ОПИСАНИЕ ИЗОБРЕТЕНИЯ
2420-540502RU/026
СПОСОБ БЫСТРОГО ПЕРЕОБОРУДОВАНИЯ ОДНОРУЧЬЕВОЙ СЛЯБОВОЙ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ В МНОГОРУЧЬЕВУЮ СОРТОВУЮ УСТАНОВКУ НЕПРЕРЫВНОЙ РАЗЛИВКИ И НАОБОРОТ
Область техники, к которой относится изобретение
Данное изобретение относится к области техники непрерывной разливки. С помощью непрерывной разливки в настоящее время разливается большая часть производимого ежегодно количества стали в мире в непрерывно работающих установках непрерывной разливки в виде заготовок с различными поперечным сечениями (например, слябов, сортовых заготовок, блюмов, профилей).
Известны установки непрерывной разливки расплавленной стали в заготовку с поперечным сечением как сортовой заготовки (billet), так и слябовой заготовки (slab).
Данное изобретение относится, с одной стороны, к способу быстрого переоборудования одноручьевой слябовой установки непрерывной разливки (т.е. установки для непрерывной разливки расплавленной стали в заготовку с поперечным сечением сляба) в многоручьевую сортовую установку непрерывной разливки (т.е. установку непрерывной разливки расплавленной стали в несколько заготовок с поперечным сечением сортовой заготовки).
Но, с другой стороны, изобретение относится также к способу для быстрого переоборудования многоручьевой сортовой установки непрерывной разливки в одноручьевую слябовую установку непрерывной разливки.
Уровень техники
Способы переоборудования одноручьевой слябовой установки непрерывной разливки в многоручьевую сортовую установку непрерывной разливки, и наоборот, в принципе известны. При этом установка непрерывной разливки одного типа переоборудуется посредством требующего много времени переоборудования в установку непрерывной разливки другого типа. Однако, поскольку переоборудование посредством замены кристаллизатора (кристаллизаторов), блока (блоков) качания для кристаллизаторов и роликовой проводки занимает много времени, то пользователь установки не может своевременно реагировать на циклические колебания спроса на слябы и сортовые заготовки. Таким образом, пользователь установки, с одной стороны, не может полностью загружать существующие установки, соответственно, получать максимальную прибыль от продажи пользующихся меньшим спросом заготовок, или же, с другой стороны, он не может покрывать временно существующий спрос. Оба случая не оптимальны для пользователя установки. Наконец, пользователь установки во время ее переоборудования не может использовать установку, так что получаются значительные производственные потери (которые пропорциональны времени переоборудования).
Сущность изобретения
Задачей данного изобретения является создание способа для быстрого переоборудования одноручьевой слябовой установки непрерывной разливки в многоручьевую сортовую установку непрерывной разливки и способа быстрого переоборудования многоручьевой сортовой установки непрерывной разливки в одноручьевую слябовую установку непрерывной разливки.
Эта задача решена с помощью способа по п. 1 формулы изобретения. Предпочтительные варианты выполнения являются предметом зависимых пунктов формулы изобретения.
А именно, решение задачи осуществляется с помощью способа быстрого переоборудования одноручьевой слябовой установки непрерывной разливки в многоручьевую сортовую установку непрерывной разливки, при этом слябовая установка непрерывной разливки содержит:
- кристаллизатор для разливки расплавленной стали в слябовую заготовку и блок качания для качания кристаллизатора;
- роликовую проводку для опоры, направления и охлаждения слябовой заготовки, при этом роликовая проводка имеет множество гидравлически переставляемых сегментов, слябовая заготовка охлаждается в сегментах с помощью охлаждающих форсунок и, возможно, уменьшается в своей толщине, сегменты соединены механически с задним каркасом и с возможностью прохождения текучей среды с гидравлической системой и водоснабжением; при этом способ имеет следующие стадии:
i) отсоединения водоснабжения от кристаллизатора и отсоединения гидравлической системы от блока качания;
ii) демонтажа кристаллизатора и блока качания и монтажа общей опорной рамы для нескольких сортовых заготовок в зоне головки установки непрерывной разливки, при этом опорная рама соединяется со станиной установки непрерывной разливки;
iii) монтажа соответствующего кристаллизатора для разливки расплавленной стали в сортовую заготовку и соответствующего блока качания для качания кристаллизатора для каждой сортовой заготовки, при этом несколько блоков качания соединяются с общей опорной рамой;
iv) соединения водоснабжения с кристаллизаторами и соединения гидравлической системы с блоками качания;
v) отсоединения водоснабжения и гидравлической системы от сегментов;
vi) отсоединения сегментов от заднего каркаса установки непрерывной разливки и удаления из установки непрерывной разливки;
vii) соединения пар роликов для направления нескольких сортовых заготовок с задним каркасом, при этом сортовые заготовки опираются с обеих сторон на роликовые пары и охлаждаются с помощью охлаждающих форсунок;
viii) подключения охлаждающих форсунок роликовых пар к водоснабжению;
ix) соединения по меньшей мере одного вытяжного блока для вытягивания нескольких сортовых заготовок из кристаллизаторов с задним каркасом;
x) подключения вытяжного блока к гидравлической системе.
