Настоящее изобретение относится к непрерывному литью плоских металлических изделий, в частности, из стали. В частности, изобретение касается управления циркуляционным движением заливаемого жидкого металла внутри кристаллизатора за счет применения электромагнитных сил с целью повышения качества отливок и/или производительности разливочной установки.
Следует напомнить, что под «плоскими» изделиями следует понимать слябы, слитки, тонкие слитки и т.д. или любой другой формат «удлиненного» прямоугольного сечения, то есть в которых ширина равна, по меньшей мере, двойной толщине.
Кристаллизаторы для литья плоских изделий классически содержат две большие стороны (или стенки) из меди или медного сплава, интенсивно охлаждаемые потоками воды и расположенные друг против друга на расстоянии, определяющем толщину отливки. Эти стенки большой стороны на конце дополнены двумя небольшими боковыми стенками таким образом, чтобы образовать герметичное пространство разливки, воспроизводящее требуемое прямоугольное сечение. Система охлаждения стенок, содержащая водяные камеры и охлаждающие каналы, предусмотрена для обеспечения достаточного отвода тепла из заливаемого металла через эти стенки. Считается достаточным такой отвод тепла, который приводит к формированию на выходе кристаллизатора корки металла, затвердевшей при контакте с этими охлаждаемыми стенками, однородной по всему контуру и имеющей толщину в несколько сантиметров, чтобы покрыть отливку механически прочной оболочкой с целью ее полной кристаллизации при протягивании в нижних ступенях вторичного охлаждения (прямое водяное струйное охлаждение) литейной машины.
Как известно, свободную поверхность металла, заливаемого в кристаллизатор (поверхность, которая в дальнейшем тексте для удобства будет называться широко распространенным термином «мениск»), как правило, покрывают шлаком. После этого разливку осуществляют при помощи погружного разливочного стакана, погружаемого на несколько десятков сантиметров под мениск в кристаллизатор и имеющего на своем выходном конце боковые отверстия, через которые жидкий металл выбрасывается в виде струй в направлении малых сторон кристаллизатора.
Сегодня уже никто не отрицает важности влияния характера потоков расплавленного материала внутри разливочной машины как на металлургическое качество отливаемого металла (в том числе на чистоту по неметаллическим включениям), так и на ход операции литья или на ее производительность.
По этой причине на протяжении последних тридцати лет с применением разных, но технически допустимых средств в процессах непрерывной разливки стали используют электромагнитные силы, заставляющие эти потоки металла следовать разным режимам циркуляции, при этом в зависимости от случая и требуемого эффекта некоторые из этих режимов могут быть более предпочтительными, чем другие.
Таким образом, электромагнитное перемешивание можно применять уже на уровне самого кристаллизатора и/или на уровне зоны вторичного охлаждения в разливочной машине.
В случае перемешивания в кристаллизаторе магнитное поле, действующее через большие медные стенки, создается индукторами, которые либо непосредственно погружены в верхнюю водяную камеру кристаллизатора, либо закрыты кессонами, то есть имеют свой собственный контур охлаждения.
В настоящее время применяют несколько типов электромагнитного перемешивания. Схематично их можно представить следующим образом.
Первый тип (см., например, JP 1 228 645 или ЕР 0750958) представляет собой круговое движение расплавленного металла на уровне мениска вокруг оси разливки, что повышает качество поверхности отливок. Для этого в области мениска прикладывают горизонтально скользящие магнитные поля по всей длине больших сторон кристаллизатора, направление скольжения которых меняется на противоположное от одной стороны к другой. Для этого в верхней части кристаллизатора устанавливают пару многофазных индукторов плоской конструкции типа «статора асинхронного группового двигателя», при этом каждый индуктор расположен по всей ширине большой стороны.
Второй тип рассматриваемого перемешивания состоит в установке индукторов практически на половине высоты кристаллизатора, чтобы на уровне выходных отверстий погружного разливочного стакана прикладывать магнитное поле, скользящее по половине ширины больших сторон. Это поле создается многофазными плоскими индукторами, установленными напротив больших сторон кристаллизатора, в количестве двух пар индукторов из расчета одной пары на большую сторону, при этом индукторы, образующие одну пару, расположены симметрично по обе стороны от оси разливки, образованной стаканом, при этом каждый из них перекрывает примерно половину ширины большой стороны. Систему, образованную этими четырьмя индукторами, соединяют с одним или несколькими многофазными источниками электрического питания, которые взаимосвязанно управляют всем комплексом. Таким образом, создаваемое магнитное поле скользит в противоположном направлении на двух индукторах одной пары и в одинаковом направлении на индукторах разных сторон, находящихся друг против друга по обе стороны от отливаемого изделия.
В первом варианте, часто называемом аббревиатурой EMLA (см., например, ЕР 1551580), поле скользит "наружу", т.е. от стакана к малым сторонам кристаллизатора, то есть попутно струям расплавленного металла, поступающего в кристаллизатор через отверстия стакана. Первой задачей в этом случае является получение или стабилизация так называемой «двухконтурной» конфигурации циркуляции жидкой стали в кристаллизаторе. «Двухконтурная» конфигурация способствует, в частности, равномерному переносу тепла в область мениска, который стремится к естественному охлаждению за счет потери тепла во время литья, несмотря на присутствие покрывающего шлака.
