Область техники
Настоящее изобретение относится к конструкции уплотнения, в которой клейкую прокладку, имеющую свойство прилипать при ее затвердевании в упругом состоянии после нанесения, размещают между соединяющимися поверхностями, по меньшей мере, двух деталей, чтобы осуществить уплотнение.
Уровень техники
Обычно, в двигателях внутреннего сгорания (двигателях), установленных на транспортных средствах, таких как автомобиль, когда блок цилиндров и т.п. оснащены крышкой цепи механизма газораспределения, масляным поддоном и т.п., уплотнение размещают между соединяющимися поверхностями первых двух деталей.
Несмотря на то что самыми популярными являются прокладки из резины, в последние годы стали использовать жидкообразные прокладки (например, см. патентный документ PLT 1).
PLT 1, который является обычным примером, раскрывает конструкцию, в которой жидкообразную прокладку размещают в частях соединения блока цилиндров и головки блока цилиндров двигателя внутреннего сгорания с крышкой цепи.
В обычном примере, изложенном в PLT 1, не сделано ссылки относительно материалов для блока цилиндров, головки блока цилиндров, а также крышки цепи и не сделана ссылка относительно прочности прилипания жидкой прокладки, что касается вышеизложенного.
Кроме того, патентный документ PLT 2, который является обычным примером, передает во всех деталях конструкцию, в которой твердую прокладку 37 располагают между соединяющимися поверхностями гильзы цилиндра 20, изготовленной из металла, и полимерной крышкой 36, изготовленной из эластомера, при этом, как описано в абзаце 0043, прокладку 37 образуют из материала того же типа, что и материал полимерной крышки 36 (нейлонового эластомера), при этом они входят в контакт друг с другом без использования грунтовки для улучшения прочности прилипания между ними.
В обычном примере, изложенном в PLT 2, его предмет должен предотвратить герметизируемость прокладки от ухудшения, вызванного изменением размеров двух деталей, которое, в свою очередь, вызвано разницей в коэффициенте термического расширения между гильзой цилиндра 20, изготовленной из металла и полимерной крышки 36.
Следует отметить, что в абзаце 0053 в обычном примере, изложенном в PLT 2, грунтовку 61 описывают как расположенную между полимерной крышкой 36 и твердой прокладкой 37, чтобы улучшить прочность слипания двух деталей. Прокладка 37 термически приваривается через грунтовку 61. Однако не сделана ссылка относительно материала грунтовки 61.
Далее, патентный документ PLT 3, который является обычным примером, раскрывает магниевую деталь структуры, имеющую пленку, полученную плазменным электролитическим окислением, образованную на основной детали, изготовленной из магния или магниевого сплава. Пленка, полученная плазменным электролитическим окислением, имеет слоистую структуру, включающую в себя: плотный слой, образованный на стороне основного материала и имеющий мельчайшие поры; и пористый слой, образованный над плотным слоем и имеющий крупные поры.
В обычном примере, изложенном в PLT 3 с магниевой деталью, описывают крупные поры пористого слоя для обеспечения прочности прилипания жидкообразной прокладки, когда жидкообразную прокладку наносят на пленку, полученную плазменным электролитическим окислением, образованную на основной детали.
PTL1: JP2002-276462A
PTL2: JP2007-107484A
PTL3: JP2007-308757A
Техническая задача
В обычном примере, изложенном в PLT 2, использованная прокладка 37 является твердой, в противоположность клейкой прокладке, использованной в настоящем изобретении. Таким образом, обычный пример, изложенный в PLT 2, и настоящее изобретение каждое имеет в основе различную структуру.
Более того, не ясно, что представляет собой грунтовка 61, раскрытая в обычном примере, изложенном в PLT 2. Грунтовка 61 служит для термического приваривания твердой прокладки 37 на полимерную крышку 36, в противоположность грунтовке настоящего изобретения, которая служит для того, чтобы прочно приклеивать клейкую прокладку к деталям из полимера или магниевого сплава.
Также, обычный пример, изложенный в PLT 3, представляет собой не более чем изобретение, относящееся к магниевой детали, в противоположность герметизированной конструкции настоящего изобретения, и не раскрывает или предполагает предмет и идею настоящего изобретения, описанные ниже.
Принимая во внимание вышеприведенные обстоятельства, задачей изобретения является создание конструкции уплотнения, в которой клейкую прокладку, имеющую свойство прилипать будучи отвердевшей в упругом состоянии после нанесения, размещают между соединяющимися поверхностями, по меньшей мере, двух деталей, чтобы осуществить уплотнение, при этом клейкая прокладка прочно прилипает к одной детали, изготовленной из материала, который трудно прилипает к клейкой прокладке, для того чтобы улучшить герметизируемость в частях соединения, по меньшей мере, двух деталей.
Решение задачи
Согласно одному аспекту настоящего изобретения конструкция уплотнения включает в себя: по меньшей мере, две детали, имеющие соединяющиеся поверхности; и клейкую прокладку, размещенную между соединяющимися поверхностями, причем клейкая прокладка имеет свойство прилипать будучи отвердевшей в упругом состоянии после нанесения на соединяющиеся поверхности, чтобы осуществить уплотнение. По меньшей мере, одна деталь из, по меньшей мере, двух деталей включает в себя материал, имеющий низкую плотность существования функциональной группы на соединяющейся поверхности одной детали. Металлическую пленку, полученную термическим напылением, образуют на соединяющейся поверхности одной детали, и клейкая прокладка прилипает к металлической пленке, полученной термическим напылением.
Примеры материала, имеющего низкую плотность существования функциональной группы на соединяющейся поверхности, включают в себя полимерный материал и магниевый сплав, как общеизвестно. Понятие низкая плотность является сравнительным выражением в сравнении, например, со случаями черного металла, алюминиевого сплава и т.п.. Также, металлическая пленка, полученная термическим напылением, относится к пленке, образованной путем термического напыления металла, как общеизвестно, и основная составная часть металла пленки, полученной термическим напылением, может быть любым металлом, таким как алюминий и черный металл.