С помощью способа переоборудования, согласно изобретению, можно быстро переоборудовать одноручьевые слябовые установки непрерывной разливки с прямым или изогнутым кристаллизатором в многоручьевые сортовые установки непрерывной разливки. Для этого сначала выполняется переоборудование головки (т.е. кристаллизатора и блока качания) слябовой установки непрерывной разливки. После отсоединения водоснабжения от кристаллизатора и гидравлической системы от блока качания и демонтажа головки слябовой установки непрерывной разливки, устанавливается общая опорная рама и соединяется со станиной установки непрерывной разливки. На общую опорную раму устанавливаются блоки качания и подлежащие качанию кристаллизаторы сортовой установки непрерывной разливки. За счет общей опорной рамы можно очень быстро выполнять монтаж и демонтаж головки многоручьевой сортовой установки непрерывной разливки.
В одном особенно предпочтительном варианте выполнения блоки качания и кристаллизаторы многоручьевой сортовой установки непрерывной разливки вообще не снимаются с общей опорной рамы, а монтируются и демонтируются в виде модуля.
После присоединения водоснабжения к кристаллизаторам и присоединения гидравлической системы к блокам качания восстанавливается работоспособность головки. Затем отсоединяются сегменты слябовой установки непрерывной разливки от заднего каркаса и демонтируются, предпочтительно отводятся по рельсам. Для направления и опоры сортовых заготовок, роликовые пары соединяются с имеющимся задним каркасом. Для обеспечения возможности охлаждения сортовых заготовок в зоне роликовых пар, охлаждающие форсунки роликовых пар подключаются к существующему водоснабжению установки непрерывной разливки. Наконец, по меньшей мере один вытяжной блок, например, в виде роликовой пары с приводными роликами, для вытягивания нескольких сортовых заготовок из кристаллизаторов соединяется с задним каркасом установки непрерывной разливки, и вытяжной блок соединяется с гидравлической системой установки непрерывной разливки.
Как для водоснабжения, так и для гидравлической системы предпочтительно, когда подключение и отключение этих соединений осуществляется посредством присоединения и отсоединения так называемых быстродействующих муфт.
Если сортовая заготовка выходит из кристаллизатора сортовой установки непрерывной разливки с радиусом кривизны, то предпочтительно, когда роликовые пары в роликовой проводке сортовой установки непрерывной разливки соединяются с задним каркасом так, что для радиуса R101 кривизны сортовой установки непрерывной разливки справедливо 0,9R1≤R101≤1,1R1, где R1 - радиус кривизны слябовой установки непрерывной разливки. За счет этого наилучшим образом используется конструктивное пространство в установке непрерывной разливки; кроме того, такой выбор обеспечивает высокие скорости разливки.
Если сортовая заготовка выходит из кристаллизатора сортовой установки непрерывной разливки по прямой линии в вертикальном направлении, то предпочтительно, когда после кристаллизатора сортовой установки непрерывной разливки располагается гибочное приспособление для отклонения вертикальной сортовой заготовки на траекторию круговой дуги с радиусом.
Для наилучшего использования заданного конструктивного пространства и обеспечения высоких скоростей разливки предпочтительно, когда роликовые пары в роликовой проводке сортовой установки непрерывной разливки соединяются с задним каркасом так, что для радиуса R101 кривизны сортовой установки непрерывной разливки справедливо 0,5R1≤R101≤R1, где R1 - радиус кривизны слябовой установки непрерывной разливки.
Задача изобретения решена также с помощью способа по п. 7 формулы изобретения. Предпочтительные варианты выполнения являются предметом зависимых пунктов формулы изобретения.
А именно, решение задачи осуществляется с помощью способа переоборудования многоручьевой сортовой установки непрерывной разливки в одноручьевую слябовую установку непрерывной разливки, при этом сортовая установка непрерывной разливки содержит:
- общую опорную раму для нескольких сортовых заготовок, и для каждой сортовой заготовки соответствующий кристаллизатор для разливки расплавленной стали в сортовую заготовку и блок качания для качания кристаллизатора;
- роликовую проводку для опоры, направления и охлаждения сортовых заготовок, при этом роликовая проводка имеет множество роликовых пар для проводки нескольких сортовых заготовок и охлаждающие форсунки для охлаждения сортовых заготовок, при этом роликовые пары соединены с задним каркасом установки непрерывной разливки,
- по меньшей мере один вытяжной блок для вытягивания сортовых заготовок из кристаллизаторов;
при этом способ имеет следующие стадии:
i) отключения по меньшей мере одного вытяжного блока от гидравлической системы установки непрерывной разливки, отсоединения вытяжного блока от заднего каркаса и удаления вытяжного блока из установки непрерывной разливки;
ii) отключения охлаждающих форсунок роликовых пар от водоснабжения;
iii) отсоединения роликовых пар от заднего каркаса и удаления роликовых пар из установки непрерывной разливки;
iv) монтажа несколько гидравлически переставляемых сегментов для проводки и охлаждения слябовой заготовки в установке непрерывной разливки, соединения сегментов с задним каркасом, и подключения сегментов к водоснабжению и к гидравлической системе установки непрерывной разливки, так что слябовая заготовка охлаждается в сегментах с помощью охлаждающих форсунок и, возможно, уменьшается в своей толщине;
v) отсоединения водоснабжения от кристаллизаторов и отсоединения гидравлической системы от блоков качания установки непрерывной разливки;
vi) демонтажа общей опорной рамы и установленных на ней кристаллизаторов и блоков качания установки непрерывной разливки и монтажа кристаллизатора для разливки расплавленной стали в слябовую заготовку и блока качания для качания кристаллизатору;
vii) подключения водоснабжения к кристаллизатору и подключения гидравлической системы к блоку качания установки непрерывной разливки.
