1. ISO 13954 "Полимерные трубы и фитинги - Испытания на отдир полиэтиленовых (РЕ) электрорезисторных узлов".
2. ISO\DIS11413 "Preparation of test piece assemblies between polyethylene (PE) pipe and electrofusion fitting."
Область техники, к которой относится изобретение
Изобретение относится к способам испытания сварочного соединения полимерных труб с электромуфтой..
Уровень техники
Известен способ испытания на отдир образцов, вырезанных из полимерной трубы с приваренной к ней электромуфтой. Образец представляет собой прямоугольный сегмент, вырезанный продольно из полимерной трубы с приваренной к ней электромуфтой. Первая часть образца состоит из сегмента трубы, а вторая часть состоит из сегмента электромуфты, приваренного к сегменту трубы. На образец действует растягивающая сила, создаваемая разрывной машиной. Скорость движения захвата разрывной машины 20 мм/мин, 100 мм/мин. Первая часть образца зажимается в захвате разрывной машины, а вторая часть образца через боковое отверстие на внутреннем конце сегмента электромуфты соединяется с нагружающей серьгой, которая через нагружающий трос соединяется с противоположенным захватом разрывной машины.
ISO 13954 "Полимерные трубы и фитинги - Испытания на отдир полиэтиленовых (РЕ) электрорезисторных узлов".
Недостатки известного способа
1. При прочности сваренного соединения, близкой к прочности основного материала трубы или электромуфты на каком-либо участке сварочного слоя, часто происходит отрыв участка трубы или электромуфты из-за того, что трещина идет не по зоне расплава. В этом случае нельзя сравнить прочности сварочного соединения у образцов, сваренных при разных условиях.
2. При недостаточной толщине муфты, например менее 10 мм, часто разрыв происходит в месте крепления нагружающей серьги.
Раскрытие изобретения
Задачей предлагаемого изобретения является устранение недостатков известного способа и увеличение точности измерения прочности сваренного соединения.
Технический результат, достигаемый при решении поставленной задачи, заключается в том, что при испытаниях на отдир полимерных электрорезисторных узлов, трещина идет строго по зоне расплава.
Существенные признаки, характеризирующие изобретение
Ограничительные: на образец действует растягивающая сила, создаваемая разрывной машиной. Образец представляет собой прямоугольный сегмент, вырезанный продольно из полимерной трубы с приваренной к ней электромуфтой. Первая часть образца состоит из сегмента трубы, а вторая часть состоит из сегмента электромуфты, приваренного к сегменту трубы. Первая часть образца зажимается в захвате разрывной машины, а вторая часть образца через боковое отверстие во внутреннем конце сегмента электромуфты соединяется с нагружающей серьгой, которая через нагружающий трос соединяется с противоположенным захватом разрывной машины.
Отличительные: на боковых сторонах образца в зоне расплава делают паз глубиной 1-5 мм, шириной и длиной, равных ширине и длине зоны расплава
Указанный технический результат достигается тем, что в известном способе "Полимерные трубы и фитинги - Испытания на отдир полиэтиленовых (РЕ) электрорезисторных узлов" с боковых сторон образца в зоне расплава фрезой выбирается паз глубиной 1-5 мм. Ширина и длина паза равны ширине и длине зоны расплава. Благодаря введению отличительного признака, измененяющего геометрию образца, уменьшается нагрузка на крепления образца, и трещине энергетически выгодно проходить по зоне расплава.
