Изобретение относится к металлургии и может быть использовано при непрерывной разливке металла с одновременной его деформацией.
Известно устройство для непрерывного литья заготовок с вертикальным расположением кристаллизатора, описанное в патенте RU № 2463126 и принятое за прототип. Устройство включает подвижный составной кристаллизатор, крепящийся на четырех приводных валах, содержащий два бойка, на первом из которых торцевая поверхность выполнена вертикальной, а на втором - в виде наклонного и вертикального участков, и пару боковых вертикальных стенок, плотно прилегающих к бойкам и выполненных с возможностью возвратно-поступательного движения от приводных валов через эксцентриковые втулки.
Недостатком известного устройства является низкая скорость массопереноса расплава (перемешивание расплава), содержащегося во внутренней области кристаллизатора. Этот недостаток, из-за неподвижности одного из бойков, замедляет процесс возникновения центров кристаллизации и формирования мелкозернистой структуры металлоизделий, что приводит к снижению механических свойств получаемых заготовок (прочности на разрыв и пластичности), тем самым снижает эффективность работы устройства.
Задачей заявляемого изобретения является оказание низкочастотного вибрационного воздействия на находящийся в кристаллизаторе расплав за счет конструкции кристаллизатора. Такое воздействие приводит к повышению механических характеристик (прочности на разрыв и пластичности) металлоизделий, получаемых на устройстве для непрерывного литья и деформации плоских заготовок, в результате формирования в расплаве мелкозернистой структуры, как возникновения в нем лавинообразного образования центров кристаллизации.
Технический результат, достигаемый при реализации заявляемого изобретения, заключается в оказание низкочастотного вибрационного воздействия на находящийся в кристаллизаторе расплав за счет конструкции кристаллизатора.
Указанный технический результат достигается тем, что в устройстве для непрерывного литья и деформации плоских заготовок, содержащим подвижный составной кристаллизатор, установленный на приводных валах, содержащий два бойка с торцевыми поверхностями, на первом из которых выполнена торцевая вертикальная поверхность, на втором бойке, установленном на приводном валу с эксцентриковой втулкой, торцевая поверхность выполнена в виде наклонного и вертикального участков, установленных на приводных валах с эксцентриковыми втулками пару боковых стенок, предусмотрены следующие отличия: боек с торцевой вертикальной поверхностью установлен на приводном валу с эксцентриковой втулкой, эксцентриситет которой выполнен с возможностью обеспечения движения бойка с амплитудой (0,5-1) мм и частотой колебаний (40-50) Гц, при этом эксцентриковые втулки на приводных валах бойков установлены с возможностью вращения навстречу друг другу, боковые стенки выполнены с возможностью перемещения в вертикальной плоскости.
Заявляемое устройство характеризуется совокупностью следующих существенных признаков:
Ограничительные признаки:
- устройство для непрерывного литья и деформации плоских заготовок, содержащее,
- подвижный составной кристаллизатор, установленный на приводных валах,
- содержащий два бойка с торцевыми поверхностями,
- на первом из которых выполнена торцевая вертикальная поверхность,
- на втором бойке, установленном на приводном валу с эксцентриковой втулкой, торцевая поверхность выполнена в виде наклонного и вертикального участков,
- установленных на приводных валах с эксцентриковыми втулками пару боковых стенок.
Отличительные признаки:
- боёк с торцевой вертикальной поверхностью установлен на приводном валу с эксцентриковой втулкой,
- эксцентриситет которой выполнен с возможностью обеспечения движения бойка с амплитудой (0,5-1) мм и частотой колебаний (40-50) Гц,
- эксцентриковые втулки на приводных валах бойков установлены с возможностью вращения навстречу друг другу,
- боковые стенки выполнены с перемещения в вертикальной плоскости.
Благодаря тому, что в совокупности с ограничительными признаками боёк с торцевой вертикальной поверхностью установлен на приводном валу с эксцентриковой втулкой и эксцентриситет втулки отличен от эксцентриситета втулки вала, на котором установлен боек, торцевая поверхность которого состоит из наклонной и вертикальной поверхности, боек с вертикальной торцевой поверхностью оказывает низкочастотное вибрационное воздействие на расплав, находящийся в кристаллизаторе. Низкочастотное вибрационное воздействие на расплав способствует увеличению скорости массопереноса и инициирует возникновение вторичных центров кристаллизации, как результата дробления первично кристаллизованных дендритов и их распределения по всему объему жидкой фазы металла.