Также в этом способе можно быстро удалять головку многоручьевой сортовой установки непрерывной разливки с помощью общей опорной рамы и быстро устанавливать головку слябовой установки непрерывной разливки. Кроме того, можно, естественно, снова применять существующий задний каркас, а также существующие водоснабжение и гидравлическую систему.
Если слябовая заготовка выходит из кристаллизатора слябовой установки непрерывной разливки с радиусом кривизны, то предпочтительно, когда сегменты в роликовой проводке слябовой установки непрерывной разливки соединяются с задним каркасом так, что для радиуса R1 кривизны сортовой установки непрерывной разливки справедливо R101/1,1≤R1≤R101/0,9, предпочтительно R1=R101, где R101 - радиус кривизны сортовой установки непрерывной разливки. За счет этого снова наилучшим образом используется конструктивное пространство и обеспечивается высокая скорость разливки.
Если слябовая заготовка выходит из кристаллизатора слябовой установки непрерывной разливки по прямой линии в вертикальном направлении, то предпочтительно, когда после кристаллизатора слябовой установки непрерывной разливки располагается гибочное приспособление для отклонения вертикальной слябовой заготовки на траекторию круговой дуги с радиусом.
Для наилучшего использования заданного конструктивного пространства и обеспечения высоких скоростей разливки предпочтительно, когда сегменты в роликовой проводке слябовой установки непрерывной разливки соединяются с задним каркасом так, что для радиуса R1 кривизны слябовой установки непрерывной разливки справедливо R101≤R1≤2R101, где R101 - радиус кривизны сортовой установки непрерывной разливки.
Краткое описание чертежей
Другие преимущества и признаки данного изобретения следуют из приведенного ниже описания не имеющих ограничительного характера примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
фиг. 1 - одноручьевая слябовая установка непрерывной разливки;
фиг. 2 - многоручьевая сортовая установка непрерывной разливки с прямым кристаллизатором;
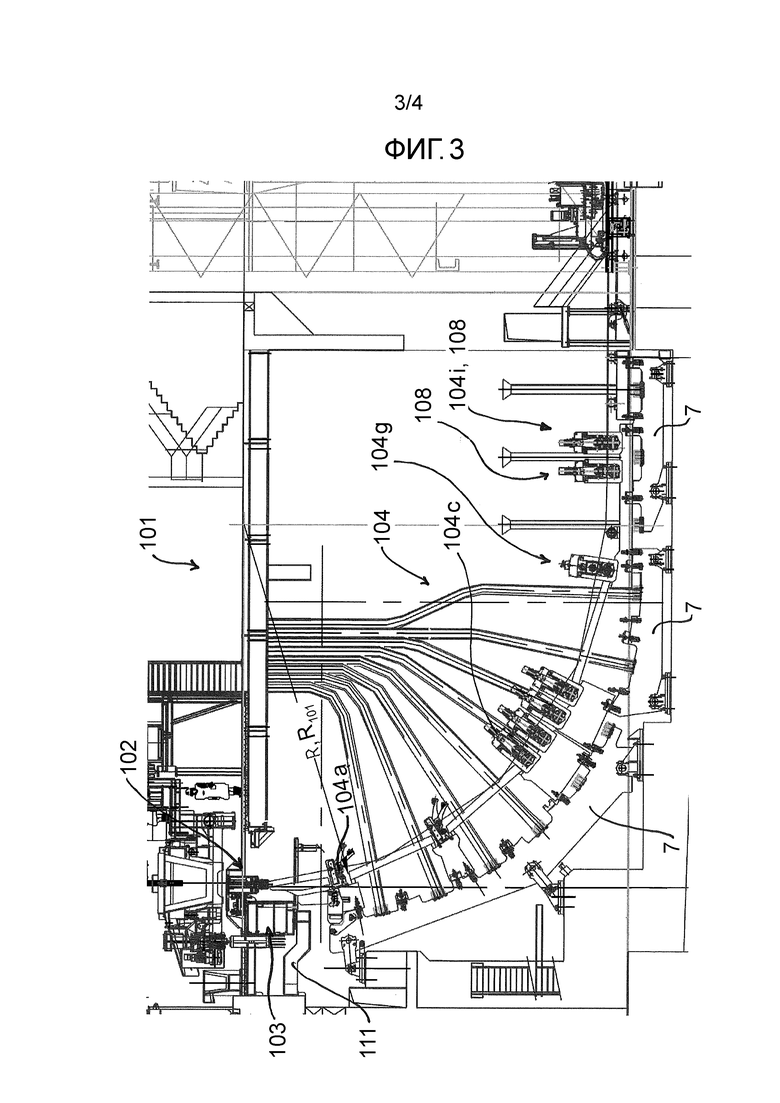
фиг. 3 - многоручьевая сортовая установка непрерывной разливки с изогнутым кристаллизатором;
фиг. 4 - головка многоручьевой сортовой установки непрерывной разливки с изогнутыми кристаллизаторами с общей опорной рамой для трех заготовок.