Краткое описание чертежей
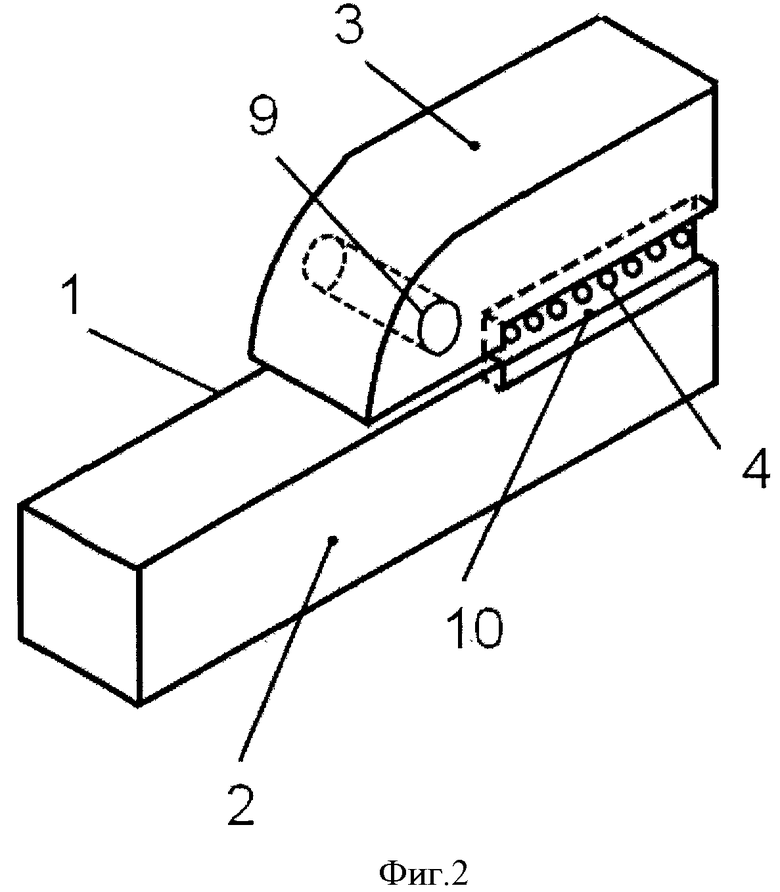
На фиг.1 показана разрывная машина с образцом.
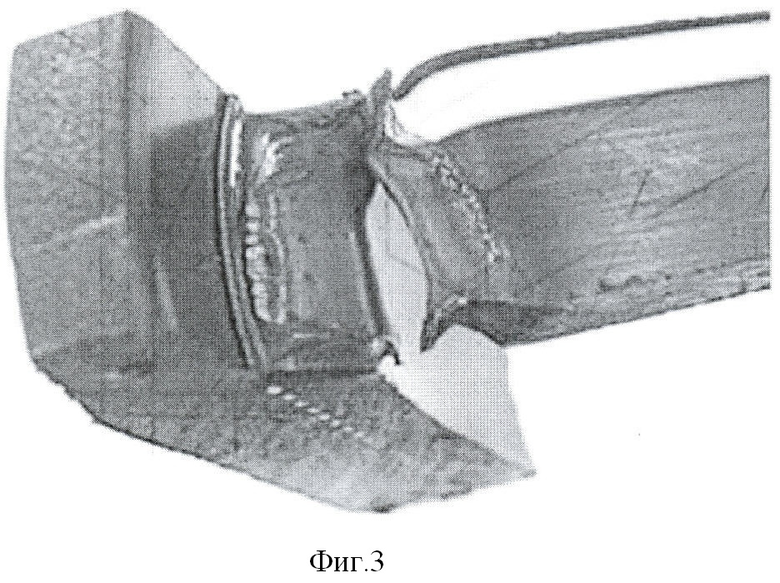
На фиг.2 показан образец.
На фиг.3 показана трещина в трубе.
Осуществление изобретения
Образец 1 (фиг.1, фиг.2) вырезается продольно из полимерной трубы с приваренной к ней электромуфтой и имеет прямоугольную форму. Первая часть образца представляет собой сегмент трубы 2, а вторая часть образца - сегмент электромуфты 3, приваренный к сегменту трубы 2; 4 - спираль электромуфты. На внутреннем конце сегмента электромуфты 3 находится боковое отверстие 9 (фиг.2).