В другом варианте, называемом аббревиатурой EMLS (см., например, ЕР 0 550 785), магнитное поле скользит внутрь от малых боковых сторон к стакану, то есть в противотоке струям расплавленного металла, поступающего в кристаллизатор. В этом случае задачей является «торможение» струй металла для ослабления их интенсивности, чтобы уменьшить флуктуации на уровне мениска и завихрения, возникающие по причине высокой скорости потока.
Разумеется, этими различными примерами не ограничивается перечень возможных приемов электромагнитного перемешивания в кристаллизаторе установки непрерывной разливки, используемых металлургами. Вместе с тем, они относятся к двум большим группам способов перемешивания, которые применяются в настоящее время для производства плоских отливок (вращение на мениске или воздействие на выходные струи с торможением или ускорением) и с которыми сталкивается металлург, когда он должен сделать выбор в пользу одной технологии и отказаться от другой. Действительно, в настоящее время каждая технология перемешивания относится исключительно или почти исключительно к одному из вышеуказанных режимов перемешивания, что затрудняет выбор оборудования для перемешивания, так как этот выбор ограничивается только одним режимом, который можно применять при помощи этого оборудования и в любом случае в нормальных рабочих условиях.
Задачей настоящего изобретения является устранение этого недостатка путем предложения простого и в то же время многофункционального инструмента для электромагнитного перемешивания при непрерывном литье плоских изделий.
В этой связи объектом настоящего изобретения является регулирование режима электромагнитного перемешивания жидкого металла по высоте кристаллизатора установки непрерывной разливки для литья плоских металлических изделий, содержащей погружной стакан, оборудованный боковыми выходными отверстиями, направленными к малым сторонам кристаллизатора, при этом упомянутый кристаллизатор на каждой из своих больших сторон оборудован парой многофазных линейных индукторов с магнитным полем, скользящим горизонтально вдоль ширины упомянутой большой стороны, расположенных по обе стороны от оси разливки, образованной разливочным стаканом, при этом каждый индуктор соединяют с источником электрического питания, который взаимосвязанно управляет всеми четырьмя индукторами, при этом регулирование отличается тем, что
- индукторы установлены с возможностью скольжения по высоте кристаллизатора, и за счет вертикального поступательного движения упомянутых индукторов происходит переход от нижнего функционального положения РВ, которое действует на уровне выходных отверстий разливочного стакана и в котором направление скольжения магнитного поля меняется на противоположное между индукторами одной пары и сохраняется между находящимися друг против друга индукторами двух разных пар, в верхнее функциональное положение РН, которое действует на уровне мениска жидкого металла в кристаллизаторе и в котором магнитное поле скользит в одинаковом направлении на индукторах одной пары и в противоположном направлении между двумя парами и наоборот;
- и тем, что во время перехода из одного функционального положения в другое направление скольжения магнитного поля меняют на противоположное только для одного из двух индукторов одной пары, а также для того из двух индукторов другой пары, который является симметричным к нему по отношению к оси разливки.
Таким образом, на основе электромагнитного оборудования, классически состоящего из четырех линейных индукторов для образования горизонтально скользящего поля, установленных по обе стороны от оси разливки на каждой из больших сторон кристаллизатора, изобретение предусматривает:
- монтаж этого оборудования с возможностью перемещения в вертикальном направлении, то есть по высоте кристаллизатора (например, при помощи червячной передачи, гидроприводов, зубчатой рейки и шестерни или любого другого соответствующего средства),
- и средство переориентации тока на уровне источника электрического питания, позволяющее изменить на противоположное направление скольжения магнитного поля, создаваемого, по меньшей мере, двумя индукторами из четырех, при этом один из них выбирают на большой стороне, а другой выбирают на другой большой стороне в положении, симметричном относительно оси разливки.
За счет этого, как уже стало понятно, с одним и тем же оборудованием электромагнитного перемешивания можно:
- либо воздействовать попутно или в противотоке (EMLA или EMLS) на струи металла, входящие в кристаллизатор на уровне выходных отверстий разливочного стакана (нижнее рабочее положение РВ оборудования вблизи середины кристаллизатора),
- либо приводить заливаемый жидкий металл во вращение вокруг оси разливки на уровне мениска в кристаллизаторе (верхнее рабочее положение РН оборудования).
Дополнительно объектом настоящего изобретения является устройство электромагнитного перемешивания для кристаллизатора установки непрерывного литья плоских металлических изделий для применения этого способа, содержащее:
- батарею из, по меньшей мере, четырех линейных индукторов со скользящим магнитным полем,
- по меньшей мере, один многофазный источник электрического питания, питающий упомянутые индукторы и оборудованный инвертором для, по меньшей мере, двух из четырех индукторов;
- и механизированные средства подвижного монтажа упомянутой батареи на кристаллизаторе установки непрерывной разливки, при этом упомянутые средства выполнены с возможностью обеспечения вертикального поступательного перемещения батареи между, по меньшей мере, двумя функциональными положениями РН и РВ, отстоящими друг от друга по высоте кристаллизатора.
