Область техники
Настоящее изобретение относится к устройству и способу изготовления невулканизированного кольцевого резинового элемента и, в частности, к устройству и способу, с помощью которых можно производить невулканизированный кольцевой резиновый элемент путем соединения продольных концевых участков невулканизированного резинового элемента в виде ленты на наружной кольцевой поверхности формующего барабана по направлению всей ширины равномерным и более надежным образом.
Уровень техники
При производстве резинового изделия, такого как шина и т.п., существует этап, на котором продольные концевые участки невулканизированного резинового элемента в виде ленты приклеивают к наружной кольцевой поверхности формующего барабана с обеспечением формы кольца. Были предложены различные устройства для точного соединения продольных концевых участков резинового элемента в виде ленты (см., например, публикацию JP 2015-136826).
В устройстве, предложенном в JP 2015-136826, сжимающийся участок, который сильнее всего сжимается в передней кромочной части невулканизированного резинового элемента в виде ленты, растягивается растягивающим устройством, а затем прикладывается к наружной кольцевой поверхности формующего барабана (см. абзацы 0022-0024 и т.д.). Затем угол задней концевой кромки задней кромочной части резинового элемента в виде ленты смещается таким образом, чтобы соответствовать углу передней концевой кромки передней кромочной части, а заднюю кромочную часть соединяют с передней кромочной частью (см. абзац 0028 и т.д.).
В указанной заявке предполагается, что сжимающийся участок, который больше всего сжимается в передней кромочной части резинового элемента в виде ленты, является самой тонкой частью в передней кромочной части (абзац 0020 и т.д.). Однако сжимающийся участок, который сжимается больше всего, не обязательно является самой тонкой частью. Кроме того, угол передней концевой кромки передней кромочной части, которую применяют по отношению к формующему барабану, не обязательно является постоянным и может изменяться в направлении ширины. Следовательно, простого регулирования угла задней концевой кромки задней кромочной части резинового элемента в виде ленты согласно углу передней концевой кромки передней кромочной части недостаточно для соединения передней кромочной части и задней кромочной части без зазоров по направлению всей ширины резинового элемента в виде ленты. Таким образом, есть возможности для улучшения равномерного и надежного соединения продольных концевых участков невулканизированного резинового элемента в виде ленты на наружной кольцевой поверхности формующего барабана по направлению всей ширины.
Техническая задача
Целью настоящего изобретения является обеспечение устройства и способа, с помощью которых можно производить невулканизированный кольцевой резиновый элемент путем соединения продольных концевых участков невулканизированного резинового элемента в виде ленты на наружной кольцевой поверхности формующего барабана равномерным и более надежным образом по направлению всей ширины.
Решение задачи
Для достижения описанной выше цели устройство для изготовления невулканизированного кольцевого резинового элемента согласно настоящему изобретению содержит: транспортировочный конвейер для транспортировки невулканизированного резинового элемента в виде ленты к формующему барабану; механизм расположения передней кромки, удерживающий и размещающий переднюю кромочную часть резинового элемента в виде ленты на наружной кольцевой поверхности формующего барабана; механизм соединения задней кромки, удерживающий и соединяющий заднюю кромочную часть резинового элемента в виде ленты с передней кромочной частью на наружной кольцевой поверхности; и блок управления, выполненный с возможностью управления движением транспортировочного конвейера, механизма расположения передней кромки и механизма соединения задней кромки, причем выполняется соединение передней кромочной части и задней кромочной части резинового элемента в виде ленты, намотанного вокруг наружной кольцевой поверхности, с использованием предварительно установленного допустимого запаса на соединение, при этом механизм соединения задней кромки содержит множество удерживающих частей, расположенных бок о бок в направлении ширины резинового элемента в виде ленты, и частей для перемещения, которые по отдельности перемещают каждую из удерживающих частей в направлении вперед-назад резинового элемента в виде ленты, и перед прикреплением задней кромочной части к передней кромочной части блок управления регулирует величину перемещения каждой из частей для перемещения в направлении вперед-назад, используя данные распределения длины резинового элемента в виде ленты в направлении ширины, и, таким образом, степень удлинения в направлении вперед-назад вокруг удерживаемой части задней кромочной части, которая удерживается каждой из регулируемых удерживающих частей.
Способ изготовления невулканизированного кольцевого резинового элемента согласно настоящему изобретению включает: транспортировку невулканизированного резинового элемента в виде ленты к формующему барабану транспортировочным конвейером; размещение передней кромочной части резинового элемента в виде ленты на наружной кольцевой поверхности формующего барабана; Наматывание заданной длины резинового элемента в виде ленты на наружную кольцевую поверхность формующего барабана путем вращения формующего барабана; и соединение на наружной кольцевой поверхности передней кромочной части и задней кромочной части резинового элемента в виде ленты с использованием предварительно установленного допустимого запаса на соединение, причем задняя кромочная часть удерживается множеством удерживающих частей, расположенных бок о бок в направлении ширины резинового элемента в виде ленты, чтобы позволить каждой из удерживающих частей независимо перемещаться в направлении вперед-назад с помощью соответствующих частей для перемещения, при этом перед прикреплением задней кромочной части к передней кромочной части блок управления регулирует величину перемещения соответствующих частей для перемещения в направлении вперед-назад с использованием данных распределения длины резинового элемента в виде ленты в направлении ширины и, таким образом, степень удлинения в направлении вперед-назад вокруг удерживаемой части задней кромочной части, которая удерживается каждой из регулируемых удерживающих частей.
Преимущества изобретения
В соответствии с настоящим изобретением перед прикреплением задней кромочной части резинового элемента в виде ленты к передней кромочной части резинового элемента в виде ленты на наружной кольцевой поверхности формующего барабана блок управления регулирует величину перемещения каждой из частей для перемещения в направлении вперед-назад, при этом используют данные распределения длины резинового элемента в виде ленты в направлении ширины, чтобы отрегулировать степень удлинения в направлении вперед-назад вокруг удерживаемой части задней кромочной части, которая удерживается каждой из удерживающих частей. В результате длину резинового элемента в виде ленты можно отрегулировать до длины, при которой можно соединить переднюю кромочную часть и заднюю кромочную часть с использованием допустимого запаса на соединение. Следовательно, при соединении передней кромочной части и задней кромочной части после указанной операции регулировки можно получить невулканизированный кольцевой резиновый элемент, соединенный равномерным и более надежным образом по направлению всей ширины.
Краткое описание чертежей
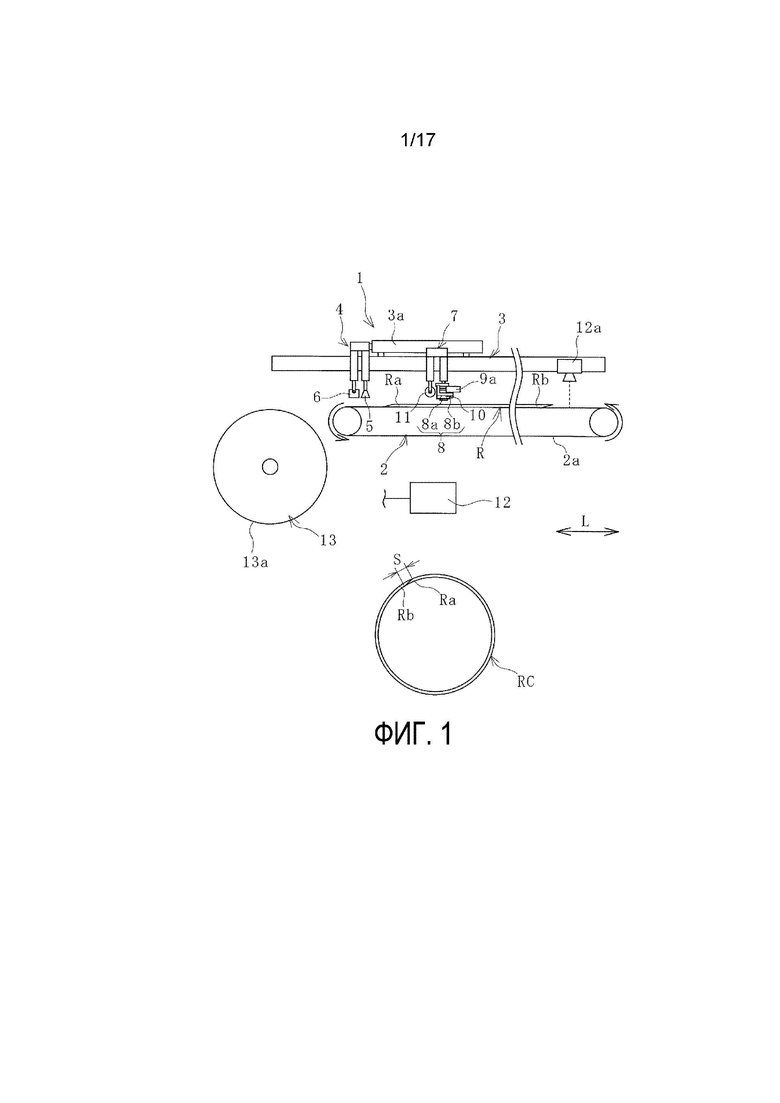
Фиг. 1 представляет собой пояснительную схему, на виде сбоку показано устройство для изготовления невулканизированного кольцевого резинового элемента по настоящему изобретению и полученный кольцевой резиновый элемент.
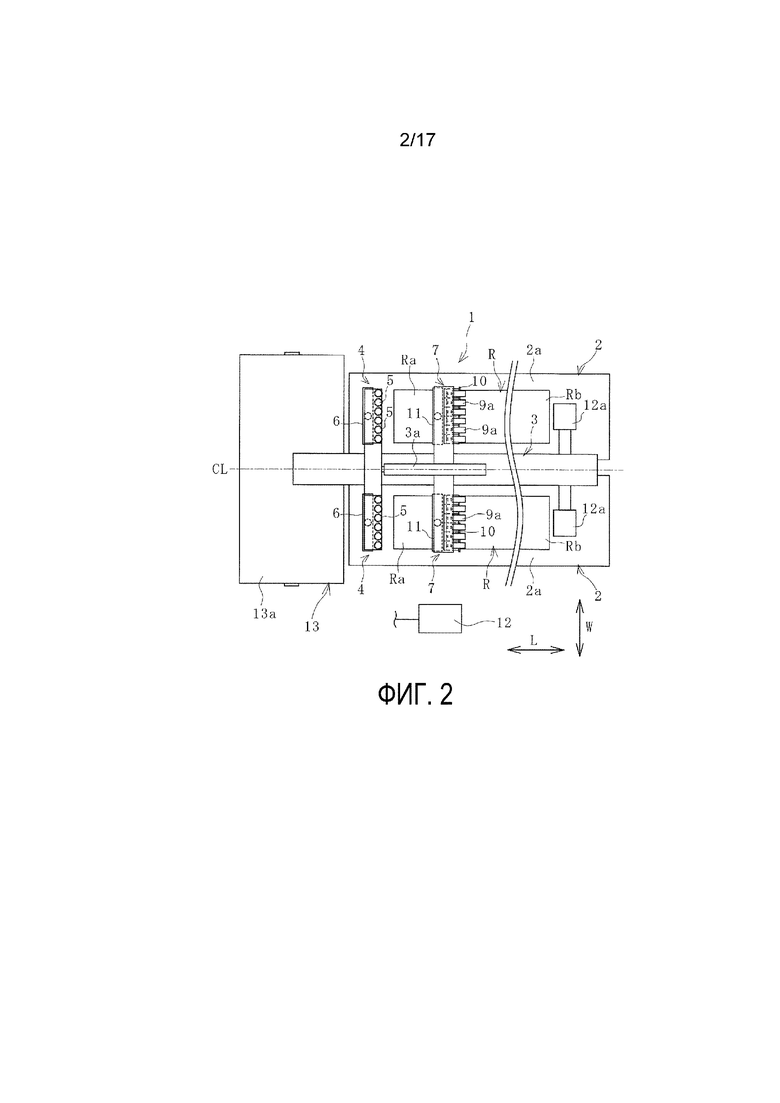
Фиг. 2 представляет собой пояснительную схему, на виде в горизонтальной проекции показано устройство для изготовления с Фиг. 1.
