Изобретение относится к установке для непрерывной разливки, в частности, стальных длинных заготовок, согласно ограничительной части пункта 1 формулы изобретения, а также к способу непрерывной разливки, согласно ограничительной части пункта 13 формулы изобретения.
При непрерывной разливке, как известно, расплавленный металл, например, расплавленную сталь, подают в охлаждаемый кристаллизатор и непрерывно отводят снизу из этого кристаллизатора с образованием оболочки в виде заготовки. Эту заготовку проводят через другое охлаждающее устройство, так называемое вторичное охлаждение, вдоль образованной расположенными друг за другом направляющими роликами роликовой проводки и при этом охлаждают посредством воздействия охлаждающих средств (опрыскивания водой, смесью воздуха и воды), а также контакта с направляющими роликами, а также за счет излучения тепла.
По причинам обеспечения качества важно, чтобы заготовка охлаждалась симметрично относительно ее поперечного сечения. Для этого необходимо, с одной стороны, точно позиционировать и ориентировать охлаждающие форсунки, и они должны иметь одинаковые характеристики распыления, однако, с другой стороны, важно также точное направление заготовки вдоль ее роликовой проводки. Как только в отлитой заготовке по какой-либо причине возникает не симметричное поле температур, то заготовка проявляет тенденцию, например, к боковому выходу из роликовой проводки, вследствие тепловой деформации. Это перемещение приводит тотчас к неравномерному воздействию охлаждающего средства и тем самым к дальнейшему перемещению заготовки из ее заданного положения. Проблема становится особенно критической, когда отливаются малоформатные заготовки (квадратные заготовки с размером поперечного сечения 100-160 мм) с использованием высокоинтенсивного охлаждения разбрызгиваемой водой, так называемого жесткого охлаждения. Кроме того, при разливке сортовых квадратных заготовок может происходить подъем заготовки с ее дуговой роликовой проводки, когда в зоне кристаллизатора возникают повышенные силы трения, и при этом относительно подвижная заготовка квази вытягивается.
Для направления заготовки через охлаждающее устройство применяются направляющие ролики, которые смонтированы жестко или мягко (с помощью пружинных пакетов, заполненных сжатым воздухом сильфонов и подобного) на заданном минимальном расстоянии от заготовки, при этом мягкое выполнение применяется лишь на верхней стороне заготовки.
Недостатком этих решений является то, что вследствие сильно коррозийного и влажного окружения охлаждающей камеры большинство роликов после короткого срока службы застревают, поскольку они лишь время от времени приходят в соприкосновение с заготовкой и приводятся ею во вращение, так что в местах опоры быстро могут осаждаться продукты коррозии и отложения извести. Застрявшие ролики, с одной стороны, термически перегружаются вследствие теплового излучения заготовки, и, с другой стороны, они часто повреждают поверхность заготовки канавками и продольными царапинами, которые ведут к отбраковке изделия. Кроме того, необходимо, когда установка отливает заготовки с различными форматами поперечного сечения, либо устанавливать полностью новые направляющие элементы, или же сдвигать направляющие ролики в новое положение. И то, и другое связано с затратами времени и отрицательно влияет на готовность установки непрерывной разливки. Поэтому на практике направляющие ролики устанавливают часто на самый большой формат, и за счет этого меньшие форматы направляются лишь в широких пределах.
При возникновении неисправностей при разливке, например, при прорывах расплава из заготовки, неподвижно установленные направляющие ролики и распылительные планки затрудняют удаление неисправной заготовки, и восстановление готовности к работе требует много времени.
В основу данного изобретения положена задача создания установки для непрерывной разливки указанного в начале вида, а также способа непрерывной разливки, в частности, стали, с помощью которых можно значительно повысить качество отливаемой заготовки за счет точного, симметрично распределенного относительно поперечного сечения заготовки охлаждения. Кроме того, должно быть уменьшено время для переналадки установки на другой формат разливки и для технического обслуживания.
Эта задача решена, согласно изобретению, с помощью установки для непрерывной разливки с признаками пункта 1 формулы изобретения, а также с помощью способа, согласно пункту 13 формулы изобретения.
Другие предпочтительные варианты выполнения установки для непрерывной разливки, согласно изобретению, а также способа, согласно изобретению, образуют предмет зависимых пунктов формулы изобретения.