Следует заметить, что из предшествующего уровня техники уже известны кристаллизаторы установок непрерывной разливки, позволяющие изменять вертикально положение встроенного устройства электромагнитного перемешивания. Однако такие кристаллизаторы предназначены для непрерывного литья блюмов или слитков, то есть длинных изделий, и, следовательно, рассматриваемый индуктор является единственным, кольцевым и исключительно предназначен для приведения во вращение заливаемого металла (см. USP 4.957.156 или ЕР 0 778 098).
Что касается плоских изделий, то известны устройства, позволяющие прикладывать магнитное поле на разной высоте кристаллизатора. В документе WO 99-11404 описана, например, установка такого типа. Однако необходимо отметить, что такой тип установки предусматривает применение нескольких комплектов индукторов, установленных неподвижно один над другим вдоль больших стенок кристаллизатора.
Изобретение и его другие отличительные признаки будут более очевидны из нижеследующего описания, представленного в качестве примера, со ссылками на прилагаемые чертежи, на которых:
фиг. 1 - общий схематичный вид в перспективе сбоку кристаллизатора установки непрерывного литья стальных слябов, оборудованного средствами в соответствии с настоящим изобретением.
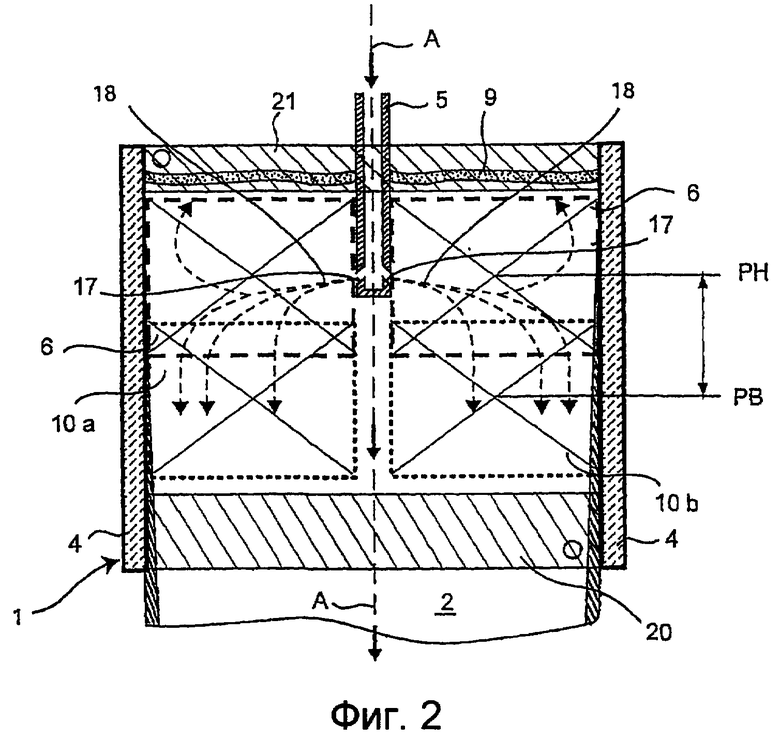
Фиг. 2 - вид в разрезе по центральной вертикальной плоскости, проходящей через ось разливки и параллельной большим сторонам кристаллизатора, двух функциональных, верхнего РН и нижнего РВ, положений батареи индукторов, подвижных по высоте кристаллизатора.
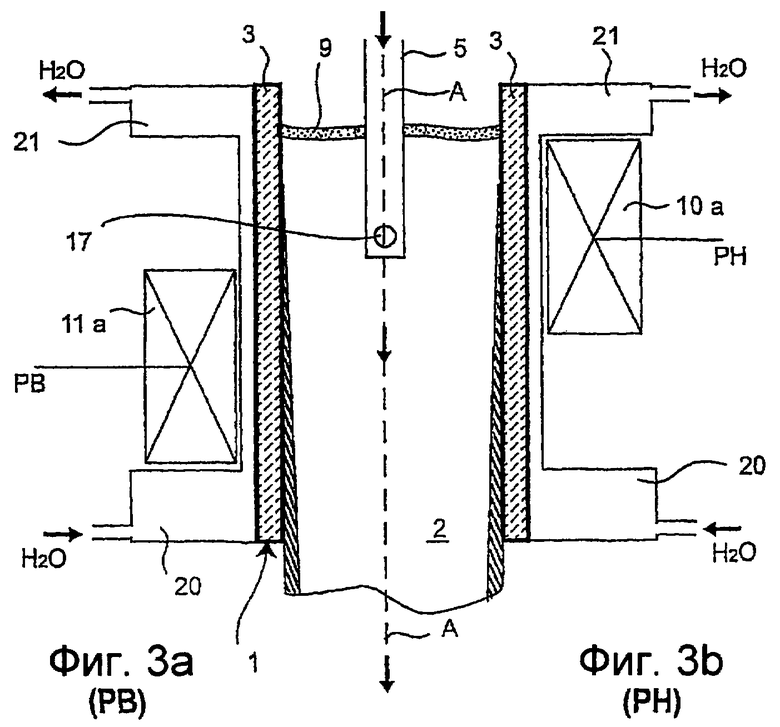
Фиг. 3 (часть 3а и часть 3b) - вид, аналогичный фиг. 2, в разрезе по плоскости, параллельной малым сторонам кристаллизатора.