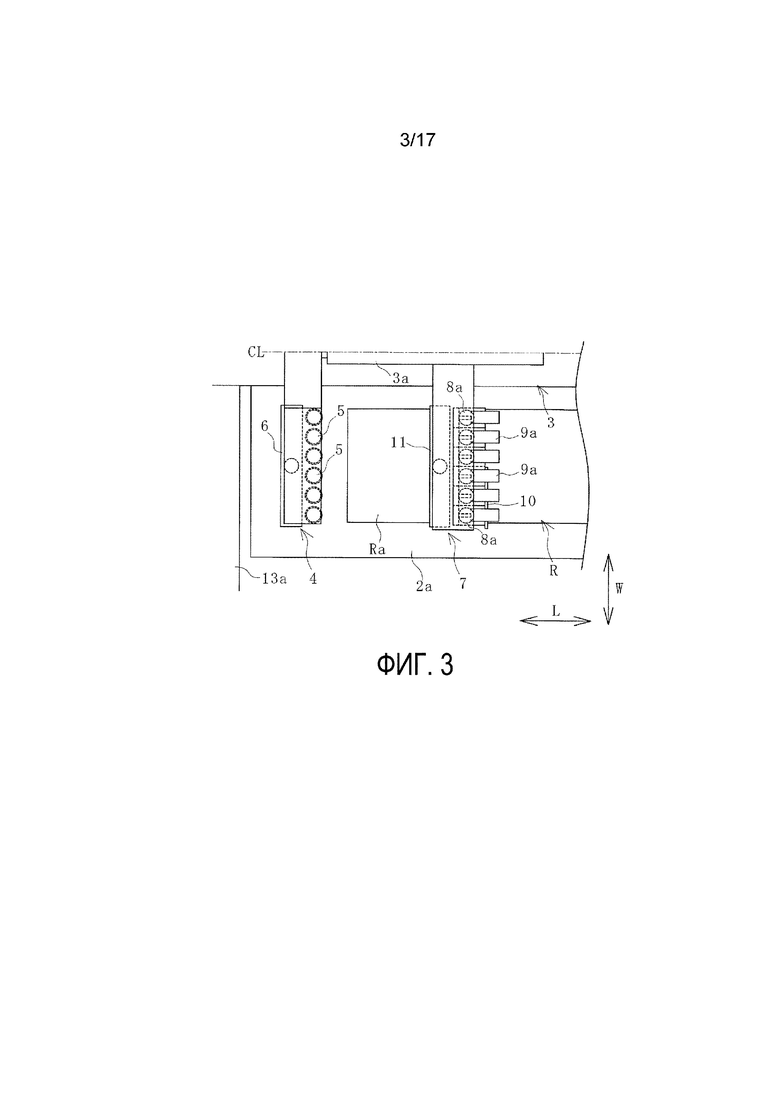
Фиг. 3 представляет собой увеличенный вид части, изображенной на Фиг. 2.
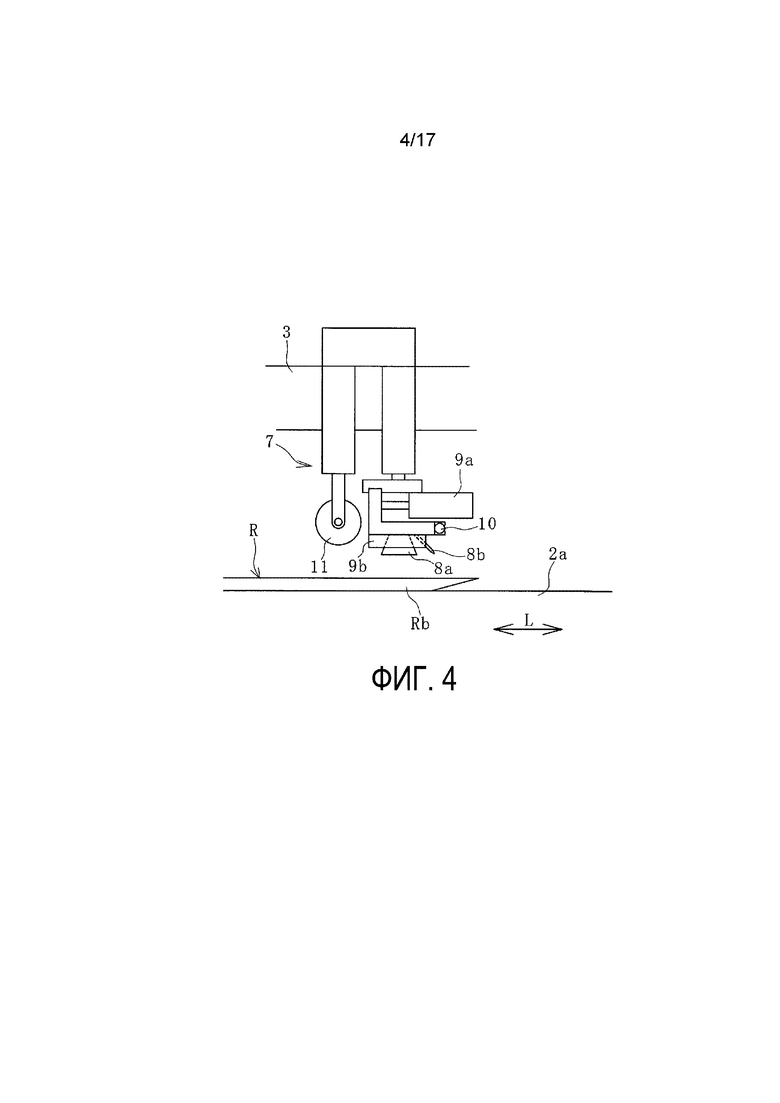
Фиг. 4 представляет собой пояснительную схему, на виде сбоку показан увеличенный механизм соединения задней кромки.
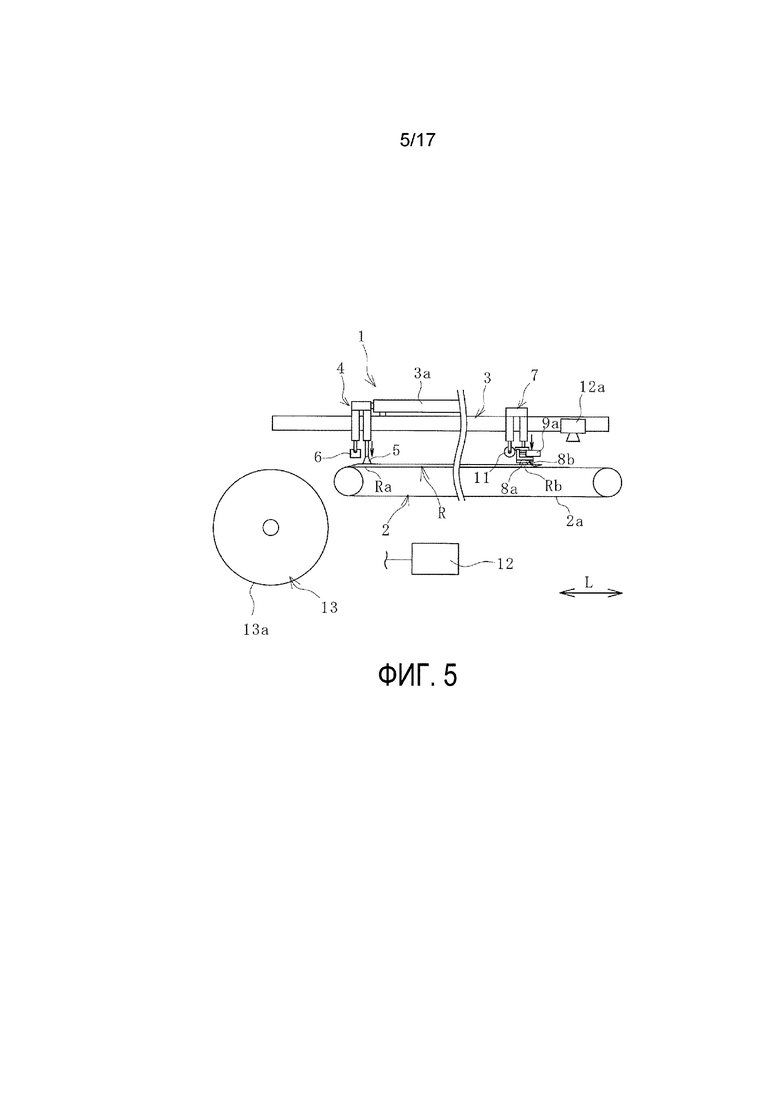
Фиг. 5 представляет собой пояснительную схему, на виде сбоку показан этап удержания передней кромочной части и задней кромочной части резинового элемента в виде ленты частью для удержания передней кромки и частью для удержания задней кромки соответственно.
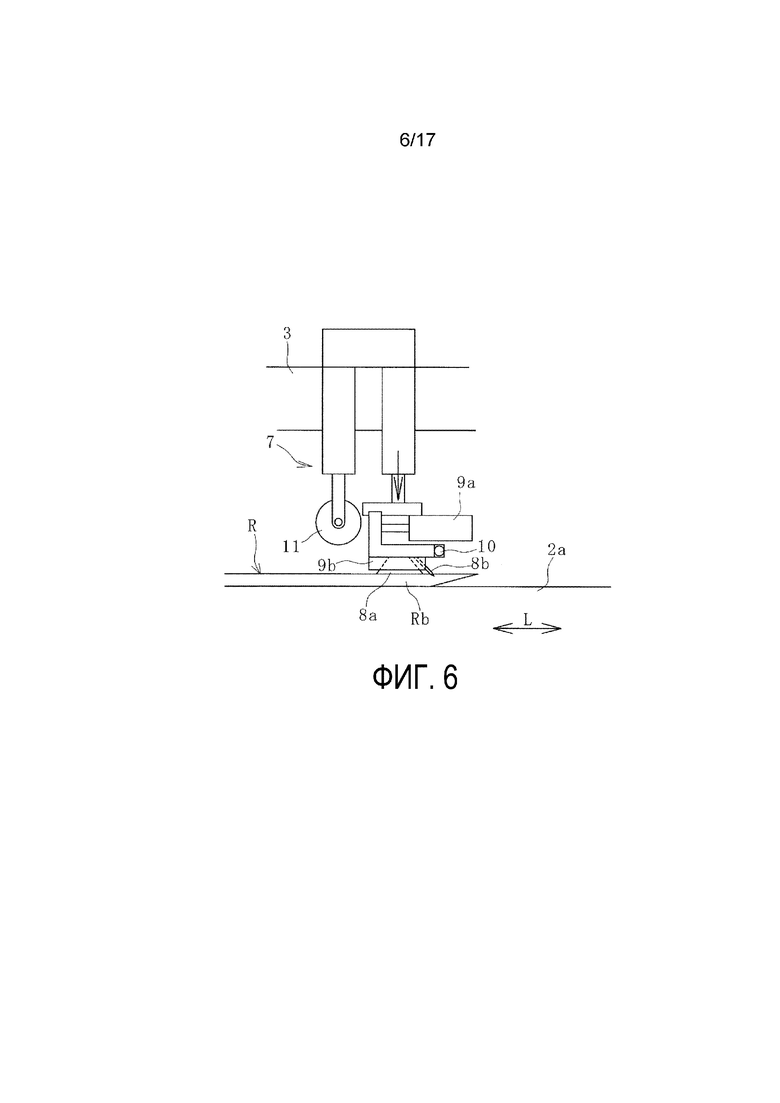
Фиг. 6 представляет собой пояснительную схему, иллюстрирующую увеличенную периферию части для удержания задней кромки с Фиг. 5.