Описание вариантов выполнения
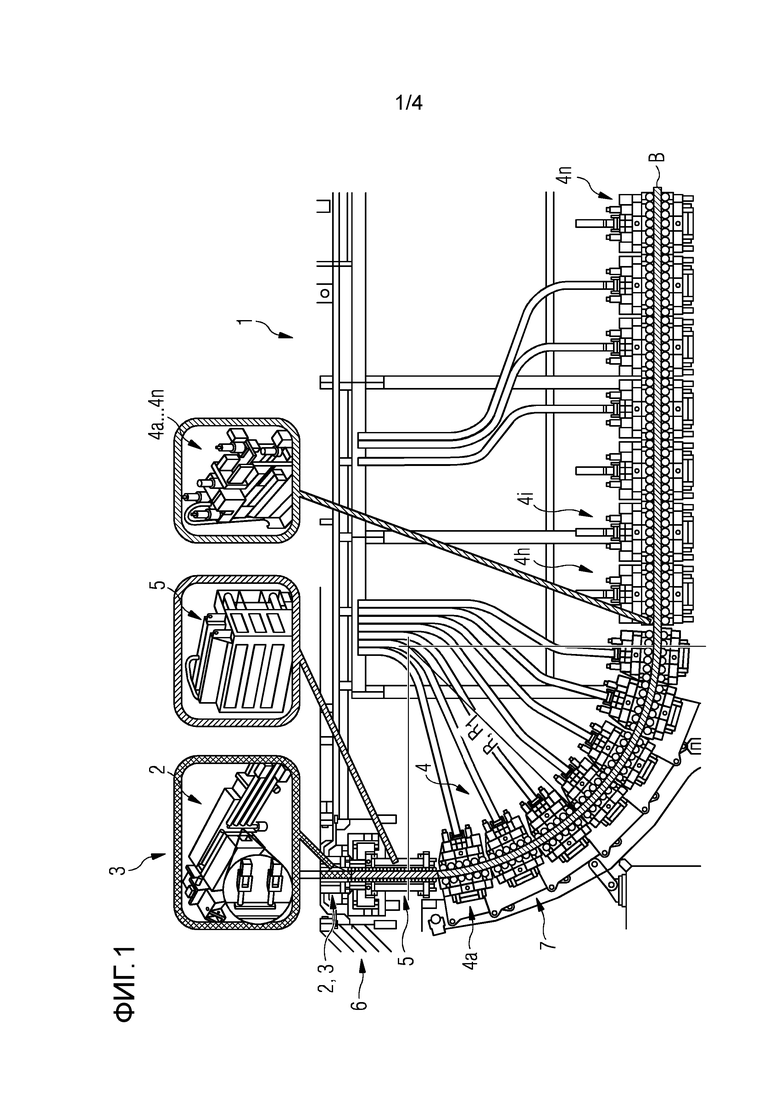
На фиг. 1 показана одноручьевая слябовая установка 1 непрерывной разливки, содержащая прямой кристаллизатор 2, блок 3 качания, роликовую проводку 4, состоящую из гибочного приспособления 5 для отгибания вертикальной слябовой заготовки В на траекторию круговой дуги с радиусом R, соответственно R1, и в целом 14 гидравлически переставляемых сегментов 4а…4n. Сегменты 4а…4n служат для направления слябовой заготовки В по круговой дуге R, соответственно R1, и охлаждения слябовой заготовки В с помощью охлаждающих форсунок и, возможно, для уменьшения ее толщины (например, за счет уменьшения мягкого сердечника или жидкого сердечника). Следующие сегменты 4i…4n служат для горизонтальной проводки слябовой заготовки В и, возможно, для дальнейшего уменьшения ее толщины.
Над собственно слябовой установкой 1 непрерывной разливки показаны в увеличенном масштабе определенные части, такие как кристаллизатор 2, блок 3 качания, гибочное приспособление 5 и сегмент 4а…4n. Толстая линия между изображенной внизу слябовой установкой 1 непрерывной разливки и изображением в увеличенном масштабе обозначает связь по месту расположения между различными изображениями.
Как показано на фиг. 1, блок 3 качания механически соединен со станиной 6 установки непрерывной разливки и подключен с возможностью прохождения текучей среды к гидравлической системе; кроме того, кристаллизатор 2, естественно соединен с водоснабжением. Кроме того, сегменты 4а…4n механически разъемно соединены с задним каркасом 7 и с водоснабжением и с гидравлической системой с возможностью прохождения текучей среды. За счет гидравлической системы можно уменьшать толщину слябовой заготовки В с помощью по меньшей мере четырех гидравлических цилиндров. За счет водоснабжения можно охлаждать слябовую заготовку В с помощью охлаждающих форсунок.
Посредством переоборудования одноручьевой слябовой установки 1 непрерывной разливки, согласно фиг. 1, в многоручьевую сортовую установку 101 (см. фиг. 2 или 3) непрерывной разливки должна обеспечиваться возможность своевременного удовлетворения колеблющегося во времени спроса на слябовые заготовки или сортовые заготовки, при небольшой затрате времени на переоборудование. Это достигается тем, что возможно больше частей (например, задний каркас 7, станина 6, а также уже существующие соединения водоснабжения и гидравлической системы в зоне головки и в зоне роликовой проводки 4) снова применяются в обоих типах установки. Для ясности изображения, водоснабжение и гидравлическая система не показаны.
