C1 |
Изобретение относится к гидроабразивной резке. Устройство содержит гидроабразивное сопло, выполненное с возможностью подачи рабочей жидкости под давлением, элемент охлаждения сопла, выполненный с возможностью использования хладагента. Элемент охлаждения сопла выполнен в виде витой полой трубки, установленной на гидроабразивном сопле таким образом, что витая полая трубка охватывает гидроабразивное сопло снаружи, прилегая вплотную. Шаг витков полой трубки уменьшается в направлении выходного отверстия гидроабразивного сопла. В результате повышается точность гидроабразивной резки и снижается износ сопла. 2 н. и 3 з.п. ф-лы, 3 ил.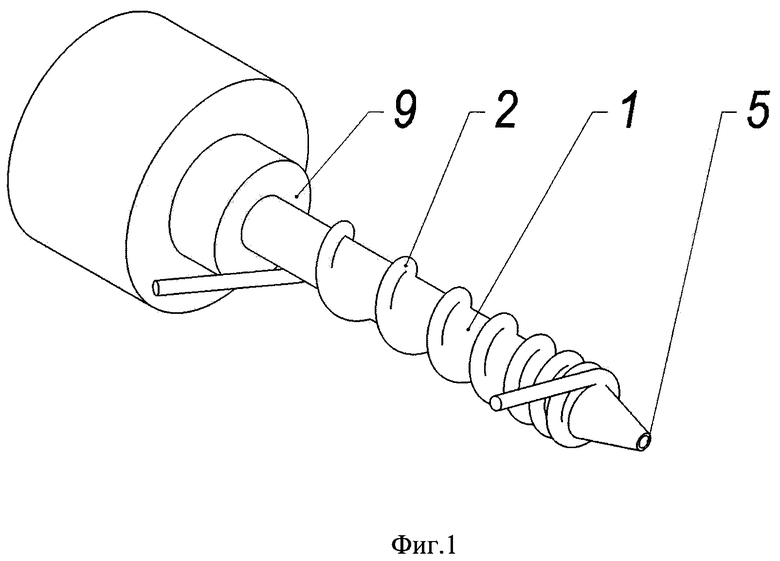
1. Способ гидроабразивной резки, при котором подают струю рабочей жидкости, содержащей воду, под давлением, через гидроабразивное сопло, охлаждают гидроабразивное сопло и струю рабочей жидкости в гидроабразивном сопле с помощью элемента охлаждения, выполненного с возможностью использования хладагента, обеспечивают образование кристаллов льда в струе рабочей жидкости в процессе истечения и охлаждения струи рабочей жидкости, производят резку заготовки с помощью струи рабочей жидкости, содержащей кристаллы льда, отличающийся тем, что в качестве элемента охлаждения используют витую полую трубку, установленную на гидроабразивном сопле таким образом, что витая полая трубка охватывает гидроабразивное сопло снаружи, прилегая вплотную с неравномерным шагом витков, при этом шаг витков полой трубки уменьшается в направлении выходного отверстия гидроабразивного сопла, в процессе охлаждения гидроабразивного сопла обеспечивают образование пленки льда на внутренней поверхности канала гидроабразивного сопла, толщина которой увеличивается в направлении выходного отверстия гидроабразивного сопла.
2. Способ по п. 1, отличающийся тем, что производят резку заготовки с помощью струи рабочей жидкости, дополнительно содержащей абразив.
3. Способ по п. 2, отличающийся тем, что перед поступлением рабочей жидкости в гидроабразивное сопло рабочую жидкость подают в камеру смешения, в которой рабочую жидкость смешивают с абразивом.
4. Устройство для гидроабразивной резки, содержащее гидроабразивное сопло, выполненное с возможностью подачи рабочей жидкости под давлением, элемент охлаждения сопла, выполненный с возможностью использования хладагента, отличающееся тем, что элемент охлаждения сопла выполнен в виде витой полой трубки, установленной на гидроабразивном сопле таким образом, что витая полая трубка охватывает гидроабразивное сопло снаружи, прилегая вплотную, при этом шаг витков полой трубки уменьшается в направлении выходного отверстия гидроабразивного сопла.
5. Устройство по п. 4, отличающееся тем, что дополнительно содержит камеру смешения, выполненную с возможностью подачи в гидроабразивное сопло рабочей жидкости, смешанной с абразивом.
| УСТРОЙСТВО ДЛЯ ГИДРОАБРАЗИВНОЙ РЕЗКИ | 2009 |
|
RU2393077C1 |
| СПОСОБ ГИДРОСТРУЙНОЙ РЕЗКИ | 2013 |
|
RU2552512C2 |
| СЕКЦИЯ МЕХАНИЗИРОВАННОЙ КРЕПИ | 1999 |
|
RU2151300C1 |
| JP 2003145429 A, 20.05.2003 | |||
| US 5616067 A1, 01.04.1997 | |||
| US 2004147204 A1, 29.07.2004 | |||
| WO 2006034824 A2, 06.04.2006. | |||

