Изобретение относится к способу для выравнивания процесса затвердевания, в особенности, получаемого при непрерывной или ленточной разливке расплавленного металла, причем расплавленный металл подвергается, в частности, электромагнитному перемешиванию, и причем выше по потоку от зоны, в частности, электромагнитного перемешивания, к находящемуся там металлу прикладывается магнитное поле. Изобретение относится, кроме того, к устройству для осуществления этого способа.
В основном во время процесса затвердевания, например, на охлаждаемой двигающейся транспортерной ленте (ленточный кристаллизатор) в нижней части разливочной ленты происходит, как правило, больший отвод тепла, чем в верхней части и с боков. Вследствие этого образуется негомогенный температурный профиль в поперечном сечении литой полосы, что при дальнейшем охлаждении становится причиной появления напряжений на полосе, которые могут привести к короблению полосы. Тем самым контакт литой полосы на транспортерной ленте, прежде всего, по ее ширине не постоянен, и отвод тепла от литой полосы по ее ширине происходит неравномерно, что в свою очередь приводит к негомогенной структуре затвердевания.
Из уровня техники в этой связи известны различные способы и приспособления с применением электромагнитного перемешивания в области выплавки жидкой стали. Здесь следует указать в качестве примера на нижеследующие публикации.
US 4933005 относится к способу индукционного перемешивания, при котором расплавленный металл перемешивается путем воздействия электромагнитного поля с интенсивностью, при которой обычно в расплавленном металле возникает турбулентность, и выше по потоку от зоны электромагнитного перемешивания к расплавленному металлу прикладывается статическое магнитное поле с интенсивностью, по меньшей мере, достаточной для снижения турбулентности в упомянутой зоне до минимальных показателей.
Описанный способ направлен на то, чтобы улучшить использование индукционного перемешивания там, где, как и среди прочего, при перемешивании в кристаллизаторе при непрерывной разливке и при электромагнитном перемешивании в ковше или в других емкостях, существует открытая поверхность, и необходимо свести до минимума повреждения поверхности и искажения формы мениска.
JP 06182502 А относится к одноручьевой установке непрерывной разливки металлической полосы, при этом во избежание колебания металлического расплава и для получения металлической полосы с ровной поверхностью без шероховатостей предлагается над зоной расплавленного металла установить электромагнитный тормоз, а именно на стороне вытягивания металлической полосы, а также осуществлять выпуск расплавленного металла в этой зоне. В момент выпуска расплавленного металла из разливочной емкости на металлическую ленту происходят колебания за счет выпуска струи расплава на поверхность зоны расплавленного металла. Чтобы избежать этого, над зоной расплавленного металла устанавливается электромагнитный тормоз, а именно на стороне вытягивания металлической полосы, а также в точке выпуска расплавленного металла. Благодаря этому приспособлению коробление металлической полосы не происходит вследствие применения электромагнитного торможения, и формируется ровный расплавленный металл. Посредством этого, так как образуется затвердевшая корка без коробления в зоне расплавленного металла, достигается ровная форма поверхности затвердевшей корки без шероховатостей.
Относительно этих обеих публикаций можно в целом заключить, что известные из них способы и приспособления также не могут предотвратить описанные выше проблемы.
Также известны способ и устройство для выравнивания процесса затвердевания при ленточной разливке расплавленного металла в полосу, предусматривающие электромагнитное перемешивание расплавленного металла и приложение к металлу магнитного поля выше по потоку от зоны электромагнитного перемешивания (см. US 4933005 А, 12.06.1990).
В основу изобретения положена задача улучшить и усовершенствовать известные способы и приспособления при сохранении прежних преимуществ так, чтобы избежать названных недостатков, причем необходимо достичь, в частности, оптимизации точности формы заготовки, улучшенного управления металлургической длиной и улучшенного согласования скорости разливки.
Задача в отношении способа согласно изобретению решается посредством того, что во время процесса затвердевания наружным уже затвердевшим зонам заготовки прикладывается, по меньшей мере, одно электромагнитное поле. Благодаря этому простым способом посредством воздействия электромагнитным полем на затвердевший снаружи расплав гомогенизируется возникающий естественным путем температурный профиль в еще жидкой сердцевине. Посредством равномерного распределения энергии в жидкой сердцевине постоянно существует наивысшая возможная температура внутренней стороны корочки заготовки. Вследствие этого прирост в толщине корки замедляется, а отвод тепла усиливается. По причине большего отвода тепла затвердевание литой полосы по всему сечению происходит быстрее. В общей сложности посредством образования равномерного температурного поля в поперечном сечении жидкой сердцевины к началу перемешивания корочка заготовки снова немного нагревается, и тем самым замедляется прирост ее толщины так, что остающаяся дольше теплой и более тонкой корочка позднее принимает окончательные механические свойства. Она дольше находится на ровной охлаждаемой транспортерной ленте и более равномерно отводит тепло, что приводит к сокращению внутренних напряжений и возможного выпучивания кромок.