При переоборудовании выполняются следующие стадии:
Сначала отключается водоснабжение от кристаллизатора и гидравлическая система от блока 3 качания. Это осуществляется посредством рассоединения быстродействующих муфт. Затем удаляются кристаллизатор 2 и блок 3 качания, и вместо них устанавливается общая опорная рама 111 (см. фиг. 4) для трех сортовых заготовок К. На общую опорную раму 111 устанавливаются три блока 103 качания и три кристаллизатора 102 с форматом сортовых заготовок. Общая опорная рама 111 соединяется со станиной 6. За счет подключения водоснабжения к кристаллизаторам 102 (в идеальном случае с использованием лишь одного подвода воды и одного отвода воды для трех кристаллизаторов, т.е. для одной опорной рамы) и подключения гидравлической системы к блокам 103 качания (в идеальном случае снова с использованием лишь одного подводящего трубопровода и одного отводящего трубопровода для трех блоков качания, т.е. для одной опорной рамы), обеспечивается работоспособность головки сортовой установки 101 непрерывной разливки. Затем отсоединяются от водоснабжения и от гидравлической системы сегменты 4а…4n, сегменты отделяются от заднего каркаса 7 и выдвигаются из установки непрерывной разливки по не изображенным рельсам; кроме того, удаляется гибочное приспособление 5. Вместо гибочного приспособления 5 и сегментов 4 слябовой установки непрерывной разливки устанавливаются показанные на фиг. 2 гибочное приспособление 105 для нескольких сортовых заготовок К и несколько роликовых пар 104а…104i для опоры и направления сортовых заготовок К. Как показано на фиг. 2, роликовые пары 104а…104i соединяются с существующим задним каркасом 7, и охлаждающие форсунки роликовых пар соединяются с существующим водоснабжением. Для обеспечения возможности вытягивания сортовых заготовок К из кристаллизаторов 102, несколько роликовых пар выполнены в качестве вытяжных блоков, при этом роликовые пары приводятся в действие с помощью двигателя. Для этого эти роликовые пары соединяются с гидравлическим выводом. Как показано на фиг. 2, не все слябовые сегменты заменяются роликовыми парами. Обычно это также не требуется, поскольку сортовые заготовки обычно не подвергаются уменьшению толщины в горизонтальной зоне выбега.
В отличие от прямых кристаллизаторов 102 сортовой установки непрерывной разливки на фиг. 2, сортовая установка непрерывной разливки на фиг. 3 имеет изогнутые кристаллизаторы 102. За счет изогнутых кристаллизаторов 102 отпадает необходимость установки гибочного приспособления для сортовых заготовок К. За счет этого дополнительно ускоряется переоборудование.
Наконец, на фиг. 4 показана головка многоручьевой сортовой установки 101 непрерывной разливки с изогнутыми кристаллизаторами 102. Каждый изогнутый кристаллизатора 102 качается с помощью блока 103 качания, при этом три блока 103 качания снова опираются на общую опорную раму 111. А именно, общая опорная рама 111 устанавливается ниже слябового кристаллизатора 2, при этом он перед установкой рамы, естественно, удаляется.
Поскольку переоборудование многоручьевой сортовой установки 101 непрерывной разливки в одноручьевую слябовую установку 1 непрерывной разливки по существу осуществляется в обратном порядке относительно переоборудования одноручьевой слябовой установки 1 непрерывной разливки в многоручьевую сортовую установку 101 непрерывной разливки, то также этот способ переоборудования достаточно раскрыт для специалистов в данной области техники.
Переоборудование многоручьевой сортовой установки 101 непрерывной разливки на фиг. 3 в одноручьевую слябовую установку 1 непрерывной разливки осуществляется следующим образом:
Сначала вытяжные блоки 108 отключаются от гидравлической системы установки 101 непрерывной разливки, вытяжные блоки 108 отсоединяются от заднего каркаса 7 и удаляются из установки непрерывной разливки. Затем также охлаждающие форсунки роликовых пар 104а…104g отключаются от водоснабжения, роликовые пары отсоединяются от заднего каркаса 7 и удаляются из установки непрерывной разливки. Затем несколько гидравлически переставляемых сегментов 4а…4n (см. фиг. 1) для направления и охлаждения слябовой заготовки В монтируются в установку непрерывной разливки, и сегменты 4а…4n соединяются с задним каркасом 7. Наконец, сегменты 4а…4n подключаются к водоснабжению и к гидравлической системе установки непрерывной разливки, так что обеспечивается возможность охлаждения слябовой заготовки В в сегментах 4а…4n с помощью охлаждающих форсунок и, возможно, уменьшения ее толщины. После переоборудования роликовой проводки 4 отключается водоснабжение от кристаллизаторов 102 и гидравлическая система от блоков 103 качания установки непрерывной разливки. Затем демонтируется общая опорная рама 111 и установленные на ней кристаллизаторы и блоки 103 качания, и вместо них устанавливаются кристаллизатор 2 для разлива расплавленной стали в слябовую заготовку В и блок 3 качания для качания кристаллизатора 2. За счет подключения водоснабжения к кристаллизатору 2 и подключения гидравлической системы к блоку 3 качания восстанавливается работоспособность головки.
