Область техники, к которой относится изобретение
Настоящее изобретение относится к кристаллизатору машины для непрерывной разливки, с помощью которого может быть осуществлена непрерывная разливка при одновременном предотвращении образования трещин на поверхности отливки, вызванного неравномерным охлаждением затвердевшей корочки в кристаллизаторе, и к способу непрерывной разливки стали с использованием данного кристаллизатора.
Уровень техники
В процессе непрерывной разливки стали, поскольку расплавленная сталь, заливаемая в кристаллизатор, охлаждается с помощью водоохлаждаемого кристаллизатора, затвердевший слой (называемый «затвердевшей корочкой») образуется в результате затвердевания поверхностной части расплавленной стали, которая находится в контакте с кристаллизатором. Отливка, имеющая затвердевшую корочку в качестве наружной оболочки и незатвердевший слой внутри корочки, непрерывно протягивается вниз через кристаллизатор, одновременно отливка охлаждается с помощью водяных распылителей или воздушно-водяных распылителей, которые установлены на стороне выпуска кристаллизатора. Отливка затвердевает, включая центральную часть, в направлении толщины в результате охлаждения с помощью водяных распылителей или воздушно-водяных распылителей, и затем разрезается на части, имеющие заданную длину, при использовании, например, машины газовой резки.
В случае, когда в кристаллизаторе происходит неравномерное охлаждение, существует колебание в толщине затвердевшей корочки в направлении литья и в направлении ширины отливки. Затвердевшая корочка подвергается воздействию напряжения, вызванного усадкой и деформацией затвердевшей корочки. На ранней стадии затвердевания, поскольку это напряжение сосредоточено в тонкой части затвердевшей корочки, на поверхности затвердевшей корочки появляется трещина из-за этого напряжения. Такая трещина впоследствии разрастается в большую поверхностную трещину из-за внешней силы, вызванной, например, тепловым напряжением, а также напряжением при изгибе и выравнивающим напряжением, которые сообщаются валками машины для непрерывной разливки. Трещина на поверхности отливки становится поверхностным дефектом стального изделия в последующем процессе прокатки. Поэтому, чтобы предотвратить появление поверхностного дефекта стального изделия, необходимо удалить поверхностную трещину на стадии отливки, выполняя зачистку или полировку на поверхности отливки.
Неравномерное затвердевание в кристаллизаторе имеет место, в частности, в том случае, когда сталь имеет содержание углерода от 0,08% масс. до 0,17% масс. В случае, когда сталь имеет содержание углерода от 0,08% масс. до 0,17% масс., во время затвердевания происходит перитектическая реакция. Считается, что неравномерное затвердевание в кристаллизаторе вызвано напряжением превращения из-за уменьшения в объеме, которое возникает, когда превращение из δ-железа (ферритная фаза) в γ-железо (аустенитная фаза) происходит из-за этой перитектической реакции. Иными словами, поскольку затвердевшая корочка деформируется из-за данного напряжения превращения, затвердевшая корочка отделяется от внутренней поверхности стенки кристаллизатора в результате этой деформации. Поскольку участок, который был отделен от внутренней поверхности стенки кристаллизатора, с меньшей вероятностью будет охлаждаться через кристаллизатор, происходит уменьшение толщины затвердевшей корочки на данном участке, который был отделен от внутренней поверхности стенки кристаллизатора (этот
участок, который отделен от внутренней поверхности стенки кристаллизатора, называется «углублением»). Считается, что, поскольку имеет место уменьшение толщины затвердевшей корочки, образуется поверхностная трещина из-за того, что описанное выше напряжение концентрируется на этом участке.
В частности, в случае, когда происходит повышение скорости протяжки отливки, поскольку имеется увеличение среднего теплового потока от затвердевшей корочки к охлаждающей воде кристаллизатора (затвердевшая корочка быстро охлаждается), и поскольку распределение теплового потока становится неупорядоченным и неравномерным, существует тенденция к увеличению числа трещин, возникающих на поверхности отливки. В частности, в случае машины для непрерывной разливки сляба, имеющего толщину отливки 200 мм или более, поверхностная трещина, как правило, появляется, когда скорость протяжки отливки составляет 1,5 м/мин или более.
Проводились эксперименты, в которых литейный порошок, имеющий химический состав, который обычно вызывает кристаллизацию, использовался для предотвращения образования трещин на поверхности отливки типа стали (называемого «среднеуглеродистая сталь»), в котором обычно происходит описанная выше перитектическая реакция (например, см. JP2005297001). Это основано на том факте, что в случае литейного порошка, имеющего химический состав, который обычно вызывает кристаллизацию, существует увеличение термического сопротивления слоя литейного порошка, и затвердевшая корочка охлаждается медленно. Поскольку наблюдается уменьшение напряжения, прилагаемого к затвердевшей корочке из-за медленного охлаждения, появление поверхностных трещин будет менее вероятным. Однако, при одном только эффекте медленного охлаждения за счет использования литейного порошка, улучшение неравномерного затвердевания недостаточно, и следовательно, невозможно предотвратить появление поверхностных трещин в случае типа стали, который обычно подвергается большому уменьшению в объеме за счет превращения.
Кроме того, также были предложены способы, в которых степень неравномерного затвердевания уменьшалась за счет обеспечения регулярного распределения передачи тепла в результате поступления литейного порошка в вогнутые участки (вертикальные канавки, сетчатые канавки или круглые отверстия), которые образованы на внутренней поверхности стенки кристаллизатора (например, см. JPH09276994). Однако в случае этих способов существует проблема, заключающаяся в том, что в случае, когда в вогнутые участки поступает недостаточное количество литейного порошка, происходит ограниченный прорыв из-за того, что расплавленная сталь поступает в вогнутые участки, или заключающаяся в том, что ограниченный прорыв происходит в результате удаления литейного порошка из вогнутых участков во время разливки, в результате чего расплавленная сталь поступает в вогнутые участки, из которых удален литейный порошок.
С другой стороны, чтобы уменьшить степень неравномерности затвердевания за счет обеспечения регулярного распределения теплопроводности, были предложены способы, в которых канавки (вертикальные канавки или сетчатые канавки) сформированы на внутренней поверхности стенки медной плиты кристаллизатора, и в которых канавки заполняются материалом с низкой теплопроводностью (например, см. JPH026037 и JPH07284896). В случае этих способов существует проблема, заключающаяся в том, что, поскольку напряжение, вызванное различием в термической деформации между материалом с низкой теплопроводностью, которым заполнены вертикальные канавки или сетчатые канавки, и медной плитой кристаллизатора, прикладывается к границе раздела между материалом с низкой теплопроводностью и медной плитой кристаллизатора, а также к пересечениям сетчатых участков, - на поверхности медной плиты кристаллизатора возникают трещины.
Раскрытие сущности изобретения
Техническая проблема
Настоящее изобретение выполнено с учетом описанной выше ситуации, и задачей настоящего изобретения является предложить кристаллизатор машины для непрерывной разливки, с помощью которого можно предотвратить возникновение поверхностных трещин из-за неравномерного охлаждения затвердевшей корочки на ранней стадии затвердевания, то есть, поверхностных трещин, возникающих из-за изменения толщины затвердевшей корочки, без возникновения ограниченного прорыва и уменьшения срока службы кристаллизатора за счет трещин на поверхности кристаллизатора, с помощью формирования на внутренней поверхности стенки кристаллизатора машины для непрерывной разливки, множества отдельных участков, которые заполнены видом металла, который отличается от материала кристаллизатора, и теплопроводность которого ниже или выше, чем теплопроводность кристаллизатора, и предложить способ непрерывной разливки стали с использованием кристаллизатора машины для непрерывной разливки.
Решение проблемы
Объект настоящего изобретения для решения описанных выше проблем заключается в следующем.
[1] Кристаллизатор машины для непрерывной разливки, имеющий медную плиту кристаллизатора, состоящую из меди или медного сплава, причем кристаллизатор включает в себя: множество отдельных участков, заполненных инородным металлом, теплопроводность которого составляет 80% или менее или 125% или более теплопроводности медной плиты кристаллизатора, множество отдельных участков, выполненных в виде круглых вогнутых канавок, имеющих диаметр от 2 мм до 20 мм, или в виде квазикруглых вогнутых канавок, имеющих эквивалентный диаметр круга от 2 мм до 20 мм, причем канавки выполнены на внутренней поверхности стенки медной плиты кристаллизатора, и множество отдельных участков сформировано по меньшей мере в зоне от мениска до положения, находящегося на 20 мм или более ниже мениска, в зоне, которая является всей внутренней поверхностью стенки или ее частью, при этом,
отношение твердости по Виккерсу HVc [кгс/мм2] медной плиты кристаллизатора к твердости по Виккерсу HVm [кгс/мм2] заполняющего инородного металла удовлетворяет выражению отношения (1) ниже:
0,3 ≤ HVc/HVm ≤ 2,3 (1), и
отношение коэффициента теплового расширения αc [мкм/(м×K)] медной плиты кристаллизатора к коэффициенту теплового расширения αm [мкм/(м×K)] заполняющего инородного металла удовлетворяет выражению отношения (2) ниже:
0,7 ≤ αc/αm ≤ 3,5 (2).
[2] Кристаллизатор машины для непрерывной разливки по п. [1], в котором слой покрытия сформирован на внутренней поверхности стенки с помощью способа плакирования или способа газотермического напыления, причем слой покрытия имеет удлинение при разрыве 8,0% или более, и участки, заполненные инородным металлом, покрыты слоем покрытия.
[3] Кристаллизатор машины для непрерывной разливки по п. [2], в котором слой покрытия содержит никель или никель-кобальтовый сплав (с содержанием кобальта 50% масс. или более).
[4] Способ непрерывной разливки стали с использованием кристаллизатора машины для непрерывной разливки по любому из п.п. [1]-[3], включающий стадии: заливки расплавленной стали в кристаллизатор и охлаждения расплавленной стали в кристаллизаторе для образования затвердевшей корочки; и вытягивания отливки, имеющей затвердевшую корочку в виде наружной оболочки и незатвердевшую расплавленную сталь внутри затвердевшей корочки, из кристаллизатора для получения отливки.
[5] Способ непрерывной разливки стали по п. [4], дополнительно включающий в себя стадии: качания медной плиты кристаллизатора; и подачи литейного порошка на поверхность расплавленной стали, которая была залита в кристаллизатор, во время качания, при этом литейный порошок содержит CaO, SiO2, Al2O3, Na2O и Li2O, и основность, которая выражается отношением ((CaO % по массе)/(SiO2 % по массе)) концентрации CaO к концентрации SiO2 в литейном порошке, составляет 1,0 или более и 2,0 или менее, и в котором сумма концентраций Na2O и Li2O составляет 5,0% масс. или более и 10,0% масс. или менее.
