Изобретение относится к области обработки поверхности керамических материалов лазерным излучением для получения наноструктурных аморфизированных пленок, преимущественно из ситалла.
Способ может применяться для чистовой обработки поверхности деталей, применяемых в электронной технике.
Известен способ обработки поверхности силикатных подложек (Авторское свидетельство СССР №988786, С03С 17/245, 1983, Бюл. №2, «Способ обработки поверхности силикатных подложек»), включающий очистку и нанесение слоя металла на поверхность попеременной обработкой парами воды и химических реагентов при температуре 200-350°С и заданном давлении.
Недостатком способа-аналога является невозможность получения необходимого качества поверхности ситалловой пластины без дополнительного нанесения металлической пленки. Кроме того, необходимость создания внешнего давления усложняет технологический процесс обработки ситалловых пластин.
Наиболее близким по технической сущности к заявляемому способу является выбранный в качестве прототипа способ обработки подложки из ситалла (Авторское свидетельство СССР №1135728, С03С 17/06, 1985, Бюл. №3, «Способ обработки подложки из ситалла»), включающий предварительную термическую обработку поверхности ситалловой подложки перед нанесением тонких пленок до температуры 220-250°С в течение 10-15 минут с заданным градиентом температур за счет одновременного охлаждения обратной стороны пластины и последующим охлаждением подложки на воздухе до комнатной температуры.
Недостатком этого способа является то, что он может быть использован только для очистки поверхности от молекул воды и адсорбированных газов с целью увеличения сил адгезионной связи пленок, осаждаемых на поверхности подложки. При модификации поверхности ситалловой подложки лазерным излучением величина температуры не достаточна для снятия напряжений в модифицированном слое, что приводит к невозможности использования известного способа для технологии модификации поверхности.
Известна установка для нагревания (термической обработки) изделий в печи (Авторское свидетельство СССР №1248082, Н05В 1/02, 1986, Бюл. №28, «Резистивная нагревательная установка»), для лазерной обработки поверхности ситалла (ситалловых пластин).
Недостатком резистивной установки является то, что она относится к нагревательным установкам с импульсными регуляторами температуры, целью которой является улучшение энергетических показателей и повышение надежности работы установки. Это устройство не может быть использовано для целей модификации ситалловой поверхности лазерным излучением, так как оно не содержит заслонок, обеспечивающих уменьшение температурного воздействия на линзу, фокусирующую лазерное излучение на поверхность пластины.
Известна также экспериментальная установка для формирования фазово-структурной модификации ситалла (см. стр.9-10, рис.2 автореферата диссертации на соискание уч. степени канд. техн. наук Новикова Б.Ю. Лазерная модификация стеклокерамических материалов. С.Пб., 2008. - 19 с.), содержащая СО2-лазер, зеркала, фокусирующую линзу, персональный компьютер, рабочий стол, образец для лазерной обработки поверхности ситалла (ситалловых пластин).
Недостатком установки является использование двух лазеров с разными длинами волн. Один лазер - для нагрева подложки с длиной волны 10,6 мкм, а другой - с длиной волны излучения 1,063 мкм - для сквозной модификации ситалловой пластины. Использование метода для модификации поверхности невозможно, так как обработка подразумевает перемещение пучка по поверхности, что невозможно в представленном методе ввиду большого градиента температуры при перемещении лазерного пучка, предназначенного для нагрева пластины. Если создать лазер, способный нагревать пластину размером (60×48) мм - размер подложки для тонкопленочных технологий, то потребуется установка мощностью в сотни или миллионы киловатт с равномерным распределением плотности мощности по поверхности. Таких технологических лазерных установок в настоящее время не существует.
Задачей изобретения является разработка способа и установки для лазерной обработки поверхности ситалла, обеспечивающих повышение качества поверхности.
Способ лазерной обработки поверхности ситалла, включающий лазерное облучение ситалловой пластины и ее последующее охлаждение, реализуется тем, что с целью повышения качества поверхности - перед облучением осуществляют предварительный нагрев пластины до температуры 450-1100°С, проводят обработку, охлаждают пластину до температуры 150-200°С совместно с печью, завершающую стадию охлаждения производят на воздухе.
Поставленная задача достигается тем, что установка для лазерной обработки поверхности ситалла, содержащая CO2-лазер, систему зеркал, фокусирующую линзу, управляющий компьютер, рабочий стол с образцом с целью повышения качества поверхности и повышения ресурса фокусирующей линзы, дополнительно снабжена нагревателем образца, управляемой заслонкой, расположенной между фокусирующей линзой и нагревателем с возможностью горизонтального смещения, экраном с отверстиями, установленным между заслонкой и образцом, устройством обдува, находящимся между линзой и поверхностью образца, оптической системой для сканирования пучка по поверхности образца.
