Настоящее изобретение относится к калибратору, который используют для изготовления экструдируемых полых термопластичных профилей, которые обычно имеют прямоугольное поперечное сечение, причем такой калибратор имеет неподвижный каркас, поддерживающий большое количество листовых калибрующих пластин, которые размещены на расстоянии друг от друга таким образом, что вместе они образуют канал, который проходит через калибратор, причем поперечное сечение такого канала определяет наружную форму производимого термопластичного профиля.
Недостаток общепринятых калибраторов состоит в том, что их нужно заменять каждый раз, когда должен быть произведен термопластичный профиль, который имеет другой размер. Данная замена является очень трудоемкой и хлопотной не только потому, что калибратор довольно длинный, но также потому, что его вставляют в калибрующую емкость ограниченного размера, причем, когда меняют размер профиля, калибратор из такой емкости должен быть сначала вывинчен и извлечен, а затем заменен другим калибратором, который был видоизменен для обеспечения размера нового профиля, который должен быть произведен.
Задача настоящего изобретения состоит в том, чтобы решить и любым путем полностью устранить упомянутый выше недостаток. Это достигнуто путем создания калибратора, который отличается тем, что, по меньшей мере, одна часть калибрующих пластин является подвижной, причем подвижная часть образует одну из стенок канала, при этом такая часть расположена перпендикулярно к каналу и, в дополнение, может быть регулируемой, что, в свою очередь, обеспечивает регулировку или видоизменение калибратора, чтобы он подходил для термопластичных профилей, имеющих различные соотношения высоты/ширины. Посредством регулирования соотношения высоты/ширины термопластичного профиля также становится возможно до некоторой степени видоизменять кольцо жесткости трубки, которая должна быть произведена из термопластичного профиля.
В соответствии с одним простым и доступным применением каждая калибрующая пластина имеет центральный прямоугольный просвет, который определяет максимальный размер и форму поперечного сечения канала калибратора, причем в этом случае одну из боковых стенок просвета ограничивают бруском, который можно перемещать либо в плоскости калибрующей пластины или параллельно к ней, и можно перемещать как в направлении в сторону боковой стенки напротив просвета, так и от нее. Это делает возможным изменять размер термопластичного профиля в направлении перемещения бруска.
В соответствии с еще одним видом применения каждая вторая калибрующая пластина является неподвижной и имеет центральный прямоугольный просвет, и в то же самое время каждая другая пластина выполнена из пары параллельных брусков, каждый из которых можно перемещать как в направлении друг к другу, так и в противоположных направлениях, что обеспечивает возможность регулировать высоту или ширину канала калибратора. Если упомянутые выше бруски, которые можно перемещать как навстречу друг другу, так и в противоположных направлениях, размещают таким образом, что их можно одновременно перемещать на равное расстояние в обоих направлениях, это обеспечивает то, что центральная ось изготавливаемого термопластичного профиля, независимо от размера и формы, не будет смещаться по отношению как к входному, так и выходному отверстиям калибрующей емкости.
В соответствии с предпочтительным вариантом осуществления каждая вторая калибрующая пластина сконструирована из пары горизонтальных брусков, каждый из которых можно перемещать как по направлению друг к другу, так и в противоположных направлениях, а каждая другая листовая калибрующая пластина сконструирована из пары вертикальных брусков, которые также можно перемещать по направлению друг к другу и в противоположных направлениях, для подгонки калибратора для термопластичных профилей различной высоты и ширины. Следовательно, можно использовать калибратор для изготовления термопластичных профилей, которые обладают различными размерами. Это, в свою очередь, значительно облегчает переход от одного размера профиля к другому.
Для обеспечения одновременного перемещения всех подвижных брусков, которые определяют положение одной из стенок канала, и на одинаковое расстояние, данные бруски скрепляют на своих концах для формирования блока с помощью пары штанг, которые помещают вдоль калибратора. Соединяя вместе два блока вертикальных брусков и/или два блока горизонтальных брусков с устройствами, которые обеспечивают возможность регулирования внутренних расстояний между обеими парами, создается возможность синхронного перемещения стенок канала.
Те устройства, которые соединяют между собой два параллельных блока брусков, либо горизонтальных или вертикальных брусков, обычно содержат, по меньшей мере, два параллельных регулировочных винта, вставленных в два резьбовых отверстия, по одному в каждом блоке, главным образом, в их продольных штангах, и помещенных в неподвижную раму калибратора, причем такие регулировочные винты на половину своей длины оборудованы правой резьбой, а на другую половину своей длины оборудованы левой резьбой, и оба таких регулировочных винта, которые управляют параллельными парами блоков брусков, размещают таким образом, чтобы задействовать их посредством единого исполнительного устройства, такого как рукоятка или колесо, которые управляют обоими регулировочными винтами одновременно таким образом, что расстояние между двумя связанными блоками регулируется одновременно на обеих сторонах калибратора. Это может быть выполнено, например, посредством прикрепления исполнительного устройства сначала непосредственно к одному из регулировочных винтов, а затем связывания обоих регулировочных винтов ремнем или цепью, которые проводят через два равноразмерных ременных шкива или зубчатых колеса, которые прикрепляют на конце каждого регулировочного винта таким образом, что они в состоянии выдержать сильное скручивание. Альтернативно, можно прикрепить исполнительное устройство к поперечной удлиненной оси, которую оборудуют парой конических зубчатых колес, которые размещают таким образом, что каждое из них взаимодействует с соответствующим коническим зубчатым колесом, которое также прикрепляют на конце каждой пары регулировочных винтов таким образом, что они в состоянии выдержать сильное скручивание.
В соответствии с предпочтительным вариантом осуществления каждой парой параллельных блоков брусков управляют посредством трех пар регулировочных винтов, которые размещают по одной около каждого конца, а третью посередине пары параллельных блоков. Таким образом, можно точно отрегулировать расстояние между парой параллельных блоков по всей длине калибратора таким образом, что достигается ровный контакт между термопластичным профилем и калибрующей пластиной по всей длине калибрующей пластины и образуется желаемая форма термопластичного профиля по мере того, как он выталкивается из калибратора.
