Изобретение относится к металлургии, а именно к непрерывной разливке с одновременной деформацией металла.
Наиболее близким по технической сущности к предлагаемому техническому решению является литейно-ковочный модуль с вертикальным расположением кристаллизатора и четырьмя приводными валами (Скляр С.Ю., Черномас В.В., Ловизин Н.С. Процесс получения непрерывнолитых металлоизделий на литейно-ковочном модуле. // Тяжелое машиностроение, 2010, №4, С.16-20). Он включает подвижный составной кристаллизатор, содержащий пару суппортов с торцевыми поверхностями, на первом из которых торцевая поверхность выполнена в виде наклонного и вертикального участков, и пару боковых щек, выполненных с возможностью возвратно-поступательного движения от приводных валов через эксцентриковые втулки.
Недостатком известного устройства является проскальзывание формирующейся заготовки при ее обжатии наклонными участками торцевых поверхностей суппортов в сторону, противоположную направлению выхода заготовки. Этот эффект снижает производительность устройства и увеличивает энергозатраты на процесс деформирования заготовки. Кроме того, обратное проскальзывание заготовки приводит к перемещению твердой заготовки выше требуемого уровня в кристаллизаторе, что увеличивает нагрузку на верхние приводные валы устройства, снижая надежность устройства в целом.
Задачей заявляемого изобретения является повышение производительности у устройства для непрерывного литья и деформации металла и повышение надежности устройства.
В процессе решения поставленной задачи достигается технический результат, заключающийся в снижении обратного проскальзывания формирующейся заготовки при ее обжатии.
Указанный технический результат достигается тем, что в устройстве для непрерывного вертикального литья и деформации металла, включающем подвижный составной кристаллизатор, содержащий пару суппортов с торцевыми поверхностями, на первом из которых торцевая поверхность выполнена в виде наклонного и вертикального участков, и пару боковых щек, выполненных с возможностью возвратно-поступательного движения от приводных валов через эксцентриковые втулки, второй суппорт выполнен неподвижным и его торцевая поверхность выполнена вертикальной.
Заявляемое устройство характеризуется совокупностью следующих существенных признаков:
Ограничительные:
Устройство для непрерывного литья и деформации металла, включающее подвижный составной кристаллизатор, содержащий пару суппортов с торцевыми поверхностями, на первом из которых торцевая поверхность выполнена в виде наклонного и вертикального участков и пару боковых щек, выполненных с возможностью возвратно-поступательного движения от приводных валов через эксцентриковые втулки.
Отличительные:
Второй суппорт выполнен неподвижным и его торцевая поверхность выполнена вертикальной.
Благодаря изготовлению второго суппорта неподвижным с вертикальной торцевой поверхностью процесс деформации заготовки существенно отличается от процесса деформации заготовки в прототипе. А именно при движении материала заготовки относительно торцевых поверхностей подвижного и неподвижного суппортов возникают значительные сдвиговые деформации, обусловленные кинематикой движения суппорта и величинами сил трения на торцевых поверхностях суппортов в зоне их контакта с заготовкой. Заготовка прижимается к торцевой поверхности неподвижного суппорта за счет усилий, возникающих при движении торцевой поверхности подвижного суппорта. При этом на торцевой поверхности неподвижного суппорта возникают значительные силы трения покоя. Поскольку кинематика подвижного суппорта организована таким образом, что результирующее усилие всегда направлено под некоторым углом к вертикальной торцевой поверхности неподвижного суппорта, то при деформации заготовки по такой схеме преобладающими являются сдвиговые деформации, направленные вдоль торцевой поверхности неподвижного суппорта в направлении выхода заготовки. При этом энергетические затраты на формирование профиля заготовки существенно снижаются. Этот эффект объясняется тем, что для материала заготовки, находящегося при температуре пластической деформации (состояние пластического течения), энергия затрачиваемая на формоизменение материала заготовки за счет сдвиговых деформаций, меньше, чем энергия, затрачиваемая на формоизменение материала заготовки за счет схемы деформации, где преобладает сжатие материала заготовки. Кроме того, вертикальная торцевая поверхность неподвижного суппорта обеспечивает большую зону контакта с заготовкой на этапе ее обжатия торцевой поверхностью подвижного суппорта, а следовательно, и большее значение сил трения на вертикальной торцевой поверхности неподвижного суппорта. Это приводит к исключению проскальзывания формирующейся заготовки в сторону, противоположную направлению ее выхода. На этапе, когда торцевая поверхность подвижного суппорта отходит от заготовки, значения сил трения на вертикальной торцевой поверхности неподвижного суппорта резко уменьшаются из-за отсутствия прижимающего усилия со стороны торцевой поверхности подвижного суппорта. Это приводит к увеличению производительности устройства исключению проскальзывания формирующейся заготовки в сторону, противоположную направлению ее выхода, снижает нагрузку на верхние приводные валы устройства, повышая его надежность в целом.
