Изобретение относится к металлур- пии, конкретнее к непрерывному литью заготовок.
Известна машина для непрерывного итья заготовок, на которой,, с целью
устранения дефектов осевой зоны заготовки, вдоль технологической оси установлено т-фазное электромагнитное устройство, создающее в заготовке бегущее магнитное поле и перемешивающее еще незатвердевшую часть слитка 1.
Недостатком данного изобретения является установка лишь одного индуктора вдоль жидкой лунки заготовки. ля предотвращения роста столбчатых дендритов желательно начать перемешивание жидкой фазы на ранней стадии кристаллизации, ближе к мениску металла. Однако длина устройства электромагнитного перемешивания (ЭМП) мала по сравнению с протяженностью жидкой лунки и после выхода заготовки из зоны ЭМП происходит вторичный рост столбчатой структуры, приводящей к осевой пористости и осевой ликвации. Кроме того, наличие одного перемешивателя не позволяет регулировать интенсивность перемешивания в требуемых пределах.
Наиболее близкой по технической сущности и достигаемому результату является машина для непрерывного литья заготовок, содержащая кристаллизатор, зону вторичного охлаждения,
устройство для вытягивания заготовок и систему электромагнитного перемешивания, состоящую из индукторов, бегущего магнитного поля, расположенных в зоне вторичного охлаждения, при этом индукторы установлены или попарно на одном уровне, или с одной стороны заготовки 2.
Однако установка ЭМП с одной стороны заготовки приводит к неравномерному распределению скоростей потоков жидкого металла, а следовательно, к неравномерной кристаллизации по тол
щине заготовки, установка двух индук- бо замкнутый контур, протяженность которого составляет 5 h.
Увеличение расстояния между центрами индукторов или изменение направления движения полей в индукторах на
торов на одном уровне снижает неравномерность скоростей потока жидкой стали, однако вдвое увеличивает количество дополнительного оборудования и затрат электроэнергии, так как 55 противоположное приводит к образовапрактически не. позволяет снизить мощность каждого из них, отсутствуют параметры для выбора рациональной схемы установки ЭМП и направления
движения магнитных полей в них, которая обеспечивает максимальную протяженность зоны перемешивания при минимальном количестве индукторов и затрат электроэнергии.