Посредством соединения брусков в блок, который определяет форму нижней стороны канала, с использованием средней секции, которая выгнута вниз, закругляют наружную нижнюю стенку термопластичного профиля, который пропускают через калибратор. Подобная форма зарекомендовала себя как преимущественная для термопластичного профиля, предназначенного для использования при изготовлении спирально закрученных трубок.
Калибратор предпочтительно вставляют в вакуумную калибрующую емкость, внутренняя сторона стенок которой оборудована большим количеством распылительных форсунок, которые распыляют охлаждающую воду и которые ориентированы в пространстве между калибрующими пластинами, т.е. между поперечными брусками в каждом из четырех блоков, причем такое распыление используют для охлаждения полого термопластичного профиля, причем такой профиль после выхода из экструзионной головки проводят через калибратор, который помещают в упомянутую выше калибрующую емкость. На наружной поверхности одной из боковых стенок вакуумной калибрующей емкости размещают устройство управления каждой парой регулировочных винтов, что делает возможным быстро и легко управлять калибратором.
С помощью такого средства устройства управления парой горизонтальных блоков прикрепляют непосредственно к концу одного из регулировочных винтов в каждой соответствующей паре, в то время как устройства управления парой вертикальных блоков прикрепляют к концу поперечной оси, которую оборудуют зубчатым колесом, причем такая ось взаимодействует с соответствующим зубчатым колесом на концах регулировочных винтов каждой пары. Дополнительное преимущество состоит в том, что это снижает вероятность несчастных случаев на производстве, потому что в процессе изменения размера рассматриваемого термопластичного профиля, производимого на производственной линии, больше нет необходимости вынимать калибрующий блок из калибрующей емкости и заменять его другим блоком.