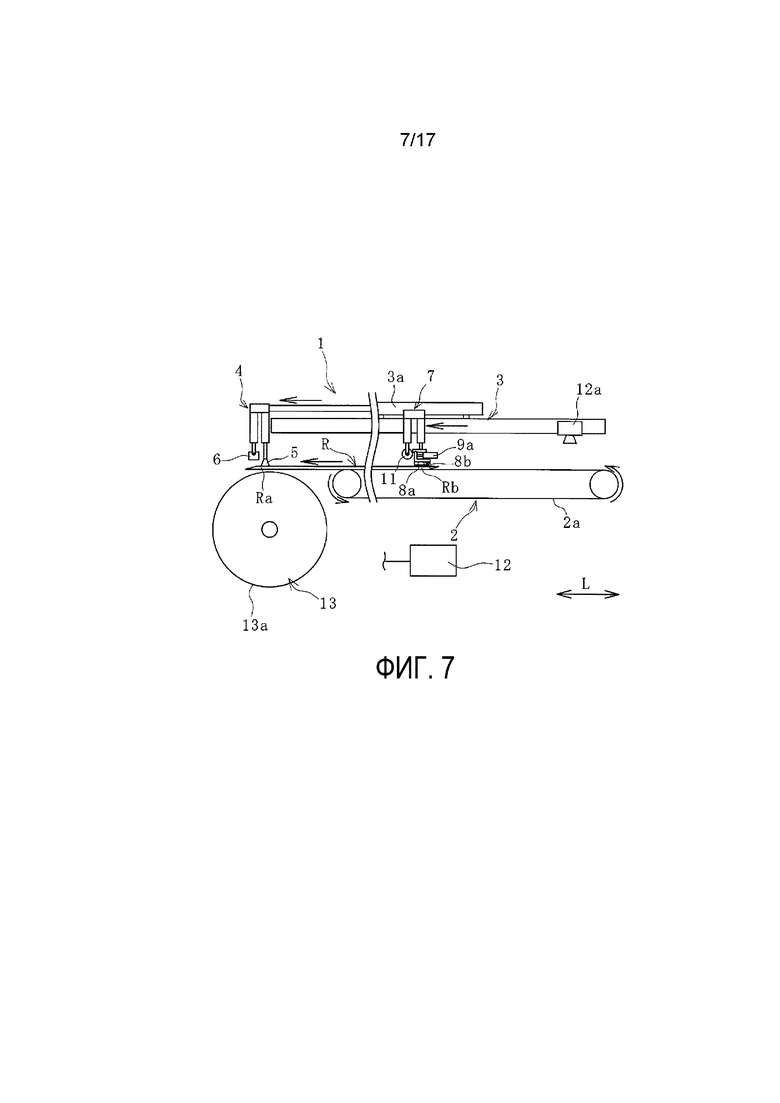
Фиг. 7 представляет собой пояснительную схему, на виде сбоку показан этап перемещения передней кромочной части резинового элемента в виде ленты на наружную кольцевую поверхность формующего барабана.
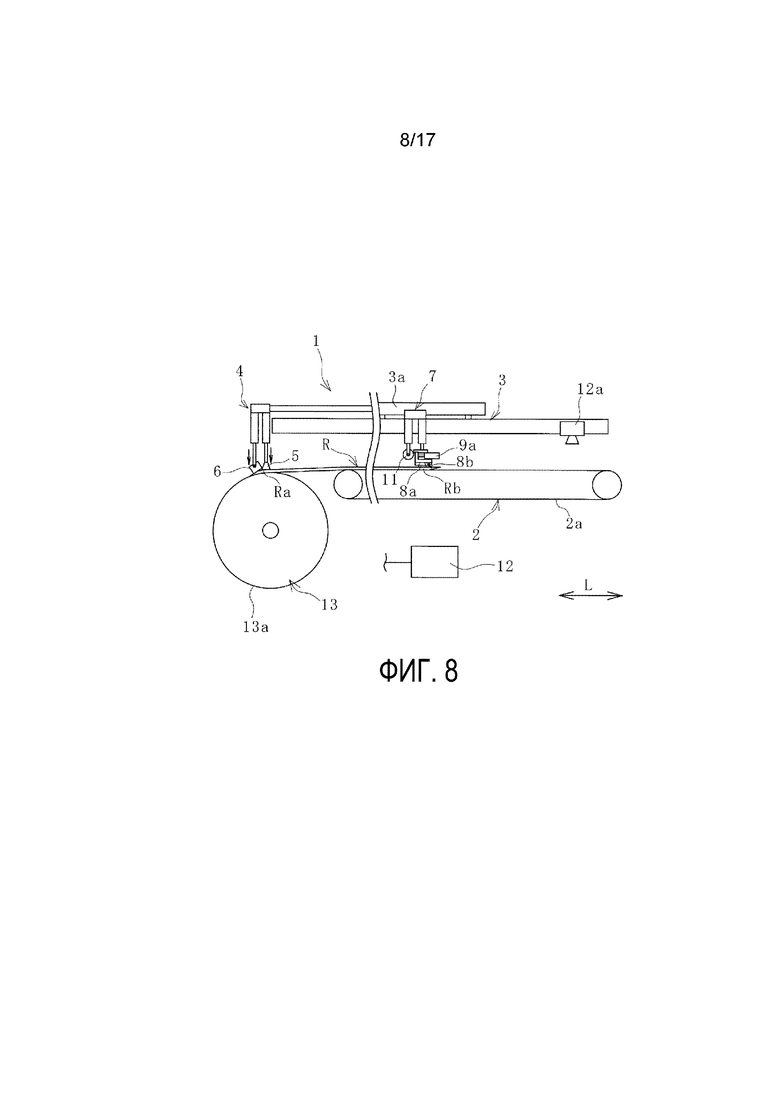
Фиг. 8 представляет собой пояснительную схему, на виде сбоку показан этап размещения передней кромочной части резинового элемента в виде ленты на наружной кольцевой поверхности формующего барабана.
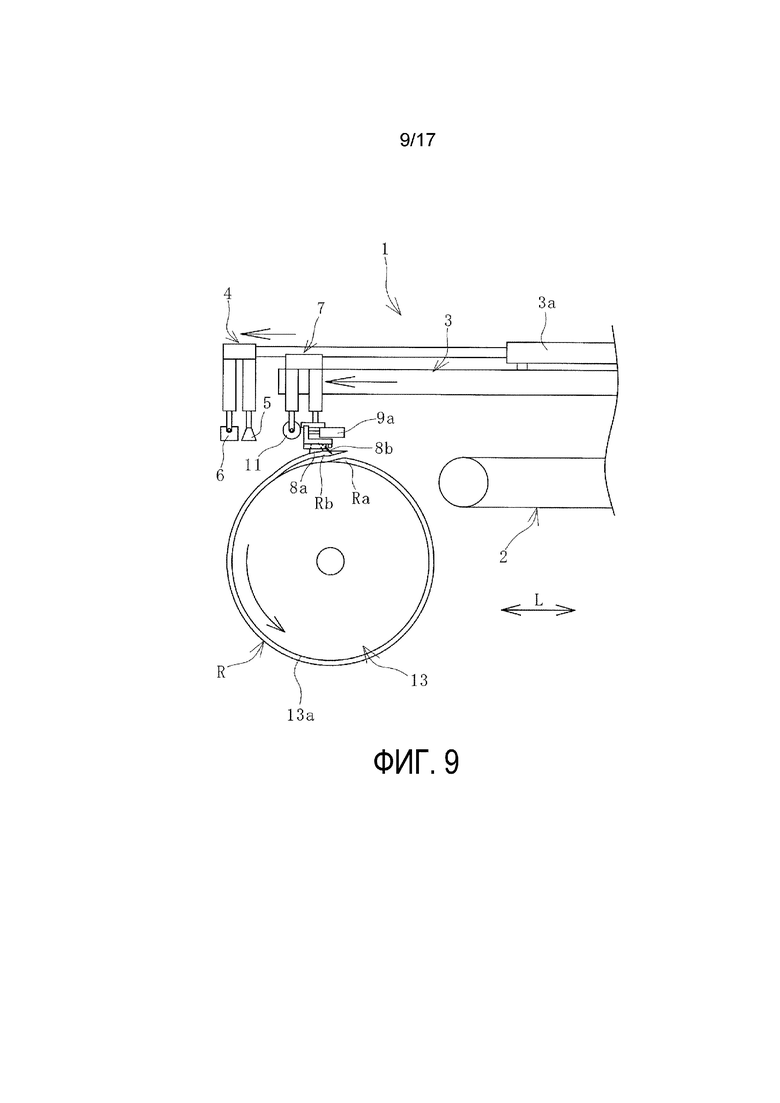
Фиг. 9 представляет собой пояснительную схему, на виде сбоку показан этап наматывания резинового элемента в виде ленты вокруг наружной кольцевой поверхности формующего барабана.
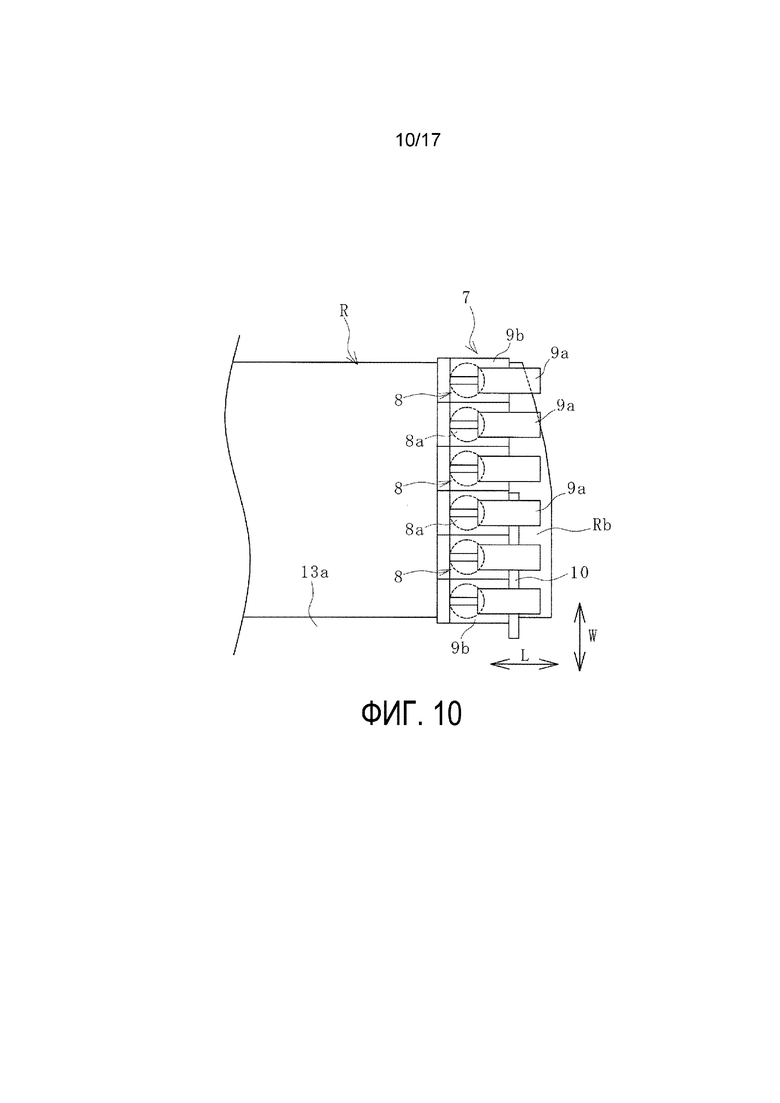
Фиг. 10 представляет собой пояснительную схему, на виде в горизонтальной проекции показана периферия задней кромочной части резинового элемента в виде ленты, показанного на Фиг. 9.