Предпочтительный вариант осуществления способа согласно изобретению предусматривает, что электромагнитное поле прикладывается снаружи к затвердевшим зонам расплава в основном в нижней части заготовки (при горизонтальном литье). В этой зоне происходит больший отвод тепла, чем в верхней части и с боков.
По следующему и в отношении способа последнему признаку способа согласно изобретению предусматривается, что позиция процесса электромагнитного перемешивания варьируется в направлении разливки. Положенная в основу изобретения задача в отношении устройства решается согласно изобретению посредством того, что создается устройство для прикладывания во время процесса затвердевания, по меньшей мере, одного электромагнитного поля к уже затвердевшим зонам расплава. В отношении получаемых при этом преимуществ во избежание повторения указывается на описанные преимущества способа согласно изобретению.
Предпочтительный вариант осуществления устройства согласно изобретению предусматривает, что создается приспособление для прикладывания, по меньшей мере, одного электромагнитного поля к уже затвердевшим наружным зонам расплавленного металла в основном в нижней части.
По последнему признаку устройства согласно изобретению предусматривается, что позиция процесса электромагнитного перемешивания варьируется в направлении разливки.
Дальнейшие преимущества и детали изобретения вытекают из зависимых пунктов формулы изобретения и из последующего описания, в котором подробнее объясняются изображенные на фигурах способы осуществления изобретения. При этом наряду с приведенными выше комбинациями признаков существенными в отношении изобретения также являются либо одиночные признаки, либо признаки в других комбинациях. На чертежах изображено:
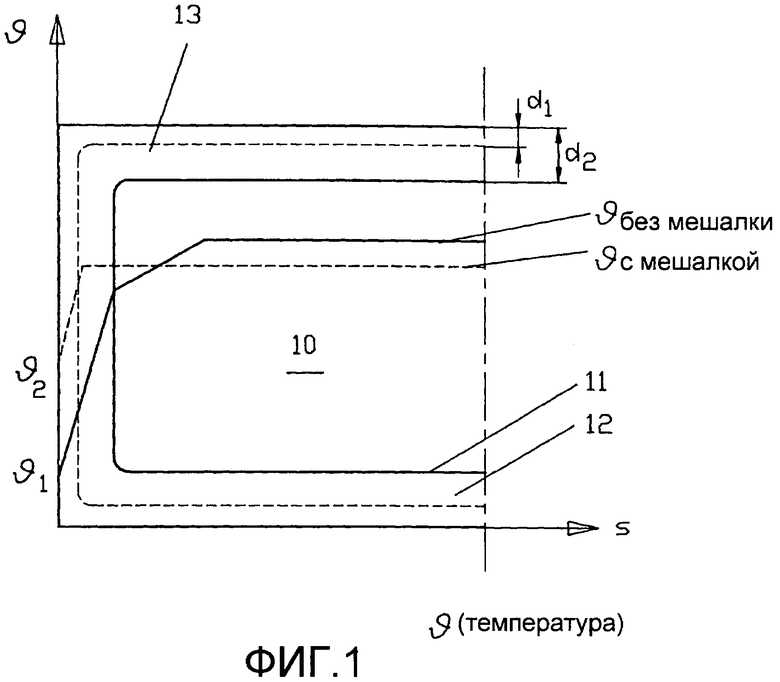
фиг.1 схематическое изображение изменения температуры в расплавленном металле и корке сляба при применении способа согласно изобретению в сравнении с уровнем техники,
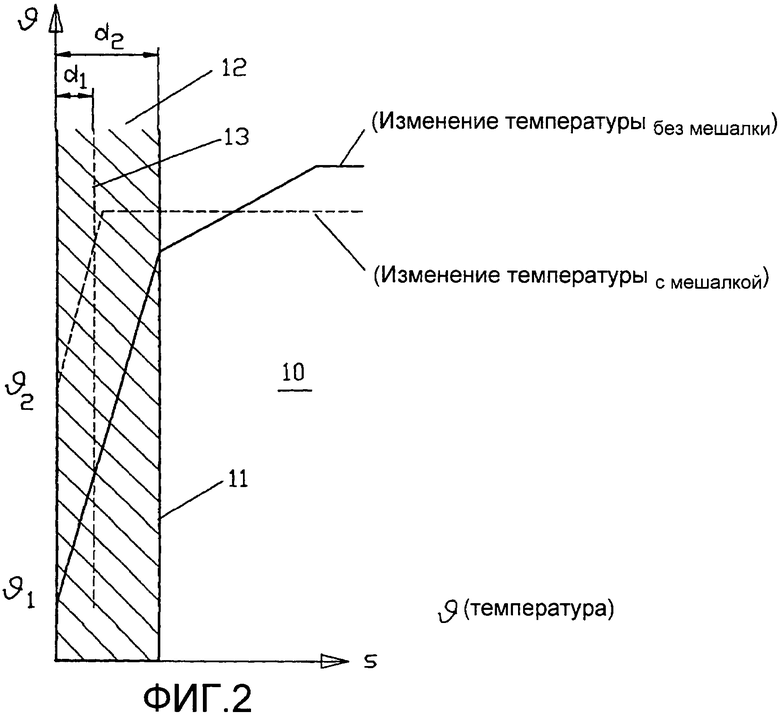
фиг.2 увеличенное изображение левой части фиг.1, и
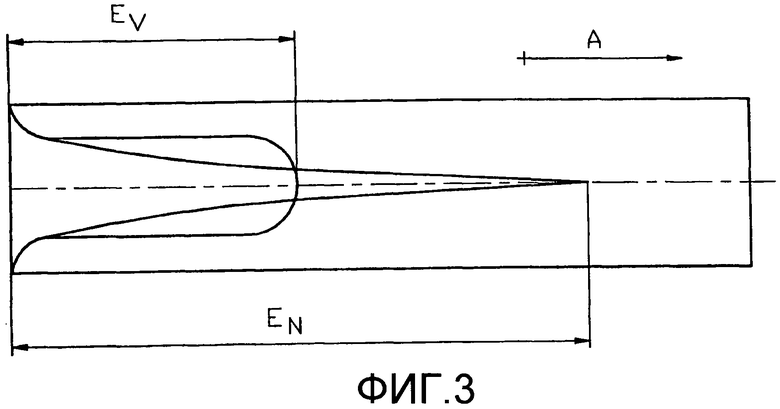
фиг.3 схематическое изображение участков затвердевания расплавленного металла в направлении разливки.