[6] Способ непрерывной разливки стали по п. [5], дополнительно включающий в себя стадии: охлаждения кристаллизатора, благодаря чему общее количество тепла Q, отведенного через кристаллизатор, составляет 0,5 МВт/м2 или более и 2,5 МВт/м2 или менее.
Технический результат
В соответствии с настоящим изобретением, поскольку множество участков, заполненных инородным металлом, расположены в направлении ширины и направлении литья медной плиты кристаллизатора машины для непрерывной разливки в зоне вблизи мениска, включающей мениск, термическое сопротивление кристаллизатора машины для непрерывной разливки повышается и понижается регулярно и периодически в направлении ширины и в направлении литья кристаллизатора вблизи мениска. При этом тепловой поток от затвердевшей корочки к кристаллизатору машины для непрерывной разливки повышается и понижается регулярно и периодически вблизи мениска, т.е. на ранней стадии затвердевания. В результате такого регулярного и периодического повышения и понижения теплового потока, поскольку происходит снижение в напряжении из-за превращения из δ-железа в γ-железо и в тепловом напряжении, величина деформации затвердевшей корочки, вызванная этими напряжениями, уменьшается. В результате уменьшения величины деформации затвердевшей корочки неравномерное распределение теплового потока, вызванное деформацией затвердевшей корочки, становится равномерным, и, поскольку образуемое напряжение деконцентрированно, происходит уменьшение числа различных деформаций, что приводит к предотвращению возникновения трещин на поверхности затвердевшей корочки.
Кроме того, согласно настоящему изобретению, поскольку отношение твердости по Виккерсу HVc медной плиты кристаллизатора к твердости по Виккерсу HVm инородного металла и отношение коэффициента теплового расширения αc медной плиты кристаллизатора к коэффициенту теплового расширения αm инородного металла регулируют в пределах определенных диапазонов, можно уменьшить напряжение, прикладываемое к поверхности медной плиты кристаллизатора, вызванное разницей в величине истирания поверхности медной плиты кристаллизатора из-за разницы в твердости между медной плитой кристаллизатора и участками, заполненными инородным металлом, и разницы в тепловом расширении. Следовательно, срок службы медной плиты кристаллизатора становится больше.
Краткое описание чертежей
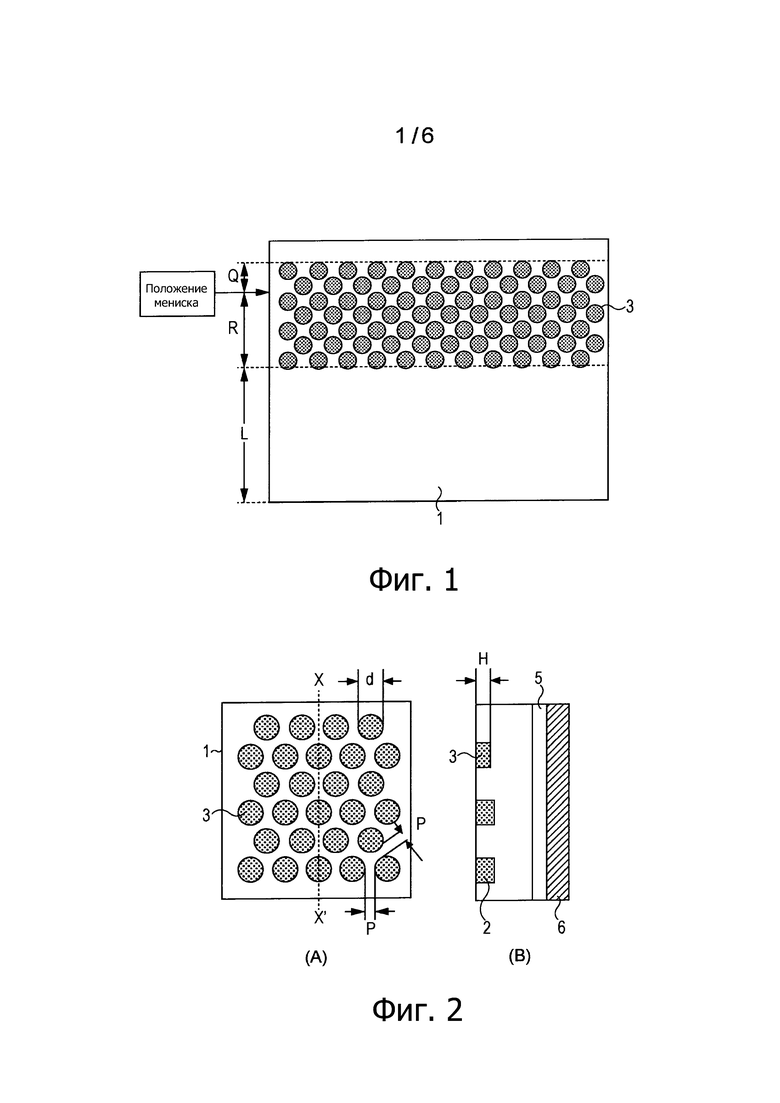
На фиг. 1 представлен схематический вид со стороны внутренней поверхности стенки медной плиты на длинной стороне кристаллизатора, составляющей часть кристаллизатора машины для непрерывной разливки в соответствии с одним из примеров осуществления настоящего изобретения.
На фиг. 2 представлено увеличенное изображение части медной плиты на длинной стороне кристаллизатора фиг. 1, там где сформированы участки, заполненные инородным металлом.
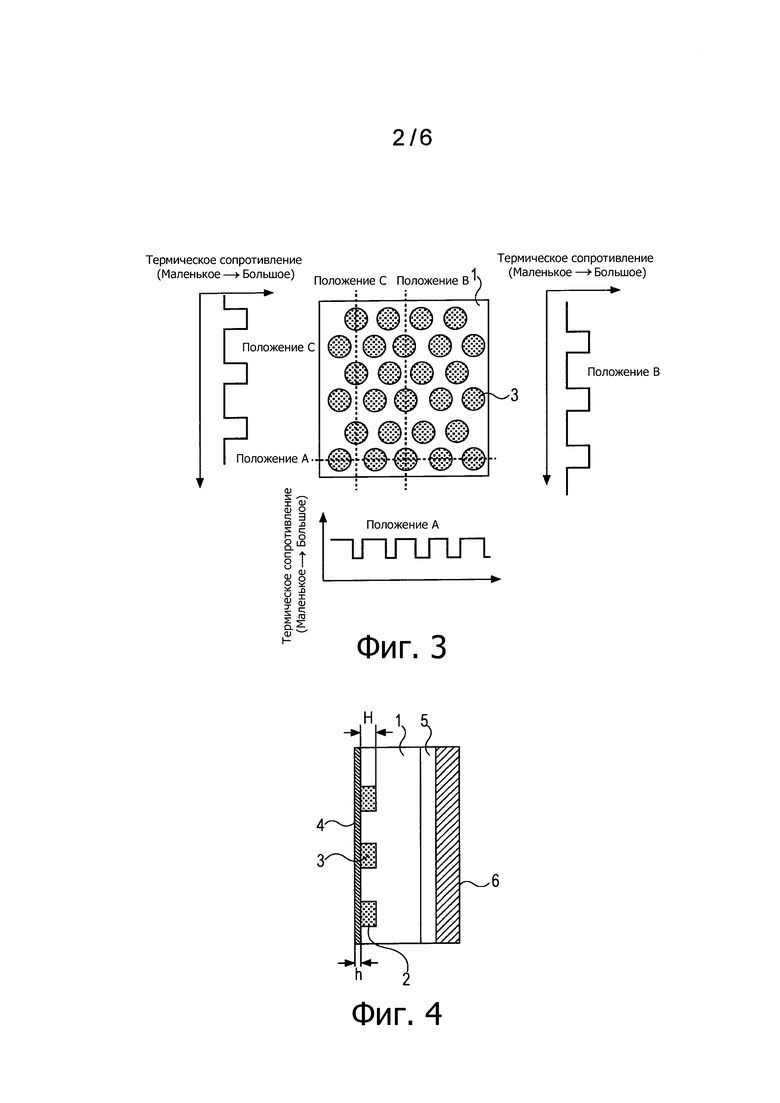
На фиг. 3 приводится принципиальная схема, иллюстрирующая распределения термического сопротивления в соответствии с положениями, в которых сформированы участки, заполненные инородным металлом, в трех положениях на медной плите, имеющей участки, заполненные инородным металлом, на длинной стороне кристаллизатора.
На фиг. 4 представлена схема, иллюстрирующая пример, в котором слой покрытия сформирован с помощью способа плакирования на внутренней поверхности стенки медной плиты кристаллизатора для того, чтобы защитить поверхность медной плиты кристаллизатора.
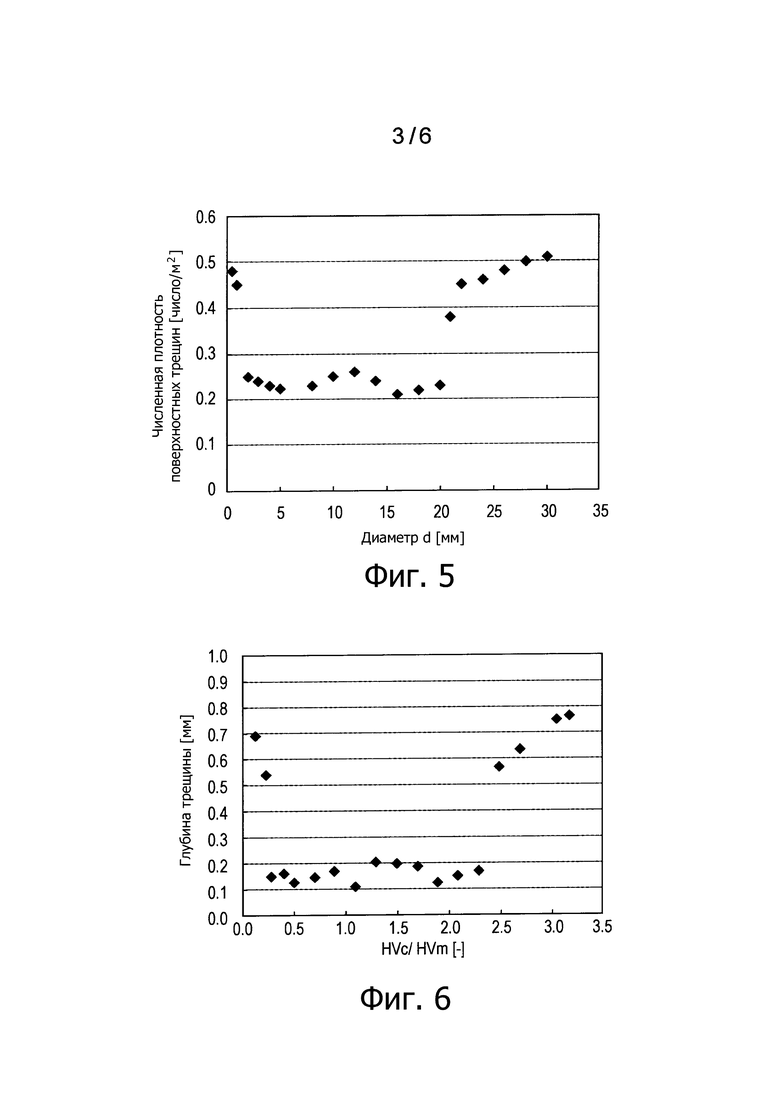
На фиг. 5 представлен график, иллюстрирующий взаимосвязь между диаметром участков, заполненных инородным металлом, и численной плотностью трещин на поверхности литого сляба.