В установке для непрерывной разливки, согласно изобретению, содержащей несколько расположенных друг за другом центрирующих модулей, из которых каждый имеет один неподвижно смонтированный, задающий заданное прохождение прохождения ролик для одной стороны заготовки, а также другие направляющие ролики для других сторон заготовки, при этом другие направляющие ролики предназначены для перестановки по существу в перпендикулярном направлении к соответствующим поверхностям заготовки и за счет регулирования силы прижимания соответствующего ролика к заготовке, обеспечивается, что направляющие ролики за счет прижимания к заготовке всегда вращаются, и заготовка удерживается в ее заданном положении в роликовой проводке. За счет этого, с одной стороны, значительно уменьшается опасность тепловой перегрузки роликов и повреждения поверхности заготовки и, с другой стороны, обеспечивается симметричное охлаждение.
Кроме того, можно измерять силу прижимания заготовки к центрирующим роликам и выведенный из нее сигнал можно передавать в управляющее устройство. Например, при повышении силы на боковых роликах вследствие термически обусловленной деформации заготовки можно выполнять целенаправленное изменение местного охлаждения, например на определенной стороне заготовки, так что достигается центральное прохождение заготовки квази по всему тепловому пути.
Кроме того, на основании возрастания силы прижимания движущейся вдоль своей имеющей форму дуги роликовой проводки сортовой заготовки к верхним центрирующим роликам можно делать выводы о вытягивающих заготовку силах и тем самым о силах трения в зоне кристаллизатора, что открывает новые возможности для контролирования процесса разливки, в частности, трения в кристаллизаторе.
Установка для непрерывной разливки обеспечивает возможность разливки заготовок с различно большими форматами без отрицательного влияния на готовность установки, поскольку отпадает необходимость в замене направляющих роликов и/или распылительных средств, соответственно, в новом их позиционировании вручную. При этом за счет центрального направления заготовки при всех форматах заготовки обеспечивается высокое качество производства и значительно сокращается время переналадки.