Согласно изобретению, способ служит для выравнивания процесса затвердевания, в частности, для получаемого при непрерывной или ленточной разливке расплавленного металла в общем обозначенного на фигуре цифрой 10. При этом расплавленный металл 10 подвергается процессу электромагнитного перемешивания, и выше по потоку от зоны электромагнитного перемешивания к металлу прикладывается магнитное поле. Согласно изобретению способ предусматривает, что во время процесса затвердевания, по меньшей мере, одно электромагнитное поле прикладывается к затвердевшим наружным зонам 11 расплавленного металла 10.
Посредством этого исполнения согласно изобретению появляются описанные выше преимущества. К ним относится, в частности то, что посредством образования равномерного температурного поля в поперечном сечении жидкой сердцевины корочка 12 заготовки к началу перемешивания снова немного нагревается, и тем самым замедляется прирост ее толщины так, что остающаяся дольше теплой и более тонкой корочка 12 заготовки позднее принимает конечные механические свойства. Она дольше находится на ровной охлаждающей транспортерной ленте и более равномерно отводит тепло к транспортерной ленте, что приводит к сокращению внутренних напряжений и возможного выпучивания кромок. Для этого на фиг.1 и 2 схематически изображено изменение температуры в расплавленном металле 10 и корочке 12 заготовки при применении способа согласно изобретению в сравнении с уровнем техники. При этом необходимо отметить, что затвердевшая зона 11 металла 10 и тем самым толщина d2 корочки 12 заготовки в этом случае значительно больше, чем затвердевшая зона 13 металла 10 и тем самым толщина d1 корочки 12 заготовки при замедленном затвердевании, смотрите фиг.1 и 2. Далее изображено изменение температуры в расплавленном металле 10 и в корочке 12 заготовки, причем температура "с мешалкой" обозначает температуру с процессом перемешивания, а температура "без мешалки" обозначает температуру без процесса перемешивания. Необходимо отметить, что температура без процесса перемешивания возрастает значительно быстрее и в конечном счете находится на более высоком уровне по сравнению с температурой с процессом перемешивания.
Предпочтительный вариант осуществления способа согласно изобретению предусматривает, что электромагнитное поле прикладывается снаружи к затвердевшим зонам 11 расплавленного металла 10 в основном в нижней части. Далее может быть предусмотрено, что позиция процесса электромагнитного перемешивания согласуется в направлении разливки.