На фиг. 6 представлен график, иллюстрирующий взаимосвязь между HVc/HVm и глубиной трещины на границе раздела между инородным металлом и медной плитой кристаллизатора.
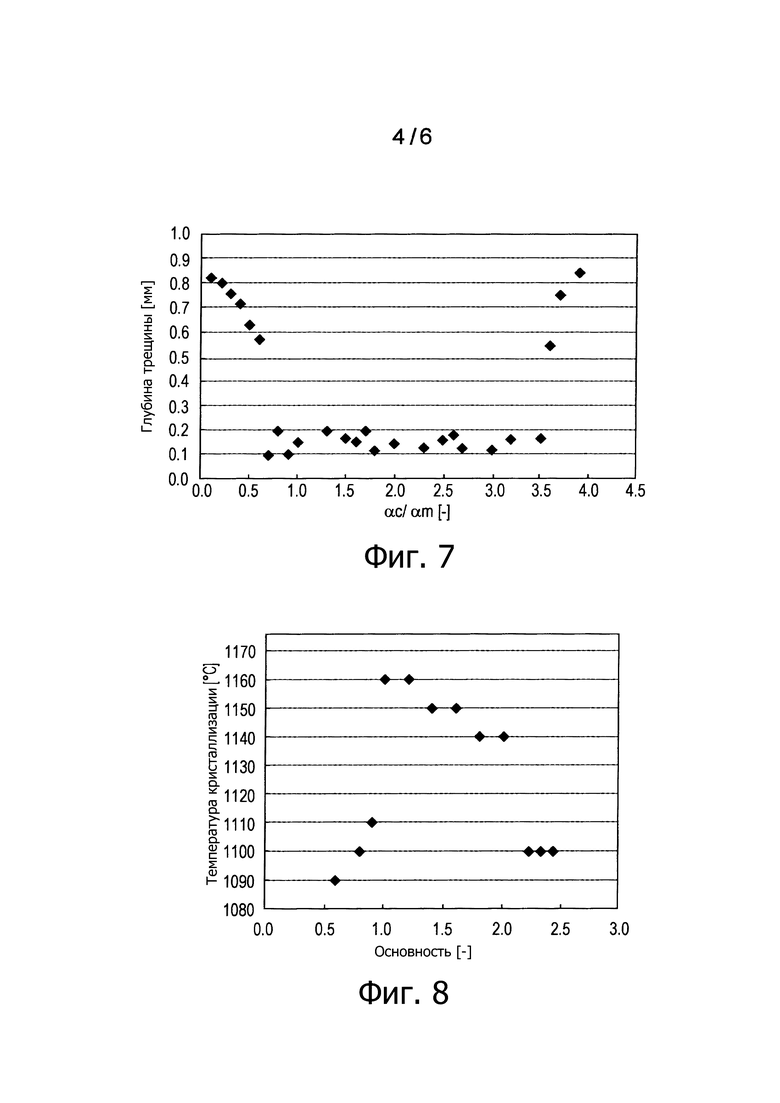
На фиг. 7 представлен график, иллюстрирующий взаимосвязь между αc/αm и глубиной трещины на границе раздела между инородным металлом и медной плитой кристаллизатора.
На фиг. 8 представлен график, иллюстрирующий взаимосвязь между основностью литейного порошка и температурой кристаллизации.
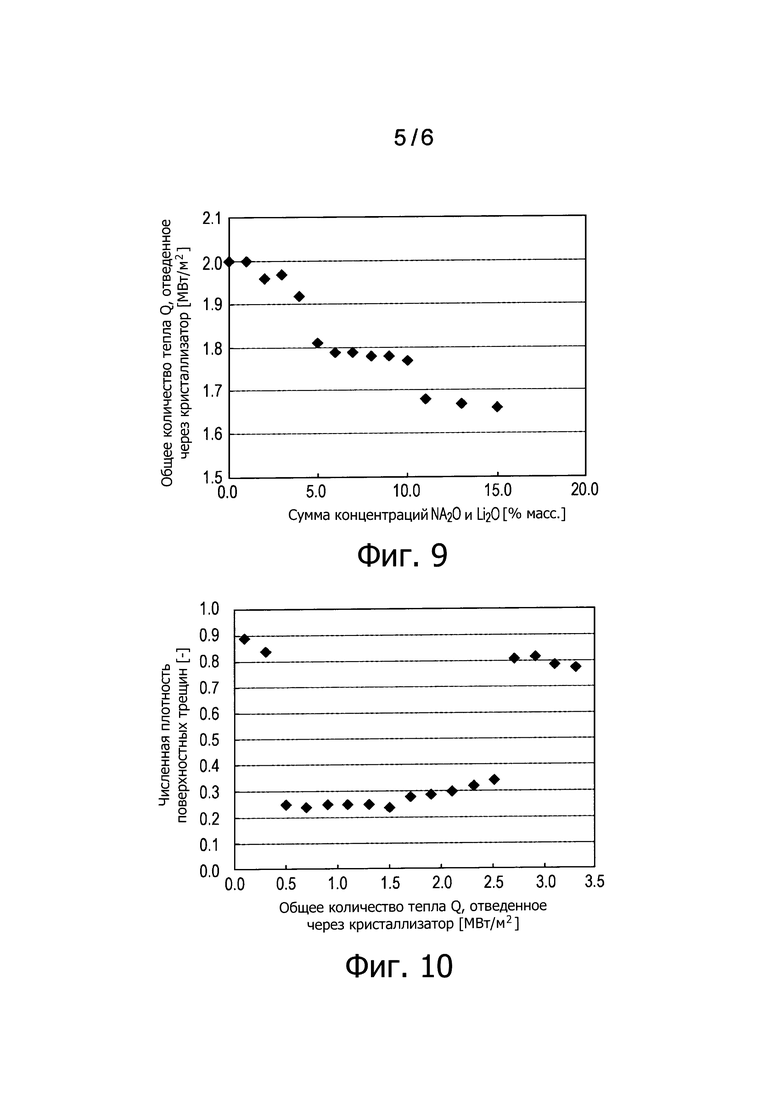
На фиг. 9 представлен график, иллюстрирующий взаимосвязь между суммой концентраций Na2O и Li2O литейного порошка и общим количеством тепла Q, отведенного через кристаллизатор.
На фиг. 10 представлен график, иллюстрирующий взаимосвязь между общим количеством тепла Q, отведенного через кристаллизатор, и показателем численной плотности трещин на поверхности литого сляба.
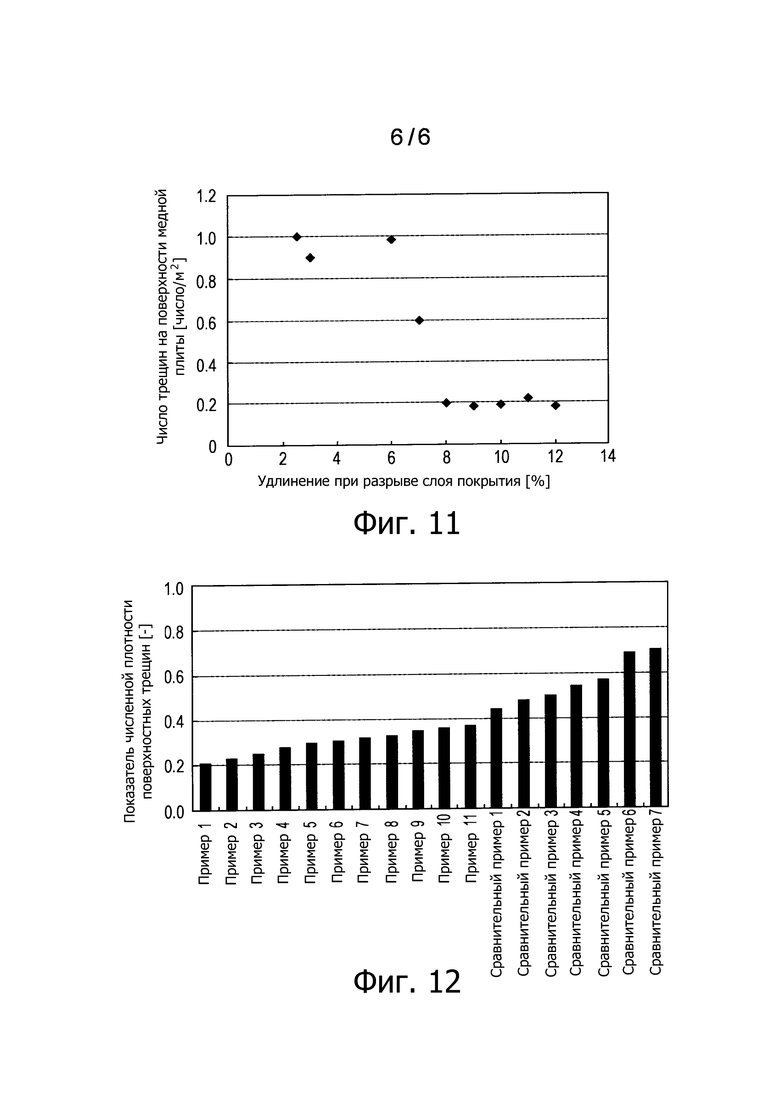
На фиг. 11 представлен график, иллюстрирующий взаимосвязь между удлинением при разрыве слоя покрытия и числом трещин медной плиты.
На фиг. 12 представлен график, иллюстрирующий результаты сравнения показателей численной плотности трещин на поверхностях литых слябов в примерах.
Осуществление изобретения
Ниже будет описан пример осуществления настоящего изобретения со ссылкой на прилагаемые чертежи. На фиг. 1 представлен схематический вид со стороны внутренней поверхности стенки медной плиты на длинной стороне кристаллизатора, составляющей часть кристаллизатора машины для непрерывной разливки в соответствии с одним из примеров осуществления настоящего изобретения. Кристаллизатор машины для непрерывной разливки, проиллюстрированный на фиг. 1, является примером кристаллизатора машины для непрерывной разливки, используемым для литья литого сляба, и кристаллизатор машины для непрерывной разливки литого сляба состоит из сочетания пары медных плит на длинных сторонах кристаллизатора и пары медных плит на коротких сторонах кристаллизатора. На фиг. 1 проиллюстрирована медная плита на длинной стороне кристаллизатора среди медных плит.