Полимерный материал, магниевый сплав и т.п. известны своей низкой прочностью прилипания относительно клейкой прокладки. Однако в описанной выше конфигурации одна деталь и клейкая прокладка прочно прилипают друг к другу через металлическую пленку, полученную термическим напылением.
Это повышает прочность прилипания между одной деталью и металлической пленкой, полученной термическим напылением, и прочность прилипания между пленкой, полученной термическим напылением и клейкой прокладкой. Следовательно, в частях соединения, по меньшей мере, двух деталей повышается герметизируемость их соответствующих прилипающих участков.
Когда образуют металлическую пленку, полученную термическим напылением, на соединяющейся поверхности одной детали, как в конфигурации, соединяющаяся поверхность плавится за счет тепла напыляемых частиц металла, и распыленные частицы металла врезаются в расплавленную соединяющуюся поверхность. Это побуждает металлическое соединение частиц металла с одной частицей металла после другой, таким образом вызывая рост пленки. То есть этот якорный эффект металлических частиц повышает прочность прилипания металлической пленки, полученной термическим напылением, относительно одной детали.
Как общеизвестно, клейкие прокладки имеют относительно высокую прочность прилипания относительно металлических пленок, полученных термическим напылением. Это дает в результате прочное прилипание клейкой прокладки к одной детали.
Кроме того, вместо того, чтобы быть образованной в пресс-форме, металлическую пленку, полученную термическим напылением, образуют путем напыления, и поэтому смазка пресс-формы не касается оформляющей поверхности. Это исключает необходимость промывания и подобного перед применением клейкой прокладки.
Предпочтительно другую деталь из, по меньшей мере, двух деталей изготавливают из алюминиевого сплава или черного металла. Как общеизвестно, алюминиевые сплавы и черный металл являются материалами, имеющими высокие плотности существования функциональных групп на поверхностях. Соответственно, когда клейкую прокладку наносят на поверхность такого материала, то клейкая прокладка прочно прилипает к поверхности.
Таким образом, соответственно конфигурации, клейкая прокладка, прилепленная к одной стороне детали вышеуказанным способом, прилипает к другой детали. Это улучшает герметизируемость всех соединяющихся участков в частях соединения, по меньшей мере, двух деталей.
Предпочтительно соединяющуюся поверхность одной детали обрабатывают плазмой перед образованием пленки, полученной термическим напылением.
Как в конфигурации, обрабатывание плазмой соединяющейся поверхности одной детали повышает прочность прилипания металлической пленки, полученной термическим напылением.
Причина состоит в том, что обрабатывание плазмой одной детали, изготовленной из полимерного материала, магниевого сплава или т.п., удаляет оксидную пленку на поверхности одной детали, что делает поверхность шероховатой и вызывает многочисленность функциональных групп, добавляемых на поверхности.
Это увеличивает площадь поверхности одной детали и дополнительно повышает плотность существования функциональных групп на поверхности. Следовательно, когда металлическая пленка, полученная термическим напылением, образуется на одной детали, плотность соединения повышается между функциональными группами полимерного материала, магниевым сплавом или т.п., использованных в качестве материала одной детали, и функциональными группами металлической пленки, полученной термическим напылением. Это повышает прочность прилипания металлической пленки, полученной термическим напылением.
Это гарантирует удовлетворительную герметизируемость соединяющихся поверхностей металлической пленки, полученной термическим напылением, и одной детали, изготовленной из полимерного материала или магниевого сплава.
Предпочтительно поверхность металлической пленки, полученной термическим напылением, обрабатывают плазмой перед нанесением клейкой прокладки.
Как в этой конфигурации, обрабатывание плазмой поверхности металлической пленки, полученной термическим напылением, повышает прочность прилипания клейкой прокладки относительно металлической пленки, полученной термическим напылением.
Причина состоит в том, что обрабатывание плазмой поверхности металлической пленки, полученной термическим напылением, удаляет примеси и оксидную пленку на поверхности металлической пленки, полученной термическим напылением, что делает поверхность шероховатой и вызывает многочисленность функциональных групп, добавляемых на поверхности.
Это увеличивает площадь поверхности металлической пленки, полученной термическим напылением, и, дополнительно, увеличивает плотность существования функциональных групп на поверхности. Следовательно, когда клейкую прокладку наносят на металлическую пленку, полученную термическим напылением, то плотность соединения повышается между функциональными группами металлической пленки, полученной термическим напылением, и функциональными группами клейкой прокладки. Это повышает прочность прилипания клейкой прокладки.
Это исключает проблему просачивания клейкой прокладки из одной детали в процессе соединения, по меньшей мере, двух деталей после нанесения клейкой прокладки, независимо от места обработки одной детали. Это облегчает операцию соединения. Это также улучшает герметизируемость, реализуемую с помощью клейкой прокладки, размещенной между соединяющимися поверхностями одной детали и ее ответной частью соединяющейся детали.
Предпочтительно клейкая прокладка представляет собой FIPG из силиконового каучука.
Следует отметить, что FIPG является аббревиатурой Formed In Place Gasket (образованная по месту прокладка), что является общеизвестным. FIPG из силиконового каучука может быть нанесена в виде линии или полосы и легко не теряет формы сразу после нанесения. FIPG из силиконового каучука также имеет свойство прилипать будучи затвердевшей в эластичном состоянии после нанесения. Это облегчает операцию нанесения на соединяющиеся поверхности и улучшает герметизируемость в соединяющихся поверхностях.
