Область техники
Изобретение относится к устройствам для гидроструйной резки, более конкретно к способам и устройствам для размерной обработки изделий сложной пространственной формы, и может быть использовано в технологических процессах для размерной резки изделий из металлов, керамики, полимерных композиционных материалов (ПКМ) и других материалов в судостроении, авиакосмической и других отраслях промышленности.
Уровень техники
В настоящее время в авиакосмической, машиностроительной и в других отраслях промышленности все больше изделий изготавливают из современных ПКМ, существенной особенностью которых является специфическая технологичность их применения. Форму, а иногда и окончательный вид изделия из ПКМ определяют на этапе формования материала, что резко сокращает расходы на последующую обработку и доводку изделия. Но несмотря на прогрессивные методы получения изделия из ПКМ, такие как намотка, формование, прессование, определенно (порой весьма существенно) трудоемким процессом остается размерная обработка. Размерная обработка необходима для получения высокой точности и требуемой сложной пространственной формы изделия.
Одним из наиболее перспективных методов размерной обработки изделий из ПКМ является технология гидроструйной резки, которая дает качественную обработку кромок, не требующую дополнительной обработки, без механических усилий, без зоны термического влияния, обеспечивает обработку на больших скоростях, в автоматическом режиме, по сложной траектории, с быстрой переналадкой при смене типоразмера обрабатываемых изделий.
Известна установка водоструйной гидроабразивной резки (ГАР) WJ2030-1Z-D-5AX, компания PTV (Чехия), по рекламному проспекту официального представителя компании PTV в России фирмы ООО «Ватерджет», адрес в сети интернет http://www.waterjet-spb.ru/x5.htm. Согласно источнику установка предназначена для обработки листового материала методом воздействия водяной струи высокого давления, смешанной с абразивом.
Основными компонентами установки являются: рабочий стол, станина из стального двутаврового профиля, снабженная мостовыми направляющими; портал, приводы по осям X, Y, Z для перемещения портала с режущей головкой по осям Х и Y, для перемещения режущей головки по оси Z установка оборудована шарико-винтовой парой, управление по осям X, Y, Z производят серводвигателями переменного тока со встроенными датчиками положения. Двигатели, приводы и направляющие герметично защищены от воды и пыли шторками из специального эластичного материала. Рабочая площадь по осям X/Y/Z - 2000/3000/300 мм, вращение по осям Z/A - ±360°/±90°. Насос высокого давления, модели STREAMLINE 50 Jet Line, имеет максимальное рабочее давление 3800 (бар) и плавную регулировку давления воды. Система ЧПУ включает передвижной пульт и электрошкаф, программное обеспечение CAD САМ. Режущая головка 5 осей фирмы «AccuStream», США, обеспечена пневматическим клапаном, самонастраивающейся смесительной камерой со встроенным соплом для воды (искусственный рубин), фокусирующей трубкой (твердый сплав на основе барида). Контейнер с абразивом вмещает 300 кг абразива и снабжен автоматическим мини-накопителем. Также установка обеспечена системой водоподготовки, системой очистки и слива воды, системой подготовки воздуха и предохранительными устройствами.
Известна установка NC3520SJ компании Water Jet (Швеция). Источник - сайт официального представителя фирмы Water Jet в России (http://www.rosmark-steel.ru/catalog/10/2/), рекламный проспект фирмы «Росмарк-сталь» - официального представителя в России.
Согласно источникам установка гидроабразивной резки Water Jet NC3520SJ снабжена станиной, подвижными органами, режущей головкой, устройством подвода воды и абразива к режущей головке, столом-резервуаром, станцией подвода воды, бункером высокого давления хранения и подачи абразива, системой управления, программой CAD/CAM, гидрооборудованием (системой очистки воды от механических примесей, системой очистки отработанной воды), элементами защиты. Кроме того, устройство снабжено датчиком высоты, датчиком предотвращения столкновений сопла, пневматической сверлильной головкой и башней-контейнером.