Для специалистов в данной области техники понятно, что ни в способе переоборудования по п. 1 формулы изобретения, ни в способе переоборудования по п. 7 формулы изобретения нет необходимости выполнения стадий способа точно в указанной последовательности, например, от i до х в п. 1, соответственно, от i до vii в п. 7 формулы изобретения. Так, например, стадии от v до х в п. 1 формулы изобретения можно выполнять также перед стадиями от i до iv. Аналогичным образом, это относится также к п. 7 формулы изобретения.
В объем защиты изобретения должен входить также переоборудование многоручьевой (например, двухручьевой) слябовой установки непрерывной разливки в несколько (например, снова две) многоручьевых сортовых установок непрерывной разливки, и наоборот. В этом случае стадии способа выполняются несколько раз, т.е. один раз для каждой слябовой заготовки.
Хотя изобретение показано и пояснено с помощью предпочтительных примеров выполнения, изобретение не ограничивается раскрытыми примерами, и специалистами в данной области техники могут быть выведены из них варианты без выхода за объем защиты изобретения.
Перечень позиций
1 Одноручьевая слябовая установка непрерывной разливки
2 Катализатор для слябовой установки непрерывной разливки
3 Блок качания для слябовой установки
непрерывной разливки
4 Роликовая проводка для слябовой установки непрерывной
разливки
4а…4n Сегмент роликовой проводки
5 Гибочное приспособление
6 Станина
7 Задний каркас
101 Многоручьевая сортовая установка непрерывной разливки
102 Катализатор для сортовой установки непрерывной разливки
103 Блок качания для сортовой установки
непрерывной разливки
104 Роликовая проводка для сортовой установки непрерывной
разливки
104а…104i Роликовая пара
105 Гибочное приспособление для сортовой установки непрерывной разливки
108 Вытяжной блок
111 Общая опорная рама
В Слябовая заготовка
К Сортовая заготовка
r,R1,R101 Радиус кривизны
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ КАЧАНИЯ КРИСТАЛЛИЗАТОРА СОРТОВЫХ И БЛЮМОВЫХ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ | 2001 |
|
RU2197357C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ, В ЧАСТНОСТИ, СТАЛЬНЫХ ДЛИННЫХ ЗАГОТОВОК, А ТАКЖЕ СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2008 |
|
RU2457921C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЛИТЬЯ, ПО ВЫБОРУ, ШИРОКОЙ ЗАГОТОВКИ ИЛИ МАКСИМАЛЬНО В ДВА РАЗА БОЛЕЕ УЗКИХ ПО СРАВНЕНИЮ С НЕЙ ЗАГОТОВОК | 2005 |
|
RU2370338C2 |
| Наклонная установка непрерывной разливки металлов | 1978 |
|
SU930821A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ЗАТРАВКИ В УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ И УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ С ЗАТРАВКОЙ | 2010 |
|
RU2527568C2 |
| СПОСОБ ОДНО- И МНОГОРУЧЬЕВОГО НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 1998 |
|
RU2120835C1 |
| КРИВОЛИНЕЙНАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2698005C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2007 |
|
RU2366532C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ С НЕПОСРЕДСТВЕННЫМ ОБЖАТИЕМ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ, В ЧАСТНОСТИ СТАЛЬНОЙ ЗАГОТОВКИ | 2003 |
|
RU2302313C2 |
| СПОСОБ И ВЕРТИКАЛЬНАЯ УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ТОЛСТЫХ СЛЯБОВ ИЗ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2012 |
|
RU2563388C2 |


Изобретение относится к непрерывной разливке. При переоборудовании одноручьевой слябовой установки (1) в многоручьевую сортовую установку (101) непрерывной разливки отсоединяют водоснабжение от кристаллизатора (2), гидравлическую систему от блока (3) качания, демонтируют кристаллизатор (2) и блок (3) и монтируют опорную раму (111) установки (101), путем соединения ее со станиной (6). Монтируют кристаллизатор (102) установки (101) и блок (103) качания кристаллизатора (102) для каждой сортовой заготовки, при этом блоки (103) соединяют с опорной рамой (111). Соединяют водоснабжение с кристаллизаторами (102), а гидравлическую систему – с блоками (103). Отсоединяют водоснабжение и гидравлическую систему от гидравлически переставляемых сегментов (4). Отсоединяют сегменты (4) от заднего каркаса (7) и удаляют их. Соединяют роликовые пары (104) установки (101) с каркасом (7), подключают охлаждающие форсунки роликовых пар (104) к водоснабжению, соединяют вытяжные блоки (108) с каркасом (7) и подключают их к гидравлической системе. Обеспечивается уменьшение времени для переоборудования одноручьевой слябовой установки в многоручьевую сортовую установку и обратно. 2 н. и 10 з. п. ф-лы, 4 ил.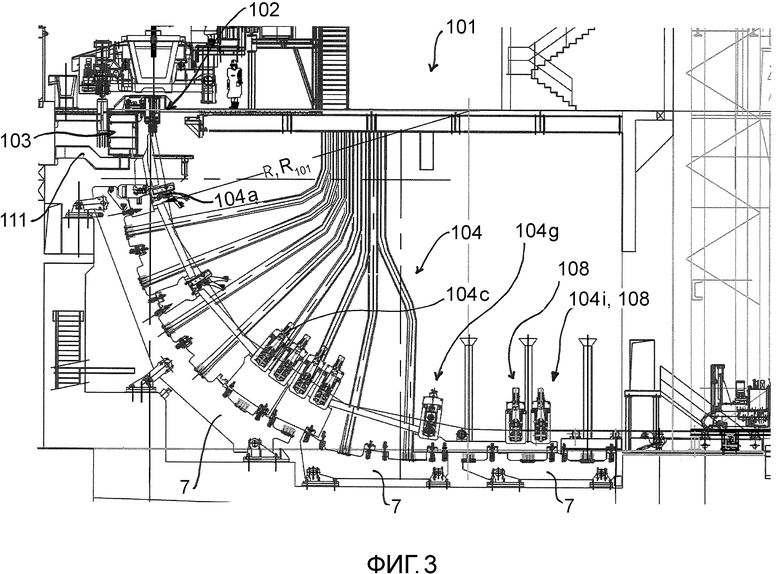