Вакуумная калибрующая емкость, которую на производственной линии размещают непосредственно вслед за экструзионной головкой, имеет входное отверстие для экструдируемого термопластичного профиля. В дополнение, в указанном входном отверстии размещают охлаждающее кольцо, которое имеет охлаждающий кожух, а также средство для создания между термопластичным профилем и охлаждающим кольцом вакуума, большего, чем вакуум, который поддерживают в вакуумной калибрующей емкости.
В дополнение, непосредственно вслед за входным отверстием, ведущим в вакуумную калибрующую емкость, можно установить водяную охлаждающую ванну вместе со сменяемым калибратором фиксированного размера. Однако данный сменяемый калибратор является существенно более коротким, чем калибратор с изменяемыми параметрами.
Для того чтобы дополнительно облегчить регулирование калибратора с изменяемыми параметрами, во взаимодействии с каждым управляющим устройством размещают индикатор положения, причем такой индикатор показывает в миллиметрах расстояние между парой блоков брусков, которые задействуют посредством рассматриваемого управляющего устройства.
Также возможно регулировать калибрующие пластины автоматически, с помощью микропроцессоров.
Далее настоящее изобретение будет рассмотрено более подробно с помощью прилагаемых чертежей, на которых:
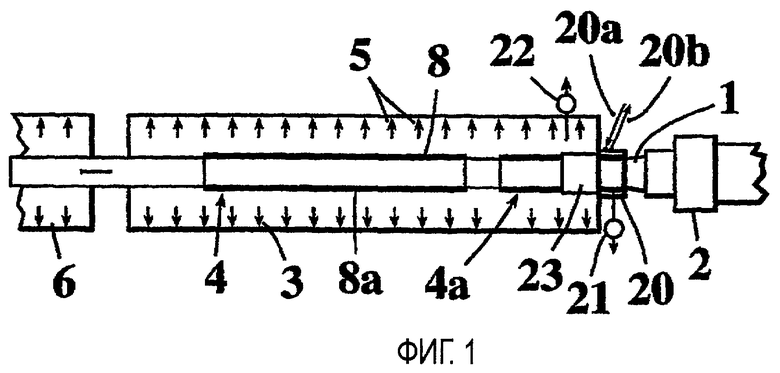
на фиг.1 показана схема последней секции производственной линии для изготовления полого термопластичного профиля; данная производственная линия включает калибратор в соответствии с настоящим изобретением;
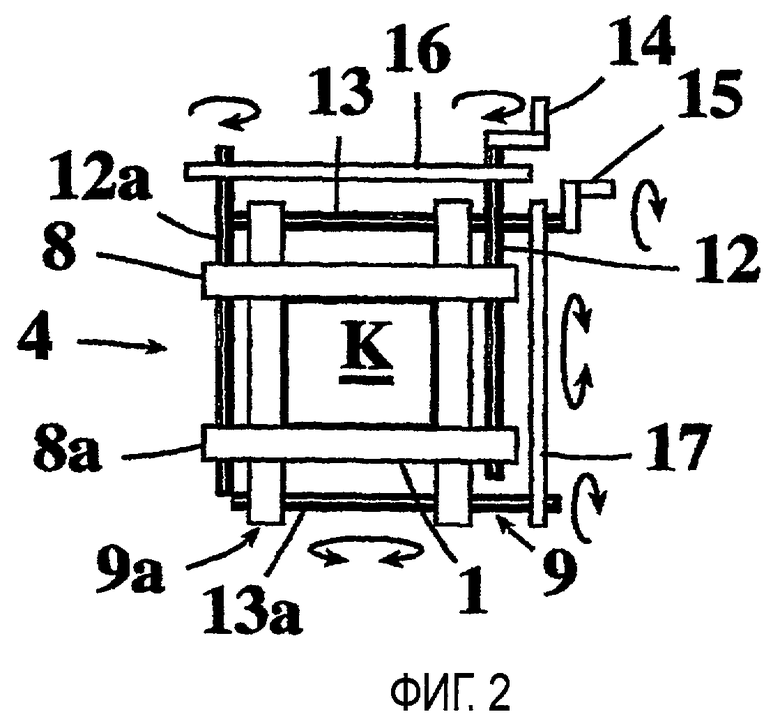
на фиг.2 показана схема первого варианта осуществления, используемого для регулирования расстояния между блоками параллельных калибрующих пластин;
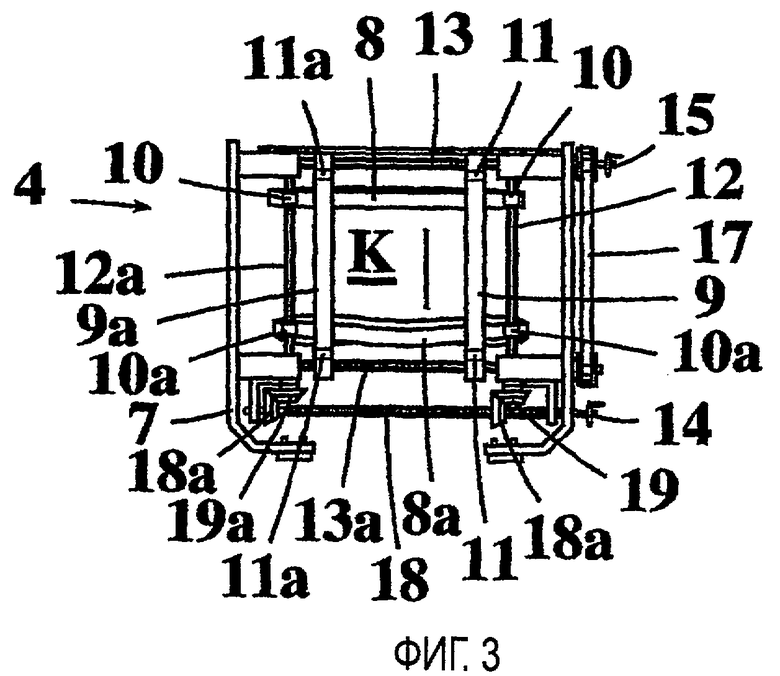
на фиг.3 показана схема второго варианта осуществления, используемого для регулирования расстояния между блоками параллельных калибрующих пластин;
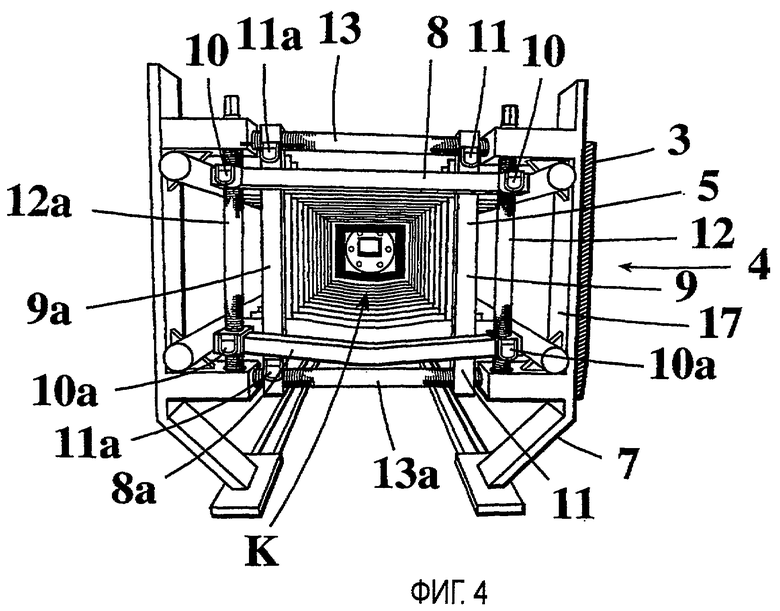
на фиг.4 показан схематичный вид с торца калибратора в соответствии с настоящим изобретением, причем такой калибратор вставляют в калибрующую емкость;
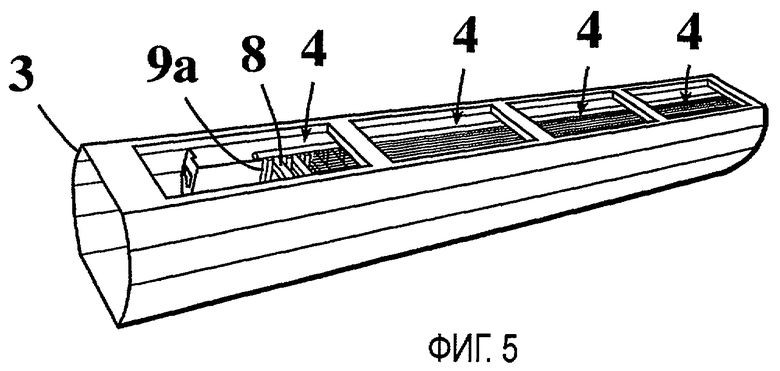
на фиг.5 показан схематичный вид в перспективе калибратора и калибрующей емкости в соответствии с фиг.4;