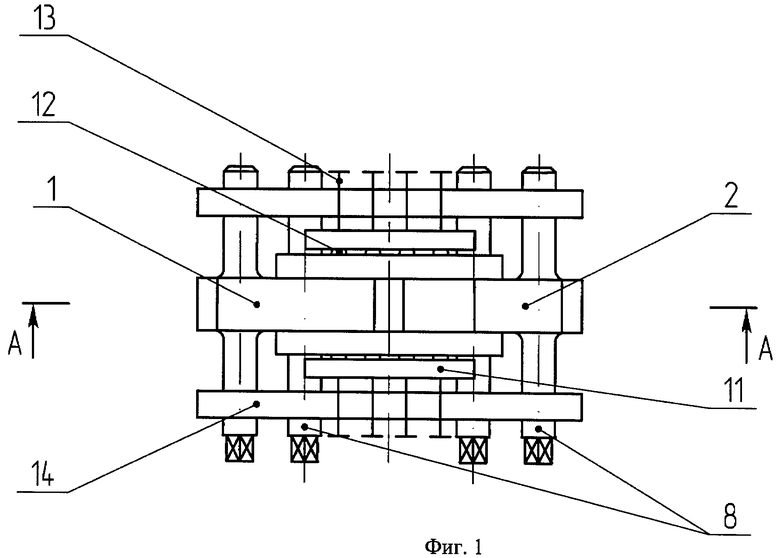
Изобретение поясняется чертежом. На фиг.1 приведен вид устройства сверху, на фиг.2 - сечение А-А фиг.1.
Устройство для непрерывного литья и деформации металла включает подвижный составной кристаллизатор, содержащий неподвижный суппорт 1 и подвижный суппорт 2 с закрепленными на них элементами системы охлаждения и профилирования, которые на фигурах не отображены, делят объем кристаллизатора на зоны кристаллизации, обжатия и калибровки. На неподвижном суппорте 1 торцевая поверхность 3 выполнена вертикальной, а на подвижном суппорте торцевая поверхность 4 состоит из наклонного участка 5 и вертикального участка 6. Две боковые щеки 7 также входят в состав составного кристаллизатора. Подвижный суппорт 2 и две боковые щеки 7 соединен с приводными валами 8 с эксцентриковыми втулками 9. Неподвижный суппорт 1 посажен на приводные валы с помощью цилиндрических втулок 10. Неподвижные опорные плиты 11 через плоские подшипники качения 12 нажимными винтами 13 прижимают щеки 7 к боковым стенкам суппорта, обеспечивая герметичность стыков между стенками кристаллизатора при действии распорных усилий деформируемого металла. Стойки станины 10 крепятся к фундаменту болтами и жестко фиксируются относительно друг друга боковыми стенками станины (на фигурах не отображены).
Работа устройства осуществляется следующим образом.