Множество круглых вогнутых канавок (см. ссылочную позицию 2 на фиг. 2(В)) сформировано в зоне внутренней поверхности стенки медной пластины 1 на длинной стороне кристаллизатора, от положения, находящегося выше положения мениска, который образуется при выполнении обычной разливки, и на расстоянии Q от мениска (расстоянию Q присваивается значение, равное или большее нуля) до положения, находящегося ниже мениска, и на расстоянии R от мениска (расстоянию R присваивается значение, равное или большее 20 мм). Множество участков 3, заполненных инородным металлом, формируется путем заполнения этих круглых вогнутых канавок металлом (здесь и далее называется «инородный металл»), теплопроводность которого ниже или выше, чем теплопроводность медной плиты кристаллизатора. Здесь, символ L на фиг. 1 обозначает длину в направлении литья нижней части кристаллизатора, в зоне, в которой участки 3, заполненные инородным металлом, не сформированы, т.е. расстояние между нижним краем зоны, в которой участки 3, заполненные инородным металлом, сформированы и нижним краем кристаллизатора.
Здесь термин «мениск» относится к «верхней поверхности расплавленной стали в кристаллизаторе», и, хотя его положение не ясно, когда разливка не осуществляется, положение мениска регулируют так, чтобы оно было примерно на 50-200 мм ниже верхнего края медной плиты кристаллизатора в обычной операции непрерывной разливки стали. Поэтому, даже в том случае, когда положение мениска на 50 мм или 200 мм ниже верхнего края медной пластины 1 на длинной стороне кристаллизатора, участки 3, заполненные инородным металлом, могут быть расположены таким образом, что расстояние Q и расстояние R удовлетворяют условиям по настоящему изобретению, описанным ниже.
Таким образом, с учетом влияния на ранней стадии затвердевания затвердевшей корочки, необходимо, чтобы участки 3, заполненные инородным металлом, были сформированы, по меньшей мере, в зоне от мениска до положения, находящегося на расстоянии 20 мм ниже мениска и, следовательно, необходимо, чтобы расстояние R составляло 20 мм или более.
Количество тепла, отведенного через кристаллизатор машины для непрерывной разливки, больше вблизи положения мениска, чем в других положениях. Иными словами, тепловой поток q вблизи положения мениска оказывается выше, чем тепловой поток q в других положениях. По результатам экспериментов, проведенных авторами настоящего изобретения, в то время как тепловой поток q составляет менее 1,5 МВт/м2 в положении, находящемся на 30 мм ниже, чем мениск, тепловой поток q составляет почти 1,5 МВт/м2 или более в положении, находящемся на 20 мм ниже мениска, хотя результаты зависят от скорости потока охлаждающей воды, подаваемой в кристаллизатор, и скорости вытягивания отливки.
В настоящем изобретении, термическое сопротивление регулируют на внутренней поверхности стенки кристаллизатора вблизи от положения мениска. При этом, поскольку эффект периодических изменений в тепловом потоке, вызванных участками 3, заполненными инородным металлом, достигается в достаточной степени, эффект предотвращения появления трещин на поверхности отливки может быть реализован в достаточной степени даже в условиях, в которых поверхностные трещины обычно образуются, например, когда осуществляется высокоскоростная разливка или когда отливают среднеуглеродистую сталь. Таким образом, принимая во внимание влияние на затвердевание на ранней стадии, необходимо, чтобы участки 3, заполненные инородным металлом, были сформированы, по меньшей мере, в зоне от мениска до положения, находящегося на 20 мм ниже мениска, где тепловой поток q является большим. В том случае, когда расстояние R составляет менее 20 мм, эффект предотвращения появления трещин на поверхности отливки является недостаточным.
С другой стороны, поскольку верхний край зоны, в которой сформированы участки 3, заполненные инородным металлом, может находиться в любом положении, при условии, что данное положение находится там же, где и мениск, или в положении выше мениска, расстоянию Q может быть присвоено любое значение, равное или большее нуля. Однако, поскольку необходимо, чтобы мениск был расположен в пределах зоны, в которой сформированы участки 3, заполненные инородным металлом, при выполнении разливки, и поскольку мениск перемещается вверх и вниз при осуществлении разливки, чтобы гарантировать, что верхний край зоны, в которой сформированы участки 3, заполненные инородным металлом, всегда находится выше мениска, предпочтительно, чтобы верхний край находился примерно на 10 мм выше, чем предполагаемое положение мениска, или более предпочтительно примерно на 20-50 мм выше, чем предполагаемое положение мениска.
Исходя из предположения, что участки 3, заполненные инородным металлом, также формируют на внутренней поверхности стенки медной плиты на короткой стороне кристаллизатора, которая не показана, как и в случае с медной плитой 1 на длинной стороне кристаллизатора, описание, касающееся медной плиты на короткой стороне кристаллизатора в дальнейшем в этом документе будет опущено. Однако, поскольку концентрация напряжения обычно происходит в затвердевшей корочке на поверхности длинной стороны кристаллизатора из-за формы литого сляба, трещины обычно появляются на поверхности на длинной стороне кристаллизатора. Следовательно, не всегда необходимо формировать участки 3, заполненные инородным металлом на медной плите на короткой стороне кристаллизатора машины для непрерывной разливки для литого сляба. В дополнение к этому, хотя участки 3, заполненные инородным металлом, сформированы по всей ширине внутренней поверхности стенки медной плиты 1 кристаллизатора на длинной стороне кристаллизатора на фиг. 1, допустимо, чтобы участки 3, заполненные инородным металлом, формировались только в части, соответствующей центральному участку в направлении ширины отливки, где обычно возникает концентрация напряжения в затвердевшей корочке отливки.
На фиг. 2 представлено увеличенное изображение части медной плиты на длинной стороне кристаллизатора фиг. 1, там где образованы участки, заполненные инородным металлом, на фиг. 2(A) представлена схема части со стороны внутренней поверхности стенки, и на фиг. 2(B) показан вид в поперечном разрезе фиг. 2(А) вдоль линии X-X'. Участки 3, заполненные инородным металлом, сформированы с помощью заполнения круглых вогнутых канавок 2, имеющих диаметр d от 2 мм до 20 мм, инородным металлом, теплопроводность которого составляет 80% или менее или 125% или более теплопроводности медной плиты кристаллизатора, которые отдельно сформированы на внутренней поверхности стенки медной плиты 1 на длинной стороне кристаллизатора, при использовании, например, способа плакирования или способа газотермического напыления. На фиг. 2 ссылочной позицией 5 обозначен проточный канал охлаждающей воды, и ссылочной позицией 6 обозначена задняя плита.
Здесь предпочтительно, чтобы толщина Н заполнения участков 3, заполненных инородным металлом, была 0,5 мм или более. С помощью регулирования толщины заполнения на уровне 0,5 мм или более достигается достаточное уменьшение теплового потока на участках 3, заполненных инородным металлом. Не является обязательным, чтобы расстояние P между участками, заполненными инородным металлом, было постоянным для всех участков, заполненных инородным металлом. Однако, чтобы гарантировать, что описанное ниже изменение термического сопротивления является периодическим, предпочтительно, чтобы расстояние P между участками, заполненными инородным металлом, было постоянным для всех участков, заполненных инородным металлом.
На фиг. 3 приводится принципиальная схема, иллюстрирующая распределения термического сопротивления в соответствии с положениями, в которых сформированы участки 3, заполненные инородным металлом, в трех положениях на медной плите 1 на длинной стороне кристаллизатора. С помощью расположения множества участков 3, заполненных инородным металлом, теплопроводность которого ниже чем теплопроводность медной плиты кристаллизатора, иначе говоря, множества участков, заполненных инородным металлом, термическое сопротивление которого выше, чем термическое сопротивление медной плиты 1, в направлении ширины и направлении литья кристаллизатора машины для непрерывной разливки в зоне вблизи мениска, включающей мениск, термическое сопротивление кристаллизатора машины для непрерывной разливки повышается и понижается регулярно и периодически в направлении ширины и в направлении литья кристаллизатора вблизи мениска. В связи с этим, тепловой поток от затвердевшей корочки к кристаллизатору машины для непрерывной разливки повышается и понижается регулярно и периодически вблизи мениска, т.е. на ранней стадии затвердевания. В результате такого регулярного и периодического повышения и понижения теплового потока, происходит уменьшение в напряжении, вызванном превращением из δ-железа в γ-железо, и в тепловом напряжении, и величина деформации затвердевшей корочки, вызванная этими напряжениями, уменьшается. В результате уменьшения величины деформации затвердевшей корочки неравномерное распределение теплового потока, вызванное деформацией затвердевшей корочки, становится равномерным, и, поскольку образуемое напряжение деконцентрированно, происходит уменьшение числа различных деформаций, что приводит к предотвращению возникновения трещин на поверхности затвердевшей корочки.
В настоящем изобретении чистая медь или медный сплав используются для медной плиты кристаллизатора. В качестве медного сплава, используемого для медной плиты кристаллизатора, может использоваться медный сплав, в который добавлены, например, небольшие количества хрома (Cr) и циркония (Zr), которые обычно используются для медной плиты кристаллизатора машины непрерывной разливки. В настоящее время, чтобы обеспечить равномерное затвердевание в кристаллизаторе или чтобы не допустить, чтобы включения в расплавленной стали оставались в затвердевшей корочке, обычно предусматривают электромагнитное перемешивающее устройство, с помощью которого расплавленную сталь в кристаллизаторе перемешивают. В том случае, когда предусмотрено электромагнитное перемешивающее устройство, чтобы уменьшить ослабление напряженности магнитного поля, приложенного от электромагнитной катушки к расплавленной стали, используют медный сплав, электропроводность которого снижена. В этом случае теплопроводность уменьшается с уменьшением электропроводности, и возможен случай, когда используется медная плита кристаллизатора из медного сплава, теплопроводность которого составляет примерно 1/2 теплопроводности чистой меди (имеющей теплопроводность 398 Вт/(м·К)). Как правило, теплопроводность медного сплава, который используется для медной плиты кристаллизатора, меньше, чем у чистой меди.
Необходимо, чтобы металл, теплопроводность которого составляет 80% или менее или 125% или более от теплопроводности медной плиты кристаллизатора, использовался в качестве инородного металла, которым заполнены круглые вогнутые канавки 2. В том случае, когда теплопроводность инородного металла составляет более 80% или менее 125% теплопроводности медной плиты кристаллизатора, эффект периодических изменений в тепловом потоке за счет использования участков 3, заполненных инородным металлом, является недостаточным, и, соответственно, эффект предотвращения появления трещин на поверхности отливки является недостаточным в условиях, в которых поверхностные трещины обычно появляются, например, когда осуществляется высокоскоростная разливка или когда отливают среднеуглеродистую сталь.