Повышение ресурса фокусирующей линзы обеспечивается за счет ряда специальных конструктивных мер:
- установки между фокусирующей линзой и нагревателем управляемой заслонки, предохраняющей линзу от разрушающего теплового потока нагревателя, на стадии предварительного прогрева пластины;
- установки между заслонкой и образцом вспомогательного экрана с отверстиями, конфигурация края которых эквидистантна (подобна, повторяет контур) контуру области, обрабатываемой на поверхности образца. Экран выполняет роль своего рода технологической маски, что позволяет снизить поток тепла с поверхности образца на линзу в момент лазерной обработки;
- введением в установку устройства обдува, создающего между линзой и нагревателем слоя движущегося воздуха прямоугольного сечения, чем обеспечивается эффективный отвод потока испаряющегося ситалла как при лазерной обработке, так и при предварительном нагреве. Это устройство располагается в непосредственной близости от линзы, обеспечивая функцию «воздушной заслонки» от тепла, исходящего с поверхности нагревателя, и одновременно охлаждает линзу.
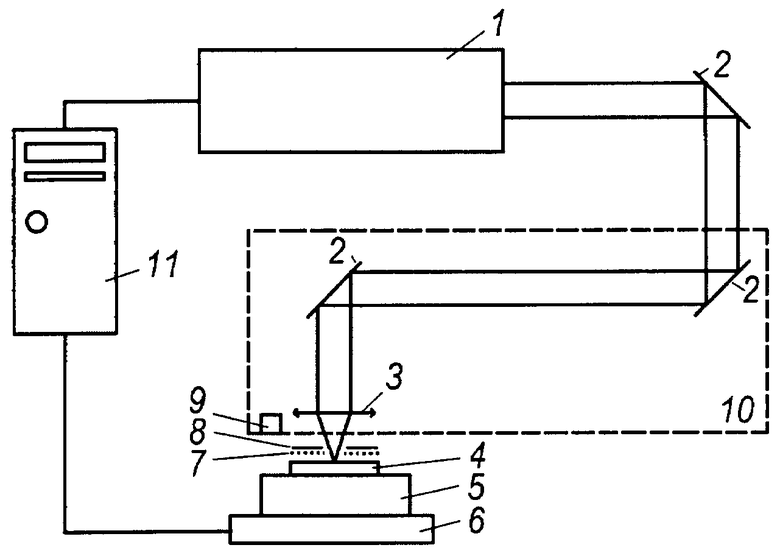
На чертеже представлена установка для лазерной обработки поверхности ситалла. Установка состоит из СО2-лазера - 1, формирующего пучок лазерного излучения, которое с помощью системы зеркал 2 и линзы 3 фокусируются на поверхности ситалловой пластины 4. Пластина 4 размещена в нагревателе 5, который закреплен на поверхности столика 6, имеющего возможность перемещения по высоте для фокусировки пучка лазерного излучения.
Между линзой 3 и пластиной 4 с нагревателем 5 находится вспомогательный экран 7 с отверстиями, конфигурация края которых повторяет контур обрабатываемой области на поверхности пластины 4, что позволяет снизить поток тепла с поверхности пластины 4 на линзу в момент лазерной обработки;
Конструктивно над ней располагается управляемая заслонка 8, установленная с возможностью отвода в горизонтальной плоскости и закрывающая линзу 3 от разрушающего теплового потока нагревателя на стадии начального прогрева пластины 4.
Установка также оснащена устройством обдува 9, которое размещено в пространстве между фокусирующей линзой 3 и поверхностью ситалловой пластины 4 с нагревателем 5. Зеркала 2 и линза 3 и устройство обдува 9 в установке объединены в узел, называемый «летающая оптика» - 10, который предназначен для сканирования поверхности пластины 4 оптикой в двух взаимно перпендикулярных направлениях. Управление установкой осуществляется персональным компьютером 11.
Способ осуществляется следующим образом.
В нагреватель 5 помещают обрабатываемую ситалловую пластину 4, над пластиной устанавливают экран 7, закрывают заслонку 8, пилотный луч наводят на метку заслонки, запоминают координаты этой точки и «летающую оптику» 10 отводят в сторону. Включают нагреватель 5 и обрабатываемую пластину 4 нагревают до температуры 450-1100°С. Контроль температуры осуществляют стандартной термопарой.
Заслонку 8 отводят в сторону, через управляющий компьютер 11 подают команду на обработку поверхности, «летающая оптика» 10 перемещают в исходную точку, включают рабочий лазер 1, излучение от лазера зеркалом 2 направляют в устройство «летающая оптика» 10 и осуществляют обработку поверхности пластины 4 лазерным излучением путем сканирования. Линза 3 фокусирует излучение на поверхность ситалловой пластины 4. Во время обработки из устройства обдува 9 поток воздуха направляют таким образом, чтобы испаренные частицы с поверхности пластины 4 не попали на поверхность линзы 3.