Ниже приводится более подробное пояснение изобретения со ссылками на прилагаемые чертежи, на которых схематично изображено:
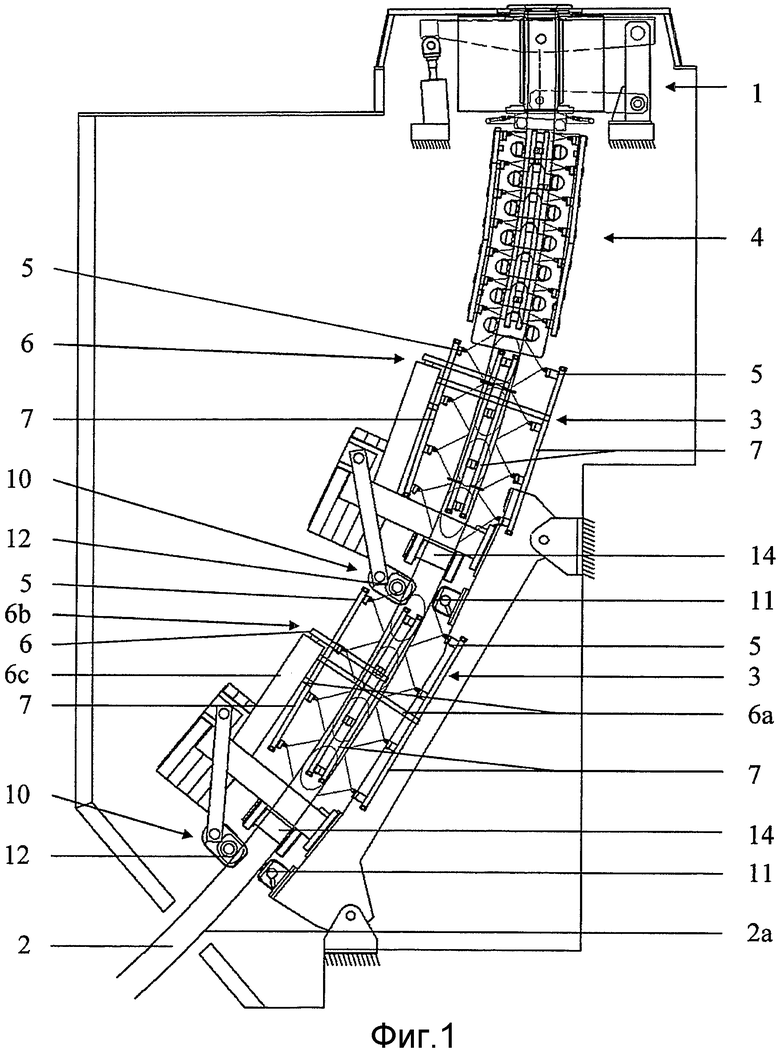
фиг.1 - схематично, часть (кристаллизатор с примыкающей охлаждающей камерой) установки непрерывной разливки, согласно изобретению, на виде сбоку;
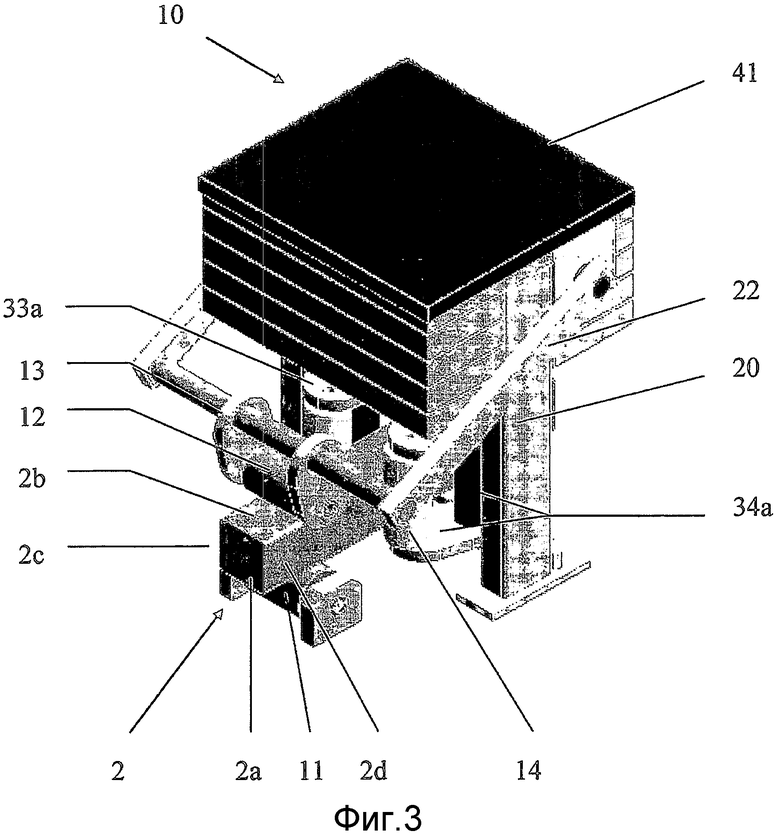
фиг.2 - центрирующий модуль в качестве части установки непрерывной разливки, согласно фиг.1, в изометрической проекции; и
фиг.3 - центрирующий модуль, согласно фиг.2, с защитным ящиком для управляющего устройства.
Как показано на фиг.1, установка для непрерывной разливки содержит кристаллизатор 1, в который поступает расплавленный металл, в частности, сталь, и снизу из этого охлаждаемого водой кристаллизатора 1 непрерывно отводится с образованием оболочки заготовка 2. Эта заготовка проводится через другое охлаждающее устройство, так называемое вторичное охлаждение, и при этом далее охлаждается. На выходе кристаллизатора в зависимости от потребности могут быть установлены опорные ролики и распылительные средства 4 в виде так называемых клетей нижних роликов или опорных сегментов. Они зависят от отливаемого формата и заменяются вместе с кристаллизатором при изменении формата.
Охлаждающее устройство содержит несколько расположенных друг за другом распылительных модулей 3, в которых на направляемую вдоль роликовой проводки заготовку 2 воздействуют охлаждающим средством, как правило, водой или смесью воды и воздуха. Для этой цели каждый охлаждающий модуль 3 снабжен множеством выполненных в качестве распылительных органов распылительных форсунок 5, которые предпочтительно смонтированы в проводящих воду распылительных планках 7. Распылительные планки 7 предназначены для управляемой установки с помощью перестановочного органа 6 по существу концентрично оси заготовки. В качестве перестановочного органа предпочтительно предусмотрены сдвигающие рычаги 6а для распылительных планок 7 на внутреннем, соответственно, наружном радиусе заготовки, например, соответствующие поворотные рычаги 6b для боковых распылительных планок 7. Кроме того, для этого перестановочного органа 6 предусмотрен соединенный со сдвигающими рычагами 6а, соответственно, поворотными рычагами 6b привод 6с.