Примеры инородного металла, которым предпочтительно могут быть заполнены круглые вогнутые канавки 2, включают никель (Ni, имеющий теплопроводность примерно 90 Вт/(м·К)), сплав никеля (имеющий теплопроводность от примерно 40 Вт/(м·K) до 90 Вт/(м·K)), хром (Cr, имеющий теплопроводность 67 Вт/(м·K)), и кобальт (Co, имеющий теплопроводность 70 Вт/(м·K)), которые легко использовать при плакировании или газотермическом напылении. Кроме того, медный сплав (имеющий теплопроводность от примерно 100 Вт/(м·K) до 398 Вт/(м·K)) или чистая медь, также могут использоваться в качестве инородного металла, которым заполняют круглые вогнутые канавки 2, в соответствии с теплопроводностью медной плиты кристаллизатора. В том случае, когда медный сплав, теплопроводность которого является низкой, используется для медной плиты кристаллизатора, и чистая медь используется в качестве инородного металла, термическое сопротивление части, в которой образованы участки 3, заполненные инородным металлом, оказывается ниже, чем термическое сопротивление части медной плиты кристаллизатора.
Хотя форма участков 3, заполненных инородным металлом, образованным на внутренней поверхности стенки медной плиты 1 на длинной стороне кристаллизатора показана круглой на фиг. 1 и фиг. 2, данная форма не обязательно является круглой. Любой вид формы может быть использован при условии, что форма представляет собой форму, похожую на круг, как например, эллипс, который не имеет так называемых «углов». В дальнейшем в этом документе форма, похожая на круг, будет называться «квазикруг». В том случае, когда форма участков 3, заполненных инородным металлом, является квазикругом, канавка, образованная на внутренней поверхности стенки медной плиты 1 на длинной стороне кристаллизатора для формирования участков 3, заполненных инородным металлом, будет назваться «квазикруглой канавкой». Примеры квазикруга включают эллипс и прямоугольник, имеющий углы с формой дуги окружности, которые не имеют углов угловой формы, и также может использоваться такая форма, как лепестковая конфигурация. Размер квазикруга измеряется в единицах эквивалентного диаметра круга, который вычисляется из площади квазикруга. Эквивалентный диаметр d круга квазикруга вычисляют с помощью уравнения (3) ниже.
Эквивалентный диаметр круга d=(4×S/π)1/2 (3)
Здесь, в уравнении (3) S обозначает площадь (мм2) участка 3, заполненного инородным металлом.
В случае, описанном в патентном документе 4, где сформированы вертикальные канавки или сетчатые канавки, и где канавки заполнены инородным металлом, существует проблема, заключающаяся в том, что, поскольку напряжение, вызванное различием в термической деформации между инородным металлом и медью, сконцентрировано на границе раздела между инородным металлом и медью, а также на пересечениях сетчатых участков, - на поверхности медной плиты кристаллизатора возникают трещины. В противоположность этому, в случае настоящего изобретения, когда форма участков 3, заполненных инородным металлом, является круглой или квазикруглой, поскольку напряжение с меньшей вероятностью будет сконцентрировано на границе раздела из-за того, что форма границы раздела между инородным металлом и медью является искривленной поверхностью, существует преимущество, заключающееся в том, что трещина с меньшей вероятностью появится на поверхности медной плиты кристаллизатора.
Необходимо, чтобы участки 3, заполненные инородным металлом, имели диаметр d или эквивалентный диаметр d круга от 2 мм до 20 мм. С помощью регулирования диаметра d или эквивалентного диаметра d круга на уровне 2 мм или более достигается достаточное уменьшение теплового потока на участках 3, заполненных инородным металлом, и, таким образом, описанные выше эффекты могут быть реализованы. В дополнение к этому, с помощью регулирования диаметра d или эквивалентного диаметра d круга участков 3, заполненных инородным металлом, на уровне 2 мм или более, легко заполнять круглые вогнутые канавки 2 или квазикруглые вогнутые канавки (не показаны) инородным металлом с помощью способа плакирования или способа газотермического напыления. С другой стороны, с помощью регулирования диаметра d или эквивалентного диаметра d круга участков 3, заполненных инородным металлом, на уровне 20 мм или менее, уменьшение теплового потока на участках 3, заполненных инородным металлом, подавляется, то есть затвердевание задерживается на участках 3, заполненных инородным металлом, и соответственно, концентрация напряжения в затвердевшей корочке в положениях, соответствующих участкам 3, предотвращается, что приводит к предотвращению возникновения трещин на поверхности затвердевшей корочки. Иначе говоря, поскольку поверхностная трещина появляется в случае, когда диаметр d или эквивалентный диаметр d круга составляет более 20 мм, необходимо, чтобы участки 3, заполненные инородным металлом, имели диаметр d или эквивалентный диаметр d круга 20 мм или менее.
В дополнение к этому, чтобы предотвратить истирание, вызываемое затвердевшей корочкой и трещинами на поверхности кристаллизатора из-за термической предыстории, предпочтительно, чтобы слой покрытия был сформирован с помощью способа плакирования или способа газотермического напыления на внутренней поверхности стенки медной плиты кристаллизатора, на которой сформированы участки 3, заполненные инородным металлом. На фиг. 4 представлена схема, иллюстрирующая пример, в котором слой 4 покрытия сформирован с помощью способа плакирования на внутренней поверхности стенки медной плиты кристаллизатора для того, чтобы защитить поверхность медной плиты кристаллизатора. Достаточно сформировать слой 4 покрытия, выполняя плакирование с помощью обычно используемого никеля или сплава на основе никеля, такого как сплав никель-кобальт (Ni-Co сплав с содержанием кобальта 50% масс. или более). Однако, предпочтительно, чтобы толщина h слоя 4 покрытия составляла 2,0 мм или менее. С помощью регулирования толщины h слоя 4 покрытия на уровне 2,0 мм или менее, влияние слоя 4 покрытия на тепловой поток может быть снижено, и можно в достаточной степени реализовать эффекты периодического изменения теплового потока, обусловленные участками 3, заполненными инородным металлом. Также в случае, когда слой покрытия формируют с помощью способа газотермического напыления, слой покрытия может быть сформирован таким же образом, как описано выше.
Хотя участки 3, заполненные инородным металлом, имеющие одинаковую форму, сформированы в направлении литья или в направлении ширины кристаллизатора на фиг. 1, в настоящем изобретении не всегда необходимо, чтобы участки 3, заполненные инородным металлом, имеющие одинаковую форму, были сформированы. В дополнение к этому, пока диаметр или эквивалентный диаметр круга участков 3, заполненных инородным металлом, находится в пределах диапазона 2-20 мм, диаметр участков 3, заполненных инородным металлом, может варьировать в направлении литья или в направлении ширины кристаллизатора. Кроме того, в этом случае можно предотвратить появление трещины на поверхности отливки, вызванное неравномерным охлаждением затвердевшей корочки в кристаллизаторе.
Эксперимент 1
Эксперимент проводили для исследования взаимосвязи между диаметром d участков 3, заполненных инородным металлом, которые были сформированы на внутренней поверхности стенки медной плиты кристаллизатора, и численной плотностью трещин на поверхности литого сляба, который был получен с помощью кристаллизатора. В данном эксперименте использовали водоохлаждаемый медный кристаллизатор, внутренняя полость которого имела длину длинной стороны 2,1 м и длину короткой стороны 0,25 м, и который имел участки 3, заполненные инородным металлом, сформированные на внутренней поверхности его стенки. Длина (= длина кристаллизатора) от верхнего края до нижнего края водоохлаждаемого медного кристаллизатора составляла 900 мм, мениск был расположен на 80 мм ниже, чем верхний край кристаллизатора в испытании, и участки 3, заполненные инородным металлом, были сформированы на внутренней поверхности стенки кристаллизатора, в зоне от положения, находящегося на 30 мм выше мениска, до положения, находящегося на 190 мм ниже мениска (длина зоны: (расстояние Q + расстояние R) = 220 мм).
В этом эксперименте непрерывную разливку стали осуществляли многократно, используя кристаллизатор машины для непрерывной разливки, в котором медный сплав, имеющий теплопроводность λc 119 Вт/(м·K), использовали для медной плиты кристаллизатора, сплав никеля (имеющий теплопроводность 90 Вт/(м·K)), использовали в качестве инородного металла, и было сформировано множество круглых участков 3, заполненных инородным металлом, имеющих толщину Н заполнения 0,5 мм.
С помощью осуществления испытаний непрерывной разливки с различными значениями диаметра d круглых вогнутых канавок 2, т.е. диаметра d участков 3, заполненных инородным металлом, определяли плотность поверхностных трещин литого сляба. С помощью обнаружения трещин на поверхности литого сляба при выполнении визуальной оценки с использованием цветового теста, путем определения длины каждой из продольных трещин на поверхности отливки, путем определения продольной трещины, имеющей длину 1 см или более, в качестве поверхностной трещины, и с помощью подсчета числа трещин на поверхности литого сляба, рассчитывали численную плотность поверхностных трещин (число/м2).
На фиг. 5 проиллюстрирована взаимосвязь между диаметром d участков 3, заполненных инородным металлом, и численной плотностью трещин на поверхности литого сляба. В том случае, когда диаметр участков 3, заполненных инородным металлом, составлял менее 2 мм или более 20 мм, - на поверхности литого сляба появлялось большое число трещин. Предполагается, что в случае, когда диаметр участков 3, заполненных инородным металлом, составлял менее 2 мм или более 20 мм, поскольку напряжение превращения, вызванное уменьшением в объеме во время превращения затвердевшей корочки, не являлось деконцентрированным, происходило концентрирование напряжения, что приводило к увеличению численной плотности трещин на поверхности литого сляба по сравнению со случаем, когда были сформированы участки 3, заполненные инородным металлом, имеющим диаметр d от 2 мм до 20 мм.
Эксперимент 2
Поскольку физические свойства, такие как коэффициент расширения участков 3, заполненных инородным металлом, отличаются от свойств медной плиты кристаллизатора (из чистой меди или медного сплава), участки 3, заполненные инородным металлом, обычно отделяются от границы раздела с медной плитой кристаллизатора. Соответственно, срок службы кристаллизатора машины для непрерывной разливки по настоящему изобретению, как правило, более короткий, чем срок службы традиционного кристаллизатора, в котором участки 3, заполненные инородным металлом, не сформированы. В связи с этим, авторы настоящего изобретения тщательно провели исследования в отношении физических свойств участков 3, заполненных инородным металлом, и, в результате, пришли к выводу, что срок службы кристаллизатора зависит от отношения твердости по Виккерсу медной плиты кристаллизатора к твердости по Виккерсу инородного металла и от отношения коэффициента теплового расширения медной плиты кристаллизатора к коэффициенту теплового расширения инородного металла. Для подтверждения этого вывода были проведены испытания.
