Настоящее изобретение относится к способу соединения термопластичного материал с материалом волокнистого композита. В дополнение к этому, настоящее изобретение относится к устройству, содержащему термопластичный материал и материал волокнистого композита.
В конструкции самолета, в частности, термопластичные материалы часто соединяются с материалами волокнистых композитов посредством механического соединения, например посредством шурупов, или посредством адгезивного связывания. Например, пластиковые крепежные скобы, которые содержат термопластичный материал, часто присоединяют к компонентам, таким, например, как боковая панель или коробка багажной полки, которые содержат материал волокнистого композита, в области, находящейся под давлением, например в области салона самолета.
Адгезивное связывание пластиковых крепежных скоб, содержащих термопластичный материал, с компонентами, содержащими материал волокнистого композита, требует очень сложной предварительной обработки прилипающих друг к другу поверхностей пластиковых крепежных скоб. Поверхности должны быть сначала сделаны шероховатыми, а затем предварительно обработаны грунтовкой. Только после этой предварительной обработки пластиковые крепежные скобы могут адгезивно связываться с компонентами. Затем необходимо подождать в течение определенного периода, как правило в течение 5-8 часов, до тех пор, пока адгезив не отвердится и не будет демонстрировать необходимую начальную прочность адгезии. Адгезивы, которые являются термически отверждаемыми, также часто используются. При использовании таких адгезивов, пластиковые крепежные скобы и компоненты, которые должны соединяться вместе, должны отверждаться в печи в течение до 48 часов. Способ адгезивного связывания, таким образом, является очень сложным и занимает много времени. Кроме того, адгезивы содержат составляющие, которые опасны для здоровья.
Альтернативно или в дополнение к этому, пластиковые крепежные скобы, содержащие термопластичный материал, часто соединяют с компонентами, содержащими материал волокнистого композита посредством шурупов. Это имеет, однако, тот недостаток, что размер и положение отверстий для шурупов должны быть известны еще во время изготовления пластиковых крепежных скоб и компонентов и что в случае изменения положения соединения компонентов и/или пластиковых крепежных скоб, должны вводиться новые отверстия. Это является недостатком способа получения в целом.
Задачей настоящего изобретения является создание способа соединения термопластичного материала с материалом волокнистого композита, который является менее сложным и требует меньшего времени, чем известные способы адгезивного связывания, который, кроме того, не использует никаких дополнительных веществ, опасных для здоровья, и который делает более простым изменение положения, в котором термопластичный материал соединяется с материалом волокнистого композита, по сравнению с механическим соединением, например, таким как посредством шурупов.
Эта задача достигается с помощью способа соединения термопластичного материала с материалом волокнистого композита, в котором термопластичный материал сваривают с материалом волокнистого композита, где материал волокнистого композита представляет собой материал матрицы, армированной волокнами, или содержит материал матрицы, армированной волокнами, и где материал матрицы является термореактивным или содержит термореактивный материал.
С помощью сварки термопластичного материала с материалом волокнистого композита время, необходимое для соединения материалов, очень сильно уменьшается. Оно сводится, в частности, всего лишь к нескольким секундам. В дополнение к этому, как правило, материалы не должны предварительно обрабатываться, и не требуется дополнительных веществ, опасных для здоровья. Кроме того, не должно формироваться никаких отверстий в компонентах и пластиковых крепежных скобах, таким образом, становится легче изменять положение, в котором термопластичный материал соединяется с материалом волокнистого композита.
Является предпочтительным, чтобы термопластичный материал сваривался с материалом волокнистого композита посредством "сварки трением". Термин "сварка трением" покрывает любое относительное перемещение между термопластичным материалом и материалом волокнистого композита, которое генерирует теплоту движения в области соединения, которая является достаточной для сваривания вместе термопластичного материала и материала волокнистого композита. Кроме того, является предпочтительным, чтобы термопластичный материала и материал волокнистого композита перемещались относительно друг друга во время сварки трением, в частности перемещались таким образом, чтобы термопластичный материал перемещался по отношению к материалу волокнистого композита таким образом, что термопластичный материал начинает плавиться, а материал волокнистого композита нагревается. Кроме того, является предпочтительным, чтобы термопластичный материал и материал волокнистого композита перемещались по отношению друг к другу во время сварки трением, в частности перемещались таким образом, чтобы термопластичный материал перемещался по отношению к материалу волокнистого композита и термопластичный материал и материал волокнистого композита прижимались друг к другу таким образом, что термопластичный материал начинает плавиться, а материал волокнистого композита нагревается.
Простым образом, сварка трением дает возможность для генерирования теплоты движения, в частности теплоты трения, которая должна генерироваться в области соединения между термопластичным материалом и материалом волокнистого композита, что является достаточным для сваривания двух материалов вместе.
Таким же образом энергия сварки трением может также использоваться для целевого удаления термопластичного материала.
Относительное движение может генерироваться, например, посредством вращательного движения и/или вибрационного движения термопластичного материала и материала волокнистого композита по отношению друг к другу. Когда используют вибрационное движение, материал волокнистого композита и термопластичный материал предпочтительно соединяют вместе с помощью вибрационной сварки. При вибрационной сварке, с помощью вибрационного движения в области соединения между термопластичным материалом и материалом волокнистого композита, генерируется теплота трения, которая является достаточной для сваривания вместе двух материалов.