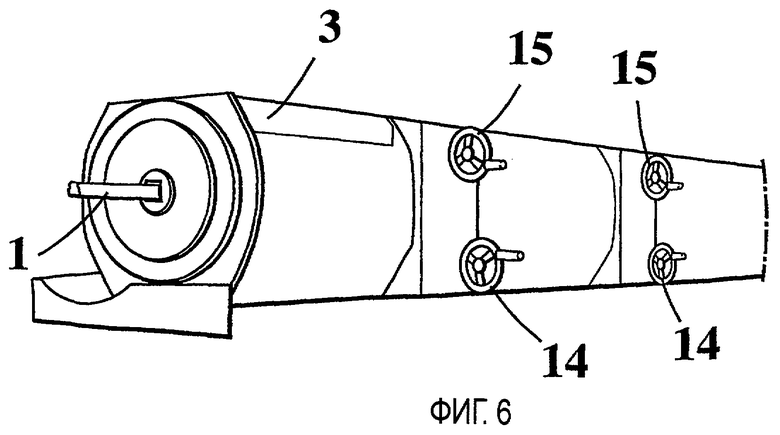
на фиг.6 показан вид в перспективе прототипа вакуумной калибрующей емкости для помещения калибратора в соответствии с настоящим изобретением;
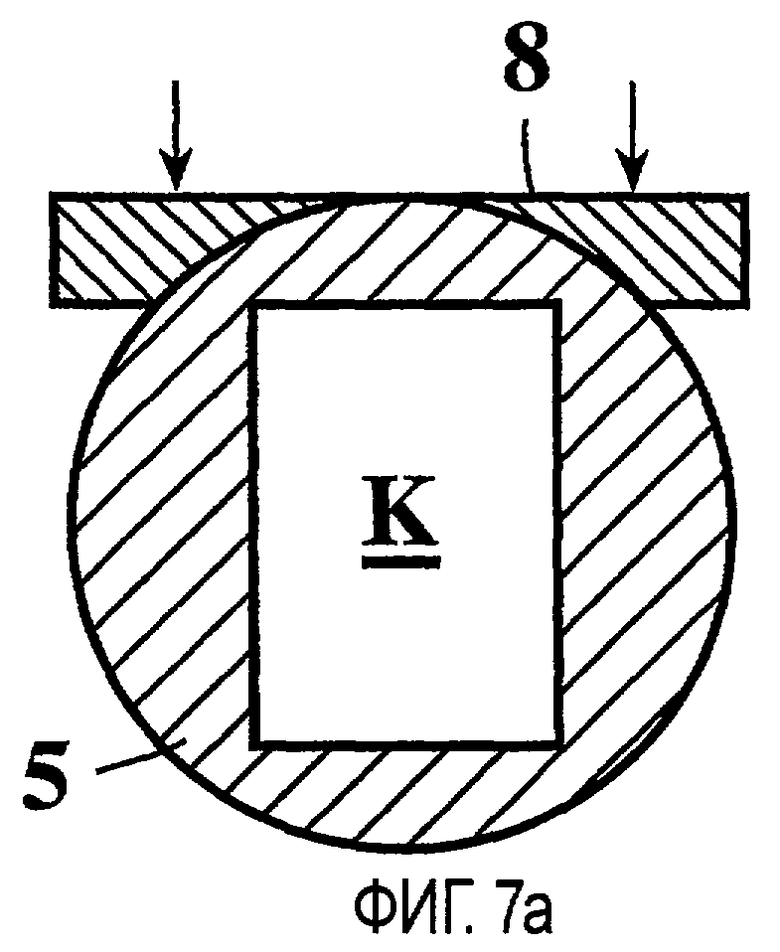
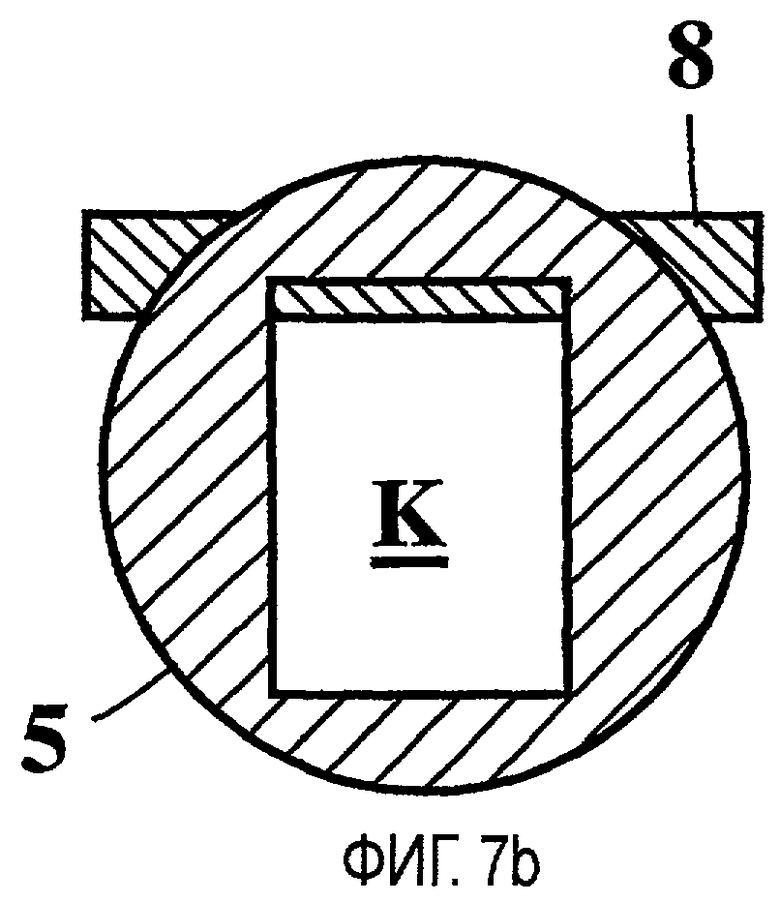
на фиг.7a и 7b показаны схемы вида с торца калибратора в соответствии с настоящим изобретением, причем такой калибратор имеет регулируемую калибрующую пластину на одной из коротких сторон прямоугольного калибрующего канала калибратора, в двух различных положениях, а
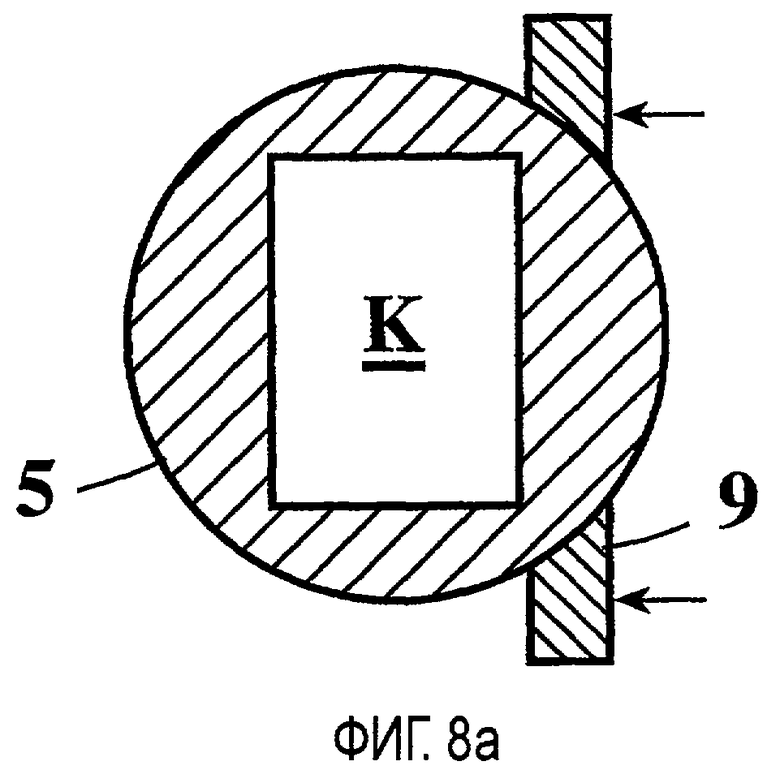
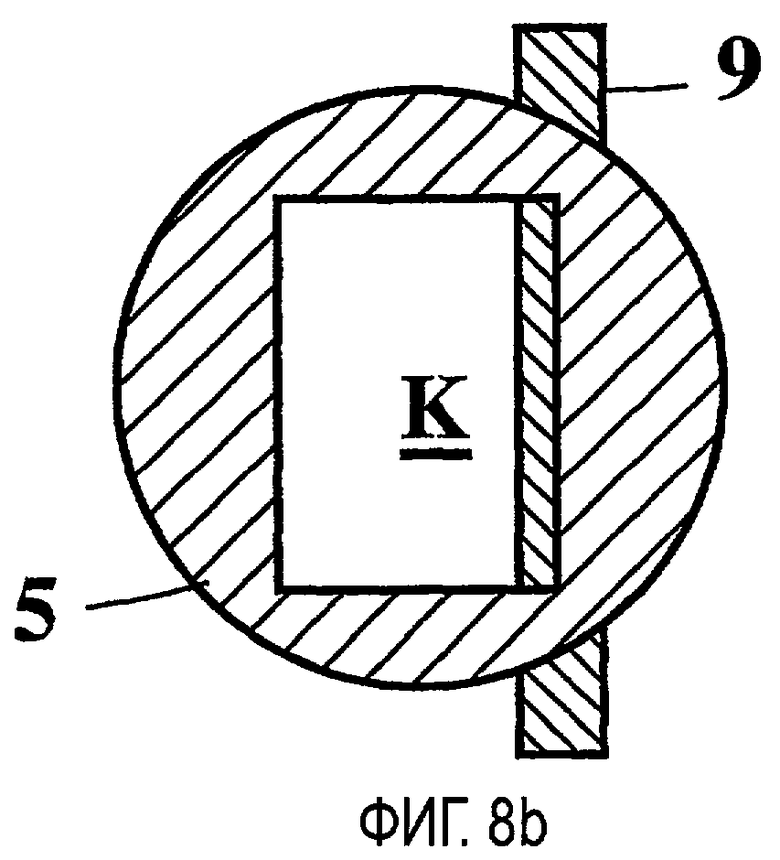
на фиг.8a и 8b показана соответствующая схема калибратора, причем такой калибратор имеет регулируемую калибрующую пластину на одной из длинных сторон прямоугольного калибрующего канала калибратора, в двух различных положениях.
Производственная линия для изготовления полого термопластичного профиля (1), обычно с прямоугольным поперечным сечением, содержит экструзионную головку (2), калибрующую емкость (3), которая размещена непосредственно вслед за экструзионной головкой (2) и которая содержит калибратор (4, 4a) для окончательного дизайна экструдированного термопластичного профиля (1), который в то же самое время охлаждают посредством большого количества распылительных форсунок для охлаждающей воды (5), которые размещают вдоль внутренних стенок калибрующей емкости (3) и которые направляют в сторону указанного термопластичного профиля (1), в промежуток времени, в течение которого данный профиль проводят через калибрующую емкость (3). По причине относительно высокой скорости, с которой термопластичный профиль (1) выходит из экструзионной головки (2), относительно длинный калибратор (4, 4a) необходим для того, чтобы обеспечить возможность термопластичному материалу отвердеть в достаточной степени перед тем, как термопластичный профиль (1) выйдет из калибратора, что, в свою очередь, предотвращает деформацию термопластичного профиля (1), пока профиль все еще частично находится в пластическом состоянии. Если желательно дополнительное охлаждение термопластичного профиля (1), к калибрующей емкости (3) можно добавить один или более дополнительных калибраторов и/или охлаждающих водяных емкостей (6).
