Изобретение относится к порошковой металлургии, в частности к способам и устройствам для изготовления изделий с использованием металлических порошков путем нанесения порошковых покрытий на внутренние поверхности цилиндрических изделий.
Известен способ нанесения покрытий, включающий в себя подготовку поверхности под напыление струйно-абразивным (дробеструйным) методом, напыление покрытий и последующее спекание напыленного слоя.
Способ получил широкое применение при подготовке наружных поверхностей деталей под напыление (для очистки поверхностей от загрязнений и окисных пленок) и в меньшей степени для подготовки внутренних поверхностей из-за трудоемкости процесса (обычно он выполняется вручную в закрытой дробеструйной камере) и сложности контроля качества очищенной поверхности, особенно при обработке длинномерных цилиндрических изделий, например, цилиндров (труб).
Известен также способ нанесения покрытий, включающий в себя подготовку поверхности под напыление путем нарезки "рваной резьбы" или путем образования "мелкой винтовой нарезки" на поверхности деталей типа тел вращения, напыление покрытий на подготовленную таким образом поверхность и последующее их спекание. Указанные операции разделены во времени, выполняются на различном технологическом оборудовании, различными рабочими-операторами.
Способ отличается от описанного выше меньшей трудоемкостью и возможностью обеспечения более надежного качества очистки поверхности, так как нарезка резьб осуществляется на токарном станке специальными резьбовыми резцами, но в большинстве случаев этот способ также не приемлем для обработки внутренних поверхностей тонкостенных цилиндрических изделий, например, цилиндров и особенно труб, из-за опасности создания дополнительных концентраторов напряжений за счет глубоких нарезок (рисок) на очищенной поверхности, что приводит в дальнейшем к значительным остаточным напряжениям в покрытиях, которые в дальнейшем при эксплуатации деталей могут вызвать разрушение таких покрытий. Указанные операции разделены во времени, выполняются на различном технологическом оборудовании, различными рабочими-операторами.
Наиболее близким по технической сущности решением (прототипом) является способ напыления плазменных покрытий, включающий термическую операцию подготовки (очистки) поверхности под напыление высокотемпературными газовыми струями (или ионами плазмы дуги обратной полярности), напыление металлического порошка плазмой прямой полярности и последующее спекание покрытия на очищенной поверхности.
Недостатком прототипа является то, что трудоемкость процесса все еще значительна, так как термическая операция (очистка), операции напыления порошка и его спекание выполняются раздельно. Вначале очистка внутренней поверхности производится высокотемпературными газовыми струями (например, плазменными струями от источника тока обратной полярности), затем во внутреннюю полость изделия подают плазмотрон и производят напыление металлического порошка плазмой от источника тока прямой полярности. Лишь после этого осуществляют завершающую операцию-спекание порошка.
Кроме того, общим недостатком всех известных способов является необходимость использования для подготовки (очистки) поверхности дополнительного специального технологического оборудования (или дробеструйной камеры, или токарного станка, или газоплазменной установки или плазменной установки), а также соответствующих рабочих-операторов для их обслуживания со смежными профессиями (дробеструйщик, токарь, газоэлектросварщик, термист), что в целом также увеличивает трудоемкость процесса получения плазменных покрытий на внутренних поверхностях тел вращения, а также затраты на изготовление напыленных изделий, как по части приобретения различного технологического оборудования, так и на зарплату различным рабочим-операторам. Трудоемкость процесса получения плазменных покрытий на внутренних поверхностях усугубляется еще и особенностями устройств для осуществления соответствующих операций подготовки поверхности. В случае дробеструйной обработки весьма трудно разместить во внутренней полости дробеметную головку со шлангами. В случае нарезки "рваной резьбы" дополнительная трудоемкость приходится на изготовление специальных оправок для крепления резьбового резца, особенно в случае обработки длинномерных цилиндров (труб). В случае термической очистки поверхности газопламенной горелкой весьма значительна трудоемкость изготовления специальных горелок типа удлинителей для обработки длинномерных деталей в виде цилиндров (труб), кроме того работа ими и управление осуществляется как правило вручную.
С учетом прототипа заявляемого способа в качестве аналога устройств для осуществления способа плазменной очистки и нанесения плазменных покрытий может служить устройство для плазменного напыления порошков, содержащее корпус, сопло-анод и коммуникации для подвода газа, охлаждающей среды и порошка, где в качестве электроизоляторов используется резина, текстолит, алюмонитрид и другие изоляционные пластмассы.