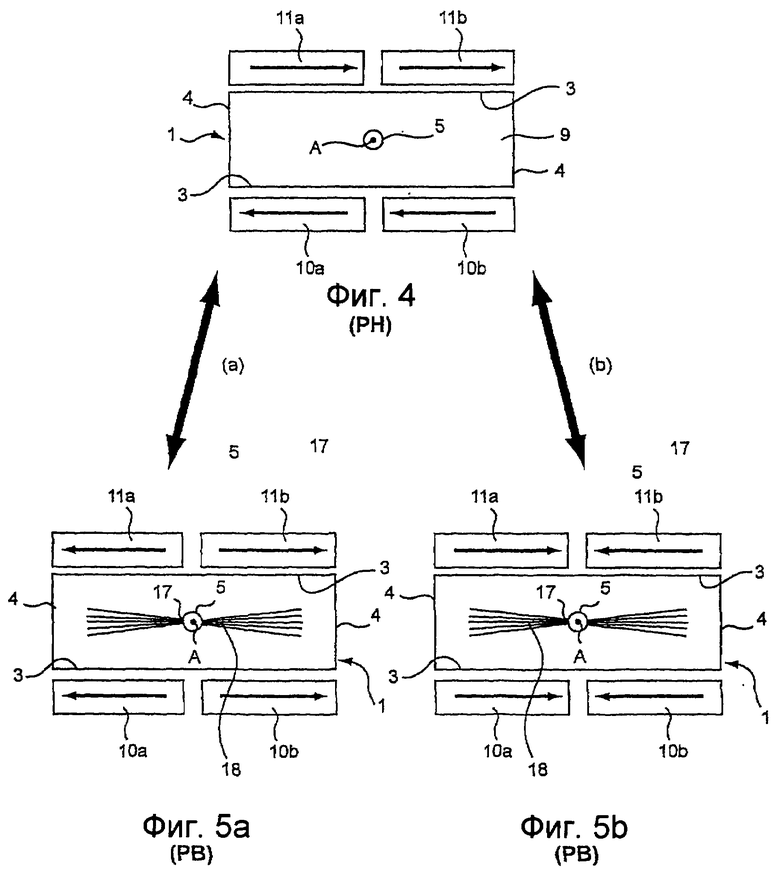
Фиг. 4 - принципиальная схема, показывающая сверху вариант работы индукторов со скользящим магнитным полем, когда они находятся в верхнем функциональном положении РН.
Фиг. 5а и 5b - вид, аналогичный фиг. 4, варианта работы индукторов со скользящим магнитным полем, когда они находятся в нижнем функциональном положении РВ.
На чертежах одинаковые элементы обозначены идентичными цифровыми позициями.
Понятно, что изобретение состоит в обеспечении скольжения индукторов вертикально вдоль большой стороны кристаллизатора и одновременно в изменении некоторых из их соединений с источником электрического питания с целью изменения их действия перемешивания в зависимости от места по высоте, где они находятся.
На фиг. 1 показан общий вид кристаллизатора 1 для непрерывного литья стальных слябов 2 со средствами для применения изобретения. Классически этот кристаллизатор содержит две пары пластин (две большие пластины 3 и две малые пластины 4) из меди или медного сплава, охлаждаемых интенсивными потоками воды на их наружной поверхности, поступающими из нижней камеры 20 подачи воды и проходящими в верхнюю камеру 21 удаления воды. Плотное и герметичное соединение всех этих четырех пластин образует разливочное пространство удлиненной прямоугольной формы. «Удлиненной» формой называют геометрическую форму формата литья, большие стороны которой имеют длину, по меньшей мере, в два раза превышающую длину малых сторон.
Разливочное пространство кристаллизатора наполняется жидким металлом через погружной стакан 5 с центром на оси А, верхний конец которого герметично закреплен на отверстии дна промежуточного ковша (не показан), установленного сверху на небольшом расстоянии. Свободный нижний конец стакана, показанный на фиг. 2 и 3, содержит боковые выходные отверстия 17, направленные к малым сторонам 4. Этот конец погружен в кристаллизатор на глубину примерно 15-30 см ниже верхнего края медных пластин.
Устройство 6 электромагнитного перемешивания, соединенное с двух- или трехфазным источником 7 электрического питания, установлено напротив больших сторон 3 кристаллизатора. В частности, это устройство перемешивания установлено в нише, оставленной между верхней водяной камерой 21 и нижней входной водяной камерой 22, при этом обе камеры выполнены в виде кессонов высотой примерно 20 см каждый, установленных сразу за концевыми участками больших плит 3.
Источник 7 электрического питания содержит преобразователь для изменения частоты тока. Действительно, именно за счет выбора частоты тока возбуждения индукторов устанавливают скорость скольжения создаваемого магнитного поля. При этом регулирование силы тока позволяет корректировать напряженность магнитного поля.