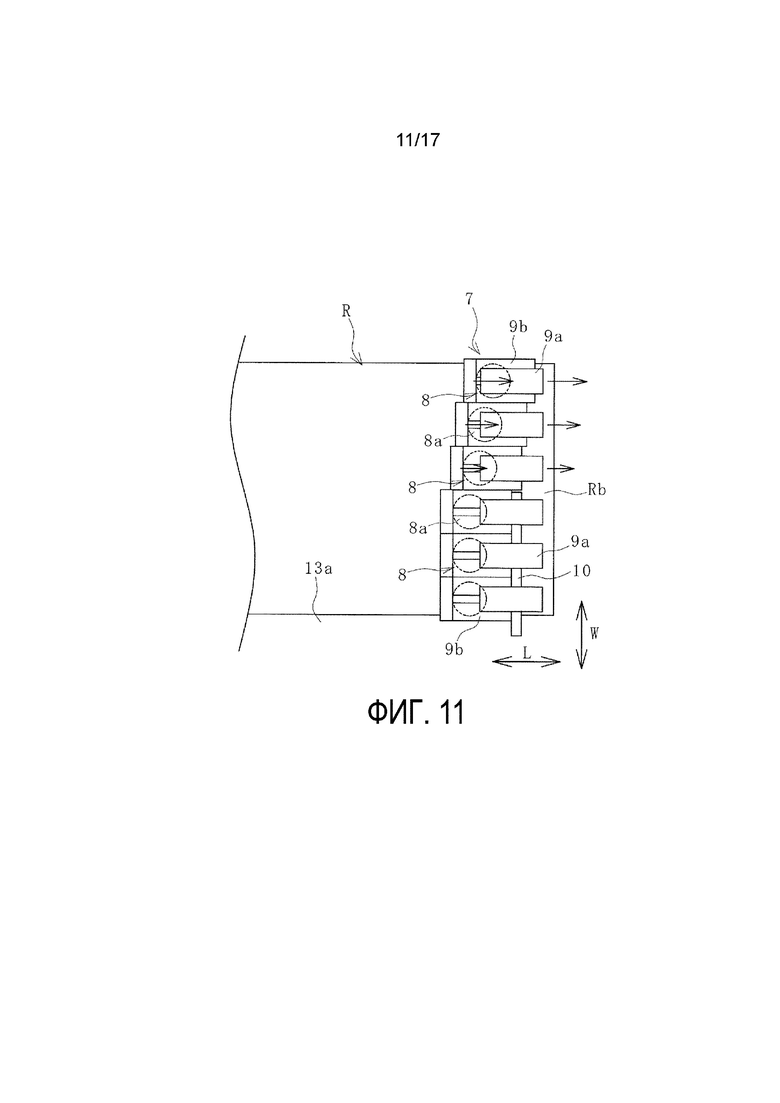
Фиг. 11 представляет собой пояснительную схему, на виде в горизонтальной проекции показан этап растяжения задней кромочной части резинового элемента в виде ленты, показанного на Фиг. 10.
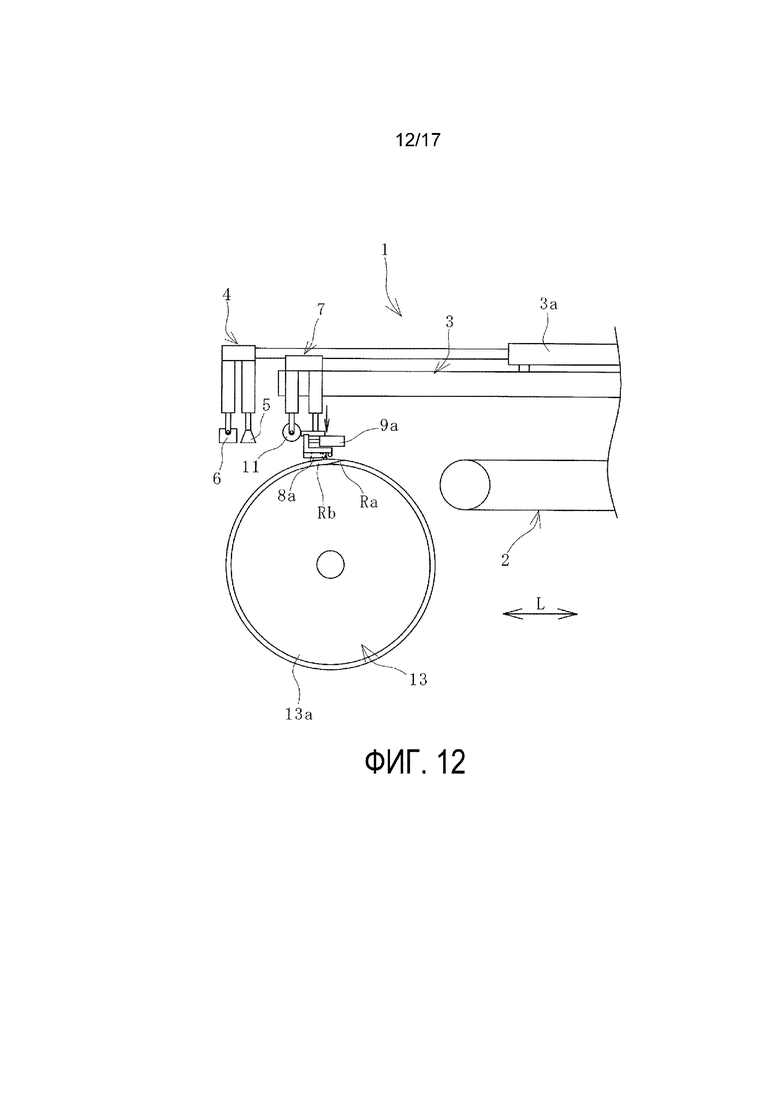
Фиг. 12 представляет собой пояснительную схему, на виде сбоку показан этап приближения задней кромочной части резинового элемента в виде ленты к передней кромочной части.
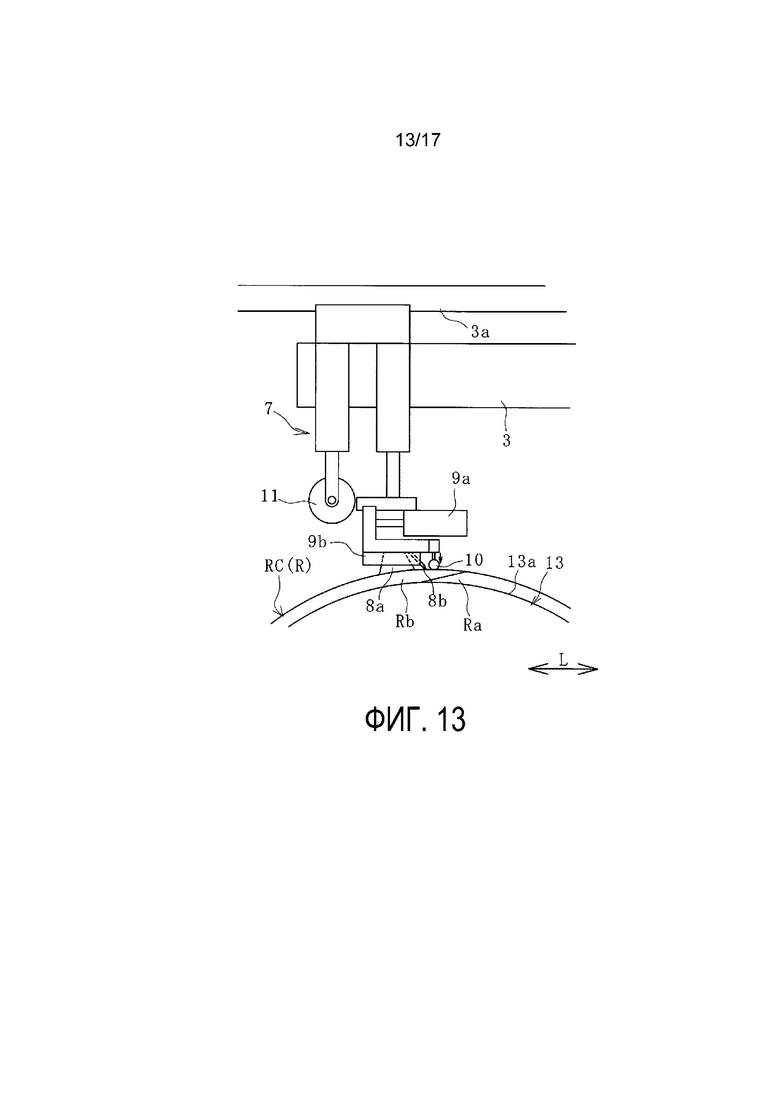
Фиг. 13 представляет собой пояснительную схему, на виде сбоку показан этап освобождения от фиксации задней кромочной части резинового элемента в виде ленты и прикрепления со сжатием задней кромочной части к передней кромочной части.
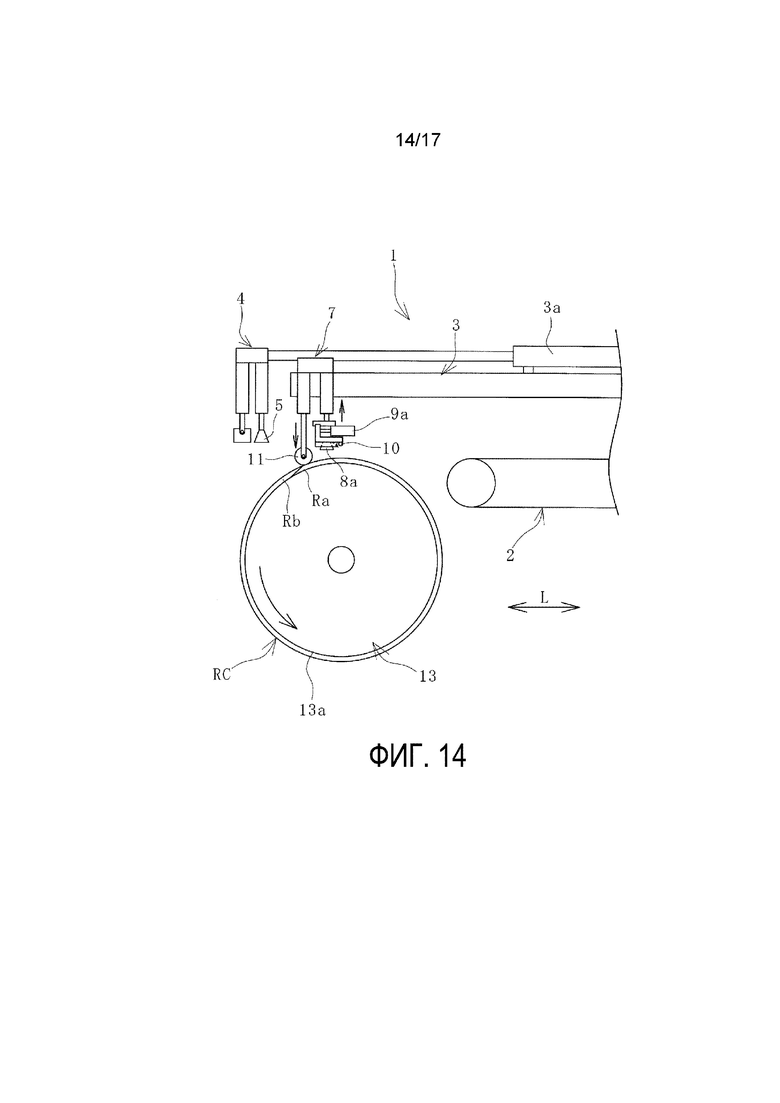
Фиг. 14 представляет собой пояснительную схему, на виде сбоку показан этап дальнейшего соединения со сжатием передней кромочной части и задней кромочной части.