В дополнение к этому является предпочтительным, чтобы термопластичный материал сваривался с материалом волокнистого композита посредством индукционной сварки. Для этой цели электропроводящий материал располагают в области соединения между термопластичным материалом и материалом волокнистого композита и в электропроводящем материале генерируют индукционное тепло, которое является достаточным, чтобы заставить термопластичный материал начать плавиться и для нагрева материала волокнистого композита. При индукционной сварке в электропроводящем материале предпочтительно индуцируются токи, которые генерируют тепло индукции посредством эффектов сопротивления и/или магнитного гистерезиса. Предпочтительно для генерирования тепла индукции металлические частицы и/или металлический слой вводятся в область соединения между термопластичным материалом и материалом волокнистого композита.
Кроме того, является предпочтительным, чтобы электропроводящий материал представлял собой перфорированную и растянутую металлическую фольгу, например металлическую фольгу с торговым наименованием Astrostrike. Электропроводящий материал предпочтительно изготавливают из алюминия и/или меди, и/или он их содержит. Кроме того, является предпочтительным, чтобы электропроводящий материал представлял собой металлический тканый материал и/или слой металла. Кроме того, является предпочтительным, чтобы электропроводящий материал состоял из металлических наночастиц или содержал их. Электропроводящий материал, в частности слой металла, предпочтительно генерируется посредством способа термического напыления одного или нескольких металлических порошков, которые могут содержать один или несколько металлов, или посредством использования технологии спекания, с одним или несколькими металлами, или посредством плавления одного или нескольких видов металлической фольги и/или одного или нескольких материалов припоев, в частности на термопластичном материале.
Кроме того, является предпочтительным, чтобы тепло индукции генерировалось посредством использования средней частоты или высокой частоты. В предпочтительном варианте осуществления используют частоту в диапазоне частот от 10 до 50 кГц, в частности с мощностью в диапазоне от 2 до 5 кВт. В другом предпочтительном варианте осуществления используют частоту в диапазоне частот от 400 кГц до 1 МГц, в частности с мощностью, меньшей чем 25 кВт.
В другом предпочтительном варианте осуществления, материал волокнистого композита включает в себя материал CFRP (пластик, армированный углеродными волокнами) и тепло индукции генерируется в материале CFRP, в частности, без использования дополнительного электропроводящего материала. Тепло индукции предпочтительно генерируют вблизи поверхности материала CFRP.
Материал волокнистого композита представляет собой материал матрицы, армированной волокнами, или содержит материал матрицы, армированной волокнами. Материал матрицы является термореактивным или содержит термореактивный материал. Является предпочтительным, чтобы волокна материала волокнистого композита были ориентированы в одном направлении или образовывали тканый материал. По этой причине материал волокнистого композита предпочтительно представляет собой пластик, армированный волокнами (FRP), то есть, в частности, какой-либо, в частности, материал армированной, термопластичной и/или термореактивной матрицы, снабженной однонаправленными волокнами или волокнами, образующими тканый материал. В дополнение к этому является возможным, чтобы материал волокнистого композита получался с использованием смолы, в частности смолы, полученной с помощью полидобавления и/или поликонденсации. Материал волокнистого композита предпочтительно располагается на ячеистой структуре, в частности на ячейках Nomex. В этом случае ячеистая структура принимает, в частности, форму слоя, и материал волокнистого композита наносят слоями на две смотрящих друг на друга стороны ячеистой структуры.
Условием является, чтобы термопластичный материал состоял из одного или нескольких инженерных термопластиков или содержал один или несколько инженерных термопластиков. Кроме того, условием может быть то, чтобы термопластичный материал состоял из полиамида или содержал полиамид. Кроме того, термопластичный материал может состоять из полиэфиримида (PEI) и/или полиэфирэфиркетона (PEEK) или содержать их. В предпочтительном варианте осуществления термопластичный материал содержит армирующие волокна, в частности армирование из коротких волокон, где волокна могут представлять собой, например, углеродные волокна и/или стеклянные волокна. В другом предпочтительном варианте осуществления, термопластичный материал не содержит армирующих волокон.
Посредством использования определенного таким образом материала волокнистого композита и термопластичных материалов является возможным получение особенно хорошего соединения между этими материалами с использованием способа в соответствии с настоящим изобретением.
В дополнение к этому является предпочтительным, чтобы термопластичный материал являлся составляющим крепежной скобы, в частности поддерживающей крепежной скобы, или чтобы крепежная скоба состояла из термопластичного материала, и чтобы материал волокнистого композита являлся составляющим компонента или чтобы компонент состоял из материала волокнистого композита, так чтобы термопластичный материал крепежной скобы сваривался вместе с материалом волокнистого композита компонента для соединения крепежной скобы с компонентом, для формирования системы крепежных скоб. Таким образом, крепежная скоба может просто и быстро соединяться с компонентом.
Если материал волокнистого композита соединяется с термопластичным материалом посредством сварки трением, является предпочтительным, чтобы крепежная скоба из термопластичного материала приводилась в движение, в то время как материал волокнистого композита компонента, с которым она должна соединяться, не движется.
Условием может быть, чтобы компонент, который должен представлять собой боковую панель в самолете, предпочтительно в пространстве самолета, которое находится под давлением, когда она работает, в частности в пространстве салона самолета и/или коробку багажной полки самолета или часть боковой панели и/или часть коробки багажной полки. Кроме того, является предпочтительным, чтобы способ осуществлялся внутри самолета, предпочтительно в пространстве, находящемся под давлением, когда он работает, в частности, в пространстве салона самолета. Таким образом, способ в соответствии с настоящим изобретением делает возможным простое, быстрое и надежное получение сварного соединения между термопластичным материалом и материалом волокнистого композита, в частности, в самолете.