В противоположность этому, в особых условиях при так называемой сухой разливке заготовка охлаждается без распылительного охлаждения, то есть по существу лишь с помощью охлаждаемых водой роликов. В этом случае тем более важно, чтобы заготовка оставалась всегда в контакте со всеми направляющими роликами.
Заготовка 2 проходит через несколько расположенных друг за другом центрирующих модулей 10, из которых каждый имеет один неподвижно смонтированный, задающий заданное прохождение ролик 11 для одной стороны 2а заготовки, а также другие направляющие ролики для других сторон заготовки. Они показаны, в частности, на фиг.2 и 3. В противоположность ролику 11 эти другие направляющие ролики 12, 13, 14 расположены с возможностью перестановки по существу в перпендикулярном направлении к соответствующим поверхностям 2b, 2c, 2d независимо от формы поперечного сечения заготовки (квадратной, прямоугольной, круглой, двутавровой и подобного), как поясняется ниже.
Каждый центрирующий модуль 10 имеет неподвижную раму 20. Один из других направляющих роликов, а именно, верхний направляющий ролик 12, удерживается на установленном с возможностью поворота на раме 20, имеющем вид скобы держателе 22 так, что он при повороте относительно неподвижно смонтированного ролика 11 переставляется и при этом может прижиматься к стороне 2b заготовки. Поворот держателя 22 предпочтительно осуществляется с помощью показанного на фиг.2 гидравлического цилиндра 25 через соединенный без возможности проворачивания с поворотным валом 21 рычаг 26. При перестановке гидравлического цилиндра 25 и рычага 26 поворотный вал 21 и вместе с ним также выполненный в виде скобы держатель 22, соответственно, поворачиваются.
Оба остальных боковых направляющих ролика 13, 14 опираются, каждый, на поворачиваемую относительно неподвижной относительно рамы оси 31, 32, имеющую форму гильзы часть 33, 34, а именно, с помощью двух соединенных с соответствующей частью фланцевых частей 33а, 34а, на которые опираются ролики. Обе гильзообразные части 33, 34 соединены с возможностью поворота друг с другом через сцепленные друг с другом зубчатые сегменты 35, 36. Одна из обеих частей, часть 34, согласно фиг.2, приводится в действие, соответственно, поворачивается другим гидравлическим цилиндром 40, при этом его поворот через зубчатые сегменты передается также на другую часть 33, так что оба направляющих ролика 13, 14 через поворотные фланцевые части 33а, 34а переставляются исключительно симметрично друг к другу, то есть концентрично относительно заданной оси роликовой проводки заготовки, и, соответственно, равномерно прижимаются к обеим боковым поверхностям 2с, 2d заготовки.
Через оба гидравлических цилиндра 25, 40 давление прижимания направляющих роликов 12, 13, 14 устанавливается управляемым образом, и тем самым обеспечивается, что направляющие ролики постоянно вращаются. За счет этого значительно уменьшается опасность тепловой перегрузки роликов и повреждения поверхности заготовки.
Дополнительно к этому, можно измерять во время разливки фактическое прижимное давление и при повышении давления вследствие термически обусловленной деформации заготовки выдавать сигнал в управляющее устройство, с помощью которого инициируется целенаправленное изменение охлаждения и местное выполнение охлаждения, например, на определенной стороне заготовки, так что достигается центральное прохождение заготовки на тепловом пути.
При необходимости может быть предусмотрено управление, регулирование или установка положения и/или силы прижимания направляющих роликов 12, 13, 14 к заготовке (2) посредством сравнения номинальных значений с фактическими значениями.
Можно также фиксировать предварительно установленное положение центрирующих роликов посредством соответствующего включения исполнительных механизмов, например, посредством регенеративного включения гидравлических цилиндров, до очень высокой устанавливаемой силы отпускания. Это положение можно проверять в заданные промежутки времени и при необходимости исправлять. Это исправление можно выполнять либо управляемым образом, либо в виде адаптивного регулирования, которое может быть согласовано с местными геометрическими потребностями заготовки.