Эффекты изобретения
Согласно настоящему изобретению конструкция уплотнения, в которой клейкую прокладку, имеющую свойство приклеиваться будучи отвердевшей в эластичном состоянии после нанесения, размещают между соединяющимися поверхностями, по меньшей мере, двух деталей, чтобы осуществить уплотнение (герметизацию), клейкую прокладку плотно прилепляют к одной детали, которая изготовлена из материала, к которому клейкая прокладка трудно прилепляется, чтобы улучшить герметизируемость в частях соединения, по меньшей мере, двух деталей.
Краткое описание чертежей
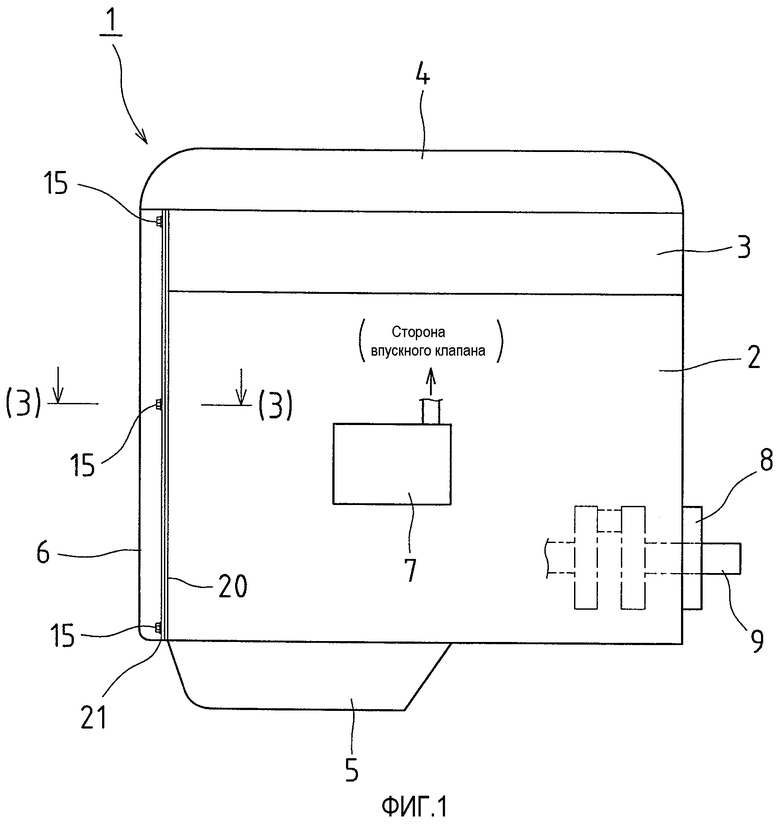
Фиг.1 - вид сбоку варианта воплощения двигателя внутреннего сгорания, в котором используют конструкцию уплотнения согласно настоящему изобретению;
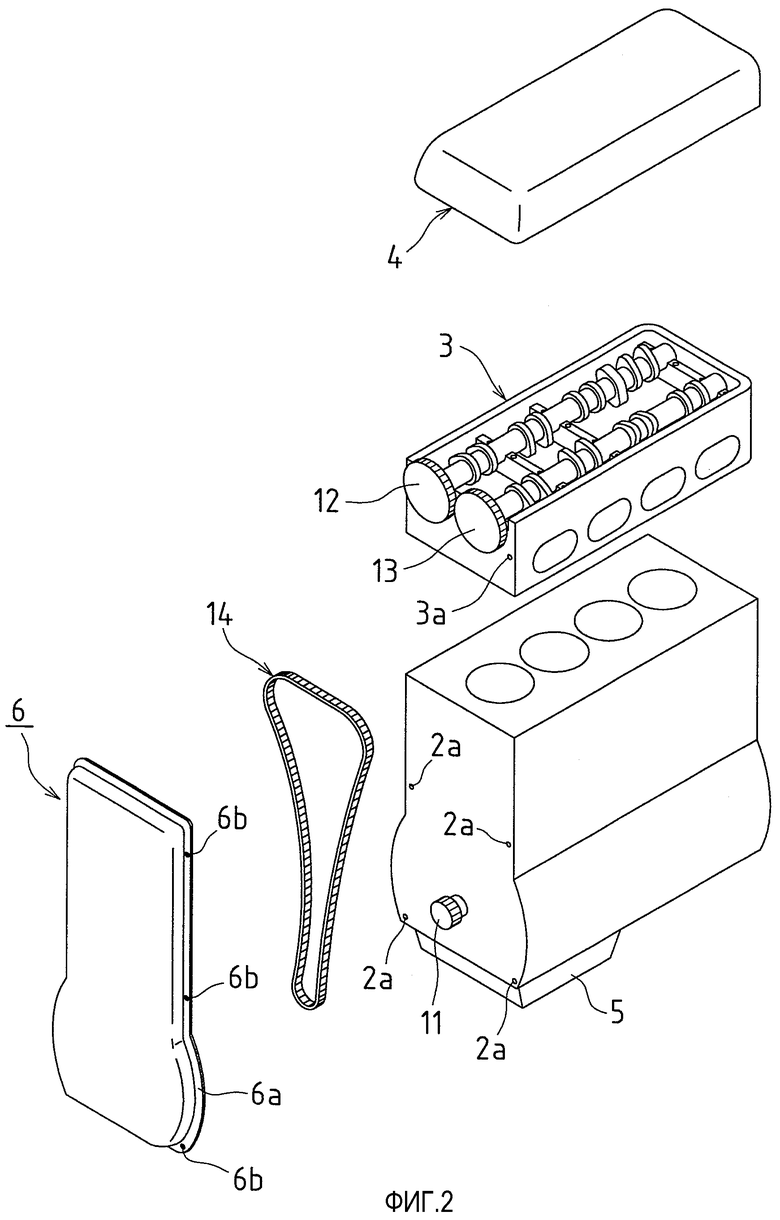
Фиг.2 - вид в перспективе с пространственным разделением деталей двигателя внутреннего сгорания с фиг.1;
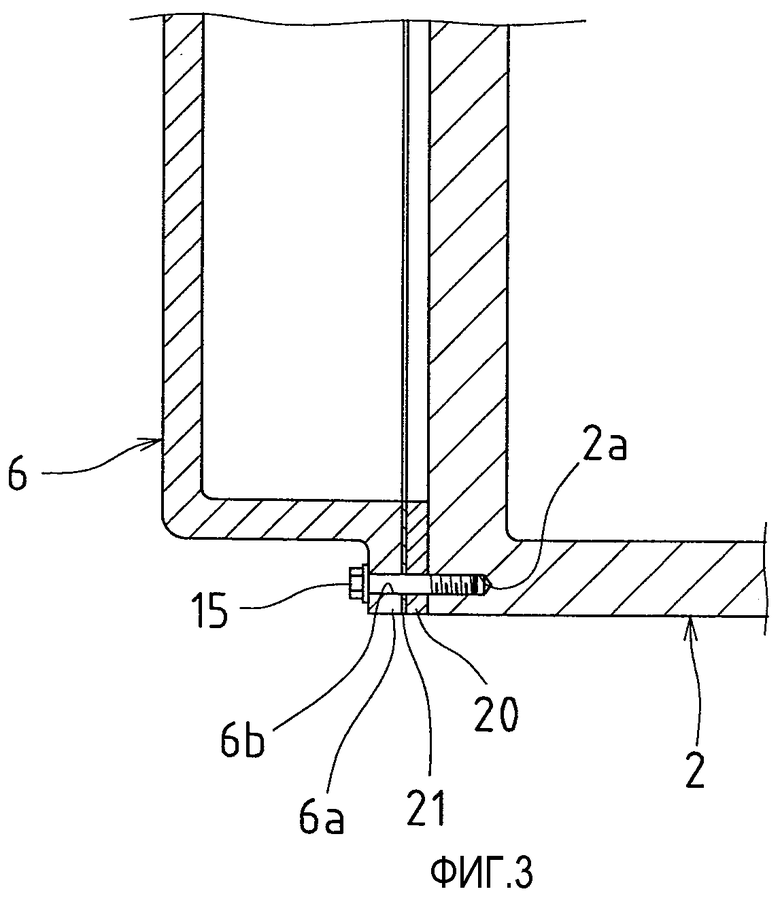
Фиг.3 - поперечное сечение по линии (3)-(3) в направлении стрелки с фиг.1;
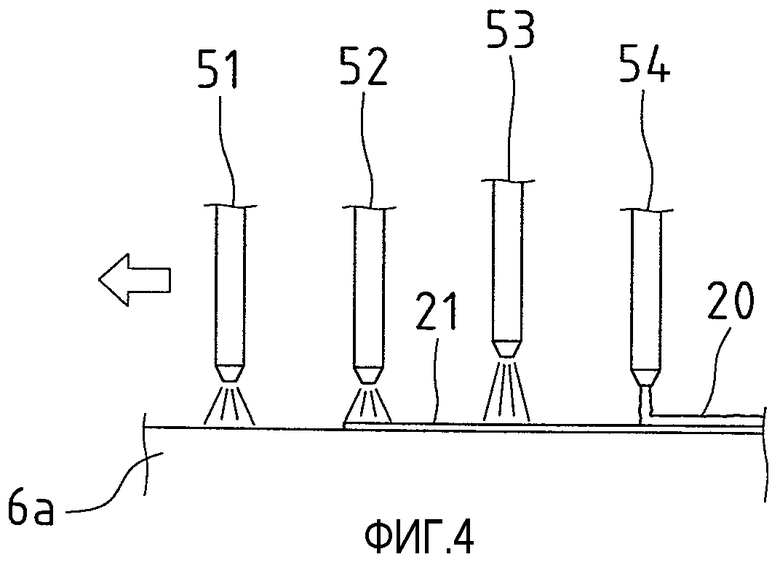
Фиг.4 - диаграмма, схематически иллюстрирующая, как прикреплена крышка цепи механизма газораспределения с помощью металлической пленки, полученной напылением, и клейкой прокладки;
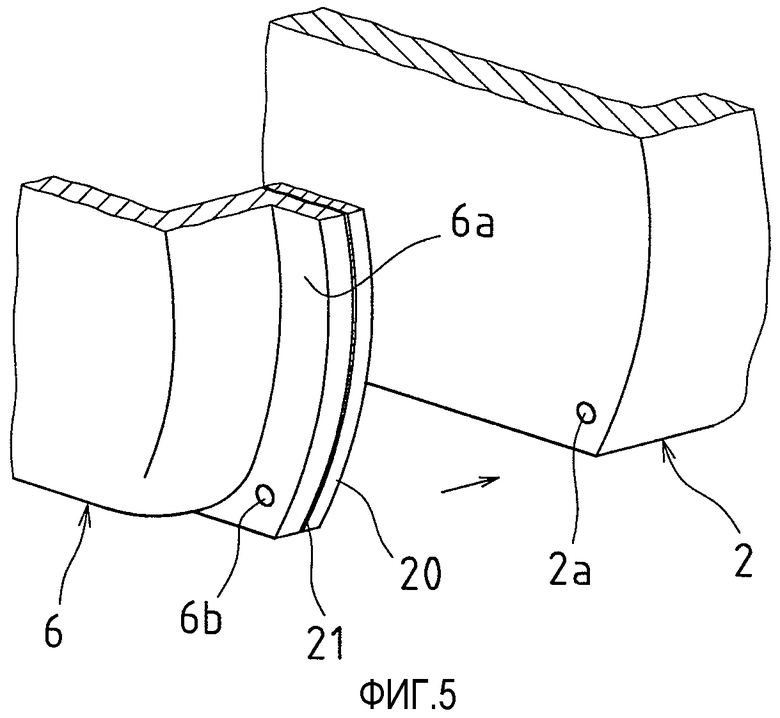
Фиг.5 - вид в перспективе с пространственным разделением деталей, иллюстрирующий способ, в котором крышка цепи механизма газораспределения с Фиг.4 установлена на блоке цилиндров и головке блока цилиндров; и
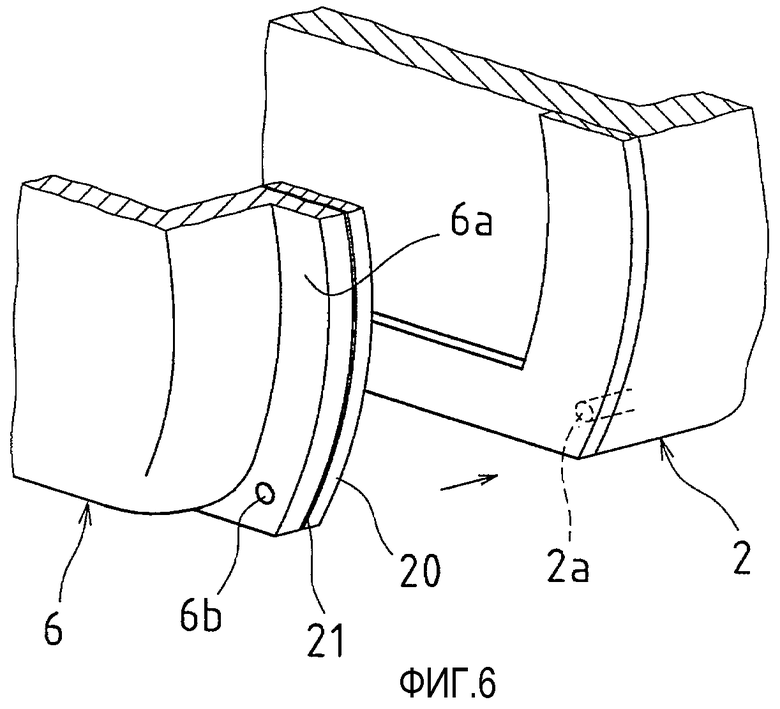
Фиг.6 - вид в перспективе с пространственным разделением деталей другого варианта воплощения, соответствующего фиг.5.
Описание вариантов воплощения изобретения
Наилучший способ осуществления настоящего изобретения будет описан подробно со ссылкой на чертежи.
Вариант воплощения настоящего изобретения показан на фиг.1-5. Принципиальная схема двигателя внутреннего сгорания, к которому применены характеристики настоящего изобретения, будет описана с помощью ссылки на фиг. 1 и 2.
На фиг.1 и 2 ссылочной позицией 1 обозначен двигатель внутреннего сгорания в целом, 2 - блок цилиндров, 3 - головка блока цилиндров, 4 - крышка головки блока цилиндров, 5 - масляный поддон, 6 - крышка цепи механизма газораспределения, 7 - пластина клапана регулирования давления (PCV) и 8 - держатель сальника.
Крышка 6 цепи механизма газораспределения скрывает и защищает снаружи цепь механизма газораспределения (или ремень механизма газораспределения) 14, который намотан вокруг шкива 11 коленчатого вала, шкива 12 кулачка впускного клапана и шкива 13 кулачка выпускного клапана. PCV пластина 7 установлена в части прорыва удаляемых газов PCV устройства. Держатель сальника 8 поддерживает масляное уплотнение (не показано), которое обеспечивает уплотнение вокруг внешней периферийной поверхности задней части коленчатого вала, который выступает из блока 2 цилиндров.
В некоторых случаях крышка 6 цепи механизма газораспределения, PCV пластина 7, а также держатель сальника 8 могут быть образованы из подходящего полимерного материала. Также, в некоторых случаях, крышка 4 головки блока цилиндров и масляный поддон 5 могут быть образованы из подходящего полимерного материала. Примеры подходящих полимерных материалов включают в себя конструкционные пластики вообще, такие как полипропилен и полиамид.
В то же время, блок 2 цилиндров, головка 3 блока цилиндров и т.п., которые являются ответными частями, к которым крепятся детали, изготовленные из полимерных материалов, образуют из металлических материалов, таких как алюминиевый сплав или чугун.
Этот вариант воплощения приводит пример крышки 6 цепи механизма газораспределения, изготовленной из полимерного материала. Крышку 6 цепи механизма газораспределения прикрепляют к блоку 2 цилиндров и головки 3 блока цилиндров крепежными деталями, такими как болты 15.
В частности, как показано на фиг.2 и 3, крышка 6 цепи механизма газораспределения имеет на своей периферии фланец 6a, выступающий наружу, причем фланец 6a имеет сквозные отверстия 6b, через которые болты 15 нежестко вставлены в состоянии поддерживания соответствующего зазора.
Также, блок 2 цилиндров и головка 3 блока цилиндров, которые являются ответными частями, к которым крепят крышку 6 цепи механизма газораспределения, имеют на соответственных передних поверхностях резьбовые отверстия 2а и 3а, в которые вкручивают болты 15.
Затем, чтобы прикрепить крышку 6 цепи механизма газораспределения 6 к блоку 2 цилиндров и головке 3 блока цилиндров, болты 15 вставляют в сквозные отверстия 6b снаружи фланца 6а крышки 6 цепи механизма газораспределения 6 и болты 15 вкручивают в резьбовые отверстия 2а и 3а соответственно блока 2 цилиндров и головки 3 блока цилиндров.
Клейкую прокладку 20 размещают между соединяющимися поверхностями крышки цепи механизма газораспределения 6 и блока 2 цилиндров и головки 3 блока цилиндров, для того чтобы обеспечить герметизируемость.
Клейкая прокладка 20 имеет свойство прилипать будучи отвердевшей в эластичном состоянии после нанесения и, например, FIPG (образованная по месту прокладка), которую используют, как общеизвестно. Предпочтительно использованная FIPG в этом варианте воплощения в основе имеет силиконовый каучук и имеет адгезивный компонент, примеры, включающие в себя торговые марки TB1280E и ТВ 1285, производимые ThreeBond Co., Ltd.
Блок 2 цилиндров и головка 3 блока цилиндров изготавливают из металлических материалов, таких как алюминиевый сплав и чугун, хотя крышку 6 цепи механизма газораспределения изготавливают из полимерного материала, как описано выше. Ввиду этого, принята следующая, обладающая признаками изобретения мера.
Во-первых, с полимерным материалом, использованным для крышки 6 цепи механизма газораспределения, клейкая прокладка 20, изготовленная как FIPG, как известно, имеет низкую прочность прилипания, то есть плохое сродство относительно полимерного материала. Причина состоит в том, что полимерные материалы имеют низкие плотности существования гидроксильных групп как функциональных групп на поверхностях, как общеизвестно. Это ведет к чрезмерно низкой плотности водородного соединения между гидроксильными группами полимерного материала и гидроксильными группами клейкой прокладки 20, дающей в результате низкую прочность прилипания.
Ввиду этого, для того чтобы повысить прочность прилипания клейкой прокладки 20 относительно фланца 6а крышки 6 цепи механизма газораспределения, обладающая признаками изобретения мера, принятая в этом варианте воплощения, предназначена, как показано на фиг.3, для образования металлической пленки 21, полученной термическим напылением, на всей площади соединяющейся поверхности фланца 6а крышки 6 цепи механизма газораспределения до того, как клейкую прокладку 20 наносят на фланец 6а крышки 6 цепи механизма газораспределения, и чтобы нанести и прилепить клейкую прокладку 20 на металлическую пленку 21, полученную термическим напылением.
Металлическая пленка 21, полученная термическим напылением, обеспечивает связь для плотного прилипания клейкой прокладки 20 к крышке 6 цепи механизма газораспределения. Основной составной частью металла металлической пленки 21, полученной термическим напылением, может быть любой металл, такой как алюминий или черный металл. Также, металлическая пленка 21, полученная термическим напылением, может иметь любую толщину, которая может быть установлена, учитывая степени растворимости детали, на которой образуют металлическую пленку 21, полученную термическим напылением и т.п.
Кроме того, в этом варианте воплощения поверхность фланца 6а крышки 6 цепи механизма газораспределения, то есть соединяющуюся поверхность, обрабатывают плазмой перед образованием металлической пленки 21, полученной термическим напылением, и поверхность металлической пленки 21, полученной термическим напылением, обрабатывают плазмой перед нанесением клейкой прокладки 20.
Обрабатывание плазмой фланца 6а крышки 6 цепи механизма газораспределения, изготовленной из полимерного материала, удаляет оксидную пленку полимерной поверхности, что делает поверхность шероховатой и вызывает многочисленность гидроксильных групп, как добавляемых функциональных групп, на поверхности. Это увеличивает площадь поверхности полимерного материала и, дополнительно, повышает плотность существования гидроксильных групп. Следовательно, когда металлическую пленку 21, полученную термическим напылением, напыляют на полимерный материал, то плотность соединения повышается между гидроксильными группами полимерного материала и металлическими функциональными группами металлической пленки 21, полученной термическим напылением. Это повышает прочность прилипания металлической пленки, полученной термическим напылением.
Аналогично, обрабатывание плазмой металлической пленки 21, полученной термическим напылением, удаляет примеси и оксидную пленку на поверхности металлической пленки 21, полученной термическим напылением, что делает поверхность шероховатой и вызывает многочисленность гидроксильных групп, как функциональных групп, добавляемых на поверхности. Это увеличивает площадь поверхности металлической пленки 21, полученной термическим напылением, и, дополнительно, повышает плотность существования гидроксильных групп на поверхности. Следовательно, когда клейкую прокладку 20 наносят на металлическую пленку 21, полученную термическим напылением, то плотность соединения повышается между гидроксильными группами клейкой прокладки 20 и металлическими функциональными группами металлической пленки 21, полученной термическим напылением, с добавленными гидроксильными группами. Это повышает прочность прилипания клейкой прокладки 20.
Далее, операция прикрепления крышки 6 цепи механизма газораспределения к блоку 2 цилиндров и головке 3 блока цилиндров будет описана подробно.
Первое, в качестве подготовительного этапа перед прикреплением, металлическую пленку 21, полученную термическим распылением, образуют на соединяющейся поверхности фланца 6а и тогда наносят клейкую прокладку 20 и прилепляют на вышеупомянутое.
В частности, соединяющуюся поверхность фланца 6а модифицируют плазменной обработкой на соединяющейся поверхности фланца 6а. Сразу после этого металлическую пленку 21, полученную термическим напылением, образуют на соединяющейся поверхности фланца 6а, и поверхность металлической пленки 21, полученной термическим напылением, модифицируют путем плазменной обработки на поверхности металлической пленки 21, полученной термическим напылением. Сразу после этого клейкую прокладку 20 наносят на поверхность металлической пленки 21, полученной термическим напылением.
На подготовительном этапе можно выполнять первую плазменную обработку, термообработку с напылением металла, вторую плазменную обработку и применение обработки головок прокладки 20 непрерывно с предопределенными временными разницами.
В частности, как показано, например, на фиг.4, первое излучающее плазму сопло 51, распыляющее металл сопло 52, второе излучающее плазму сопло 53 и сопло 54, наносящее прокладку, могут быть расположены в ряд с предопределенными пространственными интервалами, удерживаемыми на подвижном рабочем органе или подобном, не показано, и каждое из сопел 51-54 перемещаются на этом подвижном рабочем органе с заданной скоростью по направлению вдоль окружности фланца 6а.
В этом случае, сразу после того, как фланец 6а обрабатывают плазмой, используя первое излучающее плазму сопло 51, металлическую пленку 21, полученную термическим напылением, образуют, используя распыляющее металл сопло 52. Сразу после этого поверхность металлической пленки 21, полученную термическим напылением, обрабатывают вторым, излучающим плазму соплом 53. Сразу после этого клейкую прокладку 20 наносят в форме полосы на металлическую пленку 21, полученную термическим напылением, используя наносящее прокладку сопло 54.
Когда переднее, первое излучающее плазму сопло 51 смещают вышеописанным способом, то распыляющее металл сопло 52, излучающее плазму сопло 53, а также наносящее прокладку сопло 54 следуют по линии смещения. Это гарантирует то, что каждую обработку проводят на одной линии, таким образом предотвращая наличие отклонений.
Например, вышеописанная плазменная обработка является такой, что электрический разряд генерируется электрическими полями постоянного или переменного тока относительно газа при предопределенном уровне давления (низком или атмосферном давлении), и плазму в высоко-ионизированном газообразном состоянии распыляют струей через подходящее сопло (не показано) и облучают поверхности-мишени (фланец 6а крышки 6 цепи механизма газораспределения и металлическую пленку 21, полученную термическим напылением).
Хотя нет особенного ограничения условий разряда плазменной обработки, предпочтительно, чтобы давление было установлено равным или менее чем 10 торр. Также источник мощности может иметь частоту электрического поля для плазменного возбуждения, которая может быть любой постоянной частотой переменного тока, такой как 50 Гц, переменных токов от приблизительно 1 кГц до 100 кГц, радиочастотах 13,56 МГц и подобными частотами, а также сверхвысокими частотами 2,45 ГГц и подобными частотами. Также, примеры газов включают аргоновый газ, кислород, воздух, азот, гелиевый газ, фтористый газ и также аммиак, среди которых предпочтительны аммиак, кислород, аргоновый газ и азот. Кроме того, плазменная обработка может быть в любом виде, такой как ICP (индукционно-связанной плазмой), высокоплотным плазменным излучением, универсальным плазменным излучением RIE (реактивное ионное травление), а также плазменным излучением при атмосферном давлении.
После окончания подготовительного этапа фланец 6а крышки 6 цепи механизма газораспределения прижимают к передним плоскостям блока 2 цилиндров и головки 3 блока цилиндров, для того чтобы прилепить наружную поверхность клейкой прокладки 20, нанесенную и прилепленную на фланец 6а стороной к передним поверхностям блока 2 цилиндров и головки 3 блока цилиндров. Блок 2 цилиндров и головку 3 блока цилиндров образуют из алюминиевого сплава или черного металла, как описано выше, которые гарантируют прочное прилипание клейкой прокладки 20, как общеизвестно.
В этом отношении, выравнивание наружной периферийной кромки крышки 6 цепи механизма газораспределения с наружными кромками блока 2 цилиндров и головки 3 блока цилиндров обеспечивает близкую подгонку между сквозными отверстиями 6а, что есть со стороны крышки 6 цепи механизма газораспределения, и резьбовыми отверстиями 2а и 3а, которые находятся соответственно со стороны блока 2 цилиндров и головки 3 блока цилиндров.
На этапе прикрепления, поскольку прочность прилипания клейкой прокладки 20 относительно фланца 6а крышки 6 цепи механизма газораспределения усилена, не существует проблемы просачивания клейкой прокладки 20 из фланца 6а, безотносительно места обработки крышки 6 цепи механизма газораспределения. Это облегчает операцию прикрепления крышки 6 цепи механизма газораспределения.
В этом состоянии болты 15 вставляют в сквозные отверстия 6b с внешней стороны фланца 6а крышки 6 цепи механизма газораспределения и болты 15 вкручивают в резьбовые отверстия 2а и 3а соответственно блока 2 цилиндров и головки 3 блока цилиндров.
Как было выше описано, в варианте воплощения, к которому применены характеристики настоящего изобретения, клейкую прокладку 20 прочно прилепляют к фланцу 6а крышки 6 цепи механизма газораспределения, которая изготовлена из материала, к которому клейкая прокладка 20 трудно клеится, с помощью металлической пленки 21, полученной термическим напылением, служащей в качестве связи.
Это повышает прочность прилипания между фланцем 6а и крышкой 6 цепи механизма газораспределения и металлической пленкой 21, полученной термическим напылением, и прочность прилипания между металлической пленкой 21, полученной термическим напылением, и клейкой прокладкой 20. Более того, прочность прилипания является первоначально высокой между клейкой прокладкой 20 и блоком 2 цилиндров и головкой 3 блока цилиндра, которые изготавливают из алюминиевого сплава или черного металла.
Эти обстоятельства улучшают герметизируемость всех слипающихся участках в частях соединения блока 2 цилиндров и головки 3 блока цилиндров с крышкой 6 цепи механизма газораспределения.
Следует отметить, что вышеуказанный вариант воплощения не должен трактоваться как ограничивающий настоящее изобретение и что настоящее изобретение может быть применено ко всем модификациям или применениям в объеме изобретения, как определенному прилагаемой формулой изобретения, и его эквивалентами. Примеры буду даны ниже.
(1) В вышеприведенном варианте воплощения клейкую прокладку 20 наносят и прилепляют к фланцу 6а крышки 6 цепи механизма газораспределения и затем присоединяют к блоку 2 цилиндров и головке 3 блока цилиндров, на которые не наносят клейкую прокладку 20. Это, однако, не должно трактоваться как ограничение настоящего изобретения; например, как показано на фиг.6, клейкая прокладка 20 может быть нанесена и приклеена к фланцу 6а крышки 6 цепи механизма газораспределения 6 и к блоку 2 цилиндров и головке 3 блока цилиндров с последующим прилепливанием клейких прокладок 20 друг к другу.
(2) Вышеприведенный вариант воплощения описывает пример, когда плазменную обработку проводят перед тем, как образуют металлическую пленку 21, полученную термическим напылением, на фланце 6а крышки 6 цепи механизма газораспределения и до того, как клейкую прокладку 20 наносят и прилепляют к металлической пленке 21, полученной термическим напылением. Это, однако, не должно трактоваться как ограничение настоящего изобретения; например, можно, хотя не показано, проводить плазменную обработку только до того, как образуют металлическую пленку 21, полученную термическим напылением, на фланце 6а крышки 6 цепи механизма газораспределения, или проводить плазменную обработку только перед тем, как наносят клейкую прокладку 20 и прилепляют к металлической пленке 21, полученной термическим напылением.
(3) Вышеприведенный вариант воплощения описывает пример, когда крышку 6 цепи механизма газораспределения, изготовленную из полимера, присоединяют к блоку 2 цилиндров и головке 3 блока цилиндров, которые изготавливают из металла. Это не должно трактоваться как ограничение настоящего изобретения.
Например, когда крышка 4 головки блока цилиндров, масляный поддон 5, PCV пластина 7, держатель сальника 8 и т.п., показанные на фиг.1, образованы из подходящих полимерных материалов, и когда вышеприведенное прикрепляют к металлическим деталям, таким как блок 2 цилиндров и головка 3 блока цилиндров, тогда возможно применить конструкцию уплотнения к соответственным соединяющимся поверхностям.
В некоторых случаях, крышка 4 головки блока цилиндров, масляный поддон 5, PCV пластина 7, держатель сальника 8 и т.п. произведены из магниевых сплавов в качестве материалов. Как общеизвестно, магниевые сплавы имеют низкие плотности существования функциональных групп на поверхностях, подобно полимерным материалам. Однако в этом случае ничего не будет отличаться от вышеприведенного варианта воплощения кроме того, что только необходимо наносить клейкую прокладку 20 после того, как образуют металлическую пленку 21, полученную термическим напылением, как в вышеприведенном варианте воплощения. К тому же, в некоторых случаях, предпочтительно образовывать металлическую пленку 21, полученную термическим напылением, перед тем, как прилеплять клейкую прокладку 20 к соединяющимся поверхностям блока 2 цилиндров и головки 3 блока цилиндров. В этих случаях, описанное в (2) может быть применено.
Промышленная применимость
Конструкция уплотнения из настоящего изобретения может быть применена к частям соединяющихся составных деталей двигателя 1 внутреннего сгорания (примеры, включающие крышку 4 головки блока цилиндров, масляный поддон 5, PCV пластину 7, держатель сальника 8). Также, конструкция уплотнения из настоящего изобретения может быть применена к различным другим устройствам, а не к двигателю 1 внутреннего сгорания, при соединении частей между двумя деталями.
Перечень ссылочных позиций
1 - Двигатель внутреннего сгорания
2 - Блок цилиндров
2a - Резьбовое отверстие блока цилиндров
3 - Головка блока цилиндров
3а - Резьбовое отверстие головки блока цилиндров
6 - Крышка цепи механизма газораспределения
6a - Фланец крышки цепи механизма газораспределения
6b - Сквозное отверстие фланца
15 - Болт
20 - Клейкая прокладка
21 - Металлическая пленка, полученная напылением
Изобретение относится к уплотнительной технике. В конструкции уплотнения, в которой клейкую прокладку, имеющую свойство прилипать будучи отвердевшей в эластичном состоянии после нанесения, размещают между соединяющимися поверхностями, по меньшей мере, двух деталей, и чтобы осуществить уплотнение, клейкая прокладка прочно прилипает к одной детали, которая изготовлена из материала, к которому клейкая прокладка трудно прилипает. По меньшей мере, одну деталь из, по меньшей мере, двух деталей образуют из материала, имеющего низкую плотность существования функциональной группы на соединяющейся поверхности одной детали. Металлическую пленку, полученную термическим напылением, образуют на соединяющейся поверхности одной детали, и клейкая прокладка прилипает к металлической пленке, полученной термическим напылением. Изобретение повышает надежность уплотнения. 4 з.п. ф-лы, 6 ил.
1. Конструкция уплотнения, содержащая, по меньшей мере, две детали, имеющие соединяющиеся поверхности; и клейкую прокладку, размещенную между соединяющимися поверхностями, причем клейкая прокладка имеет свойство прилипать при ее затвердевании в упругом состоянии после нанесения на соединяющиеся поверхности для создания уплотнения, при этом по меньшей мере одна деталь из по меньшей мере двух деталей содержит материал, имеющий низкую плотность существования функциональной группы на соединяющейся поверхности одной детали, причем на соединяющейся поверхности одной детали образована металлическая пленка, полученная термическим напылением, к которой прикреплена клейкая прокладка.
2. Конструкция по п.1, в которой другая деталь из по меньшей мере двух деталей содержит алюминиевый сплав или черный металл.
3. Конструкция по п.1 или 2, в которой соединяющаяся поверхность одной детали обработана плазмой перед образованием металлической пленки, полученной термическим напылением.
4. Конструкция по п.1 или 2, в которой поверхность металлической пленки, полученной термическим напылением, обработана плазмой перед нанесением клейкой прокладки.
5. Конструкция по п.1 или 2, в которой клейкая прокладка представляет собой FIPG из силиконового каучука.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО | 2000 |
|
RU2204669C2 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