При изготовлении полых термопластичных профилей (1), которые обычно имеют прямоугольное поперечное сечение, используют калибратор, имеющий неподвижную раму (7), причем такая рама поддерживает большое количество листовых калибрующих пластин (S) которые, в свою очередь, размещены на расстоянии друг от друга таким образом, что вместе они образуют канал (K), который проходит через калибратор (4, 4a), причем поперечное сечение такого канала определяет наружную форму термопластичного профиля (1), подлежащего формованию.
По меньшей мере, одна из стенок канала (K) калибратора (4) ограничена посредством подвижной части (8, 9) калибрующей пластины (S), причем такая часть может регулироваться в перпендикулярном направлении к каналу для того, чтобы прилаживать калибратор (4) для термопластичных профилей (1) различных соотношений высоты/ширины. В дополнение к вышесказанному, это предлагает дополнительное средство для видоизменения кольца жесткости трубки, которая должна быть произведена из термопластичного профиля с требуемой жесткостью.
В варианте осуществления в соответствии с фиг.7a и 7b калибратор (4) содержит неподвижные калибрующие пластины (S), каждая из которых имеет прямоугольный просвет, который определяет максимальный размер, а также форму поперечного сечения канала калибратора (K), причем в этом случае положение верхней боковой стенки просвета, в данном случае одной из его коротких сторон, определяется посредством бруска (8), который можно перемещать в вертикальном направлении, либо в плоскости калибрующей пластины (S) или параллельно к ней, как в направлении в сторону боковой стенки, которая находится напротив просвета, так и от нее. На фиг.7a брусок занимает оконечное положение, наиболее удаленное от центра, а на фиг.7b брусок (8) занимает нижнее положение, в котором калибрующий канал (K) имеет более низкую высоту или более короткую длинную сторону.