Устройство 6 электромагнитного перемешивания содержит батарею из четырех предпочтительно идентичных линейных индукторов (10а, 10b и 11a, 11b) с конструкцией типа «статора асинхронного группового двигателя». Речь идет о классических предпочтительно плоских индукторах с выступающими обмотанными магнитными полюсами вертикально удлиненной формы, установленными параллельно рядом друг с другом по длине индуктора, которую определяют таким образом, чтобы перекрывать примерно половину ширины больших пластин 3 кристаллизатора. Обмотки, окружающие магнитные полюсы, предпочтительно выполнят при помощи полых проводников, охлаждаемых изнутри за счет внутренней циркуляции охлаждающей текучей среды, предпочтительно обработанной воды. Таким образом, они содержат свой собственный контур охлаждения, не зависимый от контура охлаждения содержащего их кристаллизатора. Эти индукторы имеют высоту примерно от 200 до 300 мм в активной части (полярные стороны полюсов), то есть от 400 до 500 мм по габариту с учетом головок катушек, которые выступают по обе стороны от полюсов.
Четыре индуктора сгруппированы по двое в пары 10 и 11 из расчета одной пары индукторов на каждую большую сторону 3 кристаллизатора. Индукторы одной пары расположены по обе стороны от стакана 5, и две пары находятся друг против друга по обе стороны от отливаемого изделия 2. Индукторы одной пары неподвижно соединены друг с другом на расстоянии (примерно десять сантиметров) при помощи креплений 19, образуя механически жесткий узел.
Они соединены индивидуально с источником 7 электрического питания. На уровне этого источника питания предусмотрен триггер 8 для обеспечения инверсии направления тока, то есть направления скольжения создаваемого магнитного тока, по меньшей мере, в двух индукторах разных пар.
Согласно изобретению индукторы установлены подвижными с возможностью вертикального поступательного перемещения на кристаллизаторе. При этом вполне возможно и даже рекомендуется применять классические средства перемещения грузов, такие как гидроприводы, системы из шестерни и зубчатой рейки, механические приводы, такие как механизированные винтовые домкраты 16 и т.д. Вместе с тем, их рабочая амплитуда должна позволять перемещение батареи 6 индукторов примерно на 10 или 20 см, не больше. Действительно, опыт показал, что этого относительно небольшого перемещения по высоте достаточно, чтобы обеспечить воздействие средств в соответствии с настоящим изобретением с требуемой селективностью на жидкий металл в кристаллизаторе, что будет подробнее пояснено ниже.
Поскольку перемещение индукторов происходит вертикально, предпочтительно, учитывая вес в несколько тонн всего подвижного узла, по обе стороны от каждой пары индукторов предусматривают направляющие штанги 13, которые взаимодействуют с проушинами 15, выполненными для этого на верхнем и нижнем концах наружных краев каждого индуктора для обеспечения правильного поступательного перемещения батареи индукторов.
Это вертикальное перемещение обеспечивается механизированными средствами управления, содержащими собственно блок 14 управления, управляющий приведением в действие гидроприводов или, в данном примере, реверсивных электрических двигателей 16, установленных на конце винтовых домкратов 12. Таким образом, осевое вращение червяков 12 обеспечивает вертикальные поступательные перемещения батареи 6 индукторов между верхним функциональным положением, действующим на уровне мениска 9, и нижним функциональным положением, действующим на уровне выходных отверстий стакана 5.
Этот блок 14 соединен с источником 7 электрического питания для активации триггера 8 во время этих перемещений и для обеспечения необходимых инверсий соединений обмоток индукторов на фазах источника электрического питания. Поскольку каждый индуктор создает за счет своей конструкции магнитное поле, скользящее горизонтально на половине ширины только одной из больших сторон 3 кристаллизатора, то в зависимости от его электрического соединения это поле будет направлено либо наружу (от стакана к малой стороне), либо внутрь (от малой стороны к стакану).
Далее со ссылками на фиг. 2-5 следует более полное описание средств, применяемых для реализации изобретения.
Сначала следует дать несколько пояснений по размерам, необходимых для лучшего понимания изобретения. Прежде всего, следует подчеркнуть, что функциональное положение индукторов по высоте кристаллизатора, являющееся подвижным положением в соответствии с настоящим изобретением, имеет пределы хода, которые зависят, разумеется, от размера самих индукторов по высоте и от габаритов компонентов кристаллизатора, находящихся в этом месте, в частности водяной камеры.
Современный кристаллизатор для непрерывного литья стальных слябов имеет длину около 900 мм. Его верхний 21 и нижний 22 водяные кессоны имеют высоту около 200 мм. Таким образом, между ними остается ниша высотой 500 мм. Если индукторы имеют высоту 400 мм, то размер этой ниши является достаточным для их установки и обеспечения их перемещения по высоте на расстояние порядка десятка сантиметров.
Как было установлено, такая амплитуда перемещения является достаточной для реализации изобретения. Вместе с тем, ее вполне можно увеличить на десяток сантиметров вверх, уменьшив на столько же высоту верхнего водяного кессона 21 без ущерба для эффективности охлаждения кристаллизатора. Именно на этом варианте конструкции и построены прилагаемые чертежи. Таким образом, в данном случае ход по высоте составляет около двадцати сантиметров, что отвечает, разумеется, задаче обеспечения большей селективности соответствующих действий перемешивания расплавленного металла, необходимых на уровне мениска или на уровне выходных отверстий стакана.