Крепежная скоба предпочтительно выполнена таким образом, что она может поддерживать желаемые объекты.
В дополнение к этому настоящее изобретение относится к устройству, содержащему термопластичный материал и материал волокнистого композита, термопластичный материал и материал волокнистого композита содержат соединение, которое может быть получено с помощью способа в соответствии с настоящим изобретением.
Предпочтительные конфигурации устройства перечислены в пунктах формулы изобретения 20-24.
Предпочтительные варианты осуществления настоящего изобретения объясняются более подробно ниже со ссылками на чертежи, на которых
на Фиг.1 представлен схематически вид устройства, с помощью которого может осуществляться один из вариантов осуществления способа в соответствии с настоящим изобретением,
на Фиг.2 показана слоистая структура соединения в соответствии с настоящим изобретением между материалом FRP и термопластичным материалом.
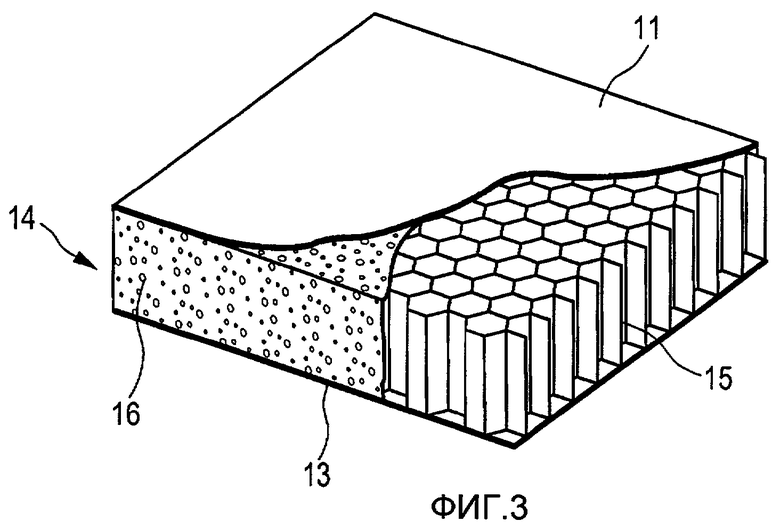
на Фиг.3 показан сэндвич с материалом FRP,
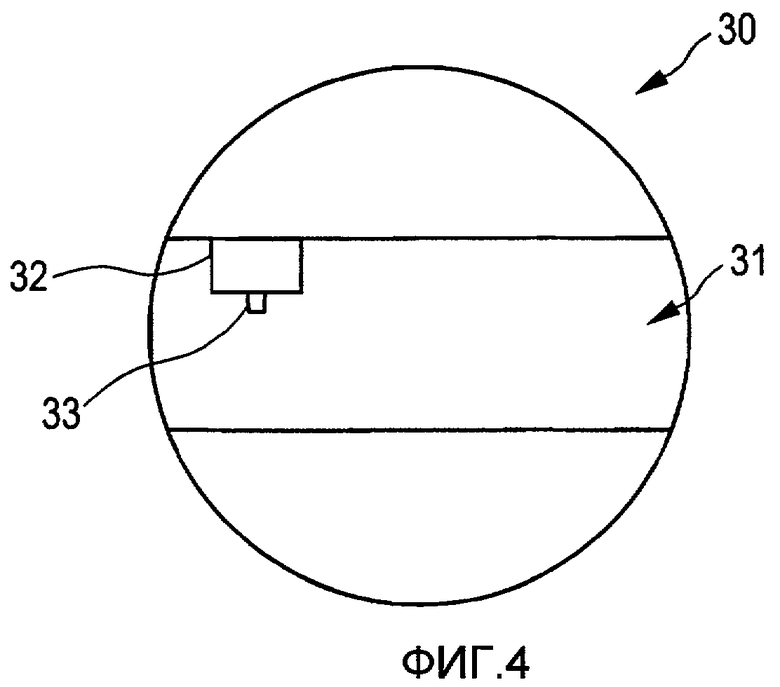
на Фиг.4 показан схематически вид самолета с пространством салона, в котором располагается система крепежных скоб, и
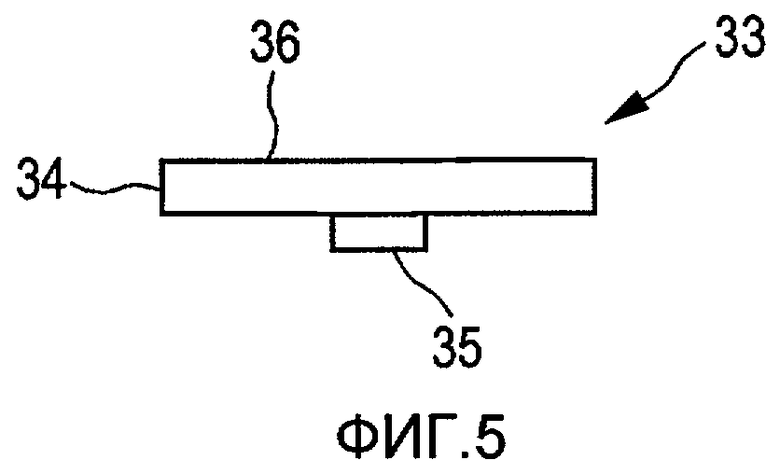
на Фиг.5 показан схематический вид в разрезе крепежной скобы, содержащей термопластичный материал.