Другим аналогом заявляемого устройства для осуществления предлагаемого способа может служить устройство для плазменного напыления порошков, выполненное из сопла, вставленного в корпус, стержня - катода, запрессованного в медную втулку с резиновыми прокладками, уплотняющими все стыки горелки при интенсивном охлаждении конструкции проточной водой за счет узкого кольцевого зазора между соплом и корпусом.
Недостатком конструкций аналогов является ее большие габариты, что увеличивает трудоемкость процесса обработки с помощью такого устройства внутренних поверхностей цилиндрических изделий, особенно длинномерных цилиндров (труб).
Ближайшим прототипом заявляемого устройства служило устройство для плазменного напыления покрытий, содержащее плазмотрон для очистки поверхности, порошковый питатель, вращатель изделия и плазмотрон для нанесения порошка, содержащий корпус, снабженный соплом, системой водоохлаждения и электрододержателем, выполненным с электродом.
Общим недостатком всех конструкций плазмотронов в таких устройствах являются их значительные габариты из-за общей толщины изоляционных прокладок, которая составляет не менее 10-15 мм, что увеличивает трудоемкость процесса получения плазменных покрытий на внутренних поверхностях цилиндров (труб) в связи со сложностью размещения такой технологической оснастки во внутренней полости указанных изделий.
Целью изобретения является снижение трудоемкости и повышение производительности процесса за счет совмещения операций подготовки (очистки) поверхности, нанесения покрытия и его спекания в одну операцию при одновременном сокращении технологического оборудования и количества рабочих-операторов.
Поставленная цель достигается тем, что подготовку (очистку) поверхности, напыление и спекание покрытия производят непрерывно-последовательно и осуществляют за один рабочий ход устройства с двумя одинаковыми малогабаритными плазмотронами расположенными друг за другом в осевом направлении подачи, причем первый из них производит очистку поверхности изделия током обратной полярности, второй производит одновременное напыление очищенной поверхности детали током прямой полярности, а спекание напыленного слоя порошка осуществляют термическим воздействием на подложку изделия двух плазменных дуг, производящих нагрев изделия на двух предыдущих стадиях обработки.
Возможность очистки поверхности с помощью плазмотрона основана на том, что если плазменная струя газа (азота) обладает электрической проводимостью, то между подложкой изделия и соплом плазмотрона проходит ток. Катодное пятно в пределах узкой зоны непрерывно блуждает по поверхности изделия и производит ее ионную бомбардировку, при этом молекуле окисной пленки сообщается кинетическая энергия, усиливающая колебания ее ядер. Когда колебательный уровень движения ядер попадает в область непрерывного спектра, молекула окисла диссоциирует. Разрушение окисной пленки путем диссоциации значительно облегчается, если на молекулу окисла воздействует сильное электрическое поле плазменной струи. Электрическое поле снижает потенциальный барьер в молекуле и уменьшает ее электронные связи. Если этот барьер снижается до основного или возбужденного электронного состояния, электронные связи освобождаются и молекула разрушается.
Достижение поставленной цели обеспечивается также тем, что устройство для осуществления способа выполнено в виде двух одинаковых малогабаритных плазмотронов, при этом соприкасающиеся внутри плазмотронов поверхности корпуса, сопла и электрододержателя дополнительно снабжены тонкослойным электроизоляционным покрытием, например, из электрокорунда белого толщиной 0,5-1 мм.
Сущность изобретения поясняется чертежами.