Используя кристаллизатор, имеющий меньший размер, чем размер кристаллизатора в эксперименте 1, экспериментальную непрерывную разливку выполняли 300 раз в качестве испытаний для проверки предельного срока службы кристаллизатора. При выполнении экспериментальной непрерывной разливки 300 раз трещины обычно появляются на границе раздела на поверхности внутренней стенки между медной плитой кристаллизатора и инородным металлом в большинстве случаев. Такая 300-кратная экспериментальная непрерывная разливка выполнялась множество раз. Испытания проводили с использованием кристаллизаторов, имеющих различные значения для HVc/HVm и αc/αm за счет изменения металла (чистая медь или медный сплав), из которого состояла медная плита кристаллизатора, и металла, из которого состояли участки 3, заполненные инородным металлом. Глубину трещины, которая появлялась, т.е. глубину трещины кристаллизатора, которая возникала на границе раздела, от поверхности кристаллизатора, определяли с помощью метода ультразвуковой дефектоскопии. На фиг. 6 представлен график, иллюстрирующий взаимосвязь между HVc/HVm и глубиной трещины на границе раздела между инородным металлом и медной плитой кристаллизатора, и на фиг. 7 представлен график, иллюстрирующий взаимосвязь между αc/αm и описанной выше глубиной трещины [мм].
Как показано на фиг. 6 и фиг. 7, в случае, когда HVc/HVm составляет 0,3 или более и 2,3 или менее, и когда αc/αm составляет 0,7 или более и 3,5 или менее, можно сделать глубину трещины намного меньше, чем в других случаях, даже если трещины возникают на внутренней поверхности стенки кристаллизатора.
Таким образом, в настоящем изобретении необходимо, чтобы отношение твердости по Виккерсу медной плиты кристаллизатора к твердости по Виккерсу инородного металла удовлетворяло выражению отношения (1) ниже.
0,3 ≤ HVc/HVm ≤ 2,3 (1)
Здесь, в выражении отношения (1) HVc обозначает твердость по Виккерсу (кгс/мм2) медной плиты кристаллизатора, и HVm обозначает твердость по Виккерсу (кгс/мм2) инородного металла. Можно определить твердость по Виккерсу HV с помощью проведения испытания на твердость по Виккерсу, предусмотренного в JIS Z 2244. Например, твердость по Виккерсу HVc составляет 37,6 кгс/мм2 в случае, когда для медной плиты кристаллизатора используется чистая медь, и твердость по Виккерсу HVm составляет 65,1 кгс/мм2 в случае, когда в качестве инородного металла используется никель.
В дополнение к этому, в настоящем изобретении необходимо, чтобы отношение коэффициента теплового расширения медной плиты кристаллизатора к коэффициенту теплового расширения инородного металла удовлетворяло выражению отношения (2) ниже.
0,7 ≤ αc/αm ≤ 3,5 (2)
Здесь, в выражении отношения (2), αc обозначает коэффициент теплового расширения (мкм/(м×K)) кристаллизатора, и αm обозначает коэффициент теплового расширения (мкм/(м×K)) инородного металла. Коэффициент теплового расширения можно определить с помощью прибора для проведения термомеханического анализа (ТМА). Например, коэффициент теплового расширения αc составляет 16,5 мкм/(м×K) в случае, когда для медной плиты кристаллизатора используется чистая медь, и коэффициент теплового расширения αm составляет 13,4 мкм/(м×K) в случае, когда в качестве инородного металла используется никель.
Можно изменить значения твердости по Виккерсу HV и коэффициента теплового расширения с помощью изменения химического состава металла или с помощью изменения материала металла. Например, в случае, когда в качестве инородного металла используется хром вместо никеля, имеет место повышение HVm и понижение αm.
В случае кристаллизатора машины для непрерывной разливки, который удовлетворяет выражению отношения (1) и (2), инородный металл с меньшей вероятностью может быть отделен от поверхности кристаллизатора, когда осуществляется непрерывная разливка стали, и трещина с меньшей вероятностью может появиться на поверхности кристаллизатора. Кроме того, даже если трещина появляется, поскольку глубина трещины вряд ли будет большой, происходит увеличение срока службы кристаллизатора. Здесь, термин «трещина» относится к трещине, которая появляется на внутренней поверхности стенки медной плиты кристаллизатора, и, в частности, такая трещина, как правило, появляется на границе раздела между медной плитой кристаллизатора и инородным металлом на внутренней поверхности стенки.
Эксперимент 3
Когда осуществляется непрерывная разливка стали, с помощью подачи расплавленной стали в кристаллизатор машины для непрерывной разливки, с помощью качания кристаллизатора, с помощью подачи литейного порошка на поверхность расплавленной стали, которая была залита в кристаллизатор, и с помощью вытягивания затвердевшей корочки из кристаллизатора при одновременном охлаждении кристаллизатора получают отливку. Проводились эксперименты, в которых литейный порошок, имеющий химический состав, который обычно вызывает кристаллизацию, использовали для предотвращения образования трещины на поверхности отливки среднеуглеродистой стали, которая сопровождается перитектической реакцией. При использовании литейного порошка, имеющего химический состав, который обычно вызывает кристаллизацию, существует увеличение термического сопротивления слоя литейного порошка, и, соответственно, это способствует медленному охлаждению затвердевшей корочки. Как описано выше, в случае, когда используется кристаллизатор машины для непрерывной разливки, с помощью которой реализуется эффект периодического изменения теплового потока из-за участков 3, заполненных инородным металлом, поскольку наблюдается уменьшение напряжения, прилагаемого к затвердевшей корочке из-за медленного охлаждения, без регулирования химического состава литейного порошка, можно ожидать эффекта предотвращения появления поверхностной трещины даже в случае типа стали, который подвергается большей величине превращения.
Однако авторы настоящего изобретения для того, чтобы предотвратить появление трещины на поверхности отливки в большей степени в случае, когда отливку среднеуглеродистой стали непрерывно осуществляют при использовании описанного выше кристаллизатора машины для непрерывной разливки, провели исследования в отношении химического состава литейного порошка, который способствует медленному охлаждению посредством использования участков 3, заполненных инородным металлом.
В том случае, когда литейный порошок, который способствует медленному охлаждению, используется в обычном кристаллизаторе, существует опасность недостаточной толщины затвердевшей корочки за счет уменьшения количества тепла, отводимого через кристаллизатор. Однако, в случае вышеописанного кристаллизатора машины для непрерывной разливки, поскольку имеется увеличение способности прилипать между затвердевшей корочкой и поверхностью кристаллизатора из-за уменьшения величины деформации затвердевшей корочки вблизи мениска, можно препятствовать уменьшению толщины затвердевшей корочки из-за тенденции к увеличению количества тепла, отводимого через кристаллизатор, что позволяет использовать литейный порошок, который способствует медленному охлаждению и который не использовался. Химический состав такого литейного порошка будет описан ниже.
В настоящем изобретении используется литейный порошок, содержащий главным образом CaO, SiO2 и Al2O3, и основность, которая выражается отношением ((CaO % по массе)/(SiO2 % по массе)) концентрации CaO к концентрации SiO2 в литейном порошке, составляет 1,0 или более и 2,0 или менее. Здесь выражение «литейный порошок, содержащий главным образом CaO, SiO2 и Al2O3», относится к случаю, когда сумма концентраций CaO, SiO2 и Al2O3 составляет от 80% масс. до 90% масс. Поскольку основность является важным показателем для образования однородного кристалла куспидина, авторы настоящего изобретения провели исследования, касающиеся взаимосвязи между основностью литейного порошка и температурой (температурой кристаллизации), при которой литейный порошок кристаллизуется. На фиг. 8 проиллюстрирована эта взаимосвязь.
Как показано на фиг. 8, в случае, когда основность литейного порошка составляет 1,0 или более и 2,0 или менее, температура кристаллизации является высокой, и можно ожидать, что возникновению трещины будет эффективно препятствовать эффект медленного охлаждения в кристаллизаторе. В том случае, когда основность составляет менее 1,0 или более 2,0, температура кристаллизации является низкой, и предполагается, что эффект медленного охлаждения за счет кристаллизации литейного порошка является небольшим.
Хотя было установлено, что температура кристаллизации является высокой в случае, когда основность литейного порошка составляет 1,0 или более и 2,0 или менее, как описано выше, авторы настоящего изобретения рассматривают добавление некоторых компонентов в литейный порошок с целью предотвращения чрезмерного замедления охлаждения в кристаллизаторе путем предотвращения чрезмерной кристаллизации, то есть для предотвращения чрезмерного уменьшения толщины затвердевшей корочки на выходе из кристаллизатора.
В результате, было установлено, что в случае, когда литейный порошок дополнительно содержит Na2O и Li2O, и когда сумма концентраций Na2O и Li2O составляет 5,0% масс. или более и 10,0% масс. или менее, можно получить толстую затвердевшую корочку в кристаллизаторе при медленном охлаждении затвердевшей корочки. Далее будет описано испытание, с помощью которого был найден оптимальный литейный порошок.
Испытание проводили, используя кристаллизатор, в котором были сформированы участки 3, заполненные инородным металлом, имеющие диаметр d 20 мм, и используя литейный порошок, содержащий главным образом CaO, SiO2, и Al2O3, и дополнительно Na2O и Li2O. Другие условия были такими же, как и в эксперименте 1, и непрерывную разливку стали осуществляли многократно. Испытания проводили при использовании различных типов литейного порошка, имеющих постоянную основность 1,5 и различные значения суммы концентраций Na2O и Li2O. Для того, чтобы выяснить влияние литейного порошка на количество тепла, отводимого через кристаллизатор, скорость потока охлаждающей воды, подаваемой в кристаллизатор, была одинаковой для всех испытаний.
Используя результаты множества испытаний, исследовали влияние суммы концентраций Na2O и Li2O литейного порошка на общее количество тепла Q, отведенного через кристаллизатор. На фиг. 9 представлен график, иллюстрирующий взаимосвязь между суммой концентраций Na2O и Li2O литейного порошка и общим количеством тепла Q, отведенного через кристаллизатор.