Цель изобретения - улучшение качества макроструктуры заготовок и повышение экономичности процесса перемешивания.
Поставленная цель достигается тем, что в машине для непрерывного литья заготовок, содержащей кристаллизатор, зону вторичного охлаждения,
устройство для вытягивания заготовок и систему электромагнитного перемешивания, состояющую из индукторов бегущего магнитного поля расположенных в зоне вторичного охлаждения,
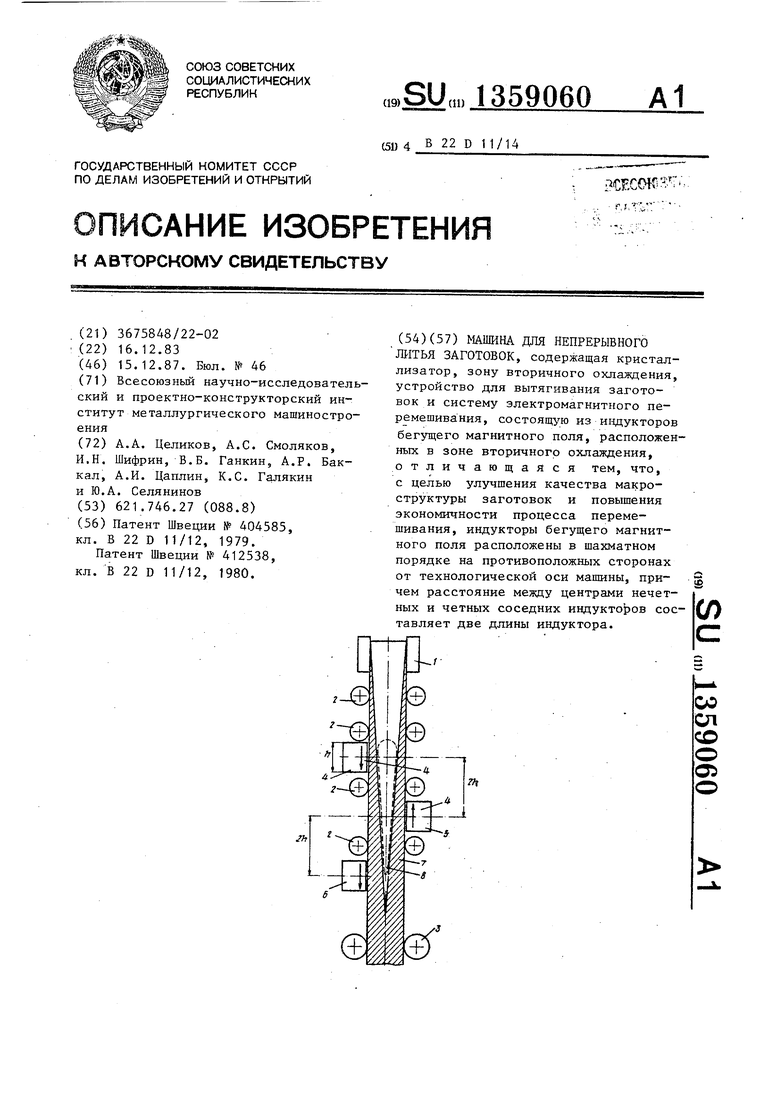
индукторы бегущего магнитного поля расположены в шахматном порядке на противоположных сторонах от технологической оси машины, причем расстояние между центрами нечетных и четных соседних индукторов .составляет две длины индуктора.
На чертеже представлена схема расположения оборудования на машине с указанием направления движения магнитных.полей.
Машина для непрерывного литья заготовок состоит из водоохлаждаемого кристаллизатора 1, поддерживающих роликов 2, тянущих роликов 3 и элек-
тромагнитного перемешивателя, включающего индукторы 4, 5, 6, установленные вдоль граней заготовки 7 с жидкой сердЦевиной 8 в шахматном порядке. Длина индуктора - h, расстояние между центрами соседних индукторов вдоль технологи11еской оси МНЛЗ - 2h.
Магнитные поля в индукторах 4 и 6 движутся в направлении вытягивания
слитка, в индукторе 5 - в противоположном направлении.
Потоки жидкой стали, созданные тремя индукторами, образуют один
нию четырех самостоятельных контуров протяженностью h, каждый. При этом суммарная протяженность зоны перемещения составит 3 h, т.е. потребуется установка дополнительных индукторов для обеспечения требуемой протяженности зоны перемешивания.
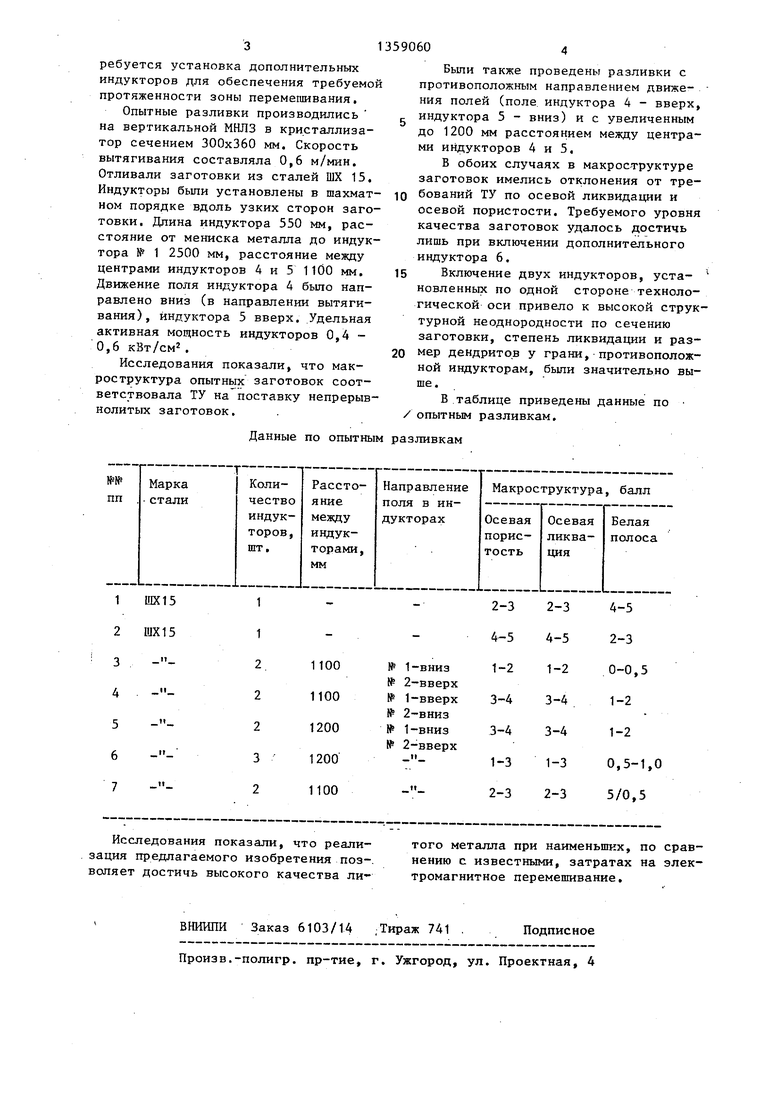
Опытные разливки производились на вертикальной МНЛЗ в кристаллизатор сечением 300x360 мм. Скорость вытягивания составляла 0,6 м/мин. Отливали заготовки из сталей ШХ 15, Индукторы были установлены в шахматном порядке вдоль узких сторон заготовки. Длина индуктора 550 мм, расстояние от мениска металла до индуктора № 1 2500 мм, расстояние между центрами индукторов 4 и 5 1100 мм, Движение поля индуктора А было направлено вниз (в направлении вытягивания), индуктора 5 вверх. Удельная активная мощность индукторов 0,4 - 0,6 кВт/см ,
Исследования показали, что макроструктура опытных заготовок соответствовала ТУ на поставку непрерыв- нолитых заготовок.