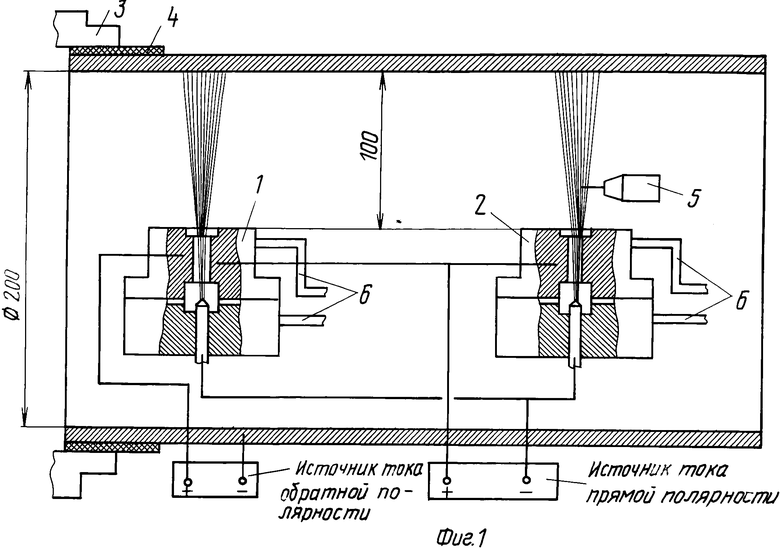
На фиг. 1 изображен продольный разрез обрабатываемой детали в виде цилиндра, во внутренней полости которого расположено устройство с двумя одинаковыми малогабаритными плазмотронами 1 и 2, причем плазмотрон 1 производит подготовку (очистку) поверхности струей плазмы под действием тока обратной полярности, а плазмотрон 2 производит напыление покрытия струей плазмы под действием тока прямой полярности, при этом часть элементов устройства, таких как порошковый питатель и вращатель изделия не показаны для упрощения чертежа.
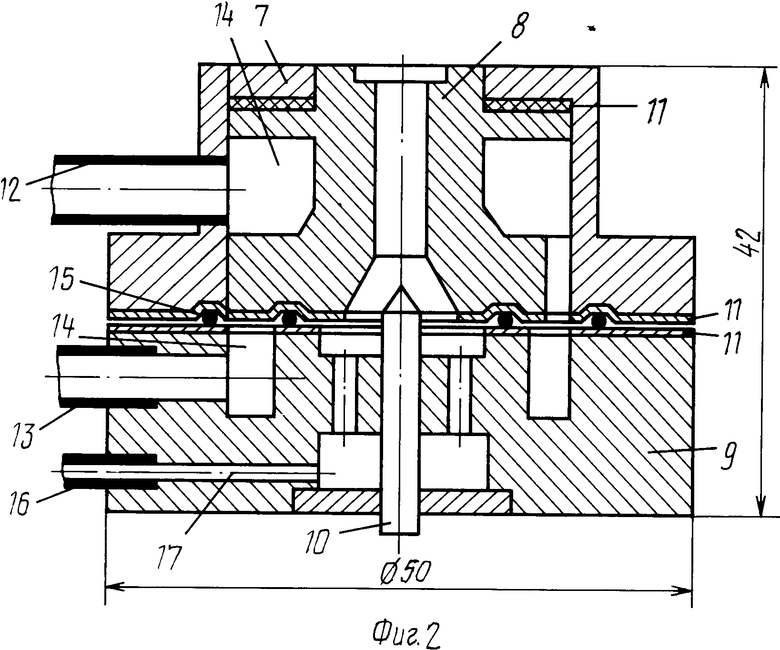
На фиг. 2 изображена основная часть устройства (всего один плазмотрон, т. к. они по конструкции совершенно одинаковы), которая характеризует компоновку малогабаритного плазмотрона, при этом вращатель изделия и порошковый питатель не показаны для упрощения чертежа.
Сущность способа и устройства для его осуществления по заявляемому изобретению поясняется также следующим примером его реализации.
П р и м е р. Осуществлялось напыление плазменных покрытий из металлического композиционного термореагирующего порошка ПТ - 19Н-01 (ТУ 48-19-383-84) с размерами частиц 50-120 мкм на внутреннюю поверхность (диаметром 200-250 мм) тонкостенной детали в виде цилиндра, имеющего наружный диаметр 220-270 мм и длину 500 мм (см. фиг. 1), который закреплялся в токарном патроне 3 со специальными теплоэлектроизоляционными прокладками 4 (на фиг. 1 схема закрепления показана условно), чтобы обеспечить вращателем частоту вращения детали в пределах 50-100 об/мин. В нашем случае в качестве вращателя (привода) использовался токарный станок.
Устройство для осуществления способа, содержащее два одинаковых малогабаритных плазмотрона 1 и 2, расположенных друг за другом по направлению осевой подачи устройства, вводится во внутреннюю полость цилиндра с помощью суппорта токарного станка, а порошок - через сопло 5 от порошкового питателя (на фиг. 1 не показано для упрощения чертежа).