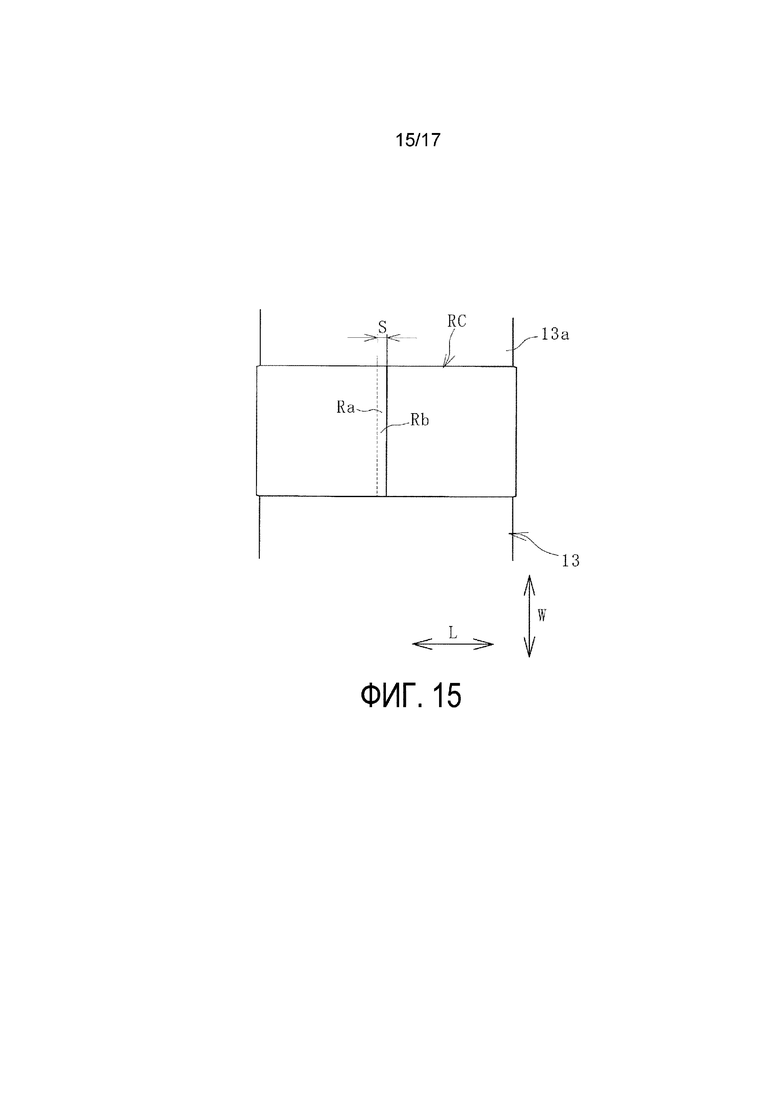
Фиг. 15 представляет собой пояснительную схему, на виде в горизонтальной проекции показан участок соединения между передней кромочной частью и задней кромочной частью.
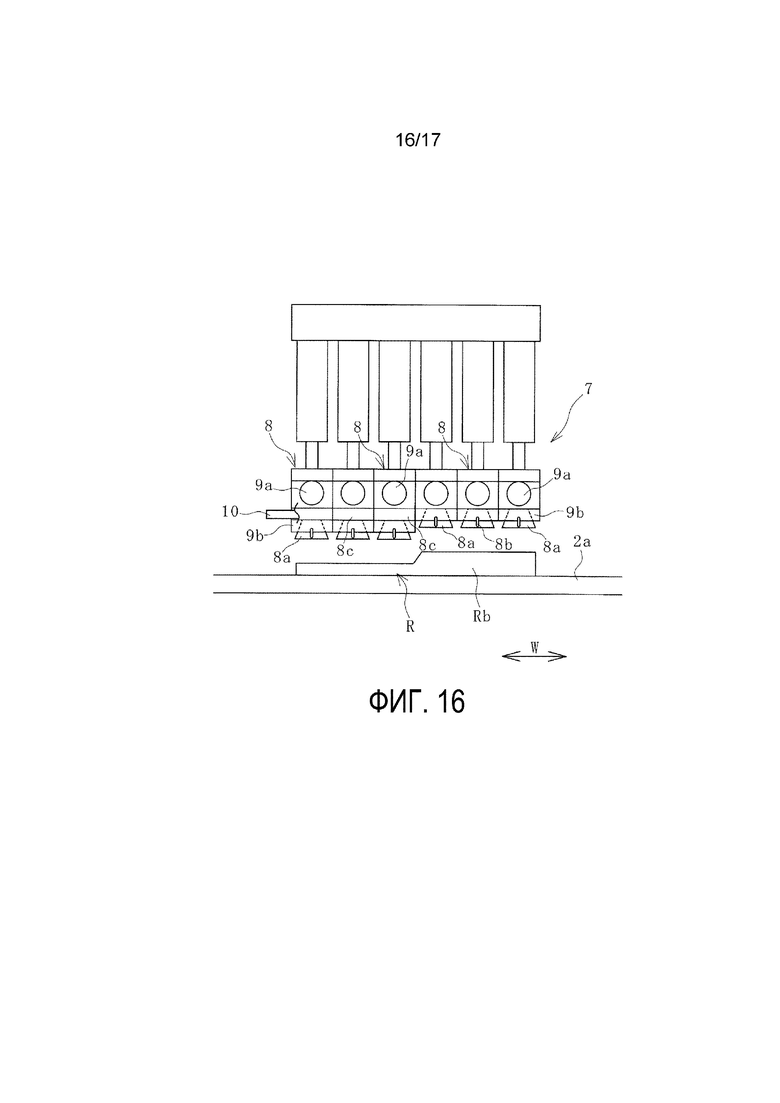
Фиг. 16 представляет собой пояснительную схему, на виде спереди показан модифицированный пример части для удержания задней кромки.
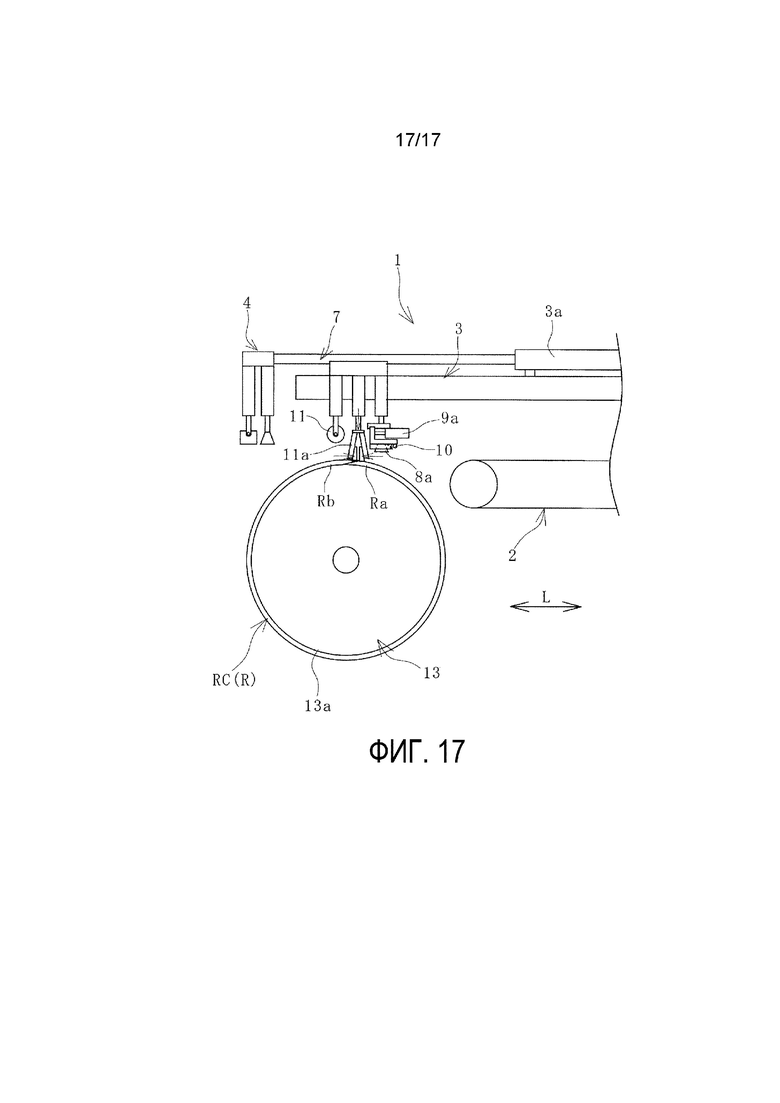
Фиг. 17 представляет собой пояснительную схему, на виде сбоку показан модифицированный пример механизма соединения задней кромки.
Описание вариантов осуществления изобретения
Устройство и способ изготовления невулканизированного кольцевого резинового элемента согласно настоящему изобретению будут описаны ниже на основе вариантов осуществления со ссылкой на графические материалы.
Устройство 1 для изготовления невулканизированного кольцевого резинового элемента (в дальнейшем называется устройством 1 для изготовления) согласно настоящему изобретению, проиллюстрированное на Фиг. 1-4, соединяет продольную переднюю кромочную часть Ra и заднюю кромочную часть Rb невулканизированного резинового элемента R в виде ленты на наружной кольцевой поверхности 13a формующего барабана 13. В результате обеспечивается кольцевая форма (цилиндрическая форма) резинового элемента R в виде ленты для получения невулканизированного кольцевого резинового элемента RC. Следует отметить, что кольцевой резиновый элемент RC также включает цилиндрический резиновый элемент. Примеры резинового элемента R в виде ленты включают компоненты шины, такие как резина протектора, боковая резина и т. п. шины, сформированные из невулканизированной резины.
Устройство 1 для изготовления содержит: транспортировочный конвейер 2; механизм 4 расположения передней кромки, удерживающий и размещающий переднюю кромочную часть Ra резинового элемента R в виде ленты на наружной кольцевой поверхности 13a формующего барабана 13; механизм 7 соединения задней кромки, удерживающий и соединяющий заднюю кромочную часть Rb резинового элемента R в виде ленты с передней кромочной частью Ra резинового элемента R в форме ленты, намотанного на наружной кольцевой поверхности 13a; и блок 12 управления. Движение транспортировочного конвейера 2, механизма 4 расположения передней кромки и механизма 7 соединения задней кромки управляется блоком 12 управления.