При установлении бойка с вертикальной торцевой поверхностью на приводной вал с эксцентриковой втулкой, имеющей эксцентриситет, обеспечивающий движение бойка соответствующее низкочастотному вибрационному с амплитудой (0,5-1) мм и частотой (40-50) Гц, на расплав, находящийся в кристаллизаторе, оказывается низкочастотное вибрационное воздействие. Низкочастотное вибрационное воздействие способствует повышению скорости массопереноса расплава, содержащегося в кристаллизаторе. Перемещение слоев жидкой фазы расплава друг относительно друга способствует, в результате сил трения, отламыванию (дроблению) первично закристаллизованных кристаллов (дендритов), а также их перемещению по всему объему расплава, содержащемуся в кристаллизаторе, тем самым инициируя процесс возникновения вторичных центров кристаллизации. В результате перемещения вторичных центров кристаллизации по всему объему расплава в кристаллизаторе, реализуется процесс объемной кристаллизации, результатом которого является формирование мелкозернистой структуры и как следствие повышение механических свойств готовых металлоизделий (повышение прочности на разрыв и пластичности).
Вышеописанный процесс обеспечивается тем, что бойки установлены на эксцентриковых валах, имеющих различные эксцентриситеты, с возможностью двигаться навстречу друг другу, причем боек с вертикальной торцевой поверхностью установлен на эксцентриковом валу с эксцентриситетом, обеспечивающим его движение соответствующее низкочастотному вибрационному с амплитудой (0,5-1) мм и частотой (40-50) Гц.
Создавать движение бойка с амплитудой менее 0,5 мм не целесообразно, так как не будет оказываться эффективное воздействие на расплав в кристаллизаторе, создавать движение с амплитудой более 1 мм также не целесообразно, так как такая амплитуда может привести к поломке оборудования.
Создавать движение бойка с частотой менее 40 Гц не целесообразно, так как не будет оказываться эффективное воздействие на расплав в кристаллизаторе, создавать движение с частотой более 50 Гц также не целесообразно, так как такая частота может привести к поломке оборудования.
Вертикальная торцевая поверхность первого бойка обеспечивает большую зону контакта торцевой поверхности бойка с расплавом, содержащимся во внутреннем объеме кристаллизатора, и обеспечивает высокую скорость массопереноса (перемешивания). Это приводит к лавинообразному возникновению центров кристаллизации, формированию мелкозернистой структуры металлоизделий, что приводит к увеличению прочности на разрыв у получаемых металлоизделий и их пластичности, тем самым повышает эффективность работы устройства.