Чтобы описать эту подвижность геометрически, за точку ориентира уровня условно принимают точку середины высоты активной части индукторов. Этот выбор является произвольным. Разумеется, на индукторе можно выбрать другой ориентир, например его верхний край, что не вносит каких-либо изменений в реализацию изобретения и в его понимание.
Таким образом, когда батарею 6 индукторов поднимают на максимальную высоту до упора в дно верхнего кессона 21, конфигурация перемешивания соответствует верхнему функциональному положению РН. Иначе говоря, точка ориентира, то есть середина активных частей, располагается на отметке по высоте, обозначаемой РН. Хотя эта активная часть индукторов остается смещенной вниз по отношению к уровню мениска 9 там, где требуется действие перемешивания в верхнем функциональном положении РН, это действие, тем не менее, ощущается эффективно в области мениска. Индукторы (на фиг. 2 показаны пунктирной линией) в этом случае соединены с источником электрического питания для создания вращательного движения на поверхности расплавленного металла вокруг оси разливки А. Для этого два индуктора 10а, 10b одной пары 10 создают поле, скользящее в одинаковом направлении (слева направо на фиг. 4), то есть с эффектом равномерного перемешивания по всей ширине соответствующей большой стороны. С другой стороны, направление скольжения поля меняется на противоположное от пары 10 к другой паре 11 на другой большой стороне кристаллизатора.
Когда батарею индукторов опускают на 10 или 15 см вниз, примерно до половины высоты кристаллизатора и даже до упора в нижний кессон 20 (см. фиг. 3а), конфигурация перемешивания соответствует нижнему функциональному положению РВ. В нижнем функциональном положении РВ электромагнитное перемешивание максимально ощущается на уровне выходных отверстий 17 стакана 5 там, где оно и требуется, хотя активная часть индукторов тоже смещена вниз по отношению к этому уровню. В этом случае индукторы соединены с источником 7 электрического питания таким образом, чтобы создавать магнитные поля, скользящие попутно (фиг. 5а) или противоточно (фиг. 5b) струям 18 металла, выходящим из отверстий в направлении малых сторон 4 кристаллизатора. Следует напомнить, что конфигурация попутного скольжения является синонимом ускорения струй (тип EMLA), тогда как конфигурация противоточного скольжения типа EMLS является синонимом «торможения» струй.
На этой стадии необходимо сделать следующие уточнения. Как было уже указано выше, действительно, достаточно переместить индукторы максимум на 10 или 15 см вверх из практически среднего положения на кристаллизаторе, чтобы дифференцировать действие перемешивания на уровне выходных отверстий от действия перемешивания на уровне мениска и наоборот. Опыт показывает, что даже если место, где требуется осуществить действие перемешивания, не находится в центре активной части индукторов, оно оказывается по высоте кристаллизатора если не в самой этой активной части, то, по крайней мере, в непосредственной близости от нее, и это действие здесь оказывается вполне эффективным. Впрочем, в случае необходимости запас мощности, обеспечиваемый источником питания, сможет компенсировать возможное ослабление электромагнитной силы в требуемом месте действия перемешивания на высоте кристаллизатора, связанное с его удалением от активной части индукторов.
С учетом этих уточнений перейдем к дальнейшему описанию. Согласно изобретению во время перехода из нижнего положения РВ в верхнее положение РН или наоборот блок 14 управления действует на триггер 8, чтобы поменять фазовое электрическое соединение двух любых индукторов, имеющих осевую симметрию относительно стакана 5 и расположенных каждый на большой стороне 3 кристаллизатора таким образом, чтобы изменить направление скольжения создаваемого ими магнитного поля на противоположное. Для этого достаточно поменять местами две любые фазы из трех на трехфазном источнике питания или изменить направление тока одной фазы на противоположное в случае двухфазного источника питания.
Таким образом, переход из нижнего положения РВ в верхнее положение РН приводит к перемешиванию, создающему осевое вращательное движение жидкого металла в верхней части кристаллизатора. Переход из верхнего положения РН в нижнее положение РВ оставляет оператору выбор воздействия на струи жидкого металла, выходящие из стакана, линейным магнитным перемешиванием, действие которого может ускорять струи (фиг. 5а) или притормаживать струи (фиг. 5b).
В частности, в примере, показанном на чертежах:
а) переходят из верхнего функционального положения РН с вращательным перемешиванием, показанного на фиг. 4, в котором, следовательно, магнитные поля индукторов 10а и 10b скользят оба слева направо, а находящиеся напротив магнитные поля 11а и 11b скользят оба справа налево (обратная ситуация будет при этом абсолютно эквивалентной), в нижнее положение РВ с линейным перемешиванием, в котором могут быть две ситуации:
- либо, как показано на фиг. 5а - путь (а), направление скольжения магнитного поля индуктора 10а и индуктора 11b (симметричного индуктору 10b относительно оси разливки А) меняется на противоположное, и получают конфигурацию перемешивания типа попутного с поступающими струями 18 металла (режим EMLA),
- либо, как показано на фиг. 5b - путь (b), направление скольжения магнитного поля индуктора 10b и индуктора 11а (симметричного ему относительно оси разливки А) меняется на противоположное, и получают конфигурацию линейного перемешивания типа, противоточного струям 18 (режим EMLS).