Транспортировочный конвейер 2 транспортирует размещенный резиновый элемент R в виде ленты к расположенному спереди формующему барабану 13. Транспортировочный конвейер 2 содержит конвейерную ленту 2a, натянутую между передним и задним шкивами, при этом конвейерная лента 2a приводится в движение с вращением с помощью привода, такого как серводвигатель.
Направление стрелки L на графических материалах указывает направление вперед-назад транспортировочного конвейера 2 и резинового элемента R в виде ленты, размещенного на транспортировочном конвейере 2. Кроме того, направление стрелки W указывает направление ширины транспортировочного конвейера 2, резинового элемента R в виде ленты, размещенного на транспортировочном конвейере 2, и формующего барабана 13. Следует отметить, что штрихпунктирная линия CL на Фиг. 2 обозначает среднюю точку формующего барабана 13 в направлении ширины.
В этом варианте осуществления транспортировочные конвейеры 2 расположены симметрично один рядом с другим, при этом между ними расположена центральная линия CL направления ширины барабана. Между транспортировочными конвейерами 2 предусмотрена рама 3, проходящая в направлении L вперед-назад. Механизм 4 расположения передней кромки и механизм 7 соединения задней кромки, расположенные над каждой конвейерной лентой 2a, подвижно прикреплены к раме 3. Датчик 12а положения, расположенный над задней кромочной частью каждой из конвейерных лент 2а, прикреплен к раме 3.
Каждое из устройств (транспортировочный конвейер 2, механизм 4 расположения передней кромки, механизм 7 соединения задней кромки, датчик 12a положения и т. п.), расположенных симметрично относительно расположенной между ними центральной линии CL направления ширины барабана, имеет одинаковую конфигурацию и перемещается одинаковым образом. Следовательно, ниже будут описаны устройства, расположенные на одной стороне поперек центральной линии CL направления ширины барабана. Следует отметить, что такие устройства, как транспортировочный конвейер 2, механизм 4 расположения передней кромки, механизм 7 соединения задней кромки и датчик 12a положения, не ограничиваются конфигурацией, в которой эти устройства устанавливают параллельно в два ряда с расположенной между ними центральной линией CL направления ширины барабана, как в этом варианте осуществления, они могут быть выполнены с возможностью установки в один ряд.
Механизм 4 расположения передней кромки содержит часть 5 для удержания передней кромки и прижимную часть 6 для передней кромки. В этом варианте осуществления присасывающая площадка используется в качестве части 5 для удержания передней кромки. Часть 5 для удержания передней кромки перемещается вверх и вниз с помощью цилиндра или т. п. и перемещается к поверхности для размещения на конвейерной ленте 2a и от нее. Множество частей 5 для удержания передней кромки расположены бок о бок в направлении W ширины.
В качестве прижимной части 6 для передней кромки используют один стержнеобразный компонент, проходящий в направлении W ширины. Прижимную часть 6 для передней кромки можно разделить в направлении W ширины на множество параллельных конфигураций. Прижимная часть 6 для передней кромки перемещается вверх и вниз с помощью цилиндра или т. п. и перемещается к поверхности для размещения на конвейерной ленте 2a и от нее. Механизм 4 расположения передней кромки (часть 5 для удержания передней кромки и прижимная часть 6 для передней кромки) перемещается в направлении L вперед-назад с помощью выдвижного/втягивающего цилиндра 3a, установленного на раме 3, и перемещается к формующему барабану 13 и от него.
Механизм 7 соединения задней кромки содержит: множество частей 8 для удержания задней кромки, расположенных бок о бок в направлении W ширины; и часть 9a для перемещения, которая перемещает части 8 для удержания задней кромки по отдельности в направлении L вперед-назад. В этом варианте осуществления игольчатые компоненты 8b используют в дополнение к присасывающим площадкам 8a в качестве частей 8 для удержания задней кромки. Присасывающая площадка 8a выступает вниз приблизительно на величину от 1 мм или более до 2 мм или менее от нижней поверхности основания 9b блока, к которому прикреплена присасывающая площадка 8a. Присасывающая площадка 8a может качаться в направлении W ширины и направлении L вперед-назад.
Игольчатый компонент 8b расположен наклонно назад от основания 9b блока. Следует отметить, что обеспечение игольчатого компонента 8b является необязательным. Цилиндр с электроприводом используют в качестве части 9a перемещения, но можно также использовать цилиндр, работающий с текучей средой. Когда часть 9a для перемещения перемещает основание 9b блока в направлении L вперед-назад, часть 8 для удержания задней кромки перемещается в направлении L вперед-назад.
В этом варианте осуществления все части 8 для удержания задней кромки, расположенные бок о бок в направлении W ширины, выполнены с возможностью перемещения в направлении L вперед-назад, но только некоторые из частей 8 для удержания задней кромки могут быть выполнены с возможностью перемещения в направлении L вперед-назад. Например, только две или три части 8 для удержания задней кромки, смежные в направлении W ширины, могут быть выполнены с возможностью перемещения в направлении L вперед-назад. Количество частей 8 для удержания задней кромки, расположенных бок о бок, предпочтительно составляет три или больше, либо, например, от трех или более до восьми или меньше. В этом варианте осуществления размер каждой из частей 8 для удержания задней кромки идентичен в направлении W ширины, но также возможно смешанное использование частей 8 для удержания задней кромки с разными размерами в направлении W ширины.
В этом варианте осуществления механизм 7 соединения задней кромки дополнительно содержит: одну прижимную планку 10, расположенную позади части 8 для удержания задней кромки и проходящую в направлении W ширины; и один прижимной ролик 11, расположенный перед частью 8 для удержания задней кромки. Прижимная планка 10, установленная на основании 9b блока, может перемещаться вверх или вниз. Прижимная планка 10 может проходить на соответствующую длину в направлении W ширины и в этом варианте осуществления проходит от одной торцевой стороны шести частей 8 для удержания задней кромки, расположенных бок о бок, до середины положения в направлении W ширины. Прижимной ролик 11 можно разделить в направлении W ширины на множество параллельных конфигураций.
Часть 8 для удержания задней кромки, часть 9a для перемещения, основание 9b блока и прижимная планка 10 перемещаются как одно целое вверх и вниз с помощью цилиндра или т. п. и перемещаются к поверхности для размещения конвейерной ленты 2a и от нее. Прижимной ролик 11 также перемещается вверх и вниз с помощью цилиндра или т. п. и перемещается к поверхности для размещения на конвейерной ленте 2a и от нее. Механизм 7 соединения задней кромки (часть 8 для удержания задней кромки, часть 9a для перемещения, основание 9b блока, прижимная планка 10 и прижимной ролик 11) перемещается в направлении L вперед-назад вдоль рамы 3 с помощью сервопривода или т. п. и перемещается к формующему барабану 13 и от него.
Датчик 12a положения обнаруживает переднюю кромку и заднюю кромку резинового элемента R в виде ленты, размещенного и перемещаемого на транспортировочном конвейере 2, по всей длине в направлении W ширины. Другими словами, происходит получение данных о распределении длины резинового элемента R в виде ленты в направлении W ширины. Данные от датчика 12a положения далее вводятся в блок 12 управления. В качестве датчика 12а положения можно использовать бесконтактный датчик (оптический датчик, лазерный датчик, ультразвуковой датчик или т. п.). Движение формующего барабана 13 также управляется блоком 12 управления, и скорость вращения, данные положения в направлении вдоль окружности и т. п. формующего барабана 13 далее вводятся в блок 12 управления.
Кроме того, данные о длине Lc вдоль окружности на наружной кольцевой поверхности 13a, данные о допустимом запасе S на соединение и т. п. вводятся в блок 12 управления. Длина Lc вдоль окружности - это длина вдоль окружности наружной кольцевой поверхности, вокруг которой наматывается резиновый элемент R в виде ленты, и когда резиновый элемент R в виде ленты наматывается непосредственно вокруг формующего барабана 13, длина Lc вдоль окружности является длиной вдоль окружности наружной кольцевой поверхности 13a формующего барабана 13. Когда резиновый элемент R в виде ленты наматывается вокруг наружной кольцевой поверхности элемента, уже намотанного вокруг формующего барабана 13, длина вдоль окружности наружной кольцевой поверхности уже намотанного элемента равна длине Lc вдоль окружности. Допустимый запас S на соединение предварительно установлен и представляет собой соответствующую величину перекрытия в направлении L вперед-назад при соединении передней кромочной части Ra и задней кромочной части Rb. Если запас на соединение между передней кромочной частью Ra и задней кромочной частью Rb слишком мал, они не могут быть прочно соединены, а если он слишком большой, это отрицательно сказывается на однородности шины и т. п.
Ниже описан пример этапов изготовления кольцевого резинового элемента RC с использованием устройства 1 для изготовления.
Как показано на Фиг. 1, резиновый элемент R в виде ленты перемещается к формующему барабану 13 посредством вращения конвейерной ленты 2a, на которой размещен резиновый элемент R в виде ленты. Резиновый элемент R в виде ленты со временем сжимается в неограниченном состоянии. Датчик 12a положения обнаруживает переднюю кромку и заднюю кромку резинового элемента R в виде ленты, проходящего вниз в направлении W ширины, и полученные данные далее вводятся в блок 12 управления. На основе полученных данных и скорости перемещения транспортировочного конвейера 2 блок 12 управления вычисляет и получает данные распределения длины резинового элемента R в виде ленты в направлении W ширины.
После перемещения резинового элемента R в виде ленты до тех пор, пока передняя кромочная часть Ra не будет расположена перед конвейерной лентой 2a, конвейерная лента 2a останавливается. Затем, как показано на Фиг. 5, часть 5 для удержания передней кромки перемещается вниз, приводится в контакт с верхней поверхностью передней кромочной части Ra и прикрепляется к ней путем отсасывания воздуха. На этом этапе прижимная часть 6 для передней кромки находится в верхнем положении, в котором прижимная часть 6 для передней кромки не контактирует с передней кромочной частью Ra.
Кроме того, как показано на Фиг. 5 и 6, часть 8 для удержания задней кромки перемещается вниз, а присасывающая площадка 8a приводится в контакт с верхней поверхностью задней кромочной части Rb и прикрепляется к ней путем отсасывания воздуха. При движении присасывающей площадки 8a вниз игольчатый компонент 8b проникает в положение посередине в направлении толщины резинового элемента R в виде ленты. На этом этапе прижимной ролик 11 находится в верхнем положении, в котором он не контактирует с задней кромочной частью Rb. Следует отметить, что даже когда присасывающая площадка 8a перемещается вниз в положение конвейерной ленты 2a в состоянии, когда резиновый элемент R в виде ленты не помещается на конвейерную ленту 2a, игольчатый компонент 8b устанавливают так, чтобы он не контактировал с конвейерной лентой 2а.
Толщина резинового элемента R в виде ленты является непостоянной в направлении W ширины и часто изменяется. Таким образом, поскольку резиновый элемент R в виде ленты часто имеет уникальную форму (профиль) поперечного сечения, а не простое четырехугольное поперечное сечение, толщина (масса) резинового элемента R в виде ленты в том месте, где каждая присасывающая площадка 8а адсорбирует, не является одинаковой. Следовательно, сила адсорбции каждой присасывающей площадкой 8a не ограничивается постоянным уровнем, она может быть установлена по-разному в зависимости от толщины резинового элемента R в виде ленты в положении, в котором каждая присасывающая площадка 8a адсорбирует. Например, присасывающая площадка 8a, которая адсорбирует в месте, где толщина резинового элемента R в виде ленты больше, увеличивает силу всасывания. Аналогично присасывающая площадка части 5 для удержания передней кромки также может иметь конфигурацию, в которой сила всасывания различается в зависимости от положения в направлении W ширины.