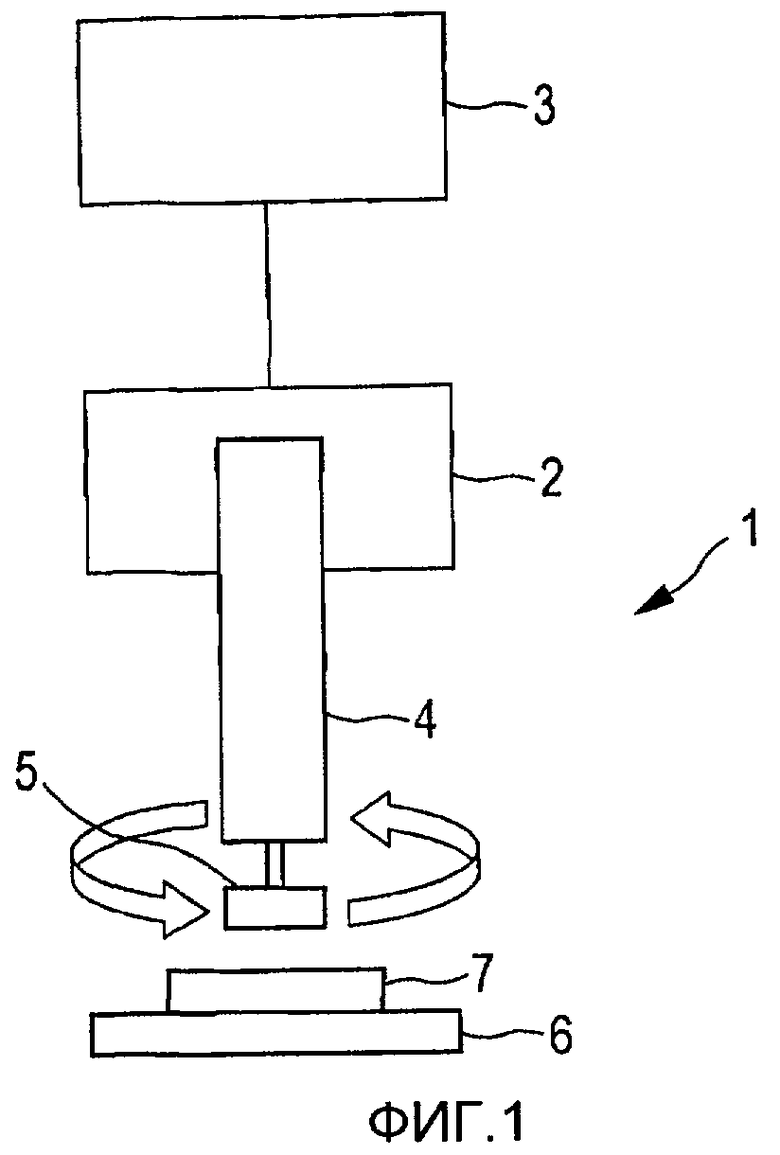
На Фиг.1 показан схематический вид устройства 1 для соединения термопластичного материала с материалом волокнистого композита, где материал волокнистого композита представляет собой материал матрицы, армированной волокнами, или содержит материал матрицы, армированной волокнами, и где материал матрицы является термореактивным или содержит термореактивный материал. Устройство 1 содержит вращающийся и поднимающийся узел 2 и узел управления 3, который соединен с вращающимся и поднимающимся узлом 2 и управляет им. Устройство 1 дополнительно содержит держатель крепежной скобы 4, к которому может присоединяться крепежная скоба 5 с возможностью отсоединения. Держатель крепежной скобы 4 удерживается с возможностью вращения и установки высоты во вращающемся и поднимающемся узле, так что вращающийся и поднимающийся узел 2 может вращать крепежную скобу 5 посредством держателя крепежной скобы 4 и изменять ее положение по высоте. Устройство 1 дополнительно содержит держатель материала волокнистого композита 6, на котором удерживается материал волокнистого композита 7, в этом варианте осуществления материал FRP.
Посредством устройства 1, крепежная скоба 5, например, в положении с высотой, иллюстрируемой на Фиг.1, может вставляться в держатель крепежной скобы 4. Кроме того, материал волокнистого композита 7, в частности материал FRP, может вставляться в держатель материала волокнистого композита 6. После того как крепежная скоба 5 и материал волокнистого композита 7 вставляются в соответствующие держатели 4, 6, держатель крепежной скобы 4 перемещается по направлению к материалу волокнистого композита 7, так что крепежная скоба 5 вступает в контакт с материалом волокнистого композита 7 при заданном давлении. До, во время или после создания заданного давления между крепежной скобой 5 и материалом волокнистого композита 7 крепежная скоба 5 начинает вращаться с заданной частотой, с помощью держателя крепежной скобы 4. В результате вращательного движения, поверхность крепежной скобы 5, которая состоит из термопластичного материала или содержит термопластичный материал, и поверхность материала волокнистого композита 7 трутся друг о друга, создавая, таким образом, теплоту движения. Этот процесс движения поддерживается до тех пор, пока не генерируется теплота движения, которая является достаточной для соединения двух поверхностей вместе. Затем движение останавливается и поверхности охлаждаются. Фаза нагрева и фаза охлаждения, каждая, занимают только несколько секунд, в частности каждая фаза длится меньше чем 5 секунд.
На Фиг.4 показан схематически вид в разрезе самолета 30, с областью салона 31, находящейся под давлением, когда она находится в рабочем состоянии. В области салона 31 располагается компонент 32, который содержит материал волокнистого композита, в частности материал FRP, или состоит из него. Компонент 32 соединяется с крепежной скобой 33, которая содержит термопластичный материал или состоит из термопластичного материала. Соединение между компонентом 32 и крепежной скобой 33 может быть получено с помощью описанного выше способа в соответствии с настоящим изобретением.