В варианте осуществления в соответствии с фиг.8a и 8b калибратор (4) имеет такие же неподвижные калибрующие пластины (S), как в упомянутом выше случае, но в данном варианте осуществления одна из вертикальных боковых стенок просвета, в данном случае одна из его длинных боковых стенок, определяется посредством регулируемого и подвижного бруска (9). На фиг.8a брусок (9) занимает оконечное положение, наиболее удаленное от центра, тогда как на фиг.8b брусок находится во втянутом положении, в котором калибрующий канал (K) имеет уменьшенную ширину или укороченную короткую сторону.
В соответствии с вариантом осуществления, который здесь не показан, можно расположить калибратор таким образом, что каждая вторая калибрующая пластина (S) остается неподвижной и в то же самое время имеет центральный прямоугольный просвет, а каждая другая пластина содержит пару параллельных брусков (8, 8a; 9, 9a), которые можно перемещать как навстречу друг другу, так и в противоположных направлениях, что обеспечивает возможность изменять либо ширину или высоту канала калибратора (K) без смещения центральной продольной оси канала калибратора (K). В результате получаемый термопластичный профиль (1) следует по прямолинейному курсу вдоль всей производственной линии.
В соответствии с предпочтительным вариантом осуществления калибратор (4) размещен таким образом, что каждая вторая калибрующая пластина содержит пару горизонтальных брусков (8, 8a), которые можно перемещать как навстречу друг другу, так и в противоположных направлениях, а каждая другая листовая калибрующая пластина содержит пару вертикальных брусков (9, 9a), которые можно перемещать как навстречу друг другу, так и в противоположных направлениях для того, чтобы приспосабливать калибратор для изготовления термопластичных профилей (1) различной высоты и ширины, как показано на фиг.2-5. Все подвижные бруски 8, 8a, 9 и 9a, которые определяют положение одной из стенок канала (K), прикрепляют своими концами друг к другу для образования блока с помощью пары штанг (10, 10a, 11 и 11a), которые расположены продольно вдоль калибратора.
Оба блока вертикальных брусков (9, 9a), а также оба блока горизонтальных брусков (8, 8a) предпочтительно прикреплены друг к другу устройствами, которые обеспечивают возможность регулирования расстояния между ними. Это делает возможным регулирование двух блоков одновременно посредством использования горизонтальных брусков (8, 8a) и двух блоков вертикальных брусков (9, 9a) соответственно.
Устройства, которые прикрепляют два параллельных блока брусков (8, 8a и 9, 9a соответственно) друг к другу, предпочтительно содержат, по меньшей мере, два параллельных регулировочных винта (12, 12a; 13, 13a), которые вставляют в резьбовые отверстия в двух калибрующих пластинах (8, 8a и 9, 9a соответственно), а также в продольную штангу (10, 10a и 11, 11a соответственно) и которые помещают в неподвижную раму (7) калибратора. Регулировочные винты (12, 12a и 13, 13a) оборудованы на половину своей длины правой резьбой, а на другую половину своей длины они оборудованы левой резьбой. В дополнение, оба регулировочных винта (12, 12a и 13, 13a соответственно), которые управляют одной парой из параллельных брусков (8, 8a и 9, 9a соответственно), размещены таким образом, что ими управляют посредством единого исполнительного устройства (14 и 15 соответственно).
В соответствии с предпочтительным вариантом осуществления каждой параллельной парой брусков (8, 8a и 9, 9a соответственно) управляют посредством трех пар регулировочных винтов (12, 12a и 13, 13a соответственно), которые размещают по одной рядом с каждым концом, а третью посередине пары параллельных блоков (8, 8a и 9, 9a соответственно).
В вариантах осуществления в соответствии с фиг.3 и 4 в блоке, который определяет положение нижней части канала (K), бруски (8a) образуют среднюю часть, которая выгнута вниз. В результате закругляется наружная нижняя стенка термопластичного профиля (1), который пропускают через калибратор (4).
Устройство управления (14, 15) парой регулировочных винтов (12, 12a и 13, 13a соответственно) предпочтительно содержит рукоятку, как показано на фиг.2, или колесо, как лучше показано на фиг.6. В варианте осуществления в соответствии с фиг.2 оба управляющих устройства (14, 15) прикрепляют непосредственно к концу соответствующих регулировочных винтов (12 и 13 соответственно), который находится в верхнем правом углу калибратора (4). Каждый из регулировочных винтов (12 и 13 соответственно) прикрепляют к соответствующему другому регулировочному винту (12a и 13a соответственно) пары посредством ремня или цепи (16 и 17 соответственно), который пропускают через два равноразмерных ременных шкива или зубчатых колеса, которые прикрепляют около конца каждого регулировочного винта (12, 12a, 13, 13a) таким образом, что они могут выдержать сильное скручивание. Посредством поворачивания рукоятки (14 и 15 соответственно) в одном направлении каждую параллельную пару брусков (8, 8a и 9, 9a соответственно) перемещают навстречу друг другу, а посредством поворачивания рукоятки (14 и 15 соответственно) в противоположном направлении каждую из той же самой пары параллельных блоков перемещают в направлении друг от друга.
В варианте осуществления в соответствии с фиг.3 на пару блоков, которые имеют вертикальные бруски (9, 9a), воздействуют посредством управляющего устройства (15), которое прикрепляют к концу регулировочного винта (13), который посредством ремня (17) прикрепляют к регулировочному винту (13a), причем этот ремень (17), в свою очередь, пропускают через два равноразмерных ременных шкива, которые расположены рядом с концами двух регулировочных винтов (13, 13a). На блоки с горизонтальными брусками (8, 8a), в свою очередь, воздействуют посредством управляющего устройства (14), которое размещают на конце поперечной удлиненной оси (18), которую оборудуют двумя равноразмерными коническими зубчатыми колесами (18a), которые, в свою очередь, размещают для взаимодействия с соответствующим коническим зубчатым колесом (19, 19a) на конце регулировочных винтов (12 и 12a).