На фиг.3 изображены, кроме того, участки затвердевания расплавленного металла 10 в обозначенном стрелкой А направления разливки. При этом участок затвердевания EN является нормальным участком затвердевания, а участок затвердевания Ev является сокращенным участком затвердевания при перемешивании. Возникающее при этом сокращение участка затвердевания зависит от длины участка перемешивания.
Настоящее изобретение относится, кроме того, к устройству для осуществления способа, в частности, электромагнитного перемешивания расплавленного металла 10, которое само не изображено на фигуре. Устройство предназначено для прикладывания, по меньшей мере, одного электромагнитного поля во время процесса затвердевания снаружи к затвердевшим зонам 11 расплавленного металла 10, предпочтительно к нижней части расплавленного металла 10. Далее может быть предусмотрено, что позиция процесса электромагнитного перемешивания варьируется в направлении разливки.
Список ссылочных позиций
10 расплавленный металл
11 затвердевшая зона (расплавленного металла 10)
12 корочка заготовки
13 затвердевшая зона при замедленном затвердевании
А направление разливки
EN нормальный участок затвердевания
Ev сокращенный участок затвердевания
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2015 |
|
RU2677560C2 |
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
| ЭЛЕКТРОМАГНИТНОЕ ПЕРЕМЕШИВАЮЩЕЕ УСТРОЙСТВО | 2013 |
|
RU2637456C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МАЛОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2073585C1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 1999 |
|
RU2179494C2 |
| Способ электромагнитного перемешивания расплавленной стали при непрерывном литье прямоугольных заготовок | 1983 |
|
SU1428181A3 |
| СНИЖЕННАЯ ЧУВСТВИТЕЛЬНОСТЬ К РАСТРЕСКИВАНИЮ ЛИТЫХ СЛИТКОВ СЕРИИ 7XXX, ПОЛУЧЕННЫХ НЕПРЕРЫВНЫМ ЛИТЬЕМ В КРИСТАЛЛИЗАТОР (DC) | 2020 |
|
RU2819336C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2086346C1 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
Изобретение относится к металлургии. При литье полосы на транспортной ленте расплавленный металл подвергается электромагнитному перемешиванию и выше по потоку от зоны электромагнитного перемешивания к находящемуся там металлу или сплаву прикладывают магнитное поле. Во время процесса затвердевания, по меньшей мере, одно электромагнитное поле прикладывается к наружным затвердевшим зонам (11) расплавленного металла (10) для нагрева этих зон. В поперечном сечении жидкой сердцевины заготовки образуется равномерное температурное поле, что приводит к замедлению роста толщины затвердевающей корочки и равномерному отводу тепла к транспортной ленте. Достигается снижение внутренних напряжений и возможности выпучивания кромок полосы. 2 н. и 2 з.п. ф-лы, 3 ил.
1. Способ выравнивания процесса затвердевания расплавленных металлов или сплавов при непрерывной разливке или при литье полосы, причем расплавленный металл или сплав (10) подвергается, в частности, электромагнитному перемешиванию, и, причем выше по потоку от зоны электромагнитного перемешивания к металлу или сплаву прикладывается магнитное поле, отличающийся тем, что во время процесса затвердевания расплавленного металла или сплава на охлаждаемой двигающейся транспортной ленте к наружным затвердевшим зонам металла или сплава (10), в основном в нижней части прикладывают, по меньшей мере, одно электромагнитное поле для нагрева упомянутых зон.
2. Способ по п.1, отличающийся тем, что позицию электромагнитного перемешивания варьируют в направлении разливки.
3. Устройство для выравнивания процесса затвердевания расплавленных металлов или сплавов при непрерывной разливке или при литье полосы, содержащее средства для осуществления процесса электромагнитного перемешивания расплавленного металла или сплава (10) и средства для прикладывания магнитного поля к металлу или сплаву (10) выше по потоку от зоны, в частности, электромагнитного перемешивания, отличающееся тем, что предусмотрено средство прикладывания, по меньшей мере, одного электромагнитного поля во время процесса затвердевания расплавленного металла или сплава на охлаждаемой двигающейся транспортной ленте к наружным затвердевшим зонам металла или сплава (10), в основном в нижней части, для нагрева упомянутых зон.
4. Устройство по п.3, отличающееся тем, что позиция средств для осуществления электромагнитного перемешивания варьируется в направлении разливки.
| US 4933005 A, 12.06.1990 | |||
| JP 61108458 A, 27.05.1986 | |||
| JP 57075257 A, 11.05.1982 | |||
| JP 62176645 A, 03.08.1987 | |||
| Установка непрерывного литья | 1981 |
|
SU980937A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ В КРИСТАЛЛИЗАТОР | 2001 |
|
RU2266798C2 |