Данные по опытным разливкам
Исследования показали, что реализация предлагаемого изобретения поз-, воляет достичь высокого качества лиВНИИПИ Заказ 6103/14 .Тираж 741 . Подписное Произв.-полигр, пр-тие, г, Ужгород, ул. Проектная, 4
Были также проведены разливки с противоположным направлением движе- кия полей (поле индуктора 4 - вверх, индуктора 5 - вниз) и с увеличенным до 1200 мм расстоянием между центрами индукторов 4 и 5,
В обоих случаях в макроструктуре заготовок имелись отклонения от тре- бований ТУ по осевой ликвидахщи и осевой пористости. Требуемого уровня качества заготовок удалось достичь лишь при включении дополнительного индуктора 6,
Включение двух индукторов, уста- новленных по одной стороне технологической оси привело к высокой структурной неоднородности по сечению заготовки, степень ликвидации и раз- мер дандритов у грани, противоположной индукторам, были значительно выше,
В таблице приведены данные по опытным разливкам.
того металла при наименьших, по сравнению с известными, затратах на электромагнитное перемешивание.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья заготовок | 1986 |
|
SU1452650A1 |
| Способ управления непрерывным литьем заготовок | 1986 |
|
SU1364390A1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ ФАЗЫ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ ИНДУКТОРАМИ С БЕГУЩИМ ЭЛЕКТРОМАГНИТНЫМ ПОЛЕМ | 2007 |
|
RU2325970C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ ФАЗЫ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2464123C1 |
| Устройство для автоматического управления тепловым режимом слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1984 |
|
SU1186373A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С ЭЛЕКТРОМАГНИТНЫМ ПЕРЕМЕШИВАНИЕМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2409448C2 |
| Кристаллизатор - электромагнитный перемешиватель металла | 1989 |
|
SU1713725A1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| КРИСТАЛЛИЗАТОР МАШИНЫ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2455106C1 |
| КРИСТАЛЛИЗАТОР - ЭЛЕКТРОМАГНИТНЫЙ ПЕРЕМЕШИВАТЕЛЬ МЕТАЛЛА | 2005 |
|
RU2281185C1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВЬ[Х ПОВЕРХНОСТЕЙ | 0 |
|
SU404585A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| 1971 |
|
SU412538A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