Стол-резервуар снабжен поддерживающими решетками для размещения обрабатываемой заготовки. Станина выполнена из термостабилизированной стали. Подвижные органы установки включают подвижный портал шарнирно-петлевой конструкции с приводом, перемещающейся по направляющим станины (ось Y). Портал имеет направляющие, по которым перемещают суппорт (ось X), с одним или несколькими ползунами, на которых установлена (одна или несколько) режущая головка (ось Z). Перемещение суппорта осуществляют при помощи прецизионных шарико-винтовых пар, управляемых двигателями переменного тока со встроенными круговыми абсолютными датчиками положения. Шарико-винтовые пары герметично защищены от воды и грязи резиновыми листами и гофрами. Установка снабжена бункером высокого давления хранения и подачи абразива, дозирующими устройствами подачи абразивного песка к режущим головкам и комплектом предохранительных устройств. Режущие головки и сопла совмещены со смесительной камерой со встроенным ручным клапаном и снабжены клапаном высокого давления. Насос высокого давления марки KMT STREAMLINE V50HP STD мощностью 50 л.с./37 кВт, максимальной производительностью воды для резки 3,8 л/мин и давлением от 500 до 3800 бар.
Устройство подвода воды и абразива к режущей головке включает трубопровод и станцию подачи жидкости. Трубопровод идет от станции подачи жидкости напрямую на подвижной портал (координата Y) и с подвижного портала на ползун (координата Z). Перемещение трубопровода по координате Х и Y компенсируется за счет его гибкости. Такая схема применима при небольших перемещениях по X, Y до 2-х метров. При больших перемещениях применяют кабеленесущие цепи с большим радиусом гиба соответственно по координатам X, Y. Подвод абразива от бункера к смесительной камере режущей головки осуществляют по шлангам под давлением.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является «Способ и установка для абразивной резки» по патенту JP 2005279796 (В24С 5/02, 2005 г.). Установка представляет собой пятикоординатную установку для трехмерной прецизионной гидроструйной резки, которая может быть выполнена с компьютерным программным управлением. Установка включает станину с установленными на ней подвижными органами станка для перемещения режущей головки по координатам X, Y, Z, содержащими траверсу, каретку и ползун с установленной на нем режущей головкой, стол-резервуар, устройство подвода воды, содержащее трубопровод, станцию подачи воды высокого давления с насосом и кассету, устройство подачи абразива к режущей головке, бункер высокого давления для хранения и подачи абразива с дозирующим устройством, пульт управления, гидрооборудование и защитную камеру, расположенную на станине.
Недостатками известных установок являются:
1. Недостаточно высокое давление станции подачи воды (3800 бар) не позволяет производить обработку деталей с большими толщинами.
2. Недостаточная скорость перемещений по координатам X, Y и Z при обработке деталей, в том числе и деталей с большими толщинами, из-за низкого напора струи.
Вышеперечисленные недостатки установки ограничивают номенклатуру обрабатываемых деталей, в том числе и по толщине, и ограничивают скорости резания и, соответственно, производительность.
Сущность изобретения
Задачей изобретения является разработка высокопроизводительной 5-координатной установки для трехмерной прецизионной гидроструйной резки деталей из ПКМ сложной пространственной формы.
Поставленная задача решается благодаря тому, что в пятикоординатной установке для трехмерной прецизионной гидроструйной резки, включающей станину с установленными на ней подвижными органами, траверсой, кареткой и ползуном с установленной на нем режущей головкой, стол-резервуар, устройство подвода воды и устройство подачи абразива к режущей головке, станцию подачи воды высокого давления с насосом, бункер высокого давления для хранения и подачи абразива с дозирующим устройством, пульт управления, гидрооборудование и элементы защиты, станция подачи воды высокого давления выполнена с насосом, создающим давление до 5500-6500 бар, а трубопровод, выполненный в виде стального гибкого трубопровода высокого давления, одним концом размещен в плоской кассете и подсоединен к станции подачи воды высокого давления при помощи фитинга, жестко закрепленного на раме кассеты, второй конец трубопровода выполнен подвижным и закреплен при помощи шарнирной опоры, расположенной на верхнем торце ползуна.
Такое решение позволят расширить номенклатуру обрабатываемых изделий и повысить скорости резания, производительность, снизить себестоимость изделия и повысит его конкурентоспособность на рынке.