Как показано на фиг. 9, в случае, когда сумма концентраций Na2O и Li2O составляет менее 5,0% масс., существует тенденция к повышению общего количества тепла Q, отводимого через кристаллизатор, и, таким образом, сложно осуществить медленное охлаждение в кристаллизаторе. С другой стороны, в случае, когда сумма концентраций Na2O и Li2O составляет более 10,0% масс., медленное охлаждение в кристаллизаторе стимулируется чрезмерно в результате того, что кристаллизация литейного порошка стимулируется больше, чем необходимо, и, соответственно, толщина затвердевшей корочки на выходе из кристаллизатора является маленькой, что повышает опасность возникновения прорыва. Было установлено, что в случае, когда сумма концентраций Na2O и Li2O литейного порошка составляет 5,0% масс. или более и 10,0% масс. или менее, общее количество тепла Q, отводимое через кристаллизатор, принимает среднее значение. Таким образом, в сочетании с эффектом гомогенизации затвердевания корочки благодаря использованию заполняющего инородного металла, можно препятствовать образованию трещины на поверхности отливки в еще большей степени.
Хотя литейный порошок содержит в основном CaO, SiO2 и Al2O3, и дополнительно Na2O и Li2O, в нем могут содержаться также и другие компоненты. Литейный порошок может содержать, например, MgO, CaF2, BaO, MnO, B2O3, Fe2O3 и ZrO2 и, чтобы регулировать скорость плавления литейного порошка, - углерод, а также литейный порошок может содержать и другие неизбежные примеси.
Литейный порошок, подаваемый на мениск, плавится и проходит между внутренней поверхностью стенки качающегося кристаллизатора и затвердевшей корочкой. В это время шаг качания может составлять от 4 мм до 10 мм, и изменение частоты может составлять 50-180 циклов в минуту.
Эксперимент 4
Испытания проводили с использованием литейного порошка, имеющего сумму концентраций Na2O и Li2O 7,5% масс., при различных скоростях потока охлаждающей воды, подаваемой в кристаллизатор, для принудительного изменения общего количества тепла Q, отводимого через кристаллизатор. Другие условия были такими же, как и в эксперименте 3, и непрерывную разливку стали осуществляли многократно.
По результатам множества испытаний была получена взаимосвязь между общим количеством тепла Q, отведенного через кристаллизатор, и численной плотностью трещин на поверхности литого сляба. В этих испытаниях, путем определения показателя численной плотности поверхностных трещин каждого из испытаний как отношения численной плотности (число/м2) трещин на поверхности литого сляба к численной плотности (число/м2) трещин на поверхности литого сляба, который получали при осуществлении непрерывной разливки стали с помощью традиционного кристаллизатора, такого как кристаллизатор машины для непрерывной разливки, в котором не было сформировано участков 3, заполненных инородным металлом, благодаря чему показатель литого сляба, полученного при осуществлении непрерывной разливки стали с помощью традиционного кристаллизатора, в котором не было сформировано участков 3, заполненных инородным металлом, составлял 1,0; данный показатель использовали в качестве меры числа поверхностных трещин.
На фиг. 10 представлен график, иллюстрирующий взаимосвязь между общим количеством тепла Q, отведенного через кристаллизатор, и показателем численной плотности трещин на поверхности литого сляба. Как показано на фиг. 10, установлено, что в случае, когда общее количество Q тепла, отводимое через кристаллизатор, составляет 0,5 МВт/м2 или более и 2,5 МВт/м2 или менее, можно существенно снизить число поверхностных трещин. Здесь, в случае, когда общее количество тепла Q, отводимое через кристаллизатор, составляет примерно от 1,5 МВт/м2 до 2,5 МВт/м2, наблюдается тенденция к небольшому увеличению показателя численной плотности поверхностных трещин с увеличением общего количества тепла Q, отводимого через кристаллизатор. Предполагается, что это происходит потому, что хотя влияние заполнения инородным металлом и существует, - происходит снижение эффекта медленного охлаждения.
Таким образом, в случае, когда осуществляется непрерывная разливка стали с помощью подачи расплавленной стали в кристаллизатор машины для непрерывной разливки, в котором были сформированы участки 3, заполненные инородным металлом, и с помощью подачи литейного порошка, содержащего главным образом CaO, SiO2, и Al2O3, и дополнительно Na2O и Li2O, на поверхность расплавленной стали в кристаллизаторе, предпочтительно, чтобы кристаллизатор охлаждался таким образом, чтобы общее количество тепла Q, отводимое через кристаллизатор, составляло 0,5 МВт/м2 или более и 2,5 МВт/м2 или менее. Это позволяет существенно уменьшить число трещин на поверхности литого сляба.
Эксперимент 5
Исследовали влияние удлинения при разрыве слоя покрытия, сформированного (способом плакирования или способом газотермического напыления) на внутренней поверхности стенки медной плиты кристаллизатора, на появление трещины на поверхности кристаллизатора. Выражение «удлинение при разрыве слоя покрытия» здесь относится к «относительному удлинению при разрыве», определяемому в соответствии с испытанием «Metallic materials-Tensile testing» («Материалы металлические. Метод испытаний на растяжение»), предусмотренным в JIS Z2241.
С помощью формирования множества участков 3, заполненных инородным металлом, на поверхности медной плиты, и с помощью дальнейшего формирования слоя покрытия, покрывающего эти участки 3, заполненные инородным металлом, при использовании способа плакирования, получали образцы, имеющие слои покрытия с разными значениями удлинения при разрыве. В результате проведения на этих образцах испытания на термическую усталость (JIS 2278, верхняя температура: 700°C, нижняя температура: 25°C) оценивали срок службы кристаллизатора на основании числа трещин, которые появлялись на поверхности образцов. На фиг. 11 представлен график, иллюстрирующий взаимосвязь между удлинением при разрыве слоя покрытия и числом трещин медной плиты.
Установлено, что в случае, когда удлинение при разрыве слоя покрытия составляет 8% или более, можно препятствовать образованию трещины на поверхности медной плиты, вызванному тепловым расширением медной плиты и участков 3, заполненных инородным металлом. В дополнение к этому, нежелательно, чтобы удлинение при разрыве слоя покрытия было меньше 8%, так как, поскольку невозможно снизить влияние теплового расширения медной плиты и участков 3, заполненных инородным металлом, - существует тенденция к появлению трещины на поверхности медной плиты.
Как описано выше, в соответствии с настоящим изобретением, поскольку множество участков 3, заполненных инородным металлом, расположены в направлении ширины и в направлении литья кристаллизатора машины для непрерывной разливки, в зоне вблизи мениска, включающей мениск, термическое сопротивление кристаллизатора машины для непрерывной разливки повышается и понижается регулярно и периодически в направлении ширины и в направлении литья кристаллизатора вблизи мениска. При этом тепловой поток от затвердевшей корочки к кристаллизатору машины для непрерывной разливки повышается и понижается регулярно и периодически вблизи мениска, т.е. на ранней стадии затвердевания. В результате такого регулярного и периодического повышения и понижения теплового потока, поскольку происходит снижение в напряжении из-за превращения из δ-железа в γ-железо и в тепловом напряжении, отмечается уменьшение величины деформации затвердевшей корочки, вызванной этими напряжениями. В результате уменьшения величины деформации затвердевшей корочки неравномерное распределение теплового потока, вызванное деформацией затвердевшей корочки, становится равномерным, и, поскольку образуемое напряжение деконцентрированно, происходит уменьшение числа различных деформаций, что приводит к предотвращению возникновения трещин на поверхности затвердевшей корочки.
Кроме того, поскольку отношение твердости по Виккерсу HVc медной плиты кристаллизатора к твердости по Виккерсу HVm инородного металла и отношение коэффициента теплового расширения αc медной плиты кристаллизатора к коэффициенту теплового расширения αm инородного металла регулируют в пределах определенных диапазонов, можно уменьшить напряжение, прикладываемое к поверхности кристаллизатора, вызванное разницей в величине истирания поверхности кристаллизатора из-за разницы в твердости между медной плитой кристаллизатора и участками, заполненными инородным металлом, и из-за разницы в тепловом расширении. Следовательно, срок службы кристаллизатора становится больше.
В дополнение к этому, поскольку общее количество тепла Q, отводимое через кристаллизатор, регулируется в пределах указанного диапазона с помощью регулирования химического состава литейного порошка и с помощью регулирования скорости потока подаваемой охлаждающей воды, можно предотвратить образование трещин на поверхности затвердевшей корочки и можно замедлить образование трещин в литом слябе.
Примеры
С помощью подготовки водоохлаждаемого медного кристаллизатора, проиллюстрированного на фиг. 1, в котором множество круглых участков, имеющих диаметр 20 мм, заполненных инородным металлом, было сформировано на внутренней поверхности стенки медной плиты кристаллизатора, и с помощью литья среднеуглеродистой стали (имеющей химический состав, содержащий C: 0,08-0,17 % масс., Si: 0,10-0,30 % масс., Mn: 0,50-1,20 % масс., P: 0,010-0,030 % масс., S: 0,005-0,015 % масс., и Al: 0,020-0,040 % масс.) при использовании полученного водоохлаждаемого медного кристаллизатора, проводили испытание для исследования появления трещин на поверхности отливок. Внутренняя полость водоохлаждаемого медного кристаллизатора имела длину длинной стороны 1,8 м и длину короткой стороны 0,26 м.
Длина (= длина кристаллизатора) от верхнего края до нижнего края используемого водоохлаждаемого медного кристаллизатора составляла 900 мм, и положение мениска (верхней поверхности расплавленной стали в кристаллизаторе) при осуществлении обычной разливки было задано на 100 мм ниже верхнего края кристаллизатора. Круглые вогнутые канавки были сформированы в зоне между положением на 80 мм ниже верхнего края кристаллизатора и положением на 300 мм ниже верхнего края кристаллизатора на внутренней поверхности стенки медной плиты кристаллизатора (расстояние Q=20 мм, расстояние R=200 мм, длина зоны: (расстояние Q + расстояние R) = 220 мм), и были сформированы участки, заполненные инородным металлом, с помощью заполнения круглых вогнутых канавок инородным металлом, таким как сплав никеля (имеющий теплопроводность 80 Вт/(м·K)), используя способ плакирования.
Непрерывную разливку стали многократно осуществляли, используя медный сплав, имеющий теплопроводность примерно 380 Вт/(м·K), твердость по Виккерсу HVc 37,6 кгс/мм2 и коэффициент теплового расширения αc 16,5 μм/(м·K) для медной плиты кристаллизатора, с круглыми вогнутыми канавками, заполненными различными видами инородного металла, с различным химическим составом литейного порошка, и с различными значениями общего количества тепла Q, отводимого через кристаллизатор (примеры 1-11 настоящего изобретения и сравнительные примеры 1-7). В дополнение к этому, для сравнения с примерами 1-11 настоящего изобретения и сравнительными примерами 1-7, непрерывную разливку стали осуществляли при использовании обычного кристаллизатора машины для непрерывной разливки, в котором не было сформировано участков 3, заполненных инородным металлом (традиционный пример).