Скорость подачи устройства должна обеспечивать нанесение толщины плазменного покрытия не менее 1 мм, причем ее значение подбирается опытным путем с учетом грануляции порошка и режимов напыления (предварительно это делают на образцах). В нашем случае скорость подачи устройства находилась в пределах 1,75-2,0 мм/об. Режимы плазменной очистки и плазменного напыления, реализованные с помощью плазменной установки УПУ-ЗД и предлагаемого устройства были следующие: напряжение дуги - 90 В; расход плазмообразующего газа (азот) - 3,8 м3/ч, расход транспортирующего газа (азот) - 0,15 м3/ч; ток (при очистке) - 5-10, А; ток (при напылении) - 150-200 А; дистанция напыления - 100 мм.
Устройство для осуществления данного способа в основе своей состоит из двух одинаковых малогабаритных плазмотронов (см. фиг. 1). Причем плазмотрон 1 осуществляет подготовку (очистку) поверхности под напыление током обратной полярности, а плазмотрон 2 производит напыление плазменных покрытий током прямой полярности при использовании дополнительно специального наконечника 5, подающего присадочный порошковый материал к наружной части выходящей из плазмотрона высокотемпературной газовой струи. Следует отметить, что державка такого устройства для закрепления его в резцедержателе суппорта токарного станка в простейшем виде может состоять из пучка патрубков для подачи к плазмотрону воды, газа, азота, которые электроизолированы между собой (на фиг. 2 такая державка для упрощения конструктивной схемы устройства не показана). Конструктивная схема самого плазмотрона, представленная на фиг. 2, показывает, что он одержит цилиндрический корпус 7, в который вставлено сопло 8 и электрододержатель 9, в который запрессован вольфрамовый электрод 10. Поверхность электрододержателя, прилегающая к корпусу и соплу, а также поверхности корпуса и сопла, прилегающие к электрододержателю дополнительно снабжены тонкослойным покрытием 11 из электрокорунда белого толщиной 0,5-1 мм, которое получено напылением на указанные соприкасающиеся поверхности плазмотрона. Такой толщины покрытия вполне достаточно, чтобы обеспечить надежную электроизоляцию плазмотрона, которая в известных конструкциях (описанных выше в а. с. N 107 270 и N 503601) имеет общую толщину изоляции порядка 10-15 мм. Отметим, что при толщине покрытия из электрокорунда белого менее 0,5 мм уменьшаются электроизоляционные свойства и снижаются прочностные свойства покрытия. При толщине покрытия более 1 мм появляется вероятность разрушения покрытия под действием внутренних напряжений. Для охлаждения плазмотрона предусмотрены патрубки 12 и 13 и каналы 14 для проточной воды, расположенные между соплом и корпусом, соплом и электрододержателем, при этом герметизация стыков производится прокладкой 15. Для подачи плазмообразующего газа имеется патрубок 16 и канал 17. Для подачи напыляемого порошка используют специальный наконечник (сопло 5), подводимый к наружной части плазменной струи, выходящей из сопла (см. фиг. 1). Отметим, что на фиг. 2 этот наконечник (сопло) не показан для упрощения чертежа.
Устройство работает следующим образом.
Устройство на рабочей подаче вводится во внутрь цилиндра так, чтобы обеспечить дистанцию напыления 100 мм/см фиг. 1).
При подаче электрического тока (знак "+" на сопло и знак "-" на электроде) между электродом и соплом начинает гореть электрическая дуга.
Одновременно с подачей электропитания включается подача плазмообразующего газа через канал 17 (см. фиг. 2).
Газ, проходя через сопло 8, нагревается электрической дугой до высокой температуры и с высокой скоростью выходит из сопла 8.
В процессе работы плазмотрон охлаждается водой, циркулирующей по каналам 12. Причем следует отметить, что снабжение внутри плазмотрона соприкасающихся поверхностей корпуса, сопла и электрододержателя дополнительным тонкослойным электроизоляционным покрытием их электрокорунда белого обеспечивает хорошие теплостойкие характеристики плазмотрона и не приводит к его перегреву.