Перечень фигур
Изобретение поясняется чертежами, на которых:
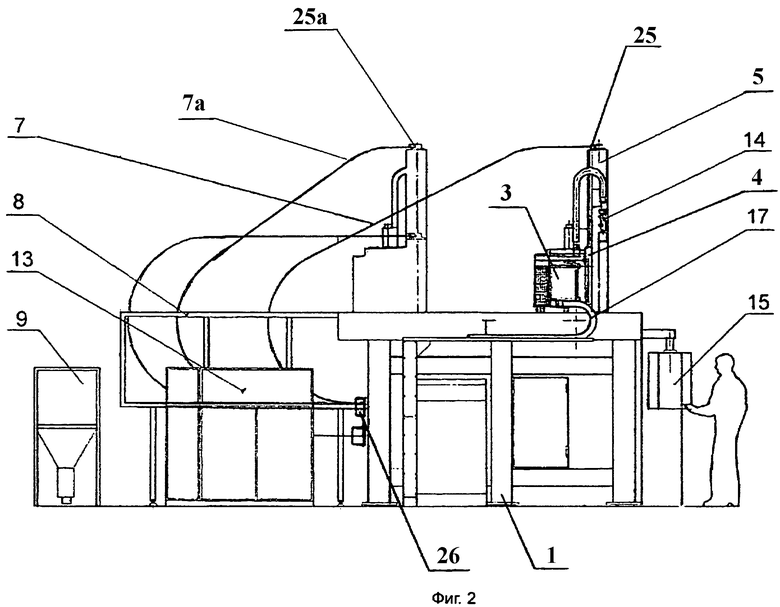
Фиг.1 - общий вид спереди на 5-координатную установку для гидроструйной резки;
Фиг.2 - общий вид слева на 5-координатную установку для гидроструйной резки;
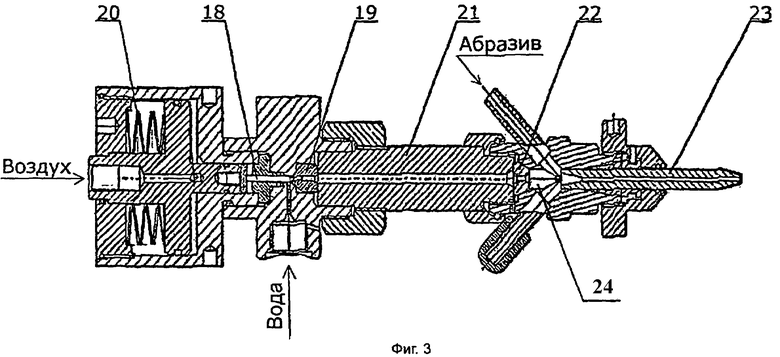
Фиг.3 показывает конструкцию режущей головки в разрезе.
Осуществление изобретения
Пятикоординатная установка для трехмерной прецизионной гидроструйной резки изделий сложной пространственной формы из ПКМ и других материалов представляет собой технологический комплекс, состоящий из следующих основных частей:
- станочная часть с входящими в нее узлами;
- устройство подвода воды со станцией подачи воды высокого давления 13 (Фиг.2);
- бункер хранения 9 и подачи абразива с устройством для его дозируемой подачи 14;
- система управления 15.
Станочная часть выполнена в виде портальной конструкции, которая обоснована большой величиной перемещений рабочих органов по координатам Х и Y. Портальная конструкция более жесткая, чем конструкция консольного типа. В станочную часть комплекса входят следующие основные узлы и устройства:
- станина 1;
- подвижные органы станка;
- поворотная головка 16;
- режущая головка 6;
- устройство подвода воды;
- устройство подвода абразива к режущей головке;
- стол-резервуар 11;
- защитная камера 10;
- устройство подвода пневмо-электропитания;
- гидрооборудование.
Станина 1 (Фиг.1) закреплена на фундаменте. Станина представляет собой базовый узел для установки на ней подвижных органов станка, она состоит из следующих сварных узлов: двух стоек, соединенных между собой двумя проставками. На верхней плоскости левой и правой стоек закреплены по два ряда закаленных направляющих (из нержавеющей стали), по которым, на четырех шариковых опорах качения (танкетках) на каждой стойке, установлены салазки 2 (Фиг.1), на которых закреплена траверса 3.
Подвижные органы станка включают в себя траверсу 3 (Фиг.1), каретку поперечную 4 (Фиг.1) и ползун 5 (Фиг.1). Подвижные органы служат для перемещения режущей головки 6 (Фиг.1) по координатам X, Y, Z.
Траверса 3 (Фиг.1) выполнена в виде сварной алюминиевой балки с двумя рядами закаленных направляющих и установлена на салазки 2, перемещаемые по стойкам основания (координата Y). Перемещение траверсы 3 с салазками 2 осуществляют двумя синхронными электродвигателями со встроенными инкрементальными датчиками обратной связи и беззазорными планетарными редукторами через шестеренно-реечные передачи. Синхронизацию работы двух электродвигателей осуществляют через систему управления.