Под указанным выше регенеративным включением управляющих цилиндров понимается включение, при котором обе камеры сжатия цилиндров соединены через трубопровод, и активная прижимная сила результируется из площади штока и давления масла. Лишь когда заготовка стремится отклониться из заданного положения, то увеличивается давление на стороне поршня, и цилиндр блокируется до заданной максимальной силы.
Как показано на фиг.3, исполнительные механизмы, предпочтительно гидравлические цилиндры 25, 40, а также управляющее устройство предпочтительно расположены в охлаждаемом водой, герметично закрытом ящике 41 над направляющим роликом и защищены от теплового излучения и коррозийного окружения.
Установка для непрерывной разливки, согласно изобретению, обеспечивает возможность отливки заготовок с различно большими форматами без отрицательного влияния на готовность установки, поскольку отпадает необходимость в соответствующей замене направляющих роликов, соответственно, в их новом позиционировании. При этом при всех форматах заготовки обеспечивается высокое качество производства.
Можно связывать снабженные распылительными форсунками распылительные планки с исполнительными механизмами направляющих роликов и за счет этого реализовывать автоматическую перестановку охлаждающих средств при замене формата, что обеспечивает быструю, дистанционно управляемую переналадку установки непрерывной разливки на новый формат разливки.
Центрирующие модули можно полностью быстро устанавливать в камеру охлаждения и снимать с помощью специальных, расположенных снаружи камеры охлаждения манипуляторов. При этом каждый модуль может иметь в месте соединения в камере охлаждения специальный замочный блок, с помощью которого можно автоматически соединять все среды и сигналы.
В принципе в рамках изобретения могут быть предусмотрены также в специальных установках лишь распылительные органы, согласно изобретению, которые содержатся в нескольких расположенных друг за другом распылительных модулях 3 и предназначены для установки управляемым образом по существу концентрично оси заготовки, в то время как направляющие ролики расположены обычным образом.
Изобретение относится к металлургии. Установка для непрерывной разливки стальных длинных изделий содержит кристаллизатор (1), из которого непрерывно вытягивается заготовка (2). Заготовка (2) направляется вдоль роликовой проводки, имеющей форму дуги и образованной с помощью расположенных друг за другом направляющих роликов (11, 12, 13, 14). Охлаждение заготовки осуществляют в охлаждающей камере с распылительными органами. Направляющие ролики (12, 13, 14) и/или распылительные органы установлены в нескольких расположенных друг за другом центрирующих модулях (10) и соответственно распылительных модулях (3). Модули выполнены с возможностью перестановки управляемым образом концентрично оси заготовки. Обеспечивается симметричное охлаждение заготовки, снижение термической перегрузки роликов и повреждения поверхности заготовки. 2 н. и 16 з.п. ф-лы, 3 ил.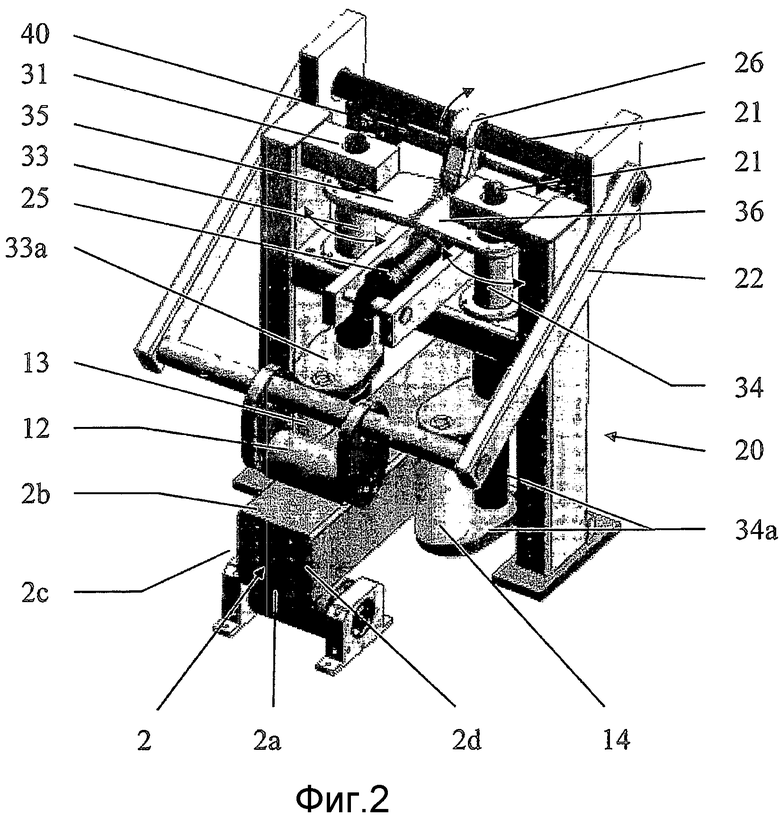