В процессе работы в непрерывно-последовательном режиме плазмотрон 1 производит очистку внутренней поверхности изделия, а плазмотрон 2 напыляет покрытие. При этом, благодаря одновременному термическому воздействию на подложку изделия двух плазменных дуг, производящих нагрев изделия на двух предыдущих стадиях обработки, реализуется также одновременное спекание (оплавление) покрытия на подложке. Результатом такого конструктивного исполнения плазмотрона и его принципа работы являются малые габариты рабочей части заявляемого устройства, а это снижает трудоемкость процесса напыления внутренних поверхностей цилиндрических изделий, особенно длинномерных цилиндров (труб), благодаря удобству работы с ним.
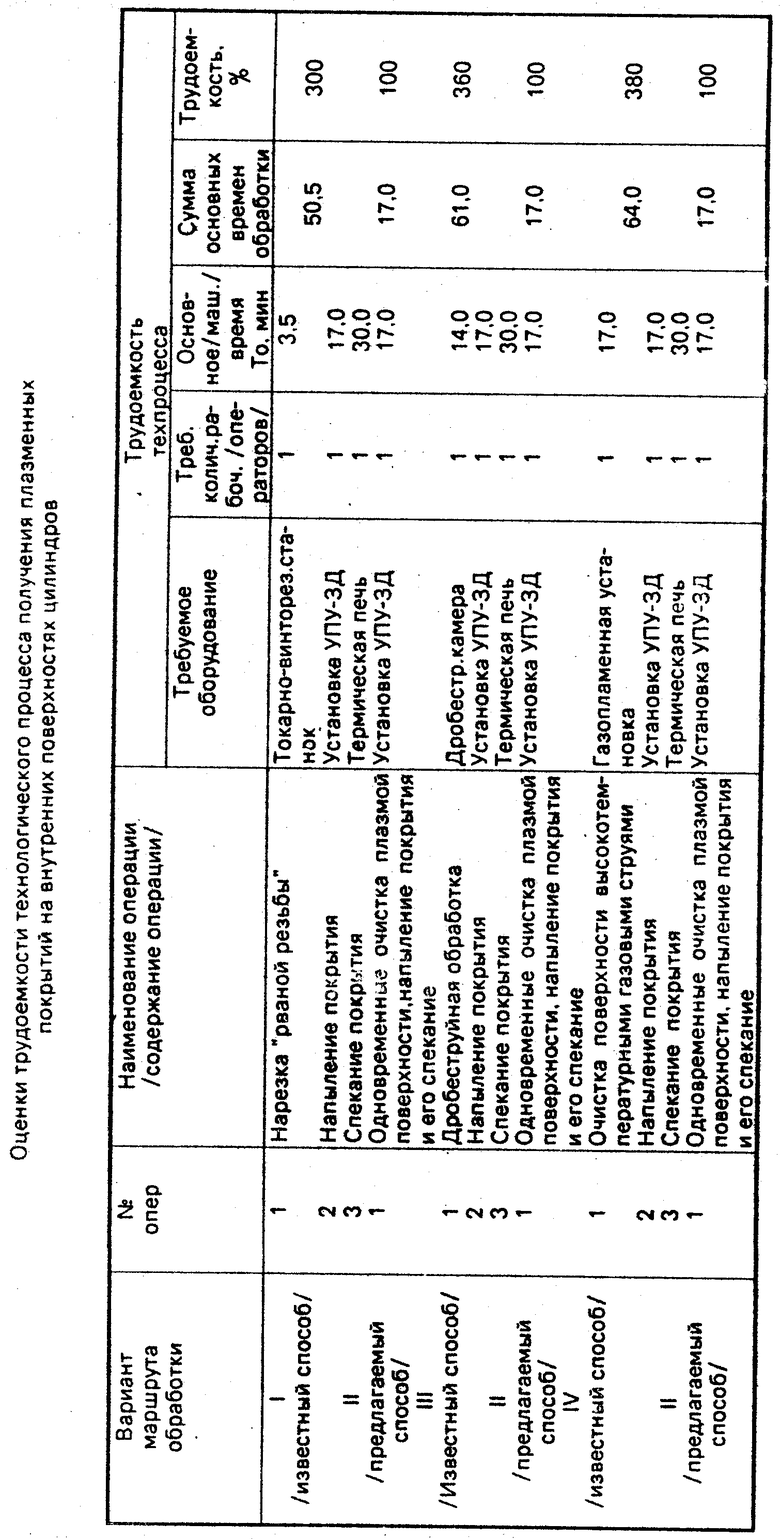
Экономическую эффективность от использования предлагаемого способа и устройства для его осуществления следует рассматривать, как результат снижения трудоемкости (затрат труда) по основному (машинному) времени при очистке поверхности и нанесении плазменных покрытий на внутренние поверхности длинномерных цилиндрических изделий с учетом одновременного спекания (оплавления) покрытия в ходе реализации техпроцесса.