Каретка поперечная 4 (Фиг.1) перемещается по направляющим траверсы 3 (координата X) на четырех шариковых опорах качения. Перемещение осуществляют аналогичным синхронным электродвигателем с редуктором.
Ползун 5 (Фиг.1) с двумя рядами закаленных направляющих из нержавеющей стали вертикально перемещают (координата Z) по установленным неподвижно на поперечной каретке 4 четырем шариковым опорам качения с помощью синхронного электродвигателя (аналогичного установленным на координатах Х и Y, но со встроенным тормозом), перемещают через шестеренно-реечную передачу. В верхнем торце ползун снабжен шарнирной опорой 25.
Линейные перемещения по осям X, Y, Z - 3000/2000/1000 мм, угловые перемещения по осям С/А - ±360°/±90° град. Скорость перемещения по осям X, Y, Z - от 0 до 25000 мм/мин, по осям С и А - от 0 до 7200 град/мин. Точность позиционирования по осям X, Y, Z - ±0,05/1000 мм, по осям С и В - 0,01/180 град.
Поворотная головка 16 (Фиг.1) установлена на торец ползуна 5 и снабжена двумя встроенными поворотными каретками, поворот которых осуществляют два тороидальных синхронных электродвигателя. При помощи поворотной головки 16 осуществляют поворот режущей головки 6 вокруг оси Z (координата С) и горизонтальной оси (координата А).
Режущая головка 6 (Фиг.1) установлена на кронштейне, закрепленном на поворотной каретке 4. Режущая головка 6 разработана для работы с максимальным рабочим давлением до 600 МПа. Исполнение режущей головки допускает ее установку на любое оборудование гидроструйной резки с рабочим давлением до 600 МПа. Конструкция головки позволяет резать как чистой водой, так и водой с абразивом. Устройство режущей головки показано на Фиг.3. В состав режущей головки входят игольчатый пневмоклапан, задача которого включать и выключать подачу воды в режущей головке; игла 18, запирающая канал в седле 19, давление на которую создают пакетом тарельчатых пружин 20, цилиндр, фокусирующую втулку 21 упирающуюся в сопло 22 с алмазной пластиной, имеющей отверстие ~0,2 мм, смесительная камера 24 (Фиг.3), фокусирующая трубку 23. Для увеличения срока службы фокусирующей трубки она изготовлена из износостойкого твердого сплава. Конструкция режущей головки предусматривает ее быструю и легкую замену.
Устройство подвода воды и устройство подвода абразива необходимы для подвода воды и абразива к смесительной камере 24 режущей головки 6. Устройство подвода воды включает трубопровод 7, станцию подачи воды высокого давления, кассету. Трубопровод 7 связан с станцией подачи воды высокого давления 13.
Подвод воды к режущей головке 6 от станции высокого давления 13 осуществляют при помощи трубопровода 7, выполненного в виде стального гибкого трубопровода высокого давления, выдерживающих давление до 70000 бар. Трубопровод 7 одним концом, размещенным в плоской кассете, подсоединен к станции подачи воды высокого давления 13. Подсоединение трубопровода 7 выполнено с помощью фитинга 26 (Фиг.2), жестко закрепленного на раме кассеты 8 (Фиг.2). Второй конец трубопровода 7 выполнен подвижным и закреплен при помощи шарнирной опоры 25, расположенной на верхнем торце ползуна 5. Благодаря такому выполнению трубопровода 7, его верхний конец перемещается по координатам X, Y, Z, в зависимости от положения ползуна 5, поперечной каретки 4 и траверсы 3, а также вместе с трубой, установленной в подшипниковой опоре, трубопровод 7 имеет возможность поворачиваться вокруг вертикальной оси в зависимости от положения траверсы 3 и поперечной каретки 4. От шарнирной опоры 25 трубопровод 7 проходит через ползун 5 и подсоединен к режущей головкой 6.
Кассета 8 закреплена на станине и выполнена в виде двух параллельных металлических рамок, прикрепленных к станине установки, необходима для удержания в плоскости и для компенсации длины трубопровода 7 при перемещении его по осям X, Y, Z.
Станция подачи воды высокого давления 13 (Фиг.2) служит для создания струи высокого давления, выполнена с насосом повышенного давления, создающим давление до 5500-6500 бар, при расходе 2,4 л/мин. Станция подачи воды высокого давления снабжена манометром для индикации давления масла и воды и имеет следующие относительные особенности: медленный старт насоса для плавного выхода на номинальный режим работы; плавную регулировку давления от 200 до 6500 бар, быстрое отключение воды низкого давления от мультипликатора, замкнутый круг циркуляции масла с эффективным теплообменником.