Соединение между материалом волокнистого композита и термопластичным материалом отличается от сварного соединения между другими материалами. В частности, микроскопическая структура соединения между термопластичным материалом и материалом волокнистого композита, которая может быть получена посредством способа в соответствии с настоящим изобретением, отличается от микроскопической структуры сварного соединения между другими материалами, например между двумя металлическими материалами.
На Фиг.1, материал волокнистого композита 7 удерживается с помощью держателя материала волокнистого композита 6. В соответствии с настоящим изобретением, однако, материал волокнистого композита 7 может также составлять часть большего компонента, например боковой панели или коробки багажной полки, который либо удерживается с помощью соответствующего держателя либо является уже установленным, например, в области салона самолета. В последнем случае, держателя для удерживания материала волокнистого композита или для удерживания компонента не требуется.
Вращающийся и поднимающийся узел 2 и узел управления 3 могут принимать форму, например, стационарного устройства, описанного в патенте США № 5160393. Альтернативно, вращающийся и поднимающийся узел 2, узел управления 3 и держатель крепежной скобы 4 могут также представлять собой конструкцию, удерживаемую в руках.
Крепежная скоба 5 содержит термопластичный материал, по меньшей мере, в области соединения с материалом волокнистого композита, этот материал соединяется с материалом волокнистого композита способом в соответствии с настоящим изобретением. Полученная последовательность слоев в области соединения схематически показана на Фиг.2. Термопластичный материал 10 сваривают с материалом волокнистого композита 11. В этом варианте осуществления материал волокнистого композита 11 наносится на ячеистую структуру 12, в частности на ячейки Nomex. Предпочтительно ячеистая структура 12 наносится, в свою очередь, на второй слой 13 материала волокнистого композита.
Термопластичный материал 10 предпочтительно представляет собой инженерный термопластик, а более предпочтительно полиамид. В соответствии с настоящим изобретением, однако, термопластичный материал может также представлять собой стандартный термопластик или термопластик с высокими рабочими характеристиками. Используемый инженерный термопластик предпочтительно может представлять собой PA66 (со стекловолокном или без него), в частности PA66-GF30 и PA60-GF30, PA12, PC (поликарбонаты) или PMMA. Материалы PA66, PA12 и PC предпочтительно снабжаются замедлителем горения и по этой причине предпочтительно имеют особенно хорошие противопожарные характеристики.
Используемый термопластик с высокими рабочими характеристиками может предпочтительно представлять собой PEI (полиэфиримиды), со стекловолокном или без него, и их армированные стекловолокном модификации. Дополнительные термопластичные материалы с высокими рабочими характеристиками могут представлять собой, например: ароматические полиэфиркетоны (PAEK), PPSU (полифенилсульфон) и PAI (полиамидимиды).
Материал волокнистого композита 11, который предпочтительно представляет собой материал FRP, может, например, содержать углеродные волокна и/или стеклянные волокна, в частности, представлять собой материал CFRP и/или материал GRP. Материал волокнистого композита предпочтительно получают с использованием смолы, в частности с использованием смолы, полученной с помощью полидобавления и/или поликонденсации. Последовательность слоев, содержащая слои материала волокнистого композита 11, 13 и расположенную между ними ячеистую структуру 12, известна также как сэндвич. Пена может использоваться вместо ячеистой структуры 12 или в дополнение к ней.
Фиг.3 представляет собой схематическое изображение сэндвича со слоем материала волокнистого композита 11, сверху на Фиг.3, и слоем материала волокнистого композита 13, снизу на Фиг.3, они заключают между собой слой 14 с ячеистой структурой 15 или пеной 16. Для ясности на Фиг.3 часть слоя материала волокнистого композита 11 удалена. Предпочтительно слой материала волокнистого композита 11 полностью покрывает слой 14. Для ясности, на Фиг.3, как ячеистая структура 15, так и пена 16 иллюстрируются в дополнение друг к другу. Является предпочтительным, однако, чтобы сэндвич содержал либо только ячеистую структуру 15, либо только пену 16 между слоями материала волокнистого композита 11, 13. Ячеистая структура предпочтительно представляет собой ячейки Nomex.
Слои 11, 13 материала волокнистого композита предпочтительно имеют толщину в диапазоне от 0,1 до 0,2 мм, а более предпочтительно имеют толщину 0,15 мм.
Микроскопическая последовательность способа соединения может, возможно, описываться следующим образом.
Во время сварки поверхность термопластичного материала переходит в фазу с высокой вязкостью, которая находится выше температуры стеклования и ниже температуры плавления. Это означает, что только термопластичный материал начинает плавиться. В это же время поверхность материала волокнистого композита нагревается и входит в квазихимическое соединение с фазой термопластичного материала с высокой вязкостью. Если материал волокнистого композита содержит смолы, в частности смолы, полученные с помощью полидобавления и/или поликонденсации, эти смолы, которые могут быть еще неотвержденными, вступают в квазихимическое соединение с фазой термопластичного материала с высокой вязкостью, то есть смолы могут не быть полностью отвержденными, например более 50 процентов смол могут отвержденными, в частности более 80 процентов могут отвержденными, при этом неотвержденные смолы могут вступать в квазихимическое соединение с фазой термопластичного материала с высокой вязкостью. Кроме того, соединение может осуществиться, когда термопластичный материал крепежных скоб с высокой вязкостью продавливается через микропоры материала волокнистого композита, так что термопластичный материал проникает в материал волокнистого композита, создавая, таким образом, соединение. Термопластичный материал с высокой вязкостью может, кроме того, продавливаться в материал волокнистого композита и через материал волокнистого композита таким путем, что он осуществляет заякоривание на стороне материала волокнистого композита, удаленной от термопластичного материала, и таким образом создает соединение. Фаза термопластичного материала с высокой вязкостью может в частности продавливаться через материал волокнистого композита, когда материал волокнистого композита наносится на ячеистую структуру, как показано, например, на Фиг.2. Из-за пористости материала волокнистого композита может возникать капиллярный эффект в направлении ячеистой структуры, что может, по меньшей мере, местами вызывать продавливание термопластичного материала с высокой вязкостью в материал волокнистого композита.