б) Наоборот, переходят из нижнего функционального положения РВ с линейным перемешиванием
- соответственно попутному режиму (фиг. 5а) в верхнее положение РН с вращательным перемешиванием (фиг. 4 - путь (а)), меняя направление скольжения магнитного поля, создаваемого только индукторами 10а и 11b, на противоположное;
- или соответственно режиму противотока (фиг. 5b) в это же верхнее положение РН с вращательным перемешиванием (фиг. 4 - путь (b)), меняя направление скольжения магнитного поля, создаваемого только индукторами 10b и 11а, на противоположное.
Разумеется, источник 7 питания позволяет получать силу тока и частоты, регулируемые по заранее выбранным значениям. Соединенный с ним блок 14 управления может управлять этой возможностью таким образом, чтобы менять напряженность прикладываемой силы. Действительно, если в режиме «ускорения» (тип EMLA) предпочтительно, чтобы четыре индуктора действовали на металл с одинаковой силой, то эта конфигурация не всегда желательна для вращательного движения на уровне мениска. Например, может быть предпочтительным, чтобы два индуктора, поле которых скользит навстречу потоку жидкого металла, создавали более значительную магнитную силу, чем другие индукторы.
Разумеется, изобретение не ограничивается примерами, представленными в настоящей заявке, и охватывает многочисленные варианты или эквиваленты при условии соблюдения объема защиты, определенного в прилагаемой формуле изобретения.
Например, описанную систему с индивидуальными приводами можно заменить системой с единым приводом через цепь и зубчатые колеса, установленным на конце винтовых домкратов 12.
Кроме того, можно предусмотреть выполнение обмоток индукторов, в которых головки катушки (то есть электрические части, выступающие из магнитного контура) расположены не вертикально, как обычно, а складываются наружу, по крайней мере, что касается верхних головок катушек. Таким образом, в случае необходимости можно получить небольшой выигрыш в расстоянии конца хода, когда батарея индукторов приходит в положение упора в дно кессона верхней водяной камеры, чтобы занять верхнее рабочее положение.
Кроме того, электрические проводники, образующие обмотки индукторов, могут быть сплошными. Температурный режим индукторов можно в этом случае обеспечивать путем погружения каждой пары индукторов в герметичный кессон, в котором циркулирует охлаждающая жидкость.
С другой стороны, изобретение можно применять, разумеется, как в ходе одной разливки, так и между двумя последовательными сериями разливки.
Изобретение относится к области непрерывной разливки металлов. Технический результат - повышение качества слитка. В способе регулирования режима перемешивания используются индукторы (10a-11b), установленные парами, выполненные с возможностью вертикального скольжения по высоте кристаллизатора. За счет поступательного движения индукторов осуществляют переход от нижнего функционального положения воздействия на поступающие струи металла на уровне выходных отверстий (17) разливочного стакана в верхнее функциональное положение. Разливаемый жидкий металл вращается вокруг оси разливки на уровне мениска (9) жидкого металла в кристаллизаторе и наоборот. Во время перехода из одного положения в другое меняют соединение индукторов на фазах источника (7) электрического питания, чтобы поменять направление скольжения магнитного поля на противоположное только для одного из двух индукторов одной пары, а также для того из двух индукторов другой пары, который является симметричным к нему по отношению к оси разливки. 2 н. и 5 з.п. ф-лы, 5 ил.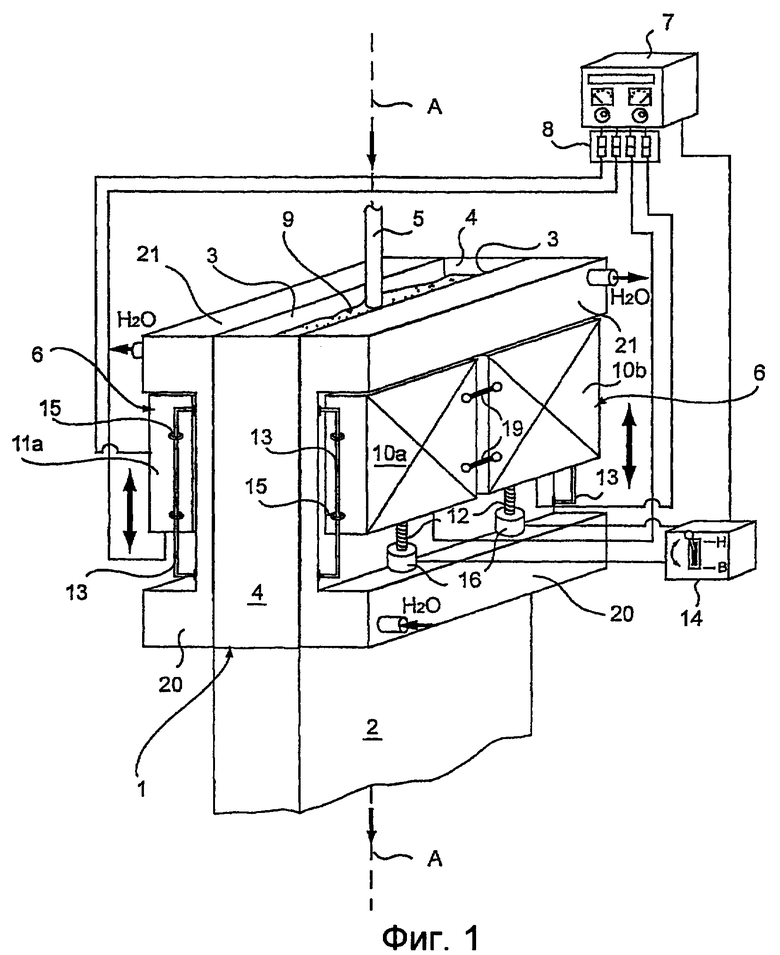
