(54) СПИРАЛЬНОЕ СВЕРЛО С ВНУТРЕННИМИ КАНАЛАМИ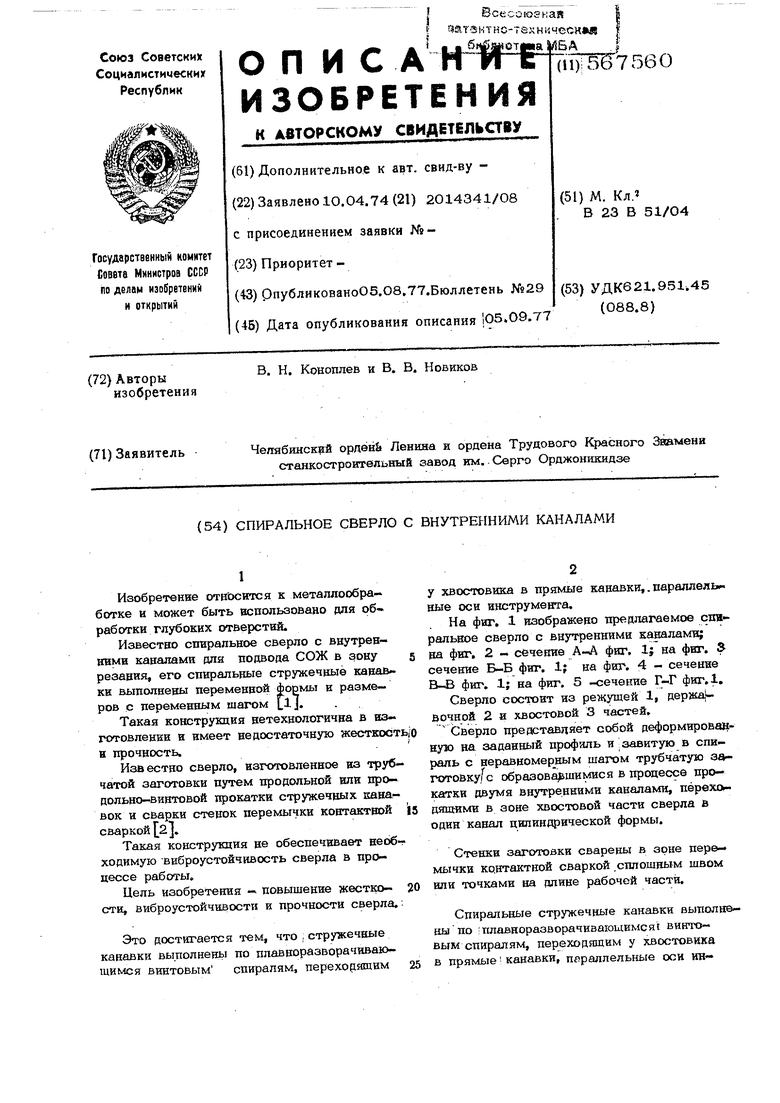
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиральных сверл | 1976 |
|
SU571338A2 |
| Способ изготовления спиральных сверл | 1976 |
|
SU580046A1 |
| Способ изготовления спиральных сверл с внутренними спиральными каналами для подвода СОЖ | 1981 |
|
SU1046039A1 |
| СПИРАЛЬНОЕ СВЕРЛО | 2000 |
|
RU2198608C2 |
| Способ изготовления спиральных сверл | 1975 |
|
SU521054A2 |
| Спиральное сверло | 1984 |
|
SU1276446A2 |
| Инструмент для обработки отверстий | 1985 |
|
SU1271677A1 |
| КОРПУС СВЕРЛА И СВЕРЛО | 2018 |
|
RU2753931C2 |
| Способ изготовления спиральных сверл | 1975 |
|
SU522883A2 |
| КОРПУС СВЕРЛА И СВЕРЛО | 2018 |
|
RU2753719C2 |
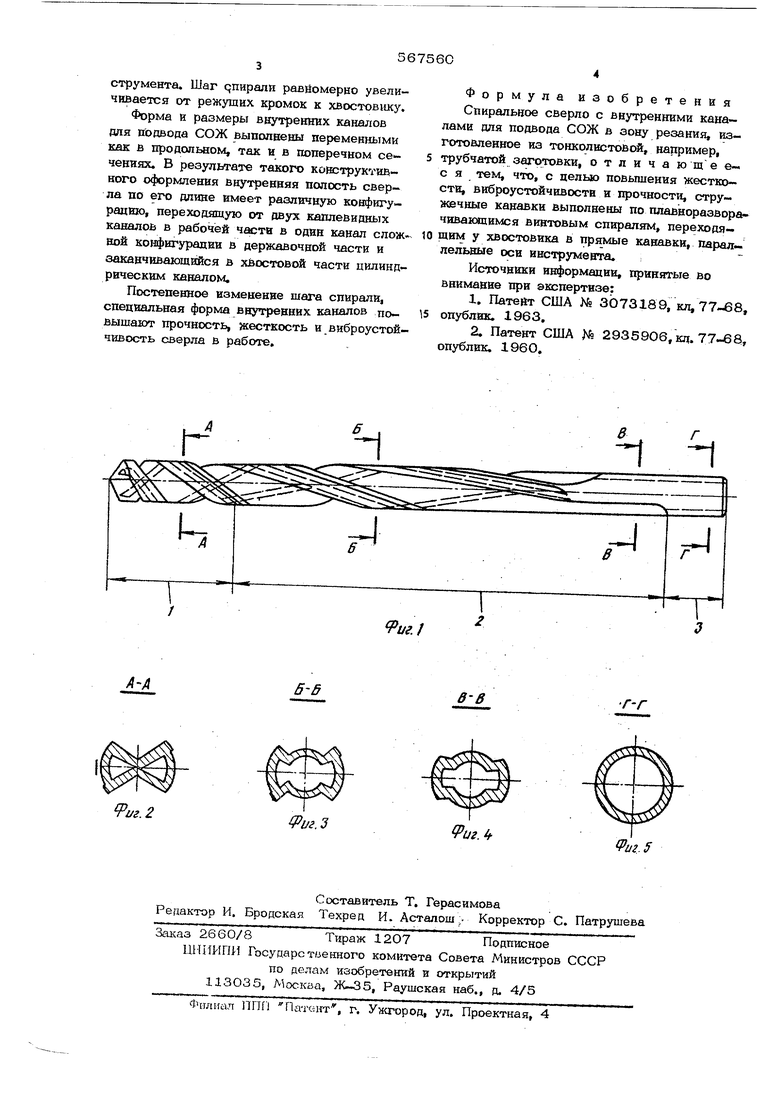
Изобретение относится к металлообработке и может быть использовано для обработки глубоких отверстий. Известно спиральное сверло с внутрев- ними каналами для подвода СОЖ в зону резавия, его спиральные стружечные канав кк выполнены переменной формы Е размеров с переменным шагом Такая конструкция нетехнологична в изготовлении и имеет недостаточную жестко(зт н прочность. Известно сверло, изготовленное из труб чатой заготовки путем продольной или продольно-винтовой прокатки стружечных канавок и сварки стенок перемычки контактной сваркой 2. Такая конструкция не обеспечивает необ ходимую виброустойчивость сверла в процессе работы. Цель изобретения - повышение жестко- сти, виброустойчивости и прочности сверла. Это достигается тем, что , стружечные канавки выполнень по ппавноразворачивающимся винтовым спиралям, переходящим у хвостовика в прямые канавки. параллель ные оси инструмента. На фиг. 1 изображено предлах емое спиральное сверло с внутренними каналами; на фиг, 2 - сечение А-А фиг. 1; на