1. Способ переоборудования одноручьевой слябовой установки (1) непрерывной разливки в многоручьевую сортовую установку (101) непрерывной разливки, при этом слябовая установка (1) непрерывной разливки содержит:
- кристаллизатор (2) для разливки расплавленной стали в слябовую заготовку (В) и блок (3) качания для качания кристаллизатора (2);
- роликовую проводку (4) для опоры, направления и охлаждения слябовой заготовки (В), содержащую гидравлически переставляемые сегменты (4а…4n), выполненные с возможностью охлаждения слябовой заготовки (В) охлаждающими форсунками и уменьшения слябовой заготовки (В) по толщине, при этом гидравлически переставляемые сегменты (4а…4n) механически соединены с задним каркасом (7) и, с возможностью прохождения текучей среды, с гидравлической системой и водоснабжением,
включающий следующие стадии:
i) отсоединение водоснабжения от кристаллизатора (2) и отсоединение гидравлической системы от блока (3) качания;
ii) демонтаж кристаллизатора (2) и блока (3) качания и монтаж общей опорной рамы (111) многоручьевой сортовой установки непрерывной разливки для сортовых заготовок (К) в зоне головки установки непрерывной разливки, при этом опорную раму (111) соединяют со станиной (6) установки непрерывной разливки;
iii) монтаж соответствующего кристаллизатора (102) многоручьевой сортовой установки (101) непрерывной разливки для разливки расплавленной стали в сортовую заготовку (К) и соответствующего блока (103) качания многоручьевой сортовой установки (101) для качания кристаллизатора (102) для каждой сортовой заготовки (К), при этом блоки (103) качания соединяют с общей опорной рамой (111);
iv) соединение водоснабжения с кристаллизаторами (102) и соединение гидравлической системы с блоками (103) качания;
v) отсоединение водоснабжения и гидравлической системы от гидравлически переставляемых сегментов (4а…4n);
vi) отсоединение гидравлически переставляемых сегментов (4а…4n) от заднего каркаса (7) установки непрерывной разливки и удаление гидравлически переставляемых сегментов (4а…4n) из установки непрерывной разливки;
vii) соединение роликовых пар (104а…104i) многоручьевой сортовой установки (101) непрерывной разливки для направления сортовых заготовок (К) с задним каркасом (7), при этом сортовые заготовки (К), опирающиеся с обеих сторон на роликовые пары (104а…104i), охлаждают с помощью охлаждающих форсунок;
viii) подключение охлаждающих форсунок роликовых пар (104а…104i) к водоснабжению;
ix) соединение по меньшей мере одного вытяжного блока (108) многоручьевой сортовой установки (101) непрерывной разливки для вытягивания сортовых заготовок (К) из кристаллизаторов (102) с задним каркасом (7);
x) подключение вытяжного блока (108) к гидравлической системе.
2. Способ по п. 1, отличающийся тем, что сортовую заготовку (К) вытягивают из кристаллизатора (102) многоручьевой сортовой установки (101) непрерывной разливки с радиусом кривизны (R, R101).
3. Способ по п. 2, отличающийся тем, что роликовые пары (104а…104i) в роликовой проводке (104) многоручьевой сортовой установки (101) непрерывной разливки соединяют с задним каркасом (7) так, что для радиуса R101 кривизны многоручьевой сортовой установки (101) непрерывной разливки справедливо 0,9R1≤R101≤1,1R1,
где R1 - радиус кривизны слябовой установки (1) непрерывной разливки.
4. Способ по п. 1, отличающийся тем, что сортовую заготовку (К) вытягивают из кристаллизатора (102) многоручьевой сортовой установки (101) непрерывной разливки по прямой линии в вертикальном направлении.
5. Способ по п. 1, отличающийся тем, что после кристаллизатора (102) многоручьевой сортовой установки (101) непрерывной разливки располагают гибочное приспособление (105) для отклонения вертикальной сортовой заготовки (К) на траекторию круговой дуги с радиусом (R101).
6. Способ по одному из пп. 4 или 5, отличающийся тем, что роликовые пары (104а…104i) в роликовой проводке (104) многоручьевой сортовой установки (101) непрерывной разливки соединяют с задним каркасом (7) так, что для радиуса R101 кривизны многоручьевой сортовой установки (101) непрерывной разливки справедливо 0,5R1≤R101≤R1,
где R1 - радиус кривизны слябовой установки (1) непрерывной разливки.
7. Способ переоборудования многоручьевой сортовой установки (101) непрерывной разливки в одноручьевую слябовую установку (1) непрерывной разливки, при этом многоручьевая сортовая установка (101) непрерывной разливки содержит:
- общую опорную раму (111) для сортовых заготовок (К), для каждой сортовой заготовки (К) соответствующий кристаллизатор (102) и блок (103) качания для качания кристаллизатора (102);
- роликовую проводку (104) для опоры, направления и охлаждения сортовых заготовок (К), содержащую роликовые пары (104а…104i) для проводки сортовых заготовок (К) и охлаждающие форсунки для охлаждения сортовых заготовок (К), при этом роликовые пары (104а…104i) соединены с задним каркасом (7) установки непрерывной разливки,
- по меньшей мере один вытяжной блок (108) для вытягивания сортовых заготовок (К) из кристаллизаторов (102),
включающий следующие стадии:
i) отсоединение по меньшей мере одного вытяжного блока (108) от гидравлической системы установки непрерывной разливки, отсоединение вытяжного блока (108) от заднего каркаса (7) и удаление вытяжного блока (108) из установки непрерывной разливки;
ii) отключение охлаждающих форсунок роликовых пар (104а…104i) от водоснабжения;
iii) отсоединение роликовых пар (104а…104i) от заднего каркаса (7) и удаление роликовых пар (104а…104i) из установки непрерывной разливки;
iv) монтаж гидравлически переставляемых сегментов (4а…4n) одноручьевой слябовой установки (1) непрерывной разливки для проводки и охлаждения слябовой заготовки (В), соединение гидравлически переставляемых сегментов (4а…4n) с задним каркасом (7), и подключение гидравлически переставляемых сегментов (4а…4n) к водоснабжению и к гидравлической системе установки (1) непрерывной разливки с обеспечением охлаждения слябовой заготовки (В) в гидравлически переставляемых сегментах (4а…4n) с помощью охлаждающих форсунок и возможности уменьшения слябовой заготовки (В) по толщине;
v) отсоединение водоснабжения от кристаллизаторов (102) и отсоединение гидравлической системы от блоков (103) качания установки непрерывной разливки;
vi) демонтаж общей опорной рамы (111) и установленных на ней кристаллизаторов (102) и блоков (103) качания многоручьевой сортовой установки непрерывной разливки и монтаж кристаллизатора (2) одноручьевой слябовой установки (1) непрерывной разливки для разливки слябовой заготовки (В) и блока (3) качания одноручьевой слябовой установки (1) непрерывной разливки для качания кристаллизатора (2);
vii) подключение водоснабжения к кристаллизатору (2) и подключение гидравлической системы к блоку (3) качания одноручьевой слябовой установки (1) непрерывной разливки.
8. Способ по п. 7, отличающийся тем, что слябовую заготовку (В) вытягивают из кристаллизатора (2) одноручьевой слябовой установки (1) непрерывной разливки с радиусом кривизны (R, R1).
9. Способ по п. 8, отличающийся тем, что гидравлически переставляемые сегменты (4а…4n) в роликовой проводке (4) одноручьевой слябовой установки (1) непрерывной разливки соединяют с задним каркасом (7) так, что для радиуса R1 кривизны слябовой установки (1) непрерывной разливки справедливо R101/1,1≤R1≤R101/0,9, предпочтительно R1=R101,
где R101 - радиус кривизны многоручьевой сортовой установки (101) непрерывной разливки.
10. Способ по п. 7, отличающийся тем, что слябовую заготовку (В) вытягивают из кристаллизатора (2) одноручьевой слябовой установки (1) непрерывной разливки по прямой линии в вертикальном направлении.
11. Способ по п. 10, отличающийся тем, что после кристаллизатора (2) одноручьевой слябовой установки (1) непрерывной разливки располагают гибочное приспособление (5) для отклонения вертикальной слябовой заготовки (В) на траекторию круговой дуги с радиусом кривизны (R1).
12. Способ по п. 10 или 11, отличающийся тем, что гидравлически переставляемые сегменты (4а…4n) в роликовой проводке (4) одноручьевой слябовой установки (1) непрерывной разливки соединяют с задним каркасом (7) так, что для радиуса R1 кривизны одноручьевой слябовой установки (1) непрерывной разливки справедливо R101≤R1≤2R101,
где R101 - радиус кривизны многоручьевой сортовой установки (101) непрерывной разливки.
| WO 2009141210 A1, 26.11.2009 | |||
| WO 2005120746 A3, 22.12.2005 | |||
| Многоручьевая машина непрерывного литья заготовок | 1979 |
|
SU928717A1 |
| DE 3706720 A, 15.09.1988 | |||
| УСТРОЙСТВО ОБРАБОТКИ ИНФОРМАЦИИ, СПОСОБНОЕ ЛЕГКО ИДЕНТИФИЦИРОВАТЬ ЛИНИЮ, ПОДЛЕЖАЩУЮ ИСПОЛЬЗОВАНИЮ, СПОСОБ УПРАВЛЕНИЯ ДЛЯ ЭТОГО И НОСИТЕЛЬ ДАННЫХ | 2018 |
|
RU2702894C1 |