Затем, как показано на Фиг. 7, резиновый элемент R в виде ленты перемещается к формующему барабану 13 посредством вращения конвейерной ленты 2a. В это время механизм 4 расположения передней кромки продвигается вперед выдвижным/втягивающим цилиндром 3a с той же скоростью, синхронизируя механизм 4 расположения передней кромки с транспортируемым резиновым элементом R в виде ленты. Кроме того, механизм 7 соединения задней кромки продвигается вдоль рамы 3 с той же скоростью, синхронно с транспортируемым резиновым элементом R в виде ленты.
Соответственно, резиновый элемент R в виде ленты перемещается к формующему барабану 13, в то время как передняя кромочная часть Ra и задняя кромочная часть Rb удерживаются частью 5 для удержания передней кромки и частью 8 для удержания задней кромки соответственно. Поскольку часть 5 для удержания передней кромки и часть 8 для удержания задней кромки продвигаются синхронно с транспортируемым резиновым элементом R в виде ленты, интервал между ними в направлении L вперед-назад поддерживается постоянным. Следовательно, резиновый элемент R в виде ленты перемещается в ограниченном состоянии, в котором как удлинение, так и сжатие подавлены. После перемещения передней кромочной части Ra на наружную кольцевую поверхность 13a формующего барабана 13, при удерживании частью 5 для удержания передней кромки, перемещение транспортировочным конвейером 2 и поступательное движение механизма 4 расположения передней кромки и механизма 7 соединения задней кромки будут остановлены.
Затем, как показано на Фиг. 8, часть 5 для удержания передней кромки перемещается вниз, а передняя кромочная часть Ra, которая была освобождена, располагается на наружной кольцевой поверхности 13a формующего барабана 13. В данном случае прижимная часть 6 для передней кромки перемещается вниз, и передняя кромочная часть Ra прочно прикрепляется к наружной кольцевой поверхности 13a. Положение, в котором передняя кромочная часть Ra расположена на наружной кольцевой поверхности 13a формующего барабана 13, предпочтительно является верхней частью формующего барабана 13 в направлении вдоль окружности барабана. Соответственно, передняя кромочная часть Ra расположена более устойчиво и легко прикрепляется к наружной кольцевой поверхности 13a.
Затем, как показано на Фиг. 9, формующий барабан 13 вращается, и конвейерная лента 2a приводится в движение с вращением синхронно с этим вращением, чтобы транспортировать резиновый элемент R в виде ленты к формующему барабану 13, а механизм 7 соединения задней кромки продвигается вдоль рамы 3 синхронно с транспортируемым резиновым элементом R в виде ленты. Окружная скорость на наружной кольцевой поверхности 13a, скорость перемещения транспортировочного конвейера 2 и скорость движения механизма 7 соединения задней кромки предпочтительно идентичны друг другу. В это время механизм 4 расположения передней кромки перемещается дальше вперед за счет выдвижного/втягивающего цилиндра 3a и не контактирует с резиновым элементом R в виде ленты.
Таким образом, после намотки заданной длины резинового элемента R в виде ленты вокруг наружной кольцевой поверхности 13a формующего барабана 13 вращение формующего барабана 13 и поступательное движение механизма 7 соединения задней кромки прекращаются. Другими словами, резиновый элемент R в виде ленты наматывается вокруг наружной кольцевой поверхности 13a, за исключением задней кромочной части Rb и ее периферийной части. В это время, как показано на Фиг. 10, задняя кромочная часть Rb удерживается множеством частей 8 для удержания задней кромки, расположенных бок о бок в направлении W ширины, и каждая из частей 8 для удержания задней кромки может по отдельности перемещаться в направлении L вперед-назад частями 9a для перемещения в соответствии с соответствующими частями 8 для удержания задней кромки.
Затем, как показано на Фиг. 11, перед соединением задней кромочной части Rb с передней кромочной частью Ra величина перемещения каждой из частей 9a для перемещения в направлении L вперед-назад управляется блоком 12 управления с использованием данных распределения длины резинового элемента R в виде ленты в направлении W ширины. Например, на основе данных распределения длины резинового элемента R в виде ленты в направлении W ширины, данных о длине Lc по окружности по наружной кольцевой поверхности 13a и данных о допустимом запасе S на соединение блок 12 управления регулирует величину перемещения каждой из частей 9a для перемещения в направлении L вперед-назад.
Удлинение в направлении L вперед-назад вокруг удерживаемой части задней кромочной части Rb, которая удерживается каждой из частей 8 для удержания задней кромки, регулируется путем управления величиной перемещения каждой из частей 9a для перемещения. Например, в части 8 для удержания задней кромки в положении в направлении ширины, где сжатие резинового элемента R в виде ленты в направлении L вперед-назад больше, величина перемещения в направлении L вперед-назад увеличивается. В этом варианте осуществления, чем выше положения трех верхних частей 9a для перемещения на чертеже, тем больше величина перемещения, а величина перемещения трех нижних частей 9a для перемещения на чертеже равна нулю. В результате такого управления величиной перемещения длина резинового элемента R в виде ленты регулируется до длины, позволяющей соединить переднюю кромочную часть Ra и заднюю кромочную часть Rb с допустимым запасом S на соединение.
Скорость движения каждой из частей 9a для перемещения в направлении L вперед-назад может изменяться, но предпочтительно ее можно установить как постоянную скорость. Даже в случае, когда величины перемещения соответствующих частей 8 для удержания задней кромки в направлении вперед-назад различны, установка одинаковой скорости движения является преимуществом для предотвращения возникновения дефектов, таких как повреждение удлиняющейся невулканизированной резины (задней кромочной части Rb), без необходимости в приложении внешней силы.
Затем, как показано на Фиг. 12, часть 8 для удержания задней кромки перемещается вниз для приведения удерживаемой задней кромочной части Rb в контакт с передней кромочной частью Ra, намотанной вокруг наружной кольцевой поверхности 13a. После этого, как показано на Фиг. 13, всасывание присасывающей площадкой 8a прекращается, и удерживание присасывающей площадкой 8a по отношению к задней кромочной части Rb прекращается.
Сразу после этого этапа прижимная планка 10 перемещается вниз, задняя кромочная часть Rb и передняя кромочная часть Ra скрепляются сжатием путем нажатия на верхнюю поверхность задней кромочной части Rb с образованием кольцевого резинового элемента RC. Таким образом, когда прижимная планка 10, расположенная на стороне верхней поверхности задней кромочной части Rb и проходящая в направлении W ширины, перемещается к верхней поверхности задней кромочной части Rb для прижатия задней кромочной части Rb, задняя кромочная часть Rb и передняя кромочная часть Ra могут быть надежно соединены. При высвобождении части 8 для удержания задней кромки резиновый элемент R в форме ленты пытается сжаться. Однако за счет прижимания задней кромочной части Rb с помощью прижимной планки 10 можно предотвратить открытие участка соединения между задней кромочной частью Rb и передней кромочной частью Ra, что является преимуществом для подавления сжатия резинового элемента R в виде ленты.
Использование присасывающей площадки 8a в качестве части 8 для удержания задней кромки для адсорбции и удержания верхней поверхности задней кромочной части Rb является преимуществом для предотвращения излишней деформации задней кромочной части Rb. Преимущество использования игольчатого компонента 8b, как в этом варианте осуществления, заключается в том, что он надежно удерживает заднюю кромочную часть Rb, за счет этого облегчается удлинение задней кромочной части Rb в направлении L вперед-назад.
Затем, как показано на Фиг. 14, прижимной ролик 11 перемещается вниз, чтобы упереться в наружную кольцевую поверхность кольцевого резинового элемента RC для вращения формующего барабана 13. Соответственно, участок соединения между задней кромочной частью Rb и передней кромочной частью Ra дополнительно соединен сжатием посредством прижимного ролика 11, чтобы надежно предотвратить открытие участка соединения. На этом этапе часть 8 для удержания задней кромки перемещается в положение, в котором часть 8 для удержания задней кромки не контактирует с кольцевым резиновым элементом RC.
Как описано выше, после удлинения в направлении L вперед-назад на необходимую величину вокруг удерживаемой части задней кромочной части Rb, удерживаемой каждой из частей 8 для удержания задней кромки, чтобы отрегулировать длину резинового элемента R в виде ленты до величины, обеспечивающей допустимый запас S на соединение, переднюю кромочную часть Ra и заднюю кромочную часть Rb соединяют друг с другом. В результате, как показано на Фиг. 15, можно обеспечить кольцевой резиновый элемент RC, в котором передняя кромочная часть Ra и задняя кромочная часть Rb соединены с допустимым запасом S на соединение равномерным и надежным образом по направлению W всей ширины. Даже в случае резинового элемента R в виде ленты, который со временем сильно сжимается, передняя кромочная часть Ra и задняя кромочная часть Rb могут быть надежно соединены с допустимым запасом S на соединение.
Как показано на Фиг. 16, для резинового элемента R в виде ленты, имеющего уникальную форму (профиль) поперечного сечения, предпочтительна конструкция, в которой присасывающая площадка 8a установлена на основании 9b блока с частью 8c регулировки высоты, такой как расположенная между ними прокладка. Другими словами, в зависимости от формы поперечного сечения (профиля) резинового элемента R в виде ленты верхнее и нижнее положения каждой из присасывающих площадок 8а, расположенных бок о бок, устанавливаются соответствующим образом путем размещения части 8c регулировки высоты. Преимущество данного решения состоит в надежной адсорбции и удержании задней кромочной части Rb при одновременном подавлении ее деформации посредством каждой из присасывающих площадок 8а. Удерживающую силу, создаваемую игольчатым компонентом 8b, также можно увеличить.
Как показано на Фиг. 17, механизм 7 соединения задней кромки может быть дополнительно снабжен частью 11а натяжения. Часть 11а натяжения имеет пару захватывающих частей для перемещения, обращенных друг к другу в направлении L вперед-назад, и может перемещаться вверх и вниз за счет работы цилиндра или т. п. Во время этапов, проиллюстрированных Фиг. 13, и этапов, проиллюстрированных Фиг. 14, задняя кромочная часть Rb и передняя кромочная часть Ra, которые соединены сжатием, захватываются частью 11а натяжения, в результате чего они приближаются друг к другу. Этот этап с использованием части 11а натяжения является преимуществом, поскольку обеспечивает более прочное соединение задней кромочной части Rb и передней кромочной части Ra.