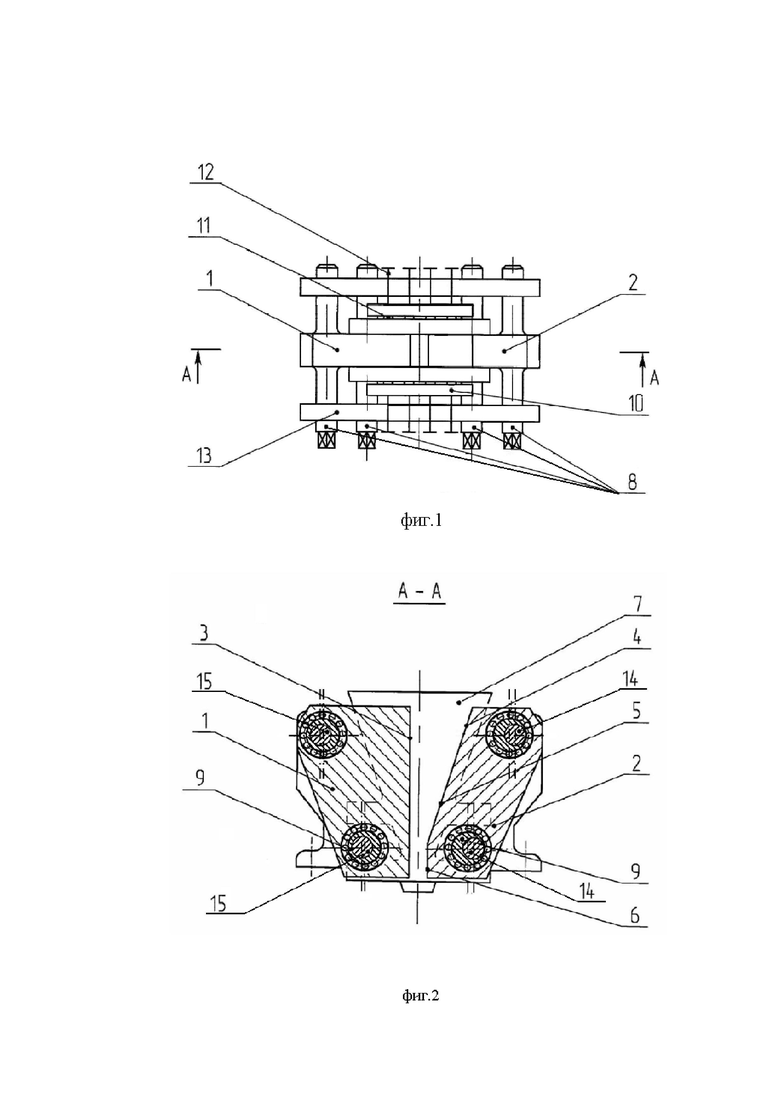
Сущность заявляемого изобретения поясняется чертежами, где на фиг. 1 приведен вид устройства сверху, на фиг. 2 изображено сечение А-А фиг.1 .
Устройство для непрерывного литья и деформации плоских заготовок включает подвижный составной кристаллизатор, содержащий подвижные бойки 1 и 2 с закрепленными на них элементами системы охлаждения и профилирования, которые не указаны на фигурах 1 и 2, делящие кристаллизатор на зоны кристаллизации, обжатия, интенсивной пластической деформации и калибровки. На бойке 1 торцевая поверхность 3 выполнена вертикальной, а на бойке 2 торцевая поверхность 4 состоит из наклонного участка 5 и вертикального участка 6. Две боковые стенки 7 также являются частями составного кристаллизатора. Подвижные бойки 1, 2 и боковые стенки 7 соединены с приводными валами 8 с эксцентриковыми втулками 9. Неподвижные опорные плиты 10 через плоские подшипники 11 качения нажимными винтами 12 прижимают стенки 7 к боковым поверхностям бойков, обеспечивая герметичность стыков между составляющими кристаллизатора при действии распорных усилий деформируемого металла. Стойки станины крепятся к фундаменту болтами и жестко фиксируются относительно друг друга боковыми стенками станины 13. Эксцентриковые втулки 9 имеют эксцентрики 14 и 15, отличные друг от друга, причем эксцентрики 15 обеспечивают движение бойка 1, соответствующее низкочастотному вибрационному с амплитудой (0,5-1) мм и частотой (40-50) Гц.
Заявляемое устройство работает следующим образом.