Устройство подвода абразива от бункера 9 (Фиг.2) к дозирующему устройству 14 (Фиг.2) и далее в камеру режущей головки осуществляют сжатым воздухом (6 бар) по гибким шлангам. Гибкие шланги проложены в кабеленесущих цепях для подвода пневмо-электропитания 17 (Фиг.2).
Стол-резервуар 11 (Фиг.1) выполнен в виде бака, сваренного из листов нержавеющей стали. Размер бака 3400×2400 мм, высота 950 мм. Бак установлен внутри установки и не касается стенок станины. Поперек стола расположены 15 опор, на которые установлены решетки 12 (Фиг.1) с ячейкой 50×50 мм, образующие рабочую поверхность стола. Рабочая поверхность стола расположена на 75 мм ниже верхнего края бака. Максимальная нагрузочная способность стола составляет 1200 кг/м2.
Защитная камера 10 (Фиг.1) расположена на станине и необходима для защиты оператора в процессе резания. Боковые стенки камеры вварены в левую и правую стойки станины, задняя стенка состоит из двух листов S=8 мм, закрепленных на задней проставке станины. Со стороны загрузки-выгрузки стенка камеры представляет собой подвижную шторку из стального листа S=8 мм, которая поднимается и опускается двумя гидроцилиндрами. Синхронность работы цилиндров обеспечивает встроенный в гидросистему делитель потока.
Бункер хранения 9 и подачи песка снабжен устройством для дозируемой подачи песка 14. В дозирующее устройство 14 встроен шаговый электродвигатель, которым управляют с пульта 15 или по программе и который регулирует расход песка. От дозирующего устройства песок по гибким шлангам за счет эжекции подают в смесительную камеру 24 режущей головки 6.
Главным элементом системы управления 15 (Фиг.2) является компьютерное устройство числового программного управления (УЧПУ), которое решает задачи управления приводами подач, управления вспомогательным оборудованием установки, визуализации параметров процесса, ввода программ и команд оператора.
Гидрооборудование включает систему очистки воды от механических примесей и систему очистки отработанной воды перед сливом.
Устройство работает следующим образом.
Обрабатываемое изделие устанавливают на решетки 12 стола-резервуара 11 (при необходимости решетки 12 снимают и заготовку, закрепленную на оснастке, устанавливают на опоры стола-резервуара 11). Установкой управляет оператор с помощью устройства человеко-машинного интерфейса, который установлен в пульте управления 15 (Фиг.2). Далее оператор включает станцию подачи воды высокого давления 13, после сигнала о готовности станции, шторку защитной камеры 10 поднимают и включают программу обработки. Режущая головка 6 из исходного положения подходит к обрабатываемой детали, к точке начала программы. Происходит подвод воды от станции подачи воды высокого давления 13 к смесительной камере 24 режущей головки 6 по трубопроводу 7. Для открытия канала в цилиндр подают воздух давлением 1 МПа, включают игольчатый клапан 18. При открытом пневмоклапане вода попадает в фокусирующую втулку 21, далее в сопло 22. Сопло сжимает поток воды, формируя рабочую струю. Струя попадает в смесительную камеру 24, где к воде добавляют абразивный песок, который за счет эжекции поступает в смесительную камеру 24 из устройства дозируемой подачи песка 14 (Фиг.2). Из смесительной камеры 24 смесь воды с абразивом попадает в фокусирующую трубку 23, назначение которой - стабилизировать поток на выходе из режущей головки 6. Смесь воды с абразивом выходит из фокусирующей трубки 23 с большой кинетической энергией. В процессе резания кинетическая энергия струи переходит в силу резания. После выполнения программы выключают игольчатый клапан 18, тем самым перекрывая поток воды в режущую головку 6. Режущая головка 6 возвращается в исходное положение.