Перед заливкой в кристаллизатор расплавленного металла в его калибрующей части устанавливают «затравку», например асбестовый шнур, которая не позволяет вытекать жидкому металлу. Далее из разливочного стакана жидкий металл поступает в кристаллизатор. Пространство кристаллизатора ограничено, с одной стороны, подвижным суппортом 2 и неподвижным суппортом 1, с другой стороны, боковыми щеками 7 с передней и задней стороны кристаллизатора. После кристаллизации жидкого металла включают привод установки, при этом происходит вращение приводных валов 8 с эксцентриками 9, а следовательно, подвижного суппорта 2 в направлении неподвижного суппорта 1 на величину, равную значению эксцентрика втулки. Совместно с включением привода установки осуществляется непрерывная подача жидкого металла в кристаллизатор для обеспечения непрерывного процесса работы устройства. При этом движение подвижного суппорта 2 с торцевой поверхностью 4, выполненной в виде наклонного участка 5 и вертикального участка 6 по отношению к неподвижному суппорту 1, с торцевой поверхностью 3, обеспечивает циклический захват и обжатие металла после его кристаллизации и снижает обратное проскальзывания заготовки при ее деформировании, т.к. на вертикальной торцевой поверхности 3 неподвижного суппорта 1, при обжатии металла торцевой поверхностью 4 подвижного суппорта 2, создаются такие значения сил трения, которые препятствуют скольжению деформируемого металла относительно суппортов. Одновременно с суппортами в противофазе работают боковые щеки 7, они приводятся в движение от приводных валов 8 через эксцентриковые втулки, двигаясь вверх-вниз, они обеспечивают перемещение заготовки вдоль оси разливки в тот момент, когда суппорты разведены. Такое движение подвижного суппорта 2 и боковых щек 7 обеспечивает деформацию закристаллизовавшегося металла и выдачу его через калибровочный участок в виде непрерывного профиля заданного поперечного сечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного литья и деформации плоских заготовок | 2019 |
|
RU2725258C1 |
| Устройство для непрерывного литья и деформации плоских заготовок | 2019 |
|
RU2716340C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ ПЛОСКИХ ЗАГОТОВОК | 2015 |
|
RU2617074C1 |
| Устройство для непрерывного литья и деформации плоских заготовок | 2021 |
|
RU2761835C1 |
| Устройство для получения непрерывно-литого деформируемого листа | 2017 |
|
RU2645627C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2009 |
|
RU2401176C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225774C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2007 |
|
RU2351428C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2005 |
|
RU2312734C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2005 |
|
RU2312735C2 |
Изобретение относится к металлургии. Устройство содержит подвижный составной кристаллизатор, состоящий из двух суппортов и пары боковых щек. Один из суппортов выполнен неподвижным, и с вертикальной торцевой поверхностью, а другой - подвижным, с вертикальным и горизонтальным участками торцевой поверхности. Боковые щеки и подвижный суппорт приводятся в движение от приводных валов через эксцентриковые втулки. Обеспечивается снижение обратного проскальзывания формирующейся заготовки при ее обжатии. 2 ил.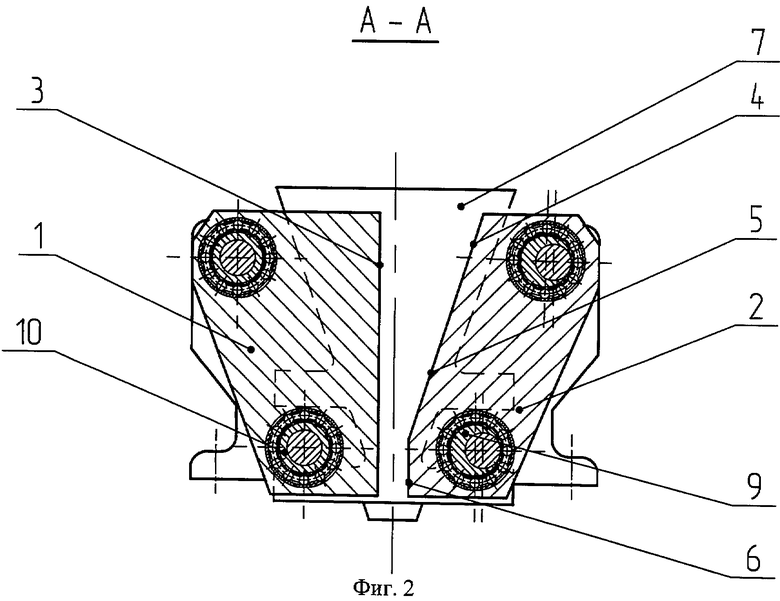
Устройство для непрерывного литья и деформации металла, включающее подвижный составной кристаллизатор, содержащий ограничивающие его пространство два суппорта с торцевыми поверхностями, на первом из которых торцевая поверхность выполнена в виде наклонного и вертикального участка, и пару боковых щек, выполненных с возможностью возвратно-поступательного движения от приводных валов через эксцентриковые втулки, отличающееся тем, что второй суппорт выполнен неподвижным, а его торцевая поверхность выполнена вертикальной.
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК ИЗ ИЗМЕЛЬЧЕННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2198054C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151021C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| Способ получения творожного продукта с паприкой | 2016 |
|
RU2645460C2 |