После окончания обработки пластины 4 «летающую оптику» 10 отводят от образца, выключают нагреватель 5, и пластина 4 совместно с нагревателем 5 остывает до температуры 150-200°С. Затем с нагревателя 5 снимают экран 7, извлекают пластину 4, и цикл работы повторяют.
Пример 1. Тщательно очищенные ситалловые пластины СТ-50-1 помещают в резистивный нагреватель, поверх пластин устанавливают экран с отверстиями, заслонку переводят в положение «Закрыто», узел «летающая оптика» помещают над заслонкой таким образом, чтобы луч пилотного лазера попал на метку на поверхности заслонки. В управляющую программу вводят координаты исходной точки, с которой управляющая программа начнет обработку поверхности пластины. Затем узел «летающая оптика» отводят от нагревателя, чтобы фокусирующая линза не перегревалась. На нагреватель подается напряжение питания и ситалловые пластины прогревают до температуры не менее 450°С, что контролируется термопарой. В управляющую программу вводят задание на обработку поверхности ситалловой пластины, заслонку переводят в положение «Открыто». Запускают управляющую программу на обработку поверхности, узел «летающая оптика» переводят в точку начала обработки поверхности и начинают процесс обработки поверхности лазерным излучением. После окончания процесса обработки поверхности пластин узел «летающая оптика» отводят от нагревателя, отключают питание нагревателя, нагреватель совместно с подложкой охлаждают до температуры 200°С, удаляют экран, ситалловые пластины извлекают из нагревателя и далее ситалловые пластины охлаждают на воздухе. Величина выступов на поверхности до и после обработки приводится в таблице.
Пример 2. Ситалловые пластины марки СТ-50-1 подвергают обработке аналогично примеру 1 при 600°С. Результаты по величине выступов до и после обработки приведены в таблице.
Пример 3. Тщательно очищенные ситалловые пластины СТ-50-1 помещают в резистивный нагреватель, поверх пластин устанавливают экран с отверстиями, заслонку переводят в положение «Закрыто», узел «летающая оптика» помещают над заслонкой таким образом, чтобы луч пилотного лазера попал на метку на поверхности заслонки. В управляющую программу вводят координаты исходной точки, с которой управляющая программа начнет обработку поверхности пластины. Затем узел «летающая оптика» отводят от нагревателя, чтобы фокусирующая линза не перегревалась. На нагреватель подают напряжение питания и ситалловые пластины прогревают до температуры не менее 650°С, что контролируется термопарой. В управляющую программу вводят задание на обработку поверхности ситалловой пластины, заслонку переводят в положение «Открыто». Включают подачу воздуха или инертного газа в устройство обдува, запускают управляющую программу на обработку поверхности, узел «летающая оптика» переводят в точку начала обработки поверхности и начинают процесс обработки поверхности лазерным излучением. После окончания процесса обработки поверхности пластин узел «летающая оптика» отводят от нагревателя, отключают питание нагревателя, нагреватель совместно с подложкой охлаждают до температуры 200°С, удаляют экран, ситалловые пластины извлекают из нагревателя и далее ситалловые пластины охлаждают на воздухе. Величина выступов на поверхности до и после обработки приводится в таблице.
Максимальная величина выступов на поверхности до и после обработки
Во всех приведенных примерах использовались подложки из ситалла СТ-50-1, производимые заводом «Ситалл», Украина, г.Владимирец Ровенской области.
Ситалл СТ-50-1 (типичная стеклокерамика) имеет состав: 60,5% SiO2, 13,5% Al2O3, 8,5% CaO, 7,5% MgO, 10% TiO2, где микрокристаллы рутила (α-TiO2) и кордиерита (2MgO×2Al2O3×5SiO2) являются основными.
При обработке поверхности ситалла применялся лазерный гравер Trotec Speedy 100, с длиной волны когерентного излучения 10,6 мкм. Диаметр пучка в фокусе линзы 75 мкм, мощность пучка на образце 10 Вт, максимальное значение плотности мощности 1,8×109 Вт/м2 и за счет интерфейса установки плотность мощности может изменяться от 0 до 100%.
Размер области воздействия лазерного излучения составлял 3×10 мм и задавался в программе Coral Draw. Образец помещался в фокусе линзы и обработка поверхности производилась при перемещении лазерного пучка по поверхности с заданием скорости перемещения пучка и его мощности. При этом максимальная скорость перемещения равна 280 см/сек.
Исследование полученных в ходе эксперимента образцов проводилось на сканирующем зондовом микроскопе (СЗМ) Solver P47 PRO в режимах контактной и полуконтактной атомносиловой микроскопии.