С этой целью была выполнена оценка трудоемкости получения плазменных покрытий с использованием известных и предлагаемого способов на внутренних поверхностях цилиндров из стали 20 (диаметры 200-250 мм при длине 500 мм) на режимах обработки, указанных выше в примере применительно к условиям единичного и мелкосерийного производства (см. таблицу).
Анализ таблицы показывает, что использование предлагаемого способа и устройства для его осуществления позволяет снизить трудоемкость процесса получения покрытий при заданных условиях и режимах, а следовательно, и повысить производительность процесса примерно на 300-380% по сравнению с существующими способами.
Дополнительные преимущества от применения предлагаемого способа и устройства для нанесения плазменных покрытий из металлических порошков на внутренние поверхности цилиндрических изделий заключаются в следующем; совмещение операций подготовки поверхности, нанесения покрытия и его спекание позволяет сократить высокое качество покрытий, т. к. напыление производится практически одновременно после очистки исходной поверхности, когда окисная пленка на подложке изделия не успевает восстановиться, т. е. , на ювинильные поверхности; сокращение технологического оборудования при реализации процесса позволяет использовать на рабочем месте только одного оператора плазменной установки (металлизатора) и не требуется наличия на участке оборудования для выполнения операции подготовки поверхности под напыление (дробеструйной или пескоструйной установки, токарного станка и др. ) и, соответственно, рабочих смежных профессий (станочника, дробеструйщика, травильщика и др. ), а также оборудования для спекания напыленного слоя порошка и, соответственно, рабочего-термиста.
Предлагаемый способ и устройство для его осуществления показали наибольшую эффективность в системе судоремонта, где преобладают длинномерные цилиндрические детали, требующие упрочнения - восстановления внутренних поверхностей, подверженных интенсивному износу, коррозии в процессе эксплуатации, например, детали аппаратов и машин глубоководного погружения. (56) А. Хасуй, О. Моригаки "Наплавка и напыление", М, Машиностроение, 1985, с. 171.
Н. В. Спиридонов и др. "Плазменные и лазерные методы упрочнения деталей машин", Минск, , 1988. с. 29.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВЫХ ПОКРЫТИЙ | 1991 |
|
RU2029791C1 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1993 |
|
RU2099442C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА ТОНКОСТЕННЫХ СТАЛЬНЫХ ВКЛАДЫШАХ ОПОР СКОЛЬЖЕНИЯ | 2000 |
|
RU2186269C2 |
| ПЛАЗМОТРОН ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 2019 |
|
RU2735385C1 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ | 1992 |
|
RU2029792C1 |
| СПОСОБ КОМПАКТИРОВАНИЯ ПОРОШКА | 1993 |
|
RU2063303C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА ТОНКОСТЕННЫХ СТАЛЬНЫХ ВКЛАДЫШАХ ОПОР СКОЛЬЖЕНИЯ | 2006 |
|
RU2319049C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭРОЗИОННОСТОЙКИХ ТЕПЛОЗАЩИТНЫХ ПОКРЫТИЙ | 2013 |
|
RU2534714C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВ ВЫСОКОРЕАКЦИОННЫХ МЕТАЛЛОВ И СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2173609C1 |
| Установка плазменного напыления покрытий | 2020 |
|
RU2753844C1 |
Цилиндрическую деталь закрепляют в токарном патроне, устройство, содержащее два малогабаритных плазмотрона, расположенных друг за другом вводиться во внутреннюю полость цилиндра. Деталь вращают. При непрерывно-последовательном режиме первый плазмотрон производит очистку внутренней поверхности изделия, а второй - напыляет покрытие. В результате воздействия на подложку двух плазменных дуг происходит одновременное спекание покрытия. Соприкасающиеся поверхности электродвигателя, корпус и сопла выполнены с электроизоляционным покрытием толщиной 0,5 - 1 мм. 2 с. и. 1 з. п. ф-лы, 1 табл. , 2 ил.