1. Установка для непрерывной разливки, в частности, стальных длинных изделий, содержащая кристаллизатор (1), из которого непрерывно вытягивается заготовка (2), которая направляется вдоль имеющей форму дуги роликовой проводки, образованной с помощью расположенных друг за другом направляющих роликов (11, 12, 13, 14), а также через охлаждающую камеру с распылительными органами, при этом направляющие ролики (12, 13, 14) размещены в нескольких расположенных друг за другом центрирующих модулях (10) и предназначены для перестановки управляемым образом, по существу, концентрично заданной оси заготовки, при этом каждый центрирующий модуль (10) имеет, по меньшей мере, один неподвижно смонтированный, задающий номинальное прохождение роликовой проводки ролик (11) для внешней стороны (2а) заготовки, а также другие направляющие ролики (12, 13, 14) для других сторон (2b, 2c, 2d) заготовки, при этом эти другие направляющие ролики (12, 13, 14) выполнены с возможностью перестановки с помощью исполнительных органов приблизительно в перпендикулярном направлении к соответствующим сторонам (2b, 2c, 2d) до постоянного контакта с заготовкой (2) и концентрично заданной оси заготовки с обеспечением возможности регулирования силы прижимания соответствующего ролика к заготовке (2).
2. Установка по п.1, отличающаяся тем, что предусмотрена перестановка распылительных органов связанным образом с перестановкой направляющих роликов (12, 13, 14).
3. Установка по п.1, отличающаяся тем, что один из других направляющих роликов (12, 13, 14) соответствующего центрирующего модуля (10) предназначен для перестановки относительно неподвижно смонтированного ролика (11), а оба остальных направляющих ролика (13, 14) предназначены для перестановки концентрично заданной оси непрерывной разливки.
4. Установка по п.1, отличающаяся тем, что переставляемый относительно неподвижно смонтированного ролика (11) верхний направляющий ролик (12) соответствующего центрирующего модуля (10) опирается на держатель (22) исполнительного органа, имеющий форму скобы, удерживаемый с возможностью поворота на раме (20) центрирующего модуля (10), при этом для поворота держателя (22), соответственно, для прижимания направляющего ролика (12) к заготовке (2) имеется гидравлический цилиндр (25), соответственно, исполнительный механизм, например электромеханический цилиндр.
5. Установка по п.1, отличающаяся тем, что каждый из обоих остальных боковых направляющих ролика (13, 14) выполнены с опорой на установленную с возможностью поворота вокруг неподвижной относительно рамы оси (31, 32) гильзообразную часть (33, 34) исполнительного органа, при этом обе гильзообразные части (33, 34) соединены друг с другом с возможностью поворота через входящие в зацепление друг с другом зубчатые сегменты (35, 36), и одна из обеих частей (33, 34) предназначена для приведения в действие другим гидравлическим цилиндром (40) для симметричного поворота частей (33, 34), соответственно, концентричного прижимания направляющих роликов (13, 14) относительно проходящей в своем заданном положении заготовки (2).
6. Установка по п.4, отличающаяся тем, что предусмотрено управление или регулирование положения и/или силы прижимания направляющих роликов (12, 13, 14) к заготовке (2).
7. Установка по п.4, отличающаяся тем, что каждый гидравлический цилиндр (25, 40) исполнительного органа установлен с возможностью фиксации с помощью управляющей схемы, предпочтительно с помощью регенеративной управляющей схемы, в предварительно установленном положении направляющих роликов (12, 13, 14) вплоть до устанавливаемой предельной силы.