1. Способ регулирования режима электромагнитного перемешивания жидкого металла по высоте кристаллизатора установки непрерывного литья плоских металлических изделий, имеющей погружной стакан с боковыми выходными отверстиями, направленными к малым сторонам кристаллизатора, при этом упомянутый кристаллизатор на каждой из своих больших сторон оборудован парой многофазных линейных индукторов для формирования магнитного поля, скользящего горизонтально вдоль ширины упомянутой большой стороны, причем индукторы расположены по обе стороны от оси разливки, образованной разливочным стаканом, и каждый индуктор соединен с источником электрического питания, который обеспечивает взаимосвязанное управление всеми четырьмя индукторами, отличающийся тем, что индукторы устанавливают с возможностью скольжения вертикально по высоте кристаллизатора, за счет поступательного движения упомянутых индукторов обеспечивают переход от нижнего функционального положения (РВ), которое действует на уровне выходных отверстий разливочного стакана и в котором направление скольжения магнитного поля меняется на противоположное между индукторами одной пары и сохраняется между находящимися друг против друга индукторами двух разных пар, в верхнее функциональное положение (РН), которое действует на уровне мениска жидкого металла в кристаллизаторе и в котором магнитное поле скользит в одинаковом направлении на индукторах одной пары и в противоположном направлении между двумя парами, и наоборот, причем во время перехода из одного функционального положения в другое изменяют соединение индукторов к упомянутому источнику электрического питания, чтобы поменять направление скольжения магнитного поля на противоположное только для одного из двух индукторов одной пары, а также для того из двух индукторов другой пары, который является симметричным к нему по отношению к оси разливки.
2. Способ по п.1, отличающийся тем, что во время перехода из нижнего положения (РВ) в верхнее положение (РН) осуществляют инверсию электрического соединения двух индукторов, расположенных симметрично относительно оси разливки в двух разных парах, таким образом, чтобы создать вращательное движение внутри жидкого металла.
3. Способ по п.1, отличающийся тем, что во время перехода из верхнего положения (РН) в нижнее положение (РВ) осуществляют инверсию электрического соединения двух индукторов, расположенных симметрично относительно оси разливки в двух разных парах, таким образом, чтобы создать эффект перемешивания в середине или в противотоке струям металла, выходящим из отверстий разливочного стакана.
4. Способ по п.3, отличающийся тем, что для создания эффекта противотока струям металла осуществляют инверсию электрического соединения индукторов, магнитное поле которых до этого скользило в направлении от малой стороны кристаллизатора к стакану.
5. Способ по п.3, отличающийся тем, что для создания эффекта противотока струям металла осуществляют инверсию электрического соединения индукторов, магнитное поле которых до этого скользило в направлении от стакана к малой стороне кристаллизатора.
6. Устройство электромагнитного перемешивания жидкого металла по высоте кристаллизатора установки непрерывного литья плоских металлических изделий, содержащее батарею (6) из по меньшей мере четырех линейных индукторов (10а, 10b, 11a, 11b) для формирования скользящего магнитного поля, и многофазный источник (7) электрического питания, соединенный с каждым индуктором, отличающееся тем, что упомянутый источник питания оборудован инвертором (8) тока для по меньшей мере двух из четырех индукторов (10a-11b), причем дополнительно с одной стороны предусмотрены механизированные средства (12, 13, 14, 16) подвижного монтажа упомянутой батареи (6) индукторов на кристаллизаторе, при этом упомянутые средства выполнены с возможностью обеспечения перемещения упомянутой батареи между по меньшей мере двумя функциональными положениями (РН) и (РВ), отстоящими друг от друга по высоте кристаллизатора.
7. Устройство электромагнитного перемешивания по п.6, отличающееся тем, что по меньшей мере верхние головки катушек электрических обмоток индукторов выполнены складывающимися наружу.
| ЕР 0550785 А1, 14.07.1993 | |||
| Устройство для нанесения вязких материалов на поверхность изделий | 1988 |
|
SU1551580A1 |
| ЕР 0750958 A1, 02.01.1997 | |||
| SU 1823272 A1, 20.03.1996. | |||