фвг. & сечение Б-Б фиг. 1; на фиг. 4 - сечение В-В фиг. 1; на фиг. 5 -сечение Г-Г фнг.1. Сверло состоит из режущей 1, держа{вочной 2 и хвостовой 3 частей. Сверло прейставдяет собой деформировайную на заданный профиль и , завитую в спираль с неравномерным шагом трубчатую заготовкуГс образовавшимися в процессе прокатки двумя внутренними каналами, перехогдящими в зоне хвостовой части сверла в один канал цилиндрической формы. Стенки заготовки сварены в зоне перемычки контактной сваркой сплошным швом или точками на длине рабочей част1а. Спиральные стружечные канавки выполненыпо ;тшавноразворачиааю1димся1 винтовым спиралям, переходящим у хвостовика в прямые канавки, параллельные оси ин-
струмента. Шаг упирали равйомерно увеличивается от режущих кромок к хвостовику.
Форма и размеры внутренних каналов дпя подвода СОЖ выпслвеш 1 переменными как в продольном, так и в поперечном сечениях. В результате такого конструктивного оформления внутренняя полость сверла по его длине имеет различную конфигурацию, переходящую от двух каплевидньтх каналов в рабочей части в один канал сложной конфигурадии в державочной части и заканчивающийся в хвостовой части цилиндрическим каналом.
Постепенное изменение шага спирали, специальная форма внутренних каналов повышают прочность, жесткость и виброустойчивость сверла в работе.
Формула изобретения Спиральное сверло с внутренними кана лами для подвода СОЖ в зону резания, изготовленное из тонколистовой, например, трубчатой заготовки, отличающее-, я тем, что, с целью повьпиения жесткоти, виброустойчивости и прочности, стружечные канавки выполнены по плавноразвора чиванхпимся винтовым спирал5{М, переходя- щим у хвостовика в прямые канавки, парал лельвые оси инструмента.
Источники информации, принятые во внимание при экспертизе:
