Область техники, к которой относится изобретение
Данное изобретение относится к системе термического плазменно-дугового проволочного напыления и методу термического напыления материалов и, в частности, устройству термического напыления с распылителем, который имеет упрощенную и более быструю процедуру запуска.
Уровень техники
Термическое напыление обеспечивает передовое и экономичное техническое решение для нанесения высокопроизводительного, износоустойчивого покрытия на материалы меньшей стойкости. Термическое напыление капель металла, образованных из порошка или подачи проволоки, является обычной процедурой для покрытия металлических поверхностей. Таким образом, подложка из материала, который имеет худшие качества для нанесения, может покрываться покрытием напыляемой плазмы с более высокой прочностью и другими благоприятными свойствами для нанесения, и используется вместо того, чтобы иметь деталь, полностью состоящую из материала с лучшими свойствами. Таким образом, также возможно сочетать благоприятные свойства материала подложки, например малый вес и т.п., с прочностью накладываемого материала покрытия, который может иметь достаточно большой вес.
Типичным примером такого применения термического напыления (хотя и не ограничивающееся подобным использованием) является покрытие блока цилиндров двигателя из легкого металла в области стенок каналов цилиндров теплопроводным покрытием с низким коэффициентом трения.
В последние годы были разработаны различные варианты процесса.
Особенно полезным процессом покрытия плазмой высокого давления является процесс плазменно-дугового проволочного напыления (ПДПН). Процесс ПДПН может давать высококачественные металлические покрытия для самых различных приложений, таких как покрытие каналов блока цилиндров. В процессе ПДПН плазма высокого давления генерируется в маленькой области пространства на выходе плазменной горелки. Металлическая проволока непрерывно подается в эту область, где проволока расплавляется; осколки и капли уносятся плазмой. Высокоскоростной газ, выходящий из плазменной горелки, направляет расплавленный металл по направлению к поверхности, которая должна покрываться. Системы ПДПН являются плазменными системами высокого давления. В частности, процесс термического напыления ПДПН расплавляет исходный материал, как правило, имеющий вид металлической проволоки или стержня, используя сжатую плазменную дугу, чтобы плавить конец проволоки или стержня, и удаляя расплавленный материал высокоскоростной струей, частично ионизированной газовой плазмы из сжимающего отверстия. Ионизированный газ также называют плазмой и, соответственно, отсюда происходит название процесса. Плазменная дуга работает, как правило, при температурах 10000-14000°С. Плазменная дуга - это газ, который был нагрет электрической дугой, по меньшей мере, до частично ионизированного состояния, что позволяет ему проводить электрический ток.
Плазма существует в любой электрической дуге, но в контексте настоящей заявки термин «плазменная дуга» связан с генераторами плазмы, которые используют сжатую дугу. Одно из свойств, которое отличает плазматроны от других типов генераторов дуги, это то, что для данного электрического тока и скорости потока плазменного газа напряжение дуги значительно выше в устройстве сжатой дуги. Кроме того, плазматрон - устройство, которое заставляет весь поток газа с его добавленной энергией направляться через ограниченное отверстие, что приводит к очень высоким скоростям выходящего газа, как правило, в сверхзвуковом диапазоне. Существует два режима работы горелок сжатой плазмы - режим прямой полярности и режим обратной полярности. Плазменная горелка в режиме прямой полярности имеет второй электрод и первый электрод в форме сопла. В общем, из практических соображений желательно удерживать плазменную дугу в рамках сопла, чтобы дуга завершалась на внутренней стенке сопла. Однако при некоторых условиях работы можно заставлять дугу выходить из отверстия сопла, а затем сворачиваться обратно, устанавливая крайнюю точку для дуги на внешней поверхности первого электрода, сжимающего сопло. В режиме обратной полярности столб плазменной дуги выходит из второго электрода через сжимающее сопло. Плазменная дуга выходит из горелки и оканчивается на первом электроде материала, который электрически отделен и изолирован от узла плазменной горелки.
В процессе термического плазменно-дугового проволочного напыления плазменная дуга сжимается пропусканием ее через отверстие ниже второго электрода. Когда плазменный газ проходит через дугу, он нагревается до очень высокой температуры, расширяется и ускоряется, когда проходит через сжимающее отверстие, часто достигая сверхзвуковой скорости при выходе из отверстия к концу проволоки. Обычно плазменные газы, используемые для процесса термического плазменно-дугового проволочного напыления, - это воздух, азот, инертные газы, иногда смесь с другими газами, как смесь аргона и водорода. В этой смеси легкие молекулы водорода отвечают за перенос тепла, тогда как молекулы аргона обеспечивают хорошую способность переноса расплавленного материала. Интенсивность и скорость плазмы определяются несколькими переменными, включая тип газа, определенный вес атомов/молекул газа, его давление, структуру потока, электрический ток, размер и форму отверстия и расстояние от второго электрода до проволоки. Все процессы плазменно-дугового проволочного напыления известного уровня техники работают на постоянном токе от источника постоянного тока.
Второй электрод, часто изготавливаемый из меди или вольфрама, соединяется с отрицательной клеммой источника питания через высокочастотный генератор, который используется для запуска первой электрической дуги (вспомогательной дуги) между вторым электродом и сжимающим соплом. В известном уровне техники высокочастотный контур запуска дуги замыкается разрешением постоянному току течь от положительной клеммы источника питания к сжимающему соплу и к отрицательной клемме источника питания, в то время как газовая смесь используется для начала создания плазмы, которая имеет высокий процент легких молекул теплопередачи, таких как водород. Это действие нагревает плазменный газ, который течет через отверстие. Отверстие направляет разогретый поток плазмы от второго электрода к концу проволоки, которая соединена с положительной клеммой источника питания. Плазменная дуга соединяется с или «переносится» на конец проволоки и, таким образом, называется «дугой обратной полярности». Для постоянного снабжения покрывающим материалом проволока продвигается вперед, например, при помощи катушек подачи проволоки, которые приводятся в движение мотором.
Когда дуга расплавляет конец проволоки, высокоскоростная струя плазмы сталкивается с концом проволоки и уносит расплавленный металл, одновременно распыляя металл на мелкие частицы и ускоряя полученные таким образом расплавленные частицы, чтобы образовать высокоскоростную струю напыления, увлекающую мелкие расплавленные частицы. На известном уровне техники для запуска плазменной дуги обратной полярности должна быть создана вспомогательная дуга. Вспомогательная дуга - это дуга между вторым электродом и сжимающим соплом, которое используется как первый электрод. Эта дуга иногда называется «дугой прямой полярности», поскольку она не переносится или не присоединяется к проволоке, по сравнению с дугой обратной полярности, которая делает это. Вспомогательная дуга обеспечивает электропроводящий путь между вторым электродом в горелке плазменной дуги прямой полярности, направленный к концу проволоки, так что может быть запущен ток главной плазменной переносной дуги.
Самый обычный способ запуска вспомогательной дуги - это высечь высокочастотную или высоковольтную искру постоянного напряжения между вторым электродом и сжимающим соплом, которая ведет по своему пути ионизированный газ. Вспомогательная дуга затем устанавливается вдоль этого ионизированного пути, образуя плазменный факел, используя плазменный газ высокого давления со сравнительно высоким содержанием легких молекул для переноса тепла. Этот плазменный факел выходит из сопла в виде потока ионизированного газа, т.е. плазмы. Когда плазменный факел вспомогательной дуги касается конца проволоки, устанавливается электропроводный путь от второго электрода к концу проволоки первого электрода. Сжатая плазменная дуга обратной полярности последует по этому пути до конца проволоки. Для поддержания плазменной дуги подходит газовая плазма, имеющая меньше легких молекул, что обеспечивает лучшую способность переноса капель.
Хороший обзор способа ПДПН и системы может быть взят из SAE 08М-271: «Термическое напыление нанокристаллических покрытий для каналов алюминиевых цилиндров» авторства С.Verpoort et al., из патента США №5808270 и патента США №6706993, которые решают ряд проблем уровня техники, относящихся к работе плазменных горелок. Вышеупомянутые SAE 08М-271, патент США №5808270 и патент США №6706993 включаются в данный документ при помощи ссылки. Эти проблемы включают, среди прочего, проблемы, связанные с запуском системы ПДПН. Проблемой известных плазменных горелок является их достаточно ограниченный срок службы. Запуск вспомогательной дуги имеет тенденцию разрушать электропроводный материал сопла, тем самым приводя к износу последнего.
Также запуск горелки является долгим, поскольку создание вспомогательной дуги и перенос ее к подаче проволоки является трудоемким. При переносе главной дуги на выходе из сопла могут возникать неполные дуги, приводя к его разрушению и неустойчивости при расплавлении проволоки. Это может также привести к коротким замыканиям в системе и дальнейшим неполным дугам, которые ведут к раннему разрушению компонентов горелки. Эта нестабильность ведет к так называемому «разбрызгиванию», то есть неравномерному расплавлению проволоки и неравномерному покрытию. Также сегодня зачастую плазма имеет содержание водорода до 35% объема, что приводит к большой термической нагрузке на компоненты горелки из-за высокой способности плазмы переносить тепло и к более короткому сроку службы горелки. Поскольку воспламенение горелки трудоемкое, ее нужно держать в рабочем состоянии даже после завершения покрытия. Соответственно, существует потребность в усовершенствованной горелке плазменного напыления.
Патент США №4762977 раскрывает устройство пламенного напыления с электрически изолированным соплом. Сопло окружается дополнительной подачей воздуха, чтобы избежать возникновений двойной дуги, что может быть вызвано остановкой подачи проволоки во время работы плазменной горелки. Дополнительная подача воздуха приводит к большим затратам на производство и эксплуатацию. Также это устройство не предназначено для усовершенствования запуска горелки вспомогательной дугой.
Целью изобретения является разработка усовершенствованной плазменной горелки, в которой устраняются недостатки, указанные выше.
Раскрытие изобретения
Данное изобретение преодолевает проблемы, встречающиеся на предыдущем уровне техники, путем предоставления узла горелки для плазменно-дугового проволочного напыления, согласно п.1 формулы изобретения.
Это достигается с помощью сопла, которое является электрически изолированным от первого электрода и содержит электрическую изоляцию.
При помощи окружения пути плазмы этим изолированным соплом, вынуждается появление искры запуска между вторым электродом и проволокой, которая теперь действует как первый электрод, и, таким образом, замедляется износ, происходящий на сопле во время фазы запуска. Электрическая изоляция устраивается так, что вспомогательная дуга не может контактировать с соплом во время запуска горелки. В связи с этим электрическая изоляция может устраиваться на передней стороне сопла, в отверстии сопла и/или задней стороне сопла. Во всех случаях эффект изоляции такой, что не происходит ослабления электрического потенциала в сопле вдоль вспомогательной дуги.
Также, при изолированном сопле, сила тока для процесса напыления может быть увеличена до 200 А и более, непосредственно от зажигания вспомогательной дуги, тогда как сопла на предыдущем уровне техники применимы лишь от 35 до 90 А во время запуска. Большая сила тока увеличивает мощность процесса и, таким образом, напыление может производиться быстрее и более эффективно.
Преимущественно электрическая изоляция устраивается на передней стороне сопла, поскольку во время запуска горелки положение конца проволоки может меняться. Электрическая изоляция предотвращает любые дефектные или неполные дуги между проволокой и соплом, поскольку никакая электрическая дуга не может быть создана на близком расстоянии между проволокой и передней стороной сопла. Таким образом, получается стабильная вспомогательная дуга.
Преимущественно электрическая изоляция может достигаться при помощи сопла, изготовленного, по меньшей мере, частично, из электроизоляционного материала с высоким термическим сопротивлением. Возможна любая конструкция, при условии, что сопло не вызывает уменьшение электрического потенциала вдоль вспомогательной дуги. Предпочтительный вариант осуществления должен иметь сопло, полностью изготовленное из изоляционного материала, так что не может возникнуть никакого уменьшения электрического потенциала.
В другом предпочтительном варианте осуществления электрическая изоляция создается покрытием сопла, по меньшей мере, частично, электроизоляционным материалом. Все области сопла, которые могут контактировать с вспомогательной дугой, покрываются подходящей электрической изоляцией. Предпочтительно покрытие является керамическим слоем.
В другом предпочтительном варианте осуществления сопло содержит электропроводный материал на своей задней стороне и/или в отверстии сопла, и проводящий материал электрически соединен со вторым электродом и/или действует как второй электрод. Такое сопло содержит электрический контакт к плазме в источнике плазмы и/или в отверстии сопла. Внутренние поверхности сопла, окружающие источник плазмы, чрезвычайно подвержены вихревому потоку плазмы, что приводит к благоприятному созданию дуги зажигания.
Предпочтительно корпус сопла или внутренняя часть изготавливается из проводящего материала. Если корпус сопла изготовлен из проводящего материала, то он будет содержать изоляцию на передней стороне сопла около проволоки. Кроме того, отверстие сопла может покрываться непроводящим слоем. Если внутренняя часть сопла изготовлена из непроводящего материала, она может содержать отверстие сопла, которое в этом случае также является непроводящим. Внутренняя часть также может быть покрыта в отверстии сопла непроводящим слоем. В другом случае внешняя часть сопла, изготовленного из непроводящего материала, содержит отверстие сопла. Во всех случаях задняя сторона сопла действует как второй электрод, или самостоятельно, или совместно с дополнительным, отдельно расположенным вторым электродом.
До настоящего времени считалось, что перенос вспомогательной искры на расстояние, например, 0,6-1,3 см в плазменной горелке для запуска дуги является невозможным. Неожиданно было обнаружено, что при окружении канала плазмы, по меньшей мере, частично, изолированным соплом, вспомогательная искра проходит через канал сопла и присоединяется к подаче проволоки. Само сопло имеет, по меньшей мере, одну часть, тогда как дуга переносится от второго электрода прямо через внутренний диаметр сопла на проволоку, как в случае единого первого электрода без шага предоставления первой дуги и дуги прямой полярности между проволокой и вторым электродом. Соответственно, узел горелки с плазменной дугой прямой полярности данного изобретения действительно имеет более длительный срок эксплуатации, чем горелки известного уровня техники, поскольку сопло не изнашивается в цикле зажигания из-за разрушения и перегрева приспособлением первого электрода вспомогательной дуги/ударом вспомогательной дуги. Также шаг запуска вспомогательной дуги может быть опущен, что приводит к более быстрому запуску процесса ПДПН.
Конкретно, сопло данного изобретения изготавливается, по меньшей мере, частично, из крайне износостойкого и жаростойкого изоляционного (электронепроводящего) материала, например, керамического, такого как SiN, BN, SiC, Al2O3, SiO2, ZrO2, крайне жаростойкой стеклокерамики или подобного материала. Такой материал может выдерживать высокие температуры и износостойкий, при этом обеспечивая уменьшение издержек узла горелки с плазменной дугой прямой полярности путем обеспечения более длительного срока эксплуатации и сохранения деталей, необходимых для обеспечения исходной дуги.
При использовании двухкомпонентного сопла может быть полезным иметь изоляционное кольцо из Al2O3, SiN, BN, ZrO2 или стеклокерамики и дополнительное металлическое входное отверстие из меди или медное с вольфрамовой вставкой.
В другом варианте осуществления данного изобретения предоставляется способ применения плазменной горелки для покрытия поверхности металлическим покрытием, использующий узел горелки с плазменной дугой прямой полярности данного изобретения. Способ изобретения содержит создание и поддержку плазмы в инжекторе плазмы, который включает в себя узел горелки с плазменной дугой прямой полярности данного изобретения
При запуске горелки осуществляют следующие шаги.
Подача плазменного газа и питание второго электрода напряжением разомкнутого контура; приложение высокого напряжения; таким образом, предоставление проводящего канала в плазменном газе для главной дуги между вторым электродом и проволокой; и обеспечение электрического тока от главного источника питания и начало подачи проволоки во время напыления.
Способ согласно изобретению легко запускать, и поэтому горелку можно выключать после покрытия и включать снова при покрытии следующего изделия, без требующего много времени метода запуска. Зажигание обеспечивается в той же газовой среде, которая используется для шага напыления. То есть по сравнению с нынешним состоянием данной области техники, могут быть сэкономлены шаги процесса, время и материалы. Срок эксплуатации сопла существенно увеличивается, тогда как процесс напыления происходит с более высокой скоростью из-за отсутствия необходимости в сложных шагах запуска.
Также улучшаются стабильность и надежность процесса напыления.
Благодаря тому, что используется изолированное сопло, применимы его новые геометрические формы, адаптированные для оптимизации свойств потока и минимизации накопления отложений в сопле. Например, сопло может быть спроектировано как сопло Лаваля, которое для достижения сверхзвуковых скоростей потока плазменного газа требует более низкого давления газа.
Посредством нового электрически изолированного сопла в горелке ПДПН могут использоваться новые геометрические формы второго электрода. Например, вместо плоского второго электрода может использоваться пальцеобразный второй электрод, что приводит к лучшему охлаждению второго электрода плазменным газом.
Краткое описание чертежей
Ниже изобретение будет описано подробно со ссылками на графические материалы, в которых
ФИГ.1 представляет собой схему распылителя ПДПН на современном уровне техники, которая показывает схематически релевантные компоненты термического распылителя;
ФИГ.2 представляет собой изображение в поперечном сечении части распылителя согласно изобретению;
ФИГ.3 представляет собой изображение в поперечном сечении части распылителя согласно Фиг.2, который имеет двухкомпонентное сопло;
ФИГ.4 представляет собой изображение в поперечном сечении части другого варианта осуществления распылителя согласно изобретению;
ФИГ.5 представляет собой изображение в поперечном сечении части распылителя согласно ФИГ.4, который имеет двухкомпонентное сопло;
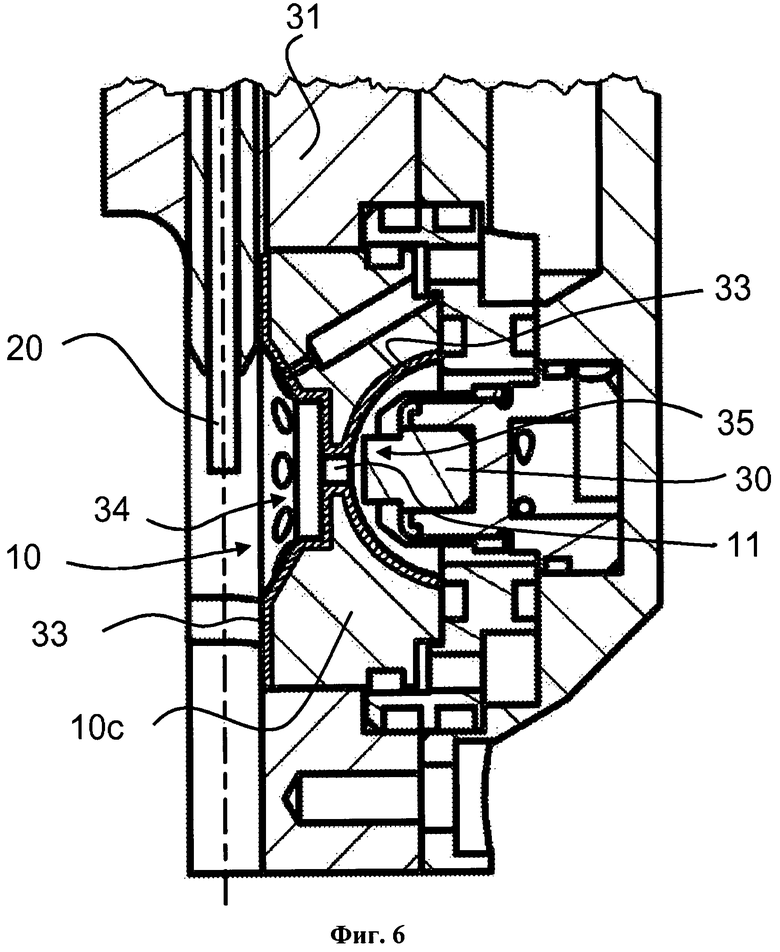
ФИГ.6 представляет собой увеличенное изображение в поперечном сечении распылителя с соплом, содержащим непроводящее покрытие;
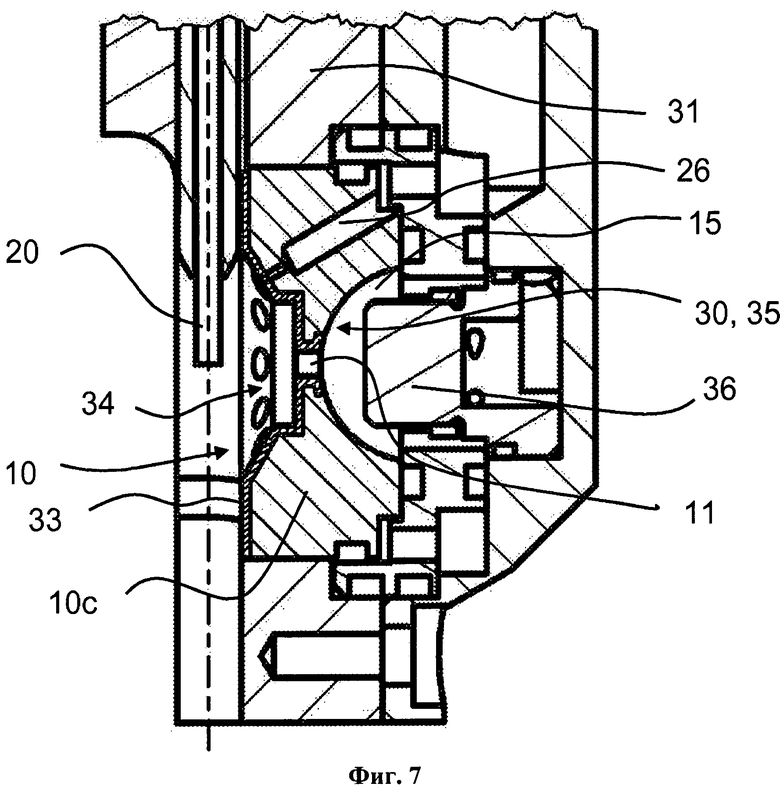
ФИГ.7 представляет собой увеличенное изображение в поперечном сечении распылителя с соплом, содержащим непроводящее покрытие и действующим как второй электрод;
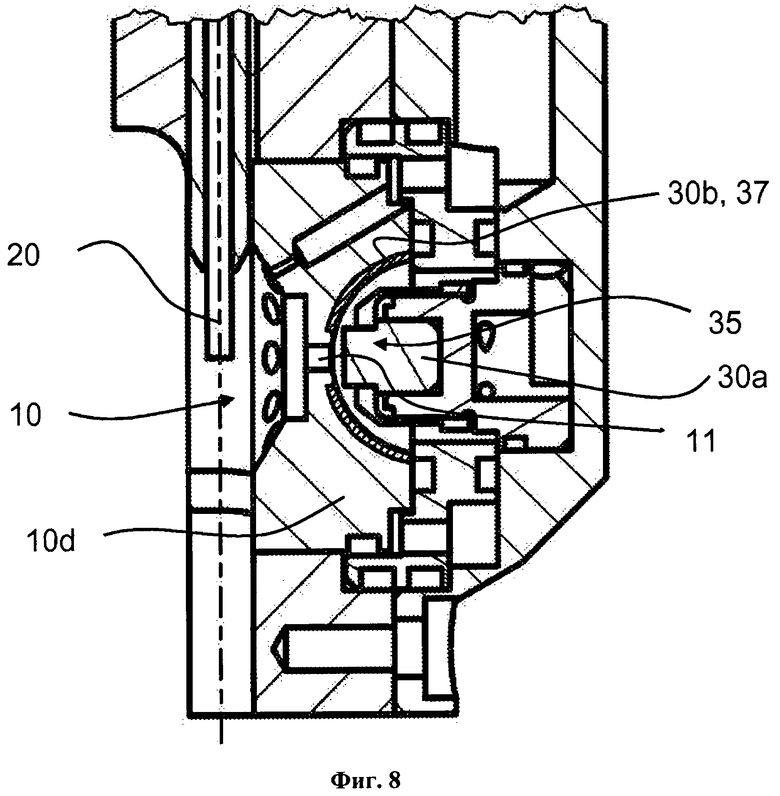
ФИГ.8 представляет собой увеличенное изображение в поперечном сечении распылителя с изоляционным соплом, содержащим проводящее покрытие, действующее как второй электрод; и
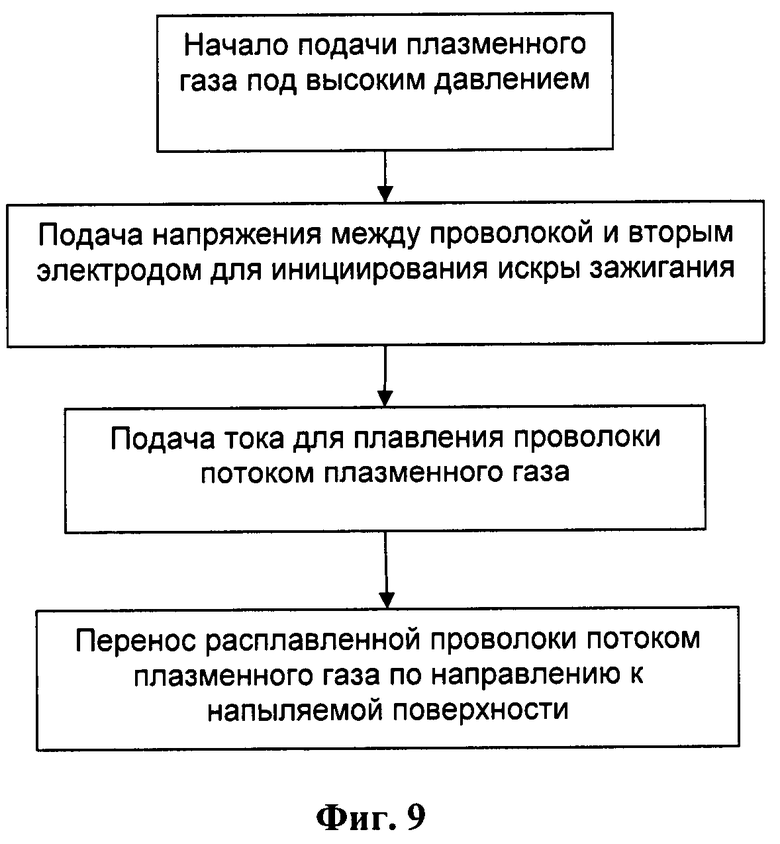
ФИГ.9 представляет собой блок-схему шагов способа ПДПН согласно изобретению.
Осуществление изобретения
Далее приводятся подробные ссылки на предпочтительные устройства или варианты осуществления и способы изобретения, которые представляют собой лучшие формы практического применения изобретения, известные изобретателям в настоящее время. В одном варианте осуществления данного изобретения демонстрируется усовершенствованный распылитель ПДПН. Распылитель данного изобретения является компонентом в устройстве термического плазменно-дугового проволочного напыления, которое может использоваться для покрытия плотным металлическим покрытием. Распылитель по данному изобретению содержит узел, который имеет направляющую секцию подачи проволоки для введения проволоки в плазменную горелку, секцию вторичного газа для введения вторичного газа около плазмы, образованной плазменной горелкой, и секцию сопла для ограничения плазмы, образованной плазменной горелкой.
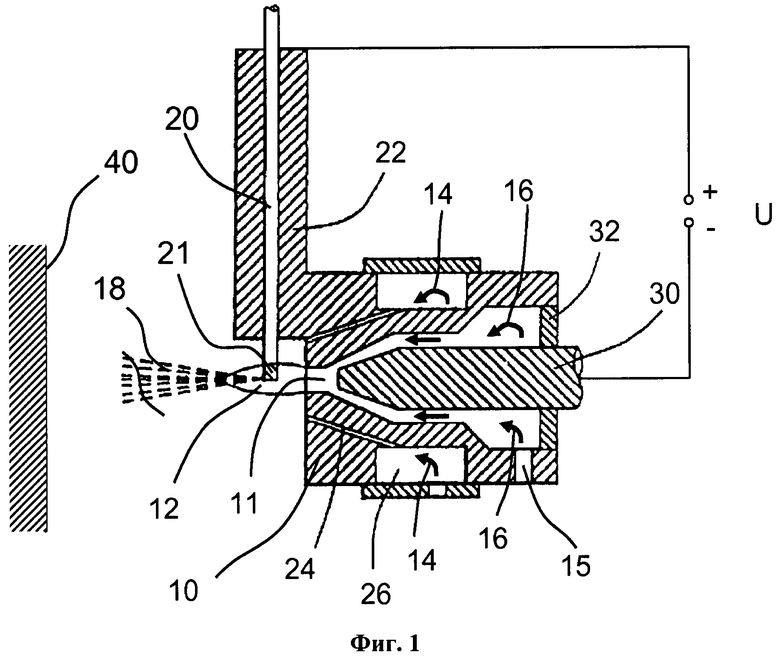
Со ссылкой на Фиг.1 показывается схематическое изображение процесса термического напыления. В термическом напылении, использующем проволоку, проволока 20 непрерывно подается к источнику тепла, где материал, по меньшей мере, частично, расплавляется. Электрически обеспечиваемым источником тепла процесса является плазма или дуга. ПДПН имеет генератор плазмы или головку распылителя, которая содержит сопло 10 с отверстием 11 сопла, расходуемую электропроводящую проволоку 20, подключенную как первый электрод, и второй электрод 30. Второй электрод 30 изолирован от сопла 10 изоляционным корпусом 32. Электроэнергия подается, как показано, источником U питания в виде постоянного тока, тогда как положительный потенциал подключен к проволоке 20, а отрицательный потенциал подключен ко второму электроду 30.
Головка, как правило, устанавливается на вращающийся вал (не показан). Проволока 20 подается перпендикулярно центральному отверстию 11 сопла 10. Вокруг второго электрода 30 циркулирует ионизированная газовая смесь, также называемая газовой плазмой 16, которая предоставляется источником 15 плазменного газа. Плазменный газ 16 выходит из отверстия 11 сопла в виде плазменной струи 12 на высокой, предпочтительно сверхзвуковой, скорости, и замыкает электрический контур, встречая первый электрод, который имеет вид расходуемой проволоки 20.
Транспортный вторичный газ 14 добавляется через отверстие 24 вторичного газа в сопло 10, окружающее плазменную струю 12. Вторичный газ 14 работает как вторичный распылитель расплавленных капель, образованных из проволоки 20, и поддерживает перенос капель в виде металлических брызг 18 на целевую поверхность. Предпочтительно вторичный газ 14 является сжатым воздухом.
Показано устройство термического плазменно-дугового проволочного напыления, содержащее плазменную горелку. Во время работы, как указывается далее, плазменная струя 12 и металлические брызги 18 выходят из плазменного распылителя. Узел включает сопло 10, которое имеет чашеобразную форму, с отверстием 11 сопла, расположенным в центре чашеобразной формы. Второй электрод 30, который может быть изготовлен из любого материала, известного эксперту и пригодного для этой цели, такого как 2% торированный вольфрам, медь, цирконий, гафний или торий, для легкой эмиссии электронов, расположен соосно с отверстием 11 сопла и имеет свободный конец второго электрода. Второй электрод 30 электрически изолирован от отверстия 11 сопла, и кольцеобразная камера плазменного газа предоставляется соплом внутри между вторым электродом 30 и внутренними стенками сопла 10 и изоляционным корпусом. Кроме того, отдельное входное отверстие 26 вторичного газа для вторичного газа образуется во внешней части сопла 10. Входное отверстие 26 вторичного газа ведет к отверстиям 14 вторичного газа в секции сопла, чтобы обеспечивать огибающий поток вторичного газа вокруг плазменной струи 12.
Секция 22 подачи проволоки механически соединена с соплом 10 и образована в узле. Секция 22 подачи проволоки, изготовленная из изоляционного или неизоляционного материала, держит расходуемую проволоку 20. При работе устройства проволока 20 непрерывно подается способом, известным в данной области техники, таким как катушки подачи проволоки, через направляющую подачи. Свободный конец 21 проволоки выходит из секции 22 подачи проволоки и соприкасается с плазменной струей 12 напротив отверстия 11 сопла, чтобы образовывать металлические брызги 18. В работе металлические брызги 18 направляются к поверхности 40, которая подлежит покрытию.
Положительная клемма источника питания подключена к проволоке 20, а отрицательная клемма подключена ко второму электроду 30. При определенных условиях высокочастотный ток может быть добавлен к постоянному току во время фазы запуска, но это необязательно. Одновременно источник питания высокого напряжения включается на достаточное время, чтобы создать дугу высокого напряжения между вторым электродом 30 и концом 21 проволоки. Полученная таким образом дуга высокого напряжения предоставляет проводящий путь для течения постоянного тока из плазменного источника питания от второго электрода 30 к проволоке 20. В результате этой электрической энергии, плазменный газ интенсивно нагревается, что заставляет газ, который находится в состоянии вихревого течения, выходить из отверстия 11 сопла на очень высокой скорости, как правило, образуя сверхзвуковую плазменную струю 12, выходящую из отверстия 11 сопла. Созданная таким образом плазменная дуга является вытянутой плазменной дугой, которая изначально вытягивается из второго электрода 30 через сердцевину текущей вихревой плазменной струи 16 до точки максимального вытяжения. Высокоскоростная плазменная струя 12, простирающаяся за точку максимального вытяжения дуги, предоставляет электропроводящий путь между вторым электродом 30 и свободным концом 21 проволоки 20.
Плазма образуется между вторым электродом 30 и проволокой 20, заставляя конец проволоки плавиться, по мере того как она непрерывно подается в плазменную струю 12. Вторичный газ 14, входящий через отверстия 24 в сопле 10, такой как воздух, вводится под высоким давлением через периферийные отверстия 26 в сопле 10. Этот вторичный газ распределяется по рядам удаленных друг от друга каналов. Поток этого вторичного газа 14 предоставляет средство охлаждения секции 22 подачи проволоки, сопла 10, а также предоставляет существенно конический поток газа, окружающий вытянутую плазменную струю 12. Этот конический поток высокоскоростного вторичного газа пересекается с вытянутой плазменной струей 12 ниже свободного конца 21 проволоки 20, предоставляя таким образом дополнительный способ распыления и ускорения расплавленных частиц, образованных расплавлением проволоки 20, и создания металлических брызг 18.
Фиг.2 представляет собой схематическое изображение сечения головки горелки согласно изобретению, которая используется в способе напыления согласно изобретению. Здесь сопло 10 полностью изготовлено из непроводящего материала, такого как керамика. Это приводит к изоляции всего сопла 10 от проволоки 20, соответственно, первого электрода. В работе плазменный газ входит во внутреннюю камеру, образованную соплом 10 и изоляционным корпусом 32, окружающим второй электрод 30. Плазменные газы текут в камеру и образуют вихревой поток, который выталкивается через отверстие 11 сопла.
Примером подходящего плазменного газа может быть газовая смесь, состоящая из 88% аргона и 12% водорода. Более тяжелые молекулы газа, такого как аргон, необходимы для кинетической энергии плазмы, тогда как легкие молекулы Н2 или Не необходимы для переноса тепла. Водород считается подходящим для переноса тепла, но он взрывоопасен. Поэтому его можно заменить гелием. Другие газы также используются, такие как азот, азотно-аргоновые смеси, благородные газы и их смеси, азотно-водородные смеси, как они известны экспертам в данной области техники. Выбор газов зависит, среди прочего, от распыляемого металла и от геометрии устройства.
В отличие от способов известного уровня техники, вспомогательная плазма не требуется. Энергоснабжение может приводиться на полную мощность, что приводит к немедленному возникновению электрической дуги между проволокой 20, как первым электродом, и вторым электродом 30. Из-за того, что сопло 10 изолировано, между соплом 10 и вторым электродом 20 нет вспомогательной дуги, что приводит к существенному уменьшению износа сопла 10. Также процедура запуска способа ускоряется, поскольку не требуется начальной фазы. Это означает, что процесс напыления может начинаться сразу без задержки. Таким образом, процесс напыления можно начинать каждый раз, когда горелка напыления размещается на новой поверхности для покрытия. Во время размещения горелки, например, на различных каналах блока цилиндров, холостой процесс не требуется. Процесс может начинаться на каждом канале. Это снижает потребление энергии, потребление подачи проволоки и газа.
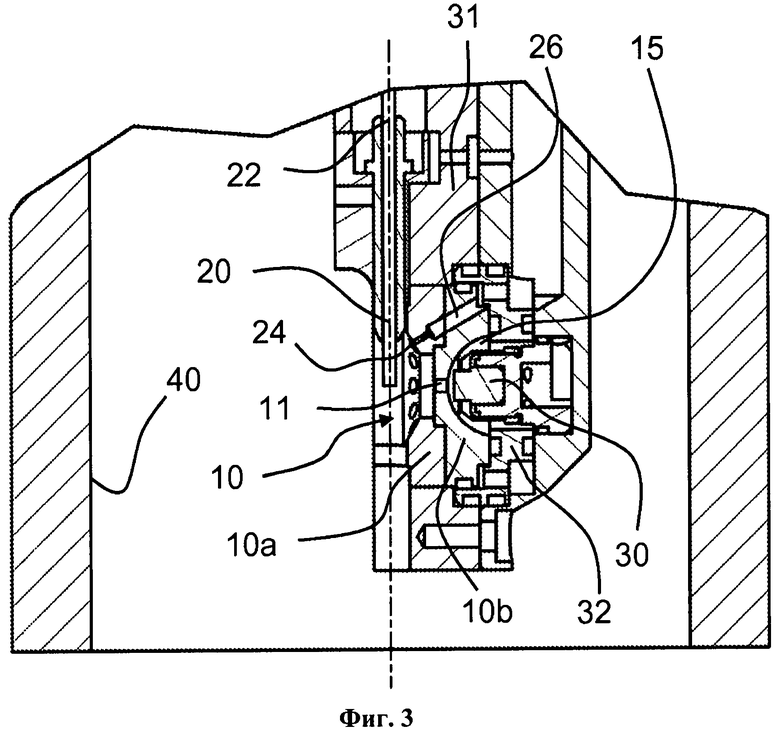
На Фиг.3 показывается другой вариант осуществления узла плазменной горелки согласно изобретению, в котором часть сопла 10 состоит из двух частей 10а, 10b, причем внешняя часть 10а изготовлена из керамики и расположена между проволокой 20 и внутренней частью 10b, тем самым изолируя сопло 10 от проволоки 20. Внутренняя часть 10b содержит отверстие 11 сопла. Для обеспечения изоляции внутренней части 10b по отношению к опоре горелки, опора сопла тоже изготавливается из непроводящего материала.
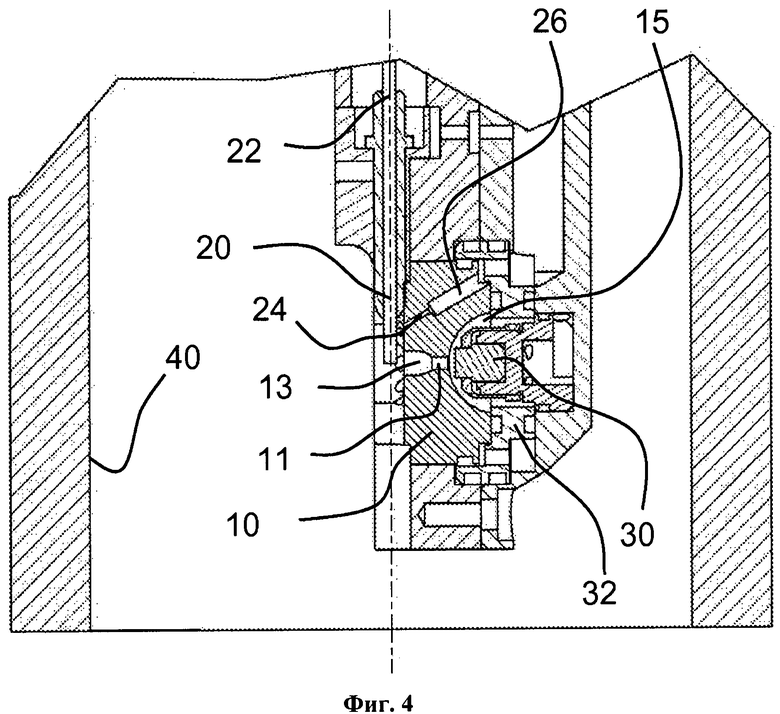
Фиг.4 представляет собой изображение другого варианта осуществления сопла 10 в плазменной горелке согласно изобретению. Сопло 10 создается в форме сопла 13 Лаваля и имеет скорее маленький диаметр позади отверстия 11 сопла. Таким образом, плазменный поток 16 будет ускоряться до сверхзвуковых скоростей в плазменной струе 12, не требуя высоких давлений в источнике плазменного газа. В этом варианте осуществления весь корпус сопла 10 изготавливается из одного и того же керамического материала, например, SiC, ZrO2, Al2O3 или подобного.
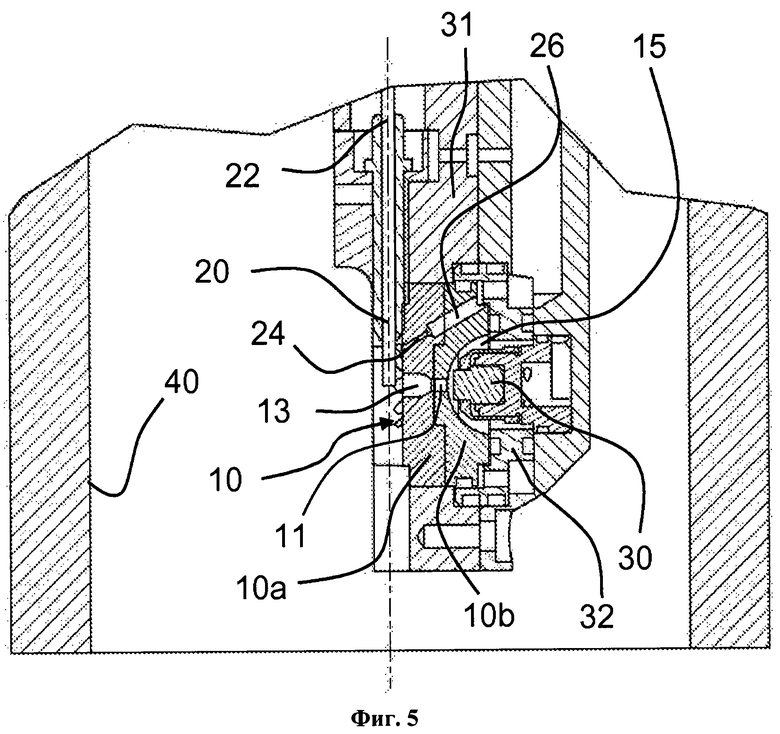
На Фиг.5 сопло 14 Лаваля с Фиг.4 создается из двух частей, причем первичная часть 13 сопла Лаваля включается в изолированную керамическую внешнюю часть 10а, тогда как отверстие 11 сопла располагается во внутренней части 10b. Внутренняя часть 10b изготавливается из меди, а внешняя часть 10а - из изоляционного материала, такого как ZrO2, Al2O3, SiC, В, и т.п. Внутренняя часть 10b поддерживается опорой 31 сопла, которая изготавливается из непроводящего материала.
Благодаря соплу 13 Лаваля варианты осуществления с Фиг.4 и 5 имеют другой принцип управления газом. Первичный газ выбрасывается в более усиленной плазменной струе 12 и оборачивается потоком вторичного газа, что ведет к более высоким скоростям напыления и меньшему избытку напыления по сравнению с конструкциями с Фиг.2 и 3.
Фиг.6 представляет собой схематическое изображение сечения головки горелки согласно изобретению, похожее на Фиг.2. Тогда как на Фиг.2 сопло 10 изготавливается из непроводящего материала, сопло 10 на Фиг.6 содержит электрическую изоляцию в виде изоляционного покрытия 33. Корпус 10с сопла изготавливается из проводящего материала, такого как медь или латунь. Поверхности передней стороны 34, задней стороны 35 и в отверстии 11 сопла, т.е. все поверхности, направленные к электроду 30, проволоке 20 или отверстию 11 сопла, покрываются изоляционным покрытием 33, сделанным из непроводящего материала, предпочтительно, керамического. Это электрически изолирует плазменный газовый поток от проводящего корпуса 10с сопла и гарантирует, что вспомогательная дуга не будет контактировать с соплом 10. Корпус 10с сопла поддерживается опорой 31 сопла, которая предпочтительно изготавливается из непроводящего материала.
Фиг.7 представляет собой схематическое изображение сечения головки горелки, похожее на Фиг.6. Сопло 10 содержит электрическую изоляцию в виде изоляционного покрытия 33 на передней стороне 34 и в отверстии 11 сопла. Корпус 10с сопла, изготовленный из проводящего материала, такого как медь или латунь, электрически соединен с источником питания и на своей обратной стороне 35 действует как второй электрод 30. Центральная часть 36 в источнике 15 плазмы создана в виде генератора вихря, чтобы получать вихрь в плазменном потоке. Корпус 10с сопла поддерживается несущей 31 сопла, которая предпочтительно изготавливается из непроводящего материала. Предпочтительно входные отверстия 26 вторичного газа покрываются непроводящим слоем.
Фиг.8 представляет собой схематическое изображение сечения головки горелки с соплом 10, похожее на Фиг.7, но проводимость в сопле 10 обратная. Сам корпус 10d сопла изготавливается из непроводящего материала. На своей задней стороне 35 сопло 10 содержит проводящий слой 37, который электрически соединен со вторым центральным электродом 30а, и, таким образом, проводящий слой 37 действует как второй электрод 30b сопла. При использовании такого сопла 10 также можно исключить из конструкции центральный электрод 30а.
Фиг.9 описывает способ по данному изобретению, использующий плазменный распылитель, как описано выше. Соответственно, способ по данному изобретению содержит следующее:
Поток 16 плазменного газа направляется в сопло 10, проходит второй электрод 30 и выходит из отверстия 11 сопла в виде струи 12 плазменного газа.
Включение питания мгновенно образует плазменную дугу между свободным концом 21 проволоки 20 и вторым электродом 30, таким образом, расплавляя свободный конец 21 проволоки.
Расплавленный металл проволоки 20 распыляется струей 12 плазменного газа и переносится в виде распыленных металлических брызг 18 на поверхность 40 для создания на ней металлического покрытия.
Этот способ запуска не требует никакой настройки параметров процесса. Процесс может начинаться с такими значениями скорости подачи проволоки, напряжения или силы тока источника питания, скорости потока и химического состава потока 16 плазменного газа, которые требуются во время процесса напыления. Это позволяет существенно уменьшить усилия по контролю за процессом запуска, ускоряет запуск, поскольку процесс напыления начинается сразу же, и экономит материал проволоки, газ и электроэнергию.
В целом, предпочтительно вводить плазменный газ под давлением по касательной в сопло и создавать вихревой поток вокруг второго электрода и выпускать через ограниченное отверстие сопла. Кроме того, способ необязательно включает направление потока вторичного газа к свободному концу проволоки в форме кольцеобразного конического потока газа, проходящего мимо свободного конца проволоки и имеющего точку пересечения, расположенную на расстоянии ниже свободного конца проволоки. Когда нужно покрыть внутреннюю вогнутую поверхность, такую как канал цилиндра поршня, способ будет включать вращение и перевод сопла и второго электрода как узла вокруг продольной оси проволоки, с одновременной поддержкой электрического соединения и электрического потенциала между проволокой и вторым электродом, тем самым направляя распыленный расплавленный материал вращательно и покрывая внутреннюю изогнутую поверхность плотным металлическим слоем. Более того, устройство и способ данного изобретения могут покрывать каналы с диаметром, равным или превышающим 3 см. Более предпочтительно, узел горелки данного изобретения полезен при покрытии каналов, имеющих диаметр от 3 см до приблизительно 20 см.
Хотя варианты осуществления изобретения были показаны и описаны, не предполагается, что эти варианты осуществления показывают и описывают все возможные формы изобретения. Скорее слова, использованные в этом изложении, - это слова описания, а не ограничения, и подразумевается, что различные изменения могут производиться без отхождения от духа и объема изобретения.
Обозначения
10 - Сопло
10а - Внешняя часть сопла 10
10b - Внутренняя часть сопла 10
10с - Корпус сопла
11 - Отверстие сопла
12 - Плазменная струя
13 - Сопло Лаваля
14 - Вторичный газ
15 - Источник плазменного газа
16 - Поток плазменного газа
18 - Металлические брызги
20 - Проволока (первый электрод)
21 - Свободный конец проволоки
22 - Направляющая проволоки
24 - Отверстие вторичного газа
26 - Входное отверстие вторичного газа
30 - Второй электрод
30а - Второй центральный электрод
30b - Второй сопловый электрод
31 - Опора сопла
32 - Изоляционный корпус
33 - Изоляционное покрытие
34 - Передняя сторона сопла
35 - Задняя сторона сопла
36 - Центральная часть
37 - Проводящий слой
40 - Поверхность
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 2012 |
|
RU2608247C2 |
| КОМПОЗИЦИОННЫЕ РАСХОДУЕМЫЕ ДЕТАЛИ ГОРЕЛКИ ДЛЯ СВАРКИ ПЛАЗМЕННОЙ ДУГОЙ | 2013 |
|
RU2610138C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЫЛЕННОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ЦИЛИНДРА В БЛОКЕ ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ, А ТАКЖЕ ТАКОЙ БЛОК ЦИЛИНДРОВ | 2014 |
|
RU2647064C2 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ОБРАБОТКИ ДЕТАЛИ ПУТЕМ ОСАЖДЕНИЯ СЛОЯ ЦИРКОНИЯ И/ИЛИ ЦИРКОНИЕВОГО СПЛАВА | 2008 |
|
RU2489512C2 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 2012 |
|
RU2650222C2 |
| ПЛАЗМЕННАЯ ГОРЕЛКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2022 |
|
RU2783203C1 |
| Установка плазменного напыления покрытий | 2020 |
|
RU2753844C1 |
| БЫСТРОИЗНАШИВАЮЩАЯСЯ ДЕТАЛЬ ДЛЯ ДУГОВОЙ ГОРЕЛКИ, ПЛАЗМЕННОЙ ГОРЕЛКИ ИЛИ ПЛАЗМЕННОЙ РЕЗАТЕЛЬНОЙ ГОРЕЛКИ, А ТАКЖЕ ДУГОВАЯ ГОРЕЛКА, ПЛАЗМЕННАЯ ГОРЕЛКА ИЛИ ПЛАЗМЕННАЯ РЕЗАТЕЛЬНАЯ ГОРЕЛКА С УКАЗАННОЙ ДЕТАЛЬЮ И СПОСОБ ПЛАЗМЕННОЙ РЕЗКИ, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ ДУГОВОЙ ГОРЕЛКИ, ПЛАЗМЕННОЙ ГОРЕЛКИ ИЛИ ПЛАЗМЕННОЙ РЕЗАТЕЛЬНОЙ ГОРЕЛКИ | 2020 |
|
RU2811984C1 |
| ОПТИМИЗАЦИЯ И УПРАВЛЕНИЕ ОБРАБОТКОЙ МАТЕРИАЛА, С ИСПОЛЬЗОВАНИЕМ ГОРЕЛКИ ДЛЯ ТЕРМООБРАБОТКИ | 2013 |
|
RU2634709C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009027C1 |
Изобретение относится к устройству термического плазменно-дугового проволочного напыления. Механизм подачи проволоки (20) действует как первый электрод. Внешний источник плазменного газа (15) обеспечивает плазменный газ (16). Сопло (10), сообщающееся по текучей среде с источником плазменного газа (16) и имеющее отверстие (11) выше по потоку от проволоки (20), предназначено для направления струи (12) плазменного газа на свободный конец (21) проволоки (20). Второй электрод (30) расположен выше по потоку от отверстия (11) сопла. Сопло (10) полностью или частично выполнено из электроизоляционного материала, электрически изолирующего сопло от первого электрода. Электроизоляционный материал выбран из группы, состоящей из SiN, Al2O3, оксида иттрия, керамики, стеклокерамики и SiC. Изобретение позволяет более просто и быстро произвести процедуру запуска устройства для обработки, при этом распыляющее сопло устройства имеет более высокие прочностные характеристики. 9 з.п. ф -лы, 9 ил.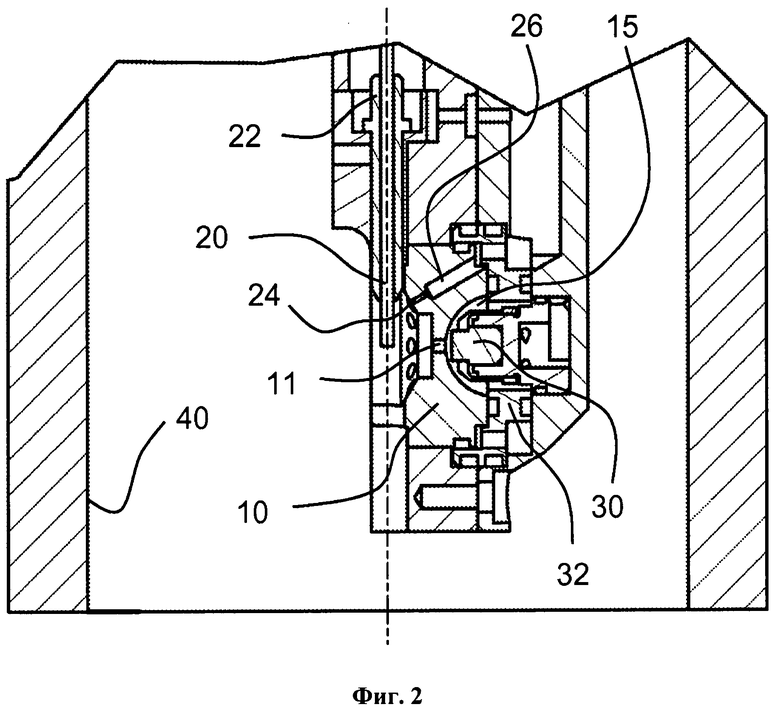
1. Устройство для термического плазменно-дугового напыления металлического покрытия на поверхность (40), содержащее:
механизм подачи проволоки (20), которая действует как первый электрод,
внешний источник плазменного газа (15), обеспечивающий плазменный газ (16),
сопло (10), сообщающееся по текучей среде с источником плазменного газа (16) и имеющее отверстие (11) выше по потоку от проволоки (20), направляющее струю (12) плазменного газа на свободный конец (21) проволоки (20), и
второй электрод (30), расположенный выше по потоку от отверстия (11) сопла, отличающееся тем, что
сопло (10) полностью или частично выполнено из электроизоляционного материала, электрически изолирующего сопло от первого электрода, причем электроизоляционный материал выбран из группы, состоящей из SiN, Al2O3, оксида иттрия, керамики, стеклокерамики и SiC.
2. Устройство по п. 1, в котором электроизоляционный материал расположен на передней стороне сопла (10), в отверстии (11) сопла или на задней стороне сопла (10).
3. Устройство по п. 1, в котором сопло (10) содержит корпус, по меньшей мере, частично покрытый электроизоляционным материалом (33).
4. Устройство по п. 1, в котором сопло (10) содержит внешнюю часть (10а), направленную к проволоке (20) и изготовленную из электроизоляционного материала, и внутреннюю часть (10b), изготовленную из электропроводящего материала.
5. Устройство по п. 1, в котором сопло (10) содержит электропроводящий материал на задней стороне (35) и/или в отверстии (11) сопла, причем проводящий материал электрически подключен ко второму электроду (30) или действует как второй электрод.
6. Устройство по п. 5, в котором корпус сопла (10с) или внутренняя часть (10b) изготовлены из проводящего материала.
7. Устройство по п. 1, в котором сопло (10) вводит вторичный газ (14) вокруг плазменной струи (12).
8. Устройство по п. 7, в котором сопло (10) содержит несколько расположенных на расстоянии друг от друга сходящихся отверстий (24) вторичного газа, окружающих отверстие (11) сопла.
9. Устройство по п. 1, в котором отверстие (11) сопла выполнено в виде сопла (13) Лаваля.
10. Устройство по п. 1, содержащее высоковольтный источник питания, подключенный к первому и второму электродам, генерирующий постоянный ток, переменный ток и/или высокочастотный ток.
| US 4762977A, 09.04.1988 | |||
| Плазмотрон | 1990 |
|
SU1798084A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 0 |
|
SU305032A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ СЖАТОЙ ДУГОЙ | 0 |
|
SU202714A1 |
| 0 |
|
SU172423A1 | |
| US6706993B1, 16.03.2004 | |||
| WO9835760A1, 20.08.1998. | |||