При испытаниях без применения предложенного способа часто бывает, что трещина идет не по зоне расплава, а по телу трубы (фиг.3) или муфты,
С боковых сторон образца 1 (фиг.2) в зоне расплава фрезой выбирается паз 10 глубиной 1-5 мм. Ширина и длина паза 10 равны ширине и длине зоны расплава.
Образец 1 (фиг.1) закрепляется в разрывной машине. Первая часть образца 1 закрепляется в захвате 7, а вторая часть образца 1 через боковое отверстие 9 (фиг.2) на внутреннем конце сегмента электромуфты 3 соединяется с нагружающей серьгой 5 (фиг.1), которая через нагружающий трос 6 соединяется с противоположенным захватом 8 разрывной машины. Скорость движения захвата разрывной машины 20 мм/мин, 100 мм/мин.
Преимущество изобретения состоит в том, что при любых условиях сварки, при испытаниях на отдир, трещина идет по зоне расплава. Это позволяет точно оценить прочность сварочного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ С ПОМОЩЬЮ ЭЛЕКТРОМУФТ | 2010 |
|
RU2458279C2 |
| СПОСОБ ЭЛЕКТРОМУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2009 |
|
RU2429407C1 |
| СПОСОБ ИСПЫТАНИЯ МУФТОВОГО СВАРНОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ НА ОТРЫВ | 2023 |
|
RU2816000C1 |
| СПОСОБ ОБУЧЕНИЯ ДВИГАТЕЛЬНЫМ НАВЫКАМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2422182C2 |
| Способ испытания муфтового сварного соединения полимерных труб | 2022 |
|
RU2802888C1 |
| СПОСОБ ПОСТАНОВКИ ПРОИЗНОШЕНИЯ ИНОСТРАННОГО ЯЗЫКА | 2009 |
|
RU2443024C2 |
| ЦВЕТОТЕРАПЕВТИЧЕСКОЕ УСТРОЙСТВО И СПОСОБ ЦВЕТОТЕРАПИИ | 2009 |
|
RU2428149C2 |
| СПОСОБ ИСПЫТАНИЯ МУФТОВОГО СВАРНОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2011 |
|
RU2457449C1 |
| СПОСОБ ТРЕНИРОВКИ ЛИЦЕВЫХ МЫШЦ | 2009 |
|
RU2405610C1 |
| СПОСОБ ИСПЫТАНИЯ СТАЛЕЙ ПОД ДЕЙСТВИЕМ ВОДОРОДА | 2024 |
|
RU2840252C1 |