Использование предлагаемого устройства обеспечивает увеличение производительности, скорости и качества резания, увеличение рабочей зоны (глубины) обработки изделия благодаря применению новой станции высокого давления, обеспечивающей давление до 5500-6500 бар.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ГОЛОВКА С УСТРОЙСТВОМ ПОДАЧИ АБРАЗИВА | 2010 |
|
RU2457102C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2386523C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| ВЫСОКОСКОРОСТНОЙ МЕТАЛЛОРЕЖУЩИЙ ПЯТИКООРДИНАТНЫЙ ЦЕНТР С ТРИПОД-МОДУЛЕМ | 2005 |
|
RU2285602C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОАБРАЗИВНОЙ РЕЗКИ | 2009 |
|
RU2393077C1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| СПОСОБ РАСПИЛОВКИ ТУШ НА ПОЛУТУШИ | 2011 |
|
RU2464789C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОСРЕДСТВОМ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ С ИСПОЛЬЗОВАНИЕМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО ЦЕНТРА | 2010 |
|
RU2446916C1 |
| Устройство для гидроструйной резки листовых материалов | 1989 |
|
SU1816691A1 |
Изобретение относится к устройствам для гидроструйной резки и может быть использовано для размерной резки изделий. Установка содержит стол-резервуар, устройство подвода воды, устройство подачи абразива к режущей головке, бункер высокого давления для подачи абразива. На станине установлены подвижные органы станка для перемещения режущей головки по координатам X, Y, Z, включающие траверсу, каретку и ползун с установленной на нем режущей головкой. Устройство подвода воды содержит трубопровод, станцию подачи воды высокого давления с насосом и кассету. Станция подачи воды высокого давления выполнена с насосом, выполненным с возможностью создания давления 5500-6500 бар. Одним концом трубопровод размещен в кассете и подсоединен к станции подачи воды высокого давления. Второй конец трубопровода закреплен при помощи шарнирной опоры, расположенной на верхнем торце ползуна. В результате расширяется номенклатура обрабатываемых изделий и повышается скорость резания. 3 ил.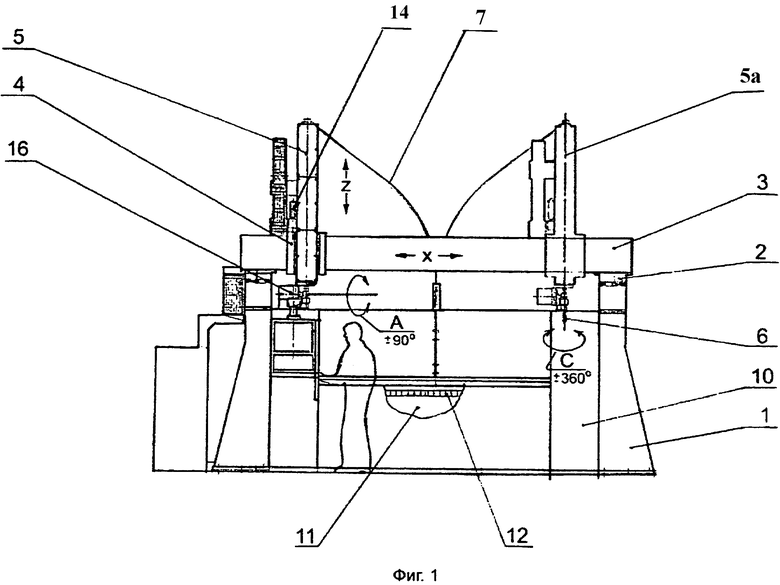
Пятикоординатная установка для трехмерной прецизионной гидроструйной резки, содержащая стол-резервуар, устройство подвода воды, устройство подачи абразива к режущей головке, бункер высокого давления для хранения и подачи абразива с дозирующим устройством, пульт управления, гидрооборудование, защитную камеру, расположенную на станине, и установленные на последней подвижные органы станка для перемещения режущей головки по координатам X, Y, Z, включающие траверсу, каретку и ползун с установленной на нем режущей головкой, при этом устройство подвода воды содержит трубопровод, станцию подачи воды высокого давления с насосом и плоскую кассету, отличающаяся тем, что станция подачи воды высокого давления выполнена с насосом, выполненным с возможностью создания давления 5500-6500 Bar, а трубопровод выполнен в виде стального гибкого трубопровода высокого давления, одним концом размещенного в плоской кассете и подсоединенного к станции подачи воды высокого давления при помощи фитинга, жестко закрепленного на раме кассеты, второй конец которого выполнен подвижным и закреплен при помощи шарнирной опоры, расположенной на верхнем торце ползуна.
| JP 2005279796 А, 13.10.2005 | |||
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ОБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА (ВАРИАНТЫ) | 2007 |
|
RU2368473C2 |
| JP 2000136702 A, 16.05.2000 | |||
| JP 6079628 A, 22.03.1994 | |||
| WO 9701415 A1, 16.01.1997. | |||