Перечень ссылочных позиций
1 - устройство для изготовления
2 - транспортировочный конвейер
2a - конвейерная лента
3 - рама
3a - выдвижной/втягивающий цилиндр
4 - механизм расположения передней кромки
5 - часть для удержания передней кромки
6 - прижимная часть для передней кромки
7 - механизм соединения задней кромки
8 - часть для удержания задней кромки
8a - присасывающая площадка
8b - игольчатый компонент
8c - часть регулировки высоты
9a - часть для перемещения
9b - основание блока
10 - прижимная планка
11 - прижимной ролик
11a - часть натяжения
12 - блок управления
12a - датчик положения
13 - формующий барабан
13a - наружная кольцевая поверхность
R - резиновый элемент в виде ленты
Ra - передняя кромочная часть
Rb - задняя кромочная часть
RC - кольцевой резиновый элемент
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ НЕВУЛКАНИЗИРОВАННОГО ЛЕНТООБРАЗНОГО РЕЗИНОВОГО ЭЛЕМЕНТА | 2020 |
|
RU2782756C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СТЫКОВОГО СОЕДИНЕНИЯ КРОМОК ЛИСТА ИЗ ЭЛАСТИЧНОГО МАТЕРИАЛА | 2007 |
|
RU2436673C2 |
| Конвейерная лента | 1983 |
|
SU1311612A3 |
| РЕЗИНОВЫЙ ЭЛЕМЕНТ ДЛЯ ШИНЫ, СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОГО ЭЛЕМЕНТА И СПОСОБ ПОЛУЧЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2008 |
|
RU2466023C2 |
| УСТРОЙСТВО ДЛЯ СОВМЕСТНОГО ВЫТЯГИВАНИЯ ДОННЫХ ПАНЕЛЕЙ ТРАНСПОРТИРОВОЧНОГО СРЕДСТВА В МАШИНЕ ДЛЯ ЗАГРУЗКИ ТРАНСПОРТИРОВОЧНЫХ СРЕДСТВ | 1996 |
|
RU2179943C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ ИЗ СРАЩЕННЫХ ПОЛОСОК | 2011 |
|
RU2539887C2 |
| УСТРОЙСТВО СОЕДИНЕНИЯ И СПОСОБ СОЕДИНЕНИЯ | 2012 |
|
RU2549826C1 |
| УСТАНОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ НЕВУЛКАНИЗИРОВАННОЙ ШИНЫ И/ИЛИ НЕВУЛКАНИЗИРОВАННОЙ РЕССОРЫ | 2012 |
|
RU2560397C1 |
| ТРУСЫ ДЛЯ УДЕРЖАНИЯ САЛФЕТКООБРАЗНЫХ ПРЕДМЕТОВ | 1988 |
|
RU2008774C1 |
| ЛЕСОУБОРОЧНЫЕ МАШИНЫ | 2010 |
|
RU2545762C2 |
Группа изобретений относится к устройству и способу изготовления невулканизированного кольцевого резинового элемента. Устройство содержит: транспортировочный конвейер (2), транспортирующий невулканизированный резиновый элемент (R) в виде ленты к формующему барабану; механизм расположения передней кромки, удерживающий и размещающий переднюю кромочную часть (4a) резинового элемента (R) в виде ленты на наружной кольцевой поверхности (13a) формующего барабана (13); механизм соединения задней кромки, удерживающий и соединяющий заднюю кромочную часть (Rb) резинового элемента (R) в виде ленты с передней кромочной частью (Ra) на наружной кольцевой поверхности (13a); и блок (12) управления, выполненный с возможностью управления перемещением транспортировочного конвейера (2), механизма расположения передней кромки (Ra) и механизма соединения задней кромки (Rb). Причем передняя кромочная часть (Ra) и задняя кромочная часть (Rb) резинового элемента (R) в виде ленты наматываются вокруг наружной кольцевой поверхности (13a) и соединяются с предварительно установленным допустимым запасом на соединение. При этом допустимый запас на соединение представляет собой соответствующую величину перекрытия в направлении (L) вперед-назад, когда передняя кромочная часть (Ra) и задняя кромочная часть являются соединенными. Кроме того, механизм соединения задней кромки содержит множество удерживающих частей, расположенных бок о бок в направлении (W) ширины резинового элемента в виде ленты, и частей для перемещения, которые по отдельности перемещают в направлении (L) вперед-назад каждую из удерживающих частей резинового элемента (R) в виде ленты. Причем перед прикреплением задней кромочной части к передней кромочной части (4а) блок управления управляет величиной перемещения каждой из частей для перемещения в направлении вперед-назад, используя данные распределения длины резинового элемента (R) в виде ленты в направлении (W) ширины, и, таким образом, степенью удлинения в направлении (L) вперед-назад вокруг удерживаемой части задней кромочной части (Rb), удерживаемой каждой из регулируемых удерживающих частей. Техническим результатом заявленной группы изобретений является обеспечение устройства и способа, с помощью которых можно производить невулканизированный кольцевой резиновый элемент путем соединения продольных концевых участков невулканизированного резинового элемента в виде ленты на наружной кольцевой поверхности формующего барабана равномерным и более надежным образом по направлению всей ширины. 2 н. и 4 з.п. ф-лы, 17 ил.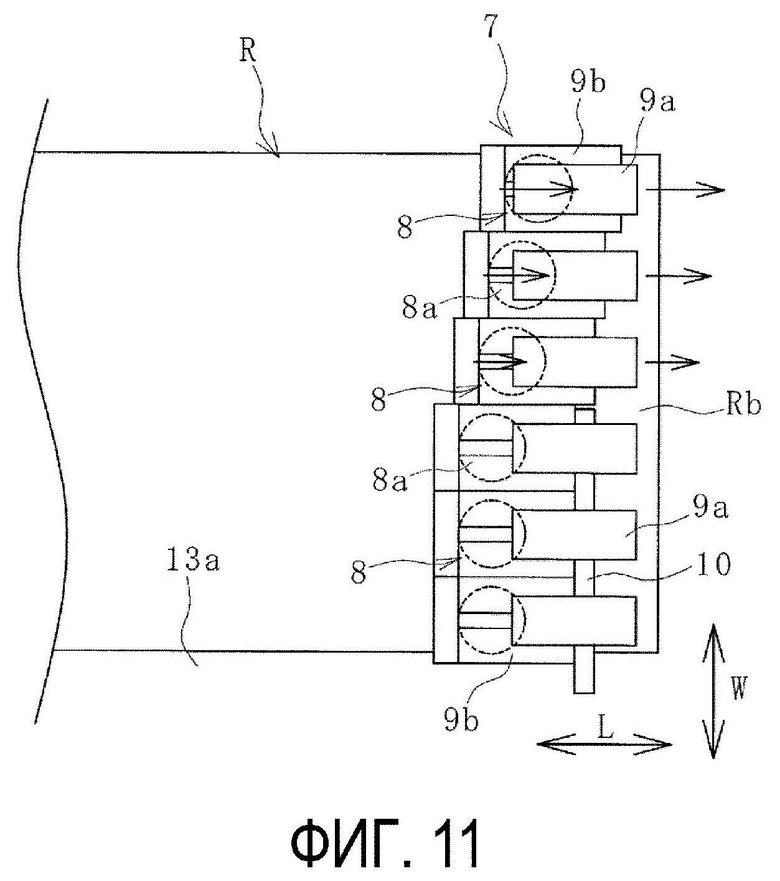
1. Устройство для изготовления невулканизированного кольцевого резинового элемента, содержащее:
транспортировочный конвейер, транспортирующий невулканизированный резиновый элемент в виде ленты к формующему барабану;
механизм расположения передней кромки, удерживающий и размещающий переднюю кромочную часть резинового элемента в виде ленты на наружной кольцевой поверхности формующего барабана;
механизм соединения задней кромки, удерживающий и соединяющий заднюю кромочную часть резинового элемента в виде ленты с передней кромочной частью на наружной кольцевой поверхности; и
блок управления, выполненный с возможностью управления перемещением транспортировочного конвейера, механизма расположения передней кромки и механизма соединения задней кромки,
причем передняя кромочная часть и задняя кромочная часть резинового элемента в виде ленты наматываются вокруг наружной кольцевой поверхности и соединяются с предварительно установленным допустимым запасом на соединение,
при этом допустимый запас на соединение представляет собой соответствующую величину перекрытия в направлении вперед-назад, когда передняя кромочная часть и задняя кромочная часть являются соединенными,
причем механизм соединения задней кромки содержит множество удерживающих частей, расположенных бок о бок в направлении ширины резинового элемента в виде ленты, и частей для перемещения, которые по отдельности перемещают в направлении вперед-назад каждую из удерживающих частей резинового элемента в виде ленты, и
перед прикреплением задней кромочной части к передней кромочной части блок управления управляет величиной перемещения каждой из частей для перемещения в направлении вперед-назад, используя данные распределения длины резинового элемента в виде ленты в направлении ширины, и, таким образом, степенью удлинения в направлении вперед-назад вокруг удерживаемой части задней кромочной части, удерживаемой каждой из регулируемых удерживающих частей.
2. Устройство для изготовления невулканизированного кольцевого резинового элемента по п. 1, в котором каждая из удерживающих частей представляет собой присасывающую площадку, которая адсорбирует верхнюю поверхность задней кромочной части для удержания задней кромочной части.
3. Устройство для изготовления невулканизированного кольцевого резинового элемента по п. 2, в котором каждая из удерживающих частей представляет собой игольчатый компонент, выполненный с возможностью осуществления прокалывания из положения на стороне верхней поверхности задней кромочной части в положение посередине направления толщины резинового элемента в виде ленты.
4. Устройство для изготовления невулканизированного кольцевого резинового элемента по любому из пп. 1-3, в котором
механизм соединения задней кромки содержит прижимную планку, расположенную на стороне верхней поверхности задней кромочной части и проходящую в направлении ширины, и
задняя кромочная часть прижимается путем перемещения прижимной планки к верхней поверхности задней кромочной части, и, таким образом, задняя кромочная часть соединяется с передней кромочной частью на наружной кольцевой поверхности.
5. Устройство для изготовления невулканизированного кольцевого резинового элемента по любому из пп. 1-4, в котором скорость движения каждой из частей для перемещения в направлении вперед-назад установлена на одинаковом уровне.
6. Способ изготовления невулканизированного кольцевого резинового элемента, включающий:
транспортировку невулканизированного резинового элемента в виде ленты к формующему барабану транспортировочным конвейером;
размещение передней кромочной части резинового элемента в виде ленты на наружной кольцевой поверхности формующего барабана;
наматывание заданной длины резинового элемента в виде ленты на наружную кольцевую поверхность формующего барабана путем вращения формующего барабана; и
соединение передней кромочной части на наружной кольцевой поверхности с задней кромочной частью резинового элемента в виде ленты с использованием предварительно установленного допустимого запаса на соединение,
при этом допустимый запас на соединение представляет собой соответствующую величину перекрытия в направлении вперед-назад, когда передняя кромочная часть и задняя кромочная часть являются соединенными,
причем задняя кромочная часть удерживается множеством удерживающих частей, расположенных бок о бок в направлении ширины резинового элемента в виде ленты, чтобы позволить каждой из удерживающих частей перемещаться в направлении вперед-назад по отдельности посредством соответствующих частей для перемещения, и
перед прикреплением задней кромочной части к передней кромочной части блок управления управляет величиной перемещения соответствующих частей для перемещения в направлении вперед-назад, используя данные распределения длины резинового элемента в виде ленты в направлении ширины, и, таким образом, степенью удлинения в направлении вперед-назад вокруг удерживаемой части задней кромочной части, удерживаемой каждой из регулируемых удерживающих частей.
| JP 2003011245 A, 15.01.2015 | |||
| JP S62236728 A, 16.10.1987 | |||
| JP 2015136826 A, 30.07.2015 | |||
| РЕЗИНОВЫЙ ЭЛЕМЕНТ ДЛЯ ШИНЫ, СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОГО ЭЛЕМЕНТА И СПОСОБ ПОЛУЧЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2008 |
|
RU2466023C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОВОГО ЭЛЕМЕНТА ДЛЯ ШИНЫ И ПНЕВМАТИЧЕСКАЯ ШИНА | 2006 |
|
RU2395394C2 |