8. Установка по п.4, отличающаяся тем, что соединенные с управляющим устройством гидравлические цилиндры (25, 40) вместе с управляющим устройством расположены в охлаждаемом водой ящике (41) над направляющими роликами (11, 12, 13, 14).
9. Установка по п.1, отличающаяся тем, что центрирующие модули (10) предназначены для установки, соответственно, снятия с помощью расположенного снаружи соответствующей охлаждающей камеры манипулятора.
10. Установка по п.1, отличающаяся тем, что центрирующие модули (10) имеют в местах соединения с установкой для непрерывной разливки заданные замочные блоки, с помощью которых автоматически присоединяются при установке модуля как их охлаждающие и управляющие среды, так и измерительные и управляющие сигналы.
11. Установка по п.1, отличающаяся тем, что распылительные модули (3) согласованы с распылительными планками (7), содержащими образованные в виде например распылительных форсунок (5) распылительные органы, при этом эти распылительные планки (7) и с ними распылительные органы предназначены для перестановки предпочтительно в вертикальном направлении к соответствующим сторонам (2b, 2c, 2d) заготовки с помощью исполнительных органов.
12. Способ непрерывной разливки, в частности, стальных длинных изделий, в котором расплавленную сталь подают в кристаллизатор (1) и отводят непрерывно снизу из этого кристаллизатора (1) с образованием оболочки в виде заготовки (2), при этом эту заготовку (2) направляют вдоль образованной с помощью расположенных друг за другом направляющих роликов (11, 12, 13, 14) роликовой проводки и подвергают дальнейшему охлаждению посредством воздействия охлаждающими средствами, причем заготовка проходит через несколько расположенных друг за другом центрирующих модулей (10), при этом номинальное прохождение роликовой проводки задают с помощью неподвижно смонтированного, воздействующего на одну сторону (2а) заготовки ролика (11) соответствующего центрирующего модуля (10) и проводят заготовку (2) с центральным прохождением с помощью других, воздействующих на другие стороны (2b, 2c, 2d) заготовки и установленных с возможностью перестановки, по существу, в перпендикулярном заготовке направлении направляющих роликов (12, 13, 14), причем измеряют силу прижимания, по меньшей мере, части направляющих роликов (11, 12, 13, 14) к заготовке (2) и выдают сигнал в управляющее устройство, при этом силу прижимания соответствующего ролика к заготовке (2) можно устанавливать управляемым образом.
13. Способ по п.12, отличающийся тем, что измеряют силу прижимания заготовки к боковым направляющим роликам (13, 14) и выведенные из нее сигналы подают в управляющее устройство, с помощью которого при тепловой деформации заготовки (2) инициируют и выполняют целенаправленное местное изменение осуществляемого с помощью охлаждающего устройства (3) охлаждения.
14. Способ по п.12, отличающийся тем, что измеряют силу прижимания перемещаемой вдоль ее имеющей форму дуги роликовой проводки заготовки к верхним направляющим роликам 12 и выводимые из нее сигналы применяют для контролирования сил трения в зоне кристаллизатора.
15. Способ по п.12, отличающийся тем, что измеренную с помощью охлаждаемых водой и приводимых в движение заготовкой направляющих роликов (12, 13, 14) прижимную силу используют для управления охлаждением заготовки.
16. Способ по п.12, отличающийся тем, что измеряют положения направляющих роликов (12, 13, 14) и из них определяют фактические размеры поперечного сечения заготовки.
17. Способ по п.12, отличающийся тем, что при смене формата заготовки (2) перестановка направляющих роликов (12, 13, 14) автоматически сопровождается управляемой перестановкой снабженных распылительными органами (42) распылительных планок (7, 41), которые образуют часть охлаждающего модуля (3).
18. Способ по п.12, отличающийся тем, что направляющие ролики (12, 13, 14) прижимают предпочтительно с одинаковым давлением к заготовке (2).
| US 5630467 A, 20.05.1997 | |||
| US 5490555 A, 13.02.1996 | |||
| DE 10236367 A1, 19.02.1994 | |||
| DE 3305660 A1, 08.09.1983 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ШИРИНЫ ПРИЕМНОГО ОТВЕРСТИЯ СЕГМЕНТОВ РОЛИКОВОЙ ПРОВОДКИ В УСТАНОВКАХ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2002 |
|
RU2283204C2 |
| US 5630467 A, 20.05.1997. | |||