В другом варианте осуществления термопластичный материал сваривают с материалом волокнистого композита посредством индукционной сварки, где электропроводящий материал располагают в области соединения между термопластичным материалом и материалом волокнистого композита. Является предпочтительным, чтобы электропроводящий материал представлял собой перфорированную и растянутую металлическую фольгу, например металлическую фольгу под торговым наименованием Astrostrike. Электропроводящий материал предпочтительно изготавливается из алюминия и/или меди и/или содержит их. В другом предпочтительном варианте осуществления электропроводящий материал представляет собой металлический тканый материал и/или слой металла. В другом предпочтительном варианте осуществления электропроводящий материал содержит металлические наночастицы или состоит из них. Электропроводящий материал, в частности слой металла, предпочтительно генерируют с помощью способа термического напыления одного или нескольких металлических порошков, которые могут содержать один или несколько металлов, или посредством использования технологий спекания с одним или несколькими металлами, или посредством плавления одного или нескольких видов металлической фольги и/или одного или нескольких материалов припоев, в частности на термопластичном материале.
В предпочтительном варианте осуществления тепло индукции генерируют посредством использованием средней частоты или высокой частоты. Является предпочтительным, чтобы использовалось частота в диапазоне частот от 10 до 50 кГц, в частности с мощностью в диапазоне от 2 до 5 кВт. В другом предпочтительном варианте осуществления используют частоту в диапазоне частот от 400 кГц до 1 МГц, в частности с мощностью, меньшей чем 25 кВт.
В другом предпочтительном варианте осуществления материал волокнистого композита содержит материал CFRP и тепло индукции генерируется в материале CFRP, в частности, без использования дополнительного электропроводящего материала. Тепло индукции предпочтительно генерируется вблизи поверхности материала CFRP.
Примеры способа в соответствии с настоящим изобретением для соединения термопластичного материала с материалом волокнистого композита описываются ниже.
Пример 1
В соответствии с Примером 1, крепежную скобу, которая содержит термопластичный материал и иллюстрируется схематически и в качестве примера на Фиг.5, соединяют с материалом волокнистого композита, который в этом варианте осуществления представляет собой материал FRP.
В этом примерном варианте осуществления крепежная скоба 33 содержит соединяемую часть в форме диска 34, которая соединяется с материалом FRP, и удерживающий элемент 35. Соединяемая часть 34 и удерживающий элемент 35 имеют содержание полиамида PA66 70% и содержание стекловолокна 30%. Удерживающий элемент 35 служит для удерживания объекта, такого, например, как электрический провод, или более тяжелых объектов. Толщина соединяемой части составляет в этом примере 2,2 мм, а диаметр соединяемой части составляет в этом примере 24 мм.
В этом примере материал FRP представляет собой ламинат GRP, самый верхний наружный слой ламината, с которым должна соединяться поверхность 36 крепежной скобы 33, представляет собой 40% смолы и 60% стекловолоконной ткани. Толщина ламината составляет 2 мм.
Крепежную скобу закрепляют в держателе крепежной скобы 4 устройства 1, схематически иллюстрируемого на Фиг.1. Затем ламинат GRP, то есть материал FRP, закрепляют в держателе 6 устройства 1. Затем крепежную скобу прижимают посредством вращающегося и поднимающегося узла 2 и держателя крепежной скобы 4 к ламинату GRP и вращают по отношению к ламинату GRP для генерирования тепла движения и для соединения ламината GRP с крепежной скобой.
Давление, которое действует во время способа сварки между термопластичным материалом и материалом FRP, составляет в этом примере 0,5, 1,0 и 1,5 бар. Для каждого из этих давлений в этом примере получают соединение в соответствии с настоящим изобретением между крепежной скобой, которая содержит термопластичный материал, и материалом FRP. В течение способа сварки, крепежная скоба, которая содержит термопластичный материал, вращается по отношению к материалу FRP, в этом примерном варианте осуществления, с угловой частотой 120 Гц. Глубина сварки составляет в этом примерном варианте осуществления 0,35 мм. В этом примерном варианте осуществления способ сварки контролируется посредством глубины сварки, то есть способ сварки завершается, как только достигается заданная глубина сварки.
Для проверки соединений между термопластичным материалом и материалом FRP определяют предельную сдвиговую прочность. Каждое из соединений, полученных в соответствии с настоящим изобретением, имеет превосходную предельную сдвиговую прочность. Эти предельные сдвиговые прочности являются достаточными, например, для прикрепления крепежных скоб для удерживания тяжелых объектов на компонентах FRP.
Пример 2
В этом примере также используют крепежную скобу, описанную в Примере 1. В этом примере FRP материал представляет собой ламинат CFRP, верхний наружный слой ламината, с которым соединяется крепежная скоба, представляет собой 45% смолы и 55% ткани из углеродных волокон. Толщина ламината составляет 2 мм.