Образцы крепились на подложке, которая устанавливалась на предметный столик держателя образца. После грубого наведения начиналась операция сканирования зондом. Программное обеспечение, используемое при сканировании, - программа NOVA, работающая под управлением операционной системы Windows XP Professional. Размер области сканирования 50×50 мкм. При сканировании установлена функция Substract - Plane, означающая вычитание значений для плоскости одинакового наклона из результатов сканирования.
Улучшение качества обработки поверхности достигается за счет аморфизации поверхности поликристаллической подложки из ситалла. Процесс аморфизации происходит при передаче энергии от пучка лазерного излучения поликристаллическому материалу ситалловой пластины. При этом кристаллическая фаза переходит в аморфную, поверхностный слой материала расплавляется и за счет сил поверхностного натяжения выступы неровностей над поверхностью уменьшаются по величине. В предельном случае поверхность может быть идеально плоской. При быстром охлаждении поверхностный слой материала ситалловой пластины остается в аморфной фазе и топология поверхности не изменяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ СИТАЛЛА | 2011 |
|
RU2485064C2 |
| Способ лазерной обработки режущих пластин из оксидно-карбидной керамики | 2015 |
|
RU2621245C1 |
| Способ измерения профиля поверхности оптических деталей с помощью лазерной фазосдвигающей интерферометрии | 2019 |
|
RU2722631C1 |
| УСТАНОВКА ДЛЯ ТЕСТИРОВАНИЯ ЧИПОВ КАСКАДНЫХ ФОТОПРЕОБРАЗОВАТЕЛЕЙ НА ОСНОВЕ СОЕДИНЕНИЙ Al-Ga-In-As-P | 2009 |
|
RU2391648C1 |
| СПОСОБ ПРЕЦИЗИОННОГО БЕСКЛЕЕВОГО СОЕДИНЕНИЯ ПРОЗРАЧНЫХ ДИЭЛЕКТРИКОВ С МЕТАЛЛАМИ | 2021 |
|
RU2779112C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕРРОМАГНИТНОГО КРЕМНИЯ ДЛЯ ИЗДЕЛИЙ СПИНТРОНИКИ | 2009 |
|
RU2386186C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКИСНЫХ ПЛЕНОК | 1991 |
|
RU2110604C1 |
| УСТРОЙСТВА, СИСТЕМЫ И СПОСОБЫ ТРЕХМЕРНОЙ ПЕЧАТИ | 2014 |
|
RU2641945C2 |
| СПОСОБ ТЕСТИРОВАНИЯ ЧИПОВ КАСКАДНЫХ ФОТОПРЕОБРАЗОВАТЕЛЕЙ НА ОСНОВЕ СОЕДИНЕНИЙ Al-Ga-In-As-P И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2384838C1 |
| ДВУХФОТОННЫЙ СКАНИРУЮЩИЙ МИКРОСКОП | 2011 |
|
RU2472118C1 |
Изобретение относится к области обработки поверхности керамических материалов лазерным излучением для получения наноструктурных аморфизированных пленок, преимущественно из ситалла. Техническим результатом изобретения является повышение качества поверхности изделия за счет снижения неровностей поверхности. Способ лазерной обработки поверхности ситалла включает предварительный нагрев пластины до температуры 450-1100°С, лазерное облучение ситалловой пластины, охлаждение образца до температуры 150-200°С совместно с печью и последующее охлаждение на воздухе. 2 н.п. ф-лы, 3 пр., 1 табл., 1 ил.
1. Способ лазерной обработки поверхности ситалла, включающий лазерное облучение ситалловой пластины и ее последующее охлаждение, отличающийся тем, что осуществляют предварительный нагрев пластины до температуры 450-1100°С, проводят обработку, охлаждают образец до температуры 150-200°С совместно с печью, завершающую стадию охлаждения производят на воздухе.
2. Установка для лазерной обработки поверхности ситалла, содержащая СО2-лазер, систему зеркал, фокусирующую линзу, управляющий компьютер, рабочий стол с образцом, отличающаяся тем, что установка снабжена нагревателем образца, управляемой заслонкой, расположенной между фокусирующей линзой и нагревателем с возможностью горизонтального смещения, экраном с отверстиями, находящимися между заслонкой и образцом, устройством обдува, размещенным между линзой и поверхностью образца, оптической системой для сканирования пучка по поверхности образца.
| Способ обработки подложки из ситалла | 1983 |
|
SU1135728A1 |
| SU 1581097 А1, 20.07.1996 | |||
| СПОСОБ СОЗДАНИЯ ЦВЕТНЫХ ИЗОБРАЖЕНИЙ В ПРОЗРАЧНЫХ СТЕКЛАХ | 2005 |
|
RU2288196C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ХРУПКИХ МАТЕРИАЛОВ | 1998 |
|
RU2139779C1 |
| ЕР 0001243373 А2, 25.09.2002. | |||