Калибратор (4) предпочтительно вставляют в вакуумную калибрующую емкость (3), внутренние боковые стенки которой оборудованы большим количеством распылительных форсунок охлаждающей воды (5), которые направлены между калибрующими пластинами (S), т.е. между поперечными брусками (8, 8a, 9, 9a) четырех блоков и в сторону наружной стенки термопластичного профиля (1), который пропускают через калибратор (4). Устройства (14, 15) управления всеми парами регулировочных винтов (12, 12a; 13, 13a) калибратора размещают на наружной стороне одной из боковых стенок вакуумной калибрующей емкости (3), как показано на фиг.6.
В точке, в которой в вакуумную калибрующую емкость (3) подают термопластичный профиль (1), предпочтительно размещают охлаждающее кольцо (20), которое сконструировано для начального охлаждения термопластичного профиля (1) вслед за выходом профиля из экструзионной головки (2) таким образом, что пластичность профиля уменьшается. Для данной цели охлаждающее кольцо (20) имеет охлаждающий кожух, по которому происходит циркуляция охлаждающей среды, как показывают стрелки (20a и 20b) на фиг.1. В дополнение, охлаждающее кольцо (20) имеет средство (21) для того, чтобы поддерживать вакуум между термопластичным профилем (1) и внутренней стенкой охлаждающего кольца (20), причем вакуум здесь более сильный, например -0,85 бар, чем вакуум, например 0,2 бар, который поддерживают внутри вакуумной калибрующей емкости (3) с помощью использования различных средств (22). Более сильный вакуум в охлаждающем кольце обеспечивает, чтобы вакуумная калибрующая емкость (3) была полностью герметична, и в то же самое время обеспечивает, чтобы наружные поверхности термопластичного профиля были точно сформованы для наполнения внутренней формы охлаждающего кольца (20). Посредством регулирования вакуума в охлаждающем кольце (20) также можно регулировать трение скольжения между термопластичным профилем (1) и охлаждающим кольцом (20), что воздействует как на качество поверхности термопластичного профиля (1), так и на тяговое усилие, которое требуется для термопластичного профиля (1), когда его проталкивают через калибратор (4). Вакуум внутри вакуумной калибрующей емкости (3) нужен для того, чтобы засасывать наружные стенки термопластичного профиля (3) в калибрующие пластины (8, 8a, 9, 9a) как можно плотнее таким образом, чтобы термопластичный профиль был гладким и имел точные размеры наружной формы, на выходе из вакуумной калибрующей емкости (3).
В соответствии с вариантом осуществления, показанным на фиг.1, попадая в вакуумную калибрующую емкость (3), термопластичный профиль сперва направляется для прогона через водяную охлаждающую ванну (23) для эффективного охлаждения термопластичного профиля (1), а затем для прогона через короткий сменяемый калибратор (4), который имеет фиксированные размеры, вслед за чем профиль направляется ко входу в регулируемый калибратор (4), в соответствии с настоящим изобретением.
Для взаимодействия с каждым управляющим устройством (14, 15) предпочтительно размещают индикатор положения (не показано), причем такой индикатор показывает расстояние в миллиметрах между брусками (8, 8a и 9, 9a соответственно) в паре, которое регулируют посредством рассматриваемого управляющего устройства (14, 15). Посредством управляющего устройства (15) можно регулировать ширину термопластичного профиля (1), например, в диапазоне, равном 30 мм - 125 мм, и таким же образом управляющим устройством (14) можно регулировать высоту термопластичного профиля, например, в диапазоне, равном 40 мм-190 мм. В регулируемом калибраторе вакуум внутри вакуумной калибрующей емкости должен быть пониженным, с целью обеспечить, чтобы он не превышал -0,05 бар.
Заявленное изобретение относится к калибратору, который используют для изготовления экструдируемых полых термопластичных профилей. Техническим результатом заявленного изобретения является обеспечение приспособляемости калибровочного отверстия к термопластичным профилям, которые имеют различные соотношения высоты/ширины, без замены калибратора. Технический результат достигается калибратором, предназначенным для использования для изготовления экструдируемых полых термопластичных профилей, имеющих прямоугольное поперечное сечение. Причем калибратор имеет неподвижный каркас, который поддерживает большое количество листовых калибрующих пластин, размещенных на расстоянии друг от друга таким образом, что вместе они образуют канал, проходящий через калибратор. При этом поперечное сечение канала определяет наружную форму производимого термопластичного профиля. Причем стенка канала ограничена посредством подвижной части калибрующей пластины. Причем такая часть регулируется в перпендикулярном направлении к каналу, для того чтобы приспосабливать калибратор к термопластичным профилям, которые имеют различные соотношения высоты/ширины. При этом каждая вторая калибрующая пластина содержит пару горизонтальных брусков, выполненных с возможностью перемещения как навстречу друг другу, так и в противоположном направлении, а каждая другая калибрующая пластина содержит пару вертикальных брусков, выполненных с возможностью перемещения как навстречу друг другу, так и в противоположном направлении. 12 з.п. ф-лы, 8 ил.
1. Калибратор, предназначенный для использования для изготовления экструдируемых полых термопластичных профилей (1), имеющих, по существу, прямоугольное поперечное сечение, причем калибратор имеет неподвижный каркас (7), который, в свою очередь, поддерживает большое количество листовых калибрующих пластин (S), размещенных на расстоянии друг от друга таким образом, что вместе они образуют канал (K), проходящий через калибратор, при этом поперечное сечение канала определяет наружную форму производимого термопластичного профиля (1), причем, по меньшей мере, одна из стенок канала (K) ограничена посредством подвижной части (8; 9) калибрующей пластины (S), причем такая часть регулируется в перпендикулярном направлении к каналу, для того чтобы приспосабливать калибратор (4) к термопластичным профилям (1), которые имеют различные соотношения высоты/ширины, отличающийся тем, что каждая вторая калибрующая пластина содержит пару горизонтальных брусков (8, 8а), выполненных с возможностью перемещения как навстречу друг другу, так и в противоположном направлении, а каждая другая калибрующая пластина содержит пару вертикальных брусков (9, 9а), выполненных с возможностью перемещения как навстречу друг другу, так и в противоположном направлении, для того чтобы приспосабливать калибратор для изготовления термопластичных профилей (1) различной высоты и ширины.