Изобретение относится к способам испытания сварочного соединения полимерных труб с электромуфтой. Сущность: образец, на который действует растягивающая сила, создаваемая разрывной машиной, представляет собой прямоугольный сегмент, вырезанный продольно из полимерной трубы с приваренной к ней электромуфтой. Первая часть образца состоит из сегмента трубы, а вторая часть состоит из сегмента электромуфты, приваренного к сегменту трубы, при этом первая часть образца зажимается в захвате разрывной машины, а вторая часть образца через боковое отверстие во внутреннем конце сегмента электромуфты соединяется с нагружающей серьгой, которая через нагружающий трос соединяется с противоположенным захватом разрывной машины. На боковых сторонах образца в зоне расплава делают паз глубиной 1-5 мм, шириной и длиной, равных ширине и длине зоны расплава. Технический результат: увеличение точности измерения прочности сваренного соединения. 3 ил.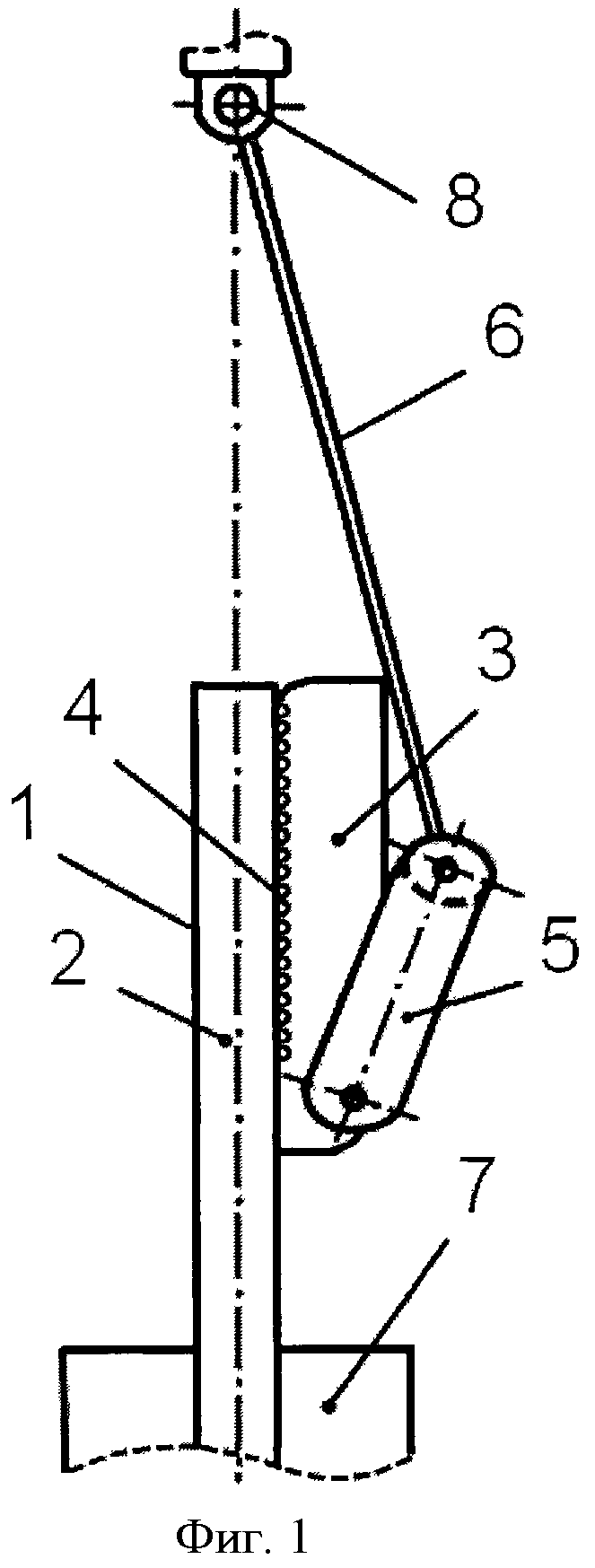
Способ испытания на отдир сварочного соединения полимерной трубы с электромуфтой, включающий образец, на который действует растягивающая сила, создаваемая разрывной машиной, представляющий собой прямоугольный сегмент, вырезанный продольно из полимерной трубы, с приваренной к ней электромуфтой, причем первая часть образца состоит из сегмента трубы, а вторая часть состоит из сегмента электромуфты, приваренного к сегменту трубы, при этом первая часть образца зажимается в захвате разрывной машины, а вторая часть образца через боковое отверстие в внутреннем конце сегмента электромуфты соединяется с нагружающей серьгой, которая через нагружающий трос соединяется с противоположенным захватом разрывной машины, отличающийся тем, что на боковых сторонах образца в зоне расплава делают паз глубиной 1-5 мм, шириной и длиной, равными ширине и длине зоны расплава.
| Способ определения пластичности сварного соединения | 1990 |
|
SU1809359A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СЦЕПЛЕНИЯ НАНЕСЕННОГО СЛОЯ С ОСНОВНЫМ МАТЕРИАЛОМ | 1991 |
|
RU2087900C1 |
| Ручная гнездовая сеялка для кок-сагыза | 1949 |
|
SU86310A1 |
| JP 2010151507 A, 08.07.2010. | |||