Условия и тому подобное, такие как значения твердости по Виккерсу HVm и коэффициент теплового расширения αm инородного металла кристаллизатора машины для непрерывной разливки, использовавшиеся в примерах 1-11 настоящего изобретения и сравнительных примерах 1-7, и значения основности литейного порошка, значения суммы концентраций Na2O и Li2O, и общее количество тепла Q, отводимое через кристаллизатор, использовавшиеся в примерах 1-11 настоящего изобретения, сравнительных примерах 1-7 и традиционном примере, приводятся в таблице 1.
Таблица 1
[кгс/мм2]
[мкм/(м×K)]
[-]
[-]
[-]
[% масс.]
[МВт/м2]
[%]
Кристаллизаторы в примерах 1-11 настоящего изобретения удовлетворяли условиям, в которых отношение (HVc/HVm) твердости по Виккерсу HVc кристаллизатора к твердости по Виккерсу HVm заполняющего металла составляет 0,3 или более и 2,3 или менее, и отношение (αc/αm) коэффициента теплового расширения αc кристаллизатора к коэффициенту теплового расширения αm заполняющего металла составляет 0,7 или более и 3,5 или менее. Соответственно, кристаллизаторы в примерах 1-11 настоящего изобретения удовлетворяли выражениям отношения (1) и (2). С другой стороны, сравнительные примеры удовлетворяли только одному или ни одному из выражений отношения (1) и (2).
В примерах 1-11 настоящего изобретения, сравнительных примерах 1-7 и традиционном примере определяли плотность трещин на поверхности изготовленных литых слябов. С помощью обнаружения трещин на поверхности литого сляба при выполнении визуальной оценки с использованием цветового теста, путем определения длины каждой из продольных трещин на поверхности отливки, путем определения продольной трещины, имеющей длину 1 см или более, в качестве поверхностной трещины, и с помощью подсчета числа поверхностных трещин, рассчитывали численную плотность поверхностных трещин (число/м2). Путем определения показателя численной плотности поверхностных трещин каждого из испытаний как отношения численной плотности (число/м2) трещин на поверхности литого сляба к численной плотности (число/м2) трещин на поверхности литого сляба в традиционном примере, где показатель литого сляба в традиционном примере был 1,0; данный показатель использовали в качестве меры числа поверхностных трещин. На фиг. 12 показаны показатели численной плотности поверхностных трещин в примерах 1-11 настоящего изобретения и сравнительных примерах 1-7.
Как показано на фиг. 12, в то время как показатель численной плотности поверхностных трещин составляет менее 0,4 в случае примеров 1-11 настоящего изобретения, показатель составляет более 0,4 в случае сравнительных примеров 1-7. Таким образом, установлено, что в соответствии с настоящим изобретением, которое удовлетворяет выражениям отношения (1) и (2), можно предотвратить образование трещин на поверхности затвердевшей корочки и можно замедлить образование трещин в литом слябе.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛИ | 2017 |
|
RU2733525C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2020 |
|
RU2788426C1 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2009 |
|
RU2403121C1 |
| Кристаллизатор для установок непрерывной разливки стали | 1980 |
|
SU904879A1 |
| СОГЛАСОВАНИЕ ТЕПЛОПЕРЕДАЧИ У КРИСТАЛЛИЗАТОРОВ, В ЧАСТНОСТИ, В ЗОНЕ ЗЕРКАЛА РАСПЛАВА | 2003 |
|
RU2310543C2 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| Установка непрерывной разливки металлов | 1978 |
|
SU772693A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ КОРДОВОЙ СТАЛИ | 2001 |
|
RU2234389C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ СОРТОВЫХ ИЛИ БЛЮМОВЫХ ЗАГОТОВОК | 2005 |
|
RU2388572C2 |
Изобретение относится к непрерывной разливке. Кристаллизатор содержит плиту (1) из меди или медного сплава. На всей внутренней поверхности плиты (1) или на ее части, по меньшей мере, в зоне от мениска жидкой стали до положения на 20 мм или более ниже мениска жидкой стали, выполнены отдельные участки (3), заполненные металлом, теплопроводность которого составляет 80% или менее или 125% или более теплопроводности металла плиты кристаллизатора. Участки (3) расположены с обеспечением регулярного и периодического повышения и понижения термического сопротивления кристаллизатора вблизи мениска жидкой стали в направлении ширины кристаллизатора и в направлении литья. Обеспечивается предотвращение поверхностных трещин корочки заготовки на ранней стадии кристаллизации, снижается образование трещин на стенке кристаллизатора. 3 н. и 4 з.п. ф-лы, 12 ил., 6 пр., 1 табл.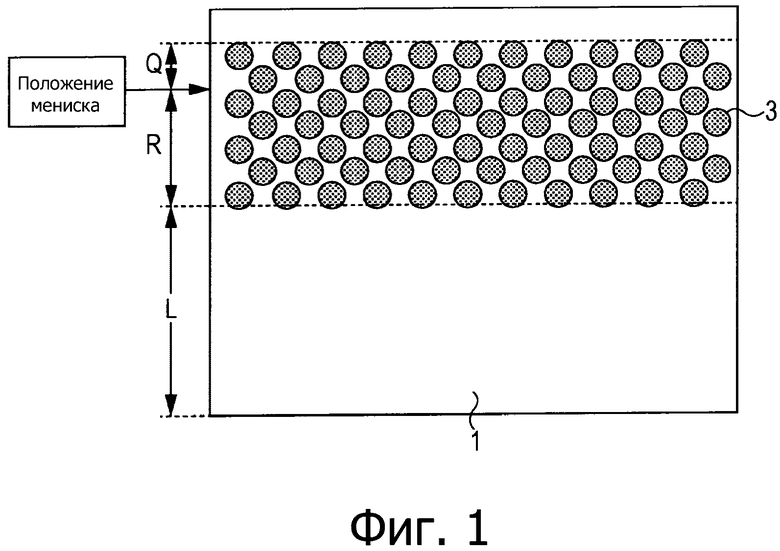
1. Кристаллизатор машины для непрерывной разливки стали, содержащий плиту, выполненную из меди или медного сплава, на всей внутренней поверхности которой или на ее части, по меньшей мере в зоне от мениска жидкой стали до положения на 20 мм или более ниже мениска жидкой стали, выполнены отдельные участки, заполненные металлом, теплопроводность которого составляет 80% или менее или 125% или более теплопроводности металла плиты кристаллизатора, причем отдельные участки расположены с обеспечением регулярного и периодического повышения и понижения термического сопротивления кристаллизатора вблизи мениска жидкой стали в направлении ширины кристаллизатора и в направлении литья, при этом отношение твердости по Виккерсу металла плиты кристаллизатора к твердости по Виккерсу металла, заполняющего отдельные участки плиты кристаллизатора, составляет:
0,3 ≤ HVc/HVm ≤ 2,3,
где HVc – твердость по Виккерсу металла плиты кристаллизатора, кг⋅с/мм2;
HVm – твердость по Виккерсу металла, заполняющего отдельные участки плиты кристаллизатора, кг⋅с/мм2, причем
отношение коэффициента теплового расширения металла плиты кристаллизатора к коэффициенту теплового расширения металла, заполняющего отдельные участки плиты кристаллизатора, составляет:
0,7 ≤ αc/αm ≤ 3,5,
где αc - коэффициент теплового расширения металла плиты кристаллизатора, мкм/(м×K);
αm – коэффициент теплового расширения металла, заполняющего отдельные участки плиты кристаллизатора, мкм/(м×K).
2. Кристаллизатор машины для непрерывной разливки стали, содержащий плиту, выполненную из меди или медного сплава, на всей внутренней поверхности которой или на ее части, по меньшей мере в зоне от мениска жидкой стали до положения на 20 мм или более ниже мениска жидкой стали, выполнены отдельные участки, заполненные металлом, теплопроводность которого составляет 80% или менее или 125% или более теплопроводности металла плиты кристаллизатора, причем отдельные участки выполнены в виде круглых вогнутых канавок диаметром 2-20 мм или в виде квазикруглых вогнутых канавок, имеющих эквивалентный диаметр круга 2-20 мм, при этом отношение твердости по Виккерсу металла плиты кристаллизатора к твердости по Виккерсу металла, заполняющего отдельные участки плиты кристаллизатора, составляет:
0,3 ≤ HVc/HVm ≤2,3,
где HVc – твердость по Виккерсу металла плиты кристаллизатора, кг⋅с/мм2;
HVm – твердость по Виккерсу металла, заполняющего отдельные участки плиты кристаллизатора, кг⋅с/мм2, причем
отношение коэффициента теплового расширения металла плиты кристаллизатора к коэффициенту теплового расширения металла, заполняющего отдельные участки плиты кристаллизатора, составляет:
0,7 ≤ αc/αm ≤3,5,
где αc - коэффициент теплового расширения металла плиты кристаллизатора, мкм/(м×K);
αm – коэффициент теплового расширения металла, заполняющего отдельные участки плиты кристаллизатора, мкм/(м×K).
3. Кристаллизатор по п. 1 или 2, который на внутренней поверхности стенки содержит слой покрытия, сформированный путем плакирования или газотермического напыления, удлинение при разрыве которого составляет 8% или более, причем отдельные участки плиты кристаллизатора, заполненные упомянутым металлом, содержат слой покрытия.
4. Кристаллизатор по п. 3, в котором покрытие содержит никель или никель-кобальтовый сплав с содержанием кобальта 50 мас.%. или более.
5. Способ непрерывной разливки стали с использованием кристаллизатора машины для непрерывной разливки стали по любому из пп. 1-4, включающий заливку расплавленной стали в кристаллизатор, ее охлаждение с образованием затвердевшей корочки и вытягивание отливки, имеющей затвердевшую корочку в виде наружной оболочки и незатвердевшую расплавленную сталь внутри затвердевшей корочки, из кристаллизатора.
6. Способ по п. 5, в котором обеспечивают качание плиты кристаллизатора и подачу литейного порошка на поверхность расплавленной стали в кристаллизаторе, при этом литейный порошок содержит CaO, SiO2, Al2O3, Na2O и Li2O, причем основность литейного порошка, представляющая собой отношение CaO/SiO2 (мас.%), составляет 1,0-2,0, а суммарная концентрация Na2O и Li2O составляет 5,0-10,0 мас.%.
7. Способ по п. 6, в котором обеспечивают охлаждение кристаллизатора, при котором общее количество тепла Q, отведенного через кристаллизатор, составляет 0,5-2,5 МВт/м2.
| WO 2014002409 A1, 03.01.2014 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| JP 2001105102 A, 17.04.2001 | |||
| ТРУБА КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛЕЙ, В ЧАСТНОСТИ ПЕРИТЕКТИЧЕСКИХ СТАЛЕЙ, И КРИСТАЛЛИЗАТОР, ОСНАЩЕННЫЙ ТАКОЙ ТРУБОЙ | 1998 |
|
RU2203158C2 |
| Кристаллизатор для установок непрерывной разливки стали | 1980 |
|
SU904879A1 |