Способ в соответствии с настоящим изобретением соединения термопластичного материала (крепежные скобы) с материалом FRP (поверхностью ламината CFRP) осуществляют с использованием устройства 1, схематически иллюстрируемого на Фиг.1.
В этом примере угловая частота составляет 160 Гц и время сварки равно 3 с. Время сварки представляет собой время, в течение которого крепежная скоба движется по отношению к материалу FRP, и заданное давление, которое составляет в этом примере 1,0 бар, присутствует между термопластичным материалом и материалом FRP. Способ сварки регулируют в этом примере посредством времени сварки, то есть способ сварки осуществляют, в каждом случае, в течение 3 с. В этих примерах также определяют предельную сдвиговую прочность.
Соединения между термопластичным материалом и материалом FRP, полученные с параметрами исследования в соответствии с Примером 2, демонстрируют превосходные предельные сдвиговые прочности, которые являются достаточными, например, для прикрепления крепежной скобы из термопластичного материала для удерживания тяжелых объектов к компоненту FRP.
Хотя в примерах описывают сварку трением, настоящее изобретение не ограничивается сваркой трением. В соответствии с настоящим изобретением может использоваться любой тип сварки, который приводит к возникновению тепла, которое достаточно для получения соединения в соответствии с настоящим изобретением. Например, тепло может также вводиться посредством излучения, в частности посредством инфракрасной сварки или лазерной сварки. Альтернативно или в дополнение к этому, тепло может также вводиться с помощью конвекции, в частности посредством сварки горячим газом или экструзионной сварки или посредством неконтактной сварки с использованием горячего воздуха.
В дополнение к этому, термопластичный материал может свариваться вместе с материалом волокнистого композита посредством индукционной сварки. Для этой цели в области соединения между термопластичным материалом и материалом волокнистого композита располагают электропроводящий материал и генерируют в электропроводящем материале тепло индукции, которое является достаточным, чтобы заставить термопластичный материал начать плавиться и нагреваться материал волокнистого композита. При индукционной сварке в электропроводящем материале предпочтительно индуцируются токи, которые генерируют тепло индукции с помощью эффектов сопротивления и/или магнитного гистерезиса. Предпочтительно, для генерирования индукционного тепла, металлические частицы и/или слой металла вводятся в область соединения между термопластичным материалом и материалом волокнистого композита.
Хотя настоящее изобретение описывается в качестве примера со ссылками на крепежную скобу, которую соединяют с материалом FRP, настоящее изобретение не ограничивается соединением крепежной скобы с материалом FRP. В соответствии с настоящим изобретением, другие объекты, которые содержат термопластичный материал и/или состоят из него, могут соединяться с материалом волокнистого композита, в частности с материалом FRP. Настоящее изобретение также не ограничивается конкретными формами крепежных скоб.
Кроме того, настоящее изобретение не ограничивается круговым относительным движением термопластичного материала и материала волокнистого композита. В соответствии с настоящим изобретением, любое относительное движение между этими двумя материалами, при котором материал волокнистого композита и термопластичный материал находятся в контакте друг с другом, может использоваться для генерирования тепла движения, необходимого для данного способа сварки. Это относительное движение может состоять из вращательного движения и линейного движения. В дополнение к этому, относительное движение может также представлять собой просто линейное движение.
Настоящее изобретение не ограничивается давлениями, временами сварки, глубиной сварки или частотами, приведенными в примерном варианте осуществления. Как уже объяснялось выше, в соответствии с настоящим изобретением может осуществляться любое желаемое относительное движение между термопластичным материалом и материалом волокнистого композита и могут использоваться любые желаемые давления между материалом волокнистого композита и термопластичным материалом, постольку, поскольку генерируется теплота трения, которая является достаточной для сварки этих двух материалов вместе.
Изобретение может быть использовано для формирования устройства крепежных скоб самолета и включает соединение сваркой трением термопластичного материала с материалом волокнистого композита самолета. Относительное перемещение между термопластичным материалом и материалом волокнистого композита генерируется с помощью вращательного и вибрационного перемещения термопластичного материала и материала композита по отношению друг к другу. Материал волокнистого композита представляет собой материал матрицы, армированной волокнами, или содержит материал матрицы, армированной волокнами, а материал матрицы является термореактивным или содержит термореактивный материал. Термопластичный материал является составляющим крепежной скобы или крепежная скоба состоит из термопластичного материала, а материал волокнистого композита является составляющим компонента или компонент состоит из материала волокнистого композита так, что термопластичный материал крепежной скобы сваривают вместе с материалом волокнистого композита компонента для соединения крепежной скобы с компонентом с формированием устройства крепежных скоб. Способ является менее сложным и требует меньшего времени, чем известные способы адгезивного соединения, а также не использует опасных для здоровья веществ. 2 н. и 12 з.п. ф-лы, 5 ил., 2 пр.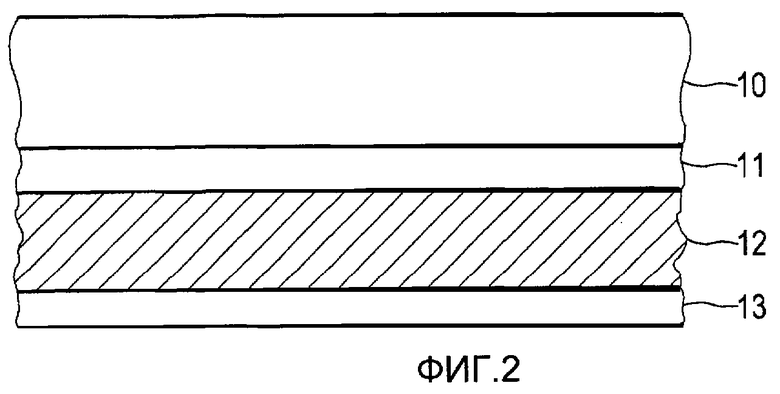
1. Способ формирования устройства крепежных скоб самолета, включающий соединение термопластичного материала (10) с материалом волокнистого композита (11) самолета, причем термопластичный материал (10) сваривают с материалом волокнистого композита (11), в котором материал волокнистого композита представляет собой материал матрицы, армированной волокнами, или содержит материал матрицы, армированной волокнами, при этом материал матрицы является термореактивным или содержит термореактивный материал, и в котором термопластичный материал (10) сваривают с материалом волокнистого композита (11) с помощью сварки трением, причем относительное перемещение между термопластичным материалом и материалом волокнистого композита генерируется с помощью вращательного и вибрационного перемещения термопластичного материала и материала композита по отношению друг к другу, при этом термопластичный материал (10) является составляющим крепежной скобы (33) или крепежная скоба (33) состоит из термопластичного материала (10), причем материал волокнистого композита (11) является составляющим компонента (32) или компонент (32) состоит из материала волокнистого композита (11) так, что термопластичный материал (10) крепежной скобы (33) сваривают вместе с материалом волокнистого композита (11) компонента (32) для соединения крепежной скобы (33) с компонентом (32) с формированием устройства крепежных скоб.