2. Калибратор по п.1, отличающийся тем, что каждая калибрующая пластина (S) имеет центральный прямоугольный просвет, определяющий максимальный размер и форму поперечного сечения канала калибратора (K), причем в этом случае одна из боковых стенок просвета ограничивается посредством бруска (8; 9), выполненного с возможностью перемещения в плоскости калибрующей пластины или параллельно ее плоскости (S) в направлении к боковой стенке, противоположной к просвету, или от нее для изменения размера термопластичного профиля в направлении перемещения бруска.
3. Калибратор по п.2, отличающийся тем, что все подвижные бруски (8, 8а, 9, 9а), определяющие положение одной из стенок канала (К), скреплены по своим концам для образования блока посредством пары штанг (10, 10а, 11, 11а), которые расположены вдоль калибратора.
4. Калибратор по п.3, отличающийся тем, что оба блока вертикальных брусков (9, 9а) и/или оба блока горизонтальных брусков (8, 8а) соединены вместе устройствами, обеспечивающими возможность регулирования расстояния между двумя блоками.
5. Калибратор по п.4, отличающийся тем, что упомянутые выше устройства, соединяющие вместе два параллельных блока брусков (8, 8а; 9, 9а), содержат, по меньшей мере, два параллельных регулировочных винта (12, 12а; 13, 13а), размещенных в двух резьбовых отверстиях в продольных штангах (10, 10а; 11, 11а) обоих блоков и помещенных в неподвижной раме (7) калибратора, причем такие регулировочные винты (12, 12а; 13, 13а) на одной половине своей длины оборудованы правой резьбой, а на другой половине своей длины оборудованы левой резьбой, при этом оба регулировочных винта (12, 12а; 13, 13а), управляющих параллельной парой блоков брусков (8, 8а; 9, 9а), расположены таким образом, что ими управляют посредством единого исполнительного устройства (14 и 15) соответственно.
6. Калибратор по п.5, отличающийся тем, что каждой парой параллельных блоков брусков (8, 8а; 9, 9а) управляют посредством трех пар регулировочных винтов (12, 12а; 13, 13а), расположенных по одной рядом с каждым концом, а третья - посередине пары параллельных блоков.
7. Калибратор по п.1, отличающийся тем, что бруски (8а) в блоке, определяющем нижнюю сторону канала (K), образуют среднюю часть, выгнутую вниз, и в результате чего закругляется наружная нижняя стенка термопластичного профиля (1), проходящего через калибратор (4).
8. Калибратор по п.5, отличающийся тем, что устройство управления (14, 15) парой регулировочных винтов (12, 12а; 13, 13а) содержит рукоятку или колесо, которое либо непосредственно прикреплено к одному из регулировочных винтов (12; 13), который, в свою очередь, прикреплен к другому регулировочному винту (12а; 13а) посредством ремня или цепи, которые проводят через равноразмерные ременные шкивы или зубчатые колеса, прикрепленные около конца каждого регулировочного винта (12, 12а, 13, 13а) таким образом, что они могут выдержать сильное скручивание, или прикреплены к поперечной удлиненной оси (18), оборудованной двумя коническими зубчатыми колесами (18а), которые, в свою очередь, размещены с возможностью взаимодействия с соответствующим зубчатым колесом (19, 19а), в конце регулировочных винтов (12, 12а) соответствующей пары.
9. Калибратор по п.8, отличающийся тем, что калибратор размещен в вакуумной калибрующей емкости (3), внутренние боковые стенки которой оборудуют большим количеством распылительных форсунок охлаждающей воды (5), направленных между четырех поперечных брусков (8, 8а, 9, 9а) четырех блоков, при этом управляющие устройства (14, 15) для всех пар регулировочных винтов (12, 12а; 13, 13а) калибратора размещены на наружной стороне одной боковой стенки вакуумной калибрующей емкости (3).
10. Калибратор по п.9, отличающийся тем, что вакуумная калибрующая емкость (3) размещена на производственной линии сразу за экструзионной головкой (2) и имеет входное отверстие для экструдируемого термопластичного профиля (1), причем в таком входном отверстии размещено охлаждающее кольцо (20) с охлаждающим кожухом и средой (21) для создания между термопластичным профилем (1) и охлаждающим кольцом (20) вакуума, большего, чем вакуум, который поддерживают в вакуумной калибрующей емкости (3).
11. Калибратор по п.9, отличающийся тем, что сразу за входным отверстием в вакуумной калибрующей емкости (3) размещены водяная охлаждающая ванна (23) и сменяемый калибратор (4а), имеющий фиксированные размеры.
12. Калибратор по п.10, отличающийся тем, что сразу за входным отверстием в вакуумной калибрующей емкости (3) размещены водяная охлаждающая ванна (23) и сменяемый калибратор (4а), имеющий фиксированные размеры.
13. Калибратор по п.1, отличающийся тем, что для взаимодействия с каждым исполнительным устройством (14, 15) размещен индикатор положения, показывающий в миллиметрах расстояние между парой блоков брусков (8, 8а и 9, 9а соответственно), которым управляют посредством указанного исполнительного устройства (14, 15).
| Способ борьбы с пылью и газами в подземных горных выработках | 1985 |
|
SU1346814A1 |
| Приспособление для проводки бронированных электрических кабелей через водонепроницаемые переборки надстроек на нефтеналивных судах | 1937 |
|
SU53969A1 |
| Способ изготовления пластмассовой трубы большого диаметра и экструзионный инструмент | 1990 |
|
SU1823818A3 |
| Сальник | 1929 |
|
SU16962A1 |
| US 2005133944 А1, 23.06.2005 | |||
| US 4355966 А, 26.10.1982. | |||