Перед заливкой в кристаллизатор расплавленного металла в его калибрующей части устанавливается «затравка», например асбестовый шнур, которая не позволяет вытекать жидкому металлу. Далее из промежуточного разливочного ковша жидкий металл заливается в кристаллизатор. Пространство кристаллизатора ограничено, с одной стороны подвижными бойками 1 и 2, с другой стороны боковыми стенками 7 с передней и задней стороны кристаллизатора. После заливки жидкого металла включается привод установки, при этом происходит вращение валов 8 с эксцентриками, имеющими эксцентриситеты 14 и 15, подвижные бойки 1 и 2 приходят в движение, причем характер движения бойка 1 соответствует низкочастотному вибрационному, а боёк 2 движется навстречу бойку 1. Одновременно с включением привода установки осуществляется непрерывная подача жидкого металла в кристаллизатор для обеспечения непрерывного процесса работы устройства. При этом движение бойков организованно таким образом, что торцевой поверхностью 3 бойка 1, оказывается на расплав низкочастотное вибрационное воздействие, а торцевой поверхностью 4 бойка 2 осуществляется циклический захват, обжатие металла с последующим интенсивным пластическим деформированием после его кристаллизации, причем при обжатии заготовки создаются такие значения сил трения между поверхностью заготовки и стенками 7, которые полностью исключают преждевременное проскальзывание заготовки в направлении ее выхода. Одновременно с бойками 1 и 2 работают боковые стенки 7, которые имеют возможность движения вверх-вниз вдоль оси разливки металла и обеспечивающие продвижение заготовки вдоль оси разливки в направлении выхода заготовки (вниз), когда боек 2 разведен. Такое движение подвижных бойков 1 и 2, боковых стенок 7 обеспечивает деформацию закристаллизовавшегося металла и выход готового металлоизделия вниз. Для обеспечения герметичности стыков между составляющими кристаллизатора при действии распорных усилий деформируемого металла используются неподвижные опорные плиты 10, которые через плоские подшипники 11 качения нажимными винтами 12 прижимают стенки 7 к боковым поверхностям бойков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного литья и деформации плоских заготовок | 2019 |
|
RU2716340C1 |
| Устройство для непрерывного литья и деформации плоских заготовок | 2019 |
|
RU2725258C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ ПЛОСКИХ ЗАГОТОВОК | 2015 |
|
RU2617074C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2758485C1 |
| Устройство для получения непрерывно-литых деформированных заготовок | 2021 |
|
RU2775387C1 |
| Устройство для получения непрерывнолитых деформированных заготовок | 2021 |
|
RU2769679C1 |
| Устройство для получения непрерывно-литых деформированных заготовок | 2022 |
|
RU2781932C1 |
| Устройство для получения биметаллического профиля | 2021 |
|
RU2762881C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 1993 |
|
RU2073586C1 |
| Устройство для получения непрерывнолитой деформируемой заготовки | 2019 |
|
RU2699889C1 |
Изобретение относится к непрерывной разливке металла. Устройство для непрерывного литья и деформации плоских заготовок содержит подвижный составной кристаллизатор, установленный на приводных валах с эксцентриковыми втулками, содержащий два бойка с торцевыми поверхностями и боковые стенки. Поверхность первого бойка, установленного на приводном валу с эксцентриковой втулкой, обеспечивающей движение бойка, соответствующее низкочастотному вибрационному с амплитудой (0,5-1) мм и частотой (40-50) Гц, выполнена вертикальной. Торцевая поверхность второго бойка содержит наклонный и вертикальный участки. Эксцентриковые втулки на приводных валах бойков установлены согласованно друг другу с возможностью вращения в противоположных направлениях и обеспечивающих возвратно-поступательное движение навстречу друг другу. Обеспечивается повышение качества получаемых заготовок. 2 ил.
Устройство для непрерывного литья и деформации плоских заготовок, содержащее подвижный составной кристаллизатор, установленный на приводных валах, содержащий два бойка с торцевыми поверхностями, на первом из которых выполнена торцевая вертикальная поверхность, а на втором бойке, установленном на приводном валу с эксцентриковой втулкой, торцевая поверхность выполнена в виде наклонного и вертикального участков, и установленную на приводных валах с эксцентриковыми втулками пару боковых стенок, отличающееся тем, что боек с торцевой вертикальной поверхностью установлен на приводном валу с эксцентриковой втулкой, эксцентриситет которой обеспечивает движения бойка с амплитудой (0,5-1) мм и частотой колебаний (40-50) Гц, при этом эксцентриковые втулки на приводных валах бойков установлены с возможностью вращения навстречу друг другу, а боковые стенки выполнены с возможностью перемещения в вертикальной плоскости.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2011 |
|
RU2463126C1 |
| Устройство для непрерывного литья и деформации плоских заготовок | 2019 |
|
RU2716340C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151021C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК ИЗ ИЗМЕЛЬЧЕННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2198054C2 |
| Способ получения творожного продукта с паприкой | 2016 |
|
RU2645460C2 |