2. Способ по п.1, отличающийся тем, что волокна материала волокнистого композита ориентируют в одном направлении или образуют тканый материал.
3. Способ по п.1 или 2, отличающийся тем, что материал волокнистого композита (11) содержит углеродные волокна и/или стеклянные волокна, предпочтительно представляет собой материал армированного углеродным волокном пластика CFRP и/или материал армированного стеклопластика GRP.
4. Способ по п.1, отличающийся тем, что материал волокнистого композита (11) получают с использованием смолы, в частности с использованием смолы, полученной с помощью аддитивной полимеризации и/или поликонденсации.
5. Способ по п.1, отличающийся тем, что материал волокнистого композита (11) размещают на сотовой структуре (15), в частности на сотовом заполнителе из волокон номекс.
6. Способ по п.5, отличающийся тем, что сотовая структура (15) принимает форму слоя, и материал волокнистого композита (11) наносят слоями на две смотрящих друг на друга стороны сотовой структуры (15).
7. Способ по п.1, отличающийся тем, что термопластичный материал (10) состоит из одного или нескольких технических термопластов или содержит один или несколько технических термопластов.
8. Способ по п.1, отличающийся тем, что термопластичный материал (10) состоит из полиамида или содержит полиамид.
9. Способ по п.1, отличающийся тем, что компонент представляет собой боковую панель самолета (30), предпочтительно в пространстве (31) в самолете, которое находится под давлением в рабочем состоянии, и/или коробку багажной полки самолета, или деталь боковой панели, и/или деталь коробки багажной полки.
10. Устройство крепежных скоб самолета, содержащее термопластичный материал (10) и материал волокнистого композита (11) самолета, причем термопластичный материал (10) и материал волокнистого композита (11) содержат соединение, при этом материал волокнистого композита представляет собой материал матрицы, армированной волокнами, или содержит материал матрицы, армированной волокнами, причем материал матрицы является термореактивным или содержит термореактивный материал, которое содержит систему крепежных скоб с крепежной скобой (33) и компонентом (32), с термопластичным материалом (10), являющимся составляющим крепежной скобы (33), или с крепежной скобой (33), содержащей термопластичный материал (10), материал волокнистого композита (11) является составляющим компонента (32) или компонент (32) содержит материал волокнистого композита (11), при этом крепежная скоба (33) соединена с компонентом (32) с использованием способа по любому из пп.1-9.
11. Устройство по п.10, отличающееся тем, что оно содержит последовательность слоев с первым слоем, содержащим термопластичный материал (10) или состоящим из него, со вторым слоем, соединенным с первым слоем посредством соединения и содержащим материал волокнистого композита (11) или состоящим из него, и с третьим слоем (12), который расположен на той стороне второго слоя, которая является удаленной от соединения, содержащего сотовую структуру, и/или пену, или состоящего из них.
12. Устройство по любому из п.10 или 11, отличающееся тем, что компонент представляет собой боковую панель в самолете (30), предпочтительно в пространстве (31) в самолете, которое находится под давлением в рабочем состоянии, предпочтительно в пространстве салона самолета, и/или коробку багажной полки самолета (30), или деталь боковой панели, и/или деталь коробки багажной полки.
13. Устройство по п.10, отличающееся тем, что система крепежных скоб размещена в самолете (30), предпочтительно в пространстве в самолете (30), находящемся под давлением в рабочем состоянии.
14. Устройство по п.10, отличающееся тем, что оно представляет собой компонент в самолете (30).
| ДВУХТАКТНЫЙ ТУРБОДИЗЕЛЬ И СПОСОБ ЕГО РАБОТЫ | 1992 |
|
RU2061183C1 |
| DE 10307906 A1, 28.08.2003 | |||
| US 6913110 B1, 05.07.2005 | |||
| СОЕДИНЕННАЯ КОНСТРУКЦИЯ В СЛОИСТОМ МАТЕРИАЛЕ ИЗ МЕТАЛЛИЧЕСКИХ И ПЛАСТМАССОВЫХ СЛОЕВ | 2001 |
|
RU2268820C2 |

