Изобретение относится к области зуборезных инструментов, а именно к червячным многозаходным фрезам, и может быть использовано при зубофрезеровании зубчатых деталей.
Наиболее близким по технической сущности к заявленному изобретению по совокупности признаков является червячная многозаходная фреза для нарезания зубчатых деталей, содержащая последовательно расположенные по винтовой линии на каждом витке фрезы режущие зубья и стружечные канавки между рядами зубьев фрезы [см. Полохин О.В. Нарезание зубчатых профилей инструментами червячного типа. - М.: Машиностроение, 2007. - 240 с. (С.71, рис.2.5)] и принятая за прототип.
К причине, препятствующей достижению указанного ниже технического результата при использовании известной червячной многозаходной фрезы, принятой за прототип, относится то, что коэффициент равномерности фрезерования, равный отношению угла контакта фрезы с заготовкой к угловому шагу ее стружечных канавок между рядами зубьев [см. Металлорежущие инструменты: Учебник для вузов по специальностям «Технология машиностроения», «Металлорежущие станки и инструменты» / Г.Н.Сахаров, О.Б.Арбузов и др. - М.: Машиностроение, 1989. - 328 с. (с.84, ф.2.26)], может принимать значение меньше единицы. При такой величине коэффициента равномерности фрезерования имеет место большая неравномерность фрезерования: сила резания и ее момент непостоянны и их изменения носят циклический характер с периодом колебаний, равным времени поворота фрезы вокруг своей оси вращения на один угловой шаг стружечных канавок между рядами зубьев. Величина амплитуд этих колебаний значительна, поскольку все режущие зубья ряда, расположенные вдоль стружечной канавки, практически одновременно начинают процесс резания, причем предшествующий ряд зубьев уже не режет, а последующий - еще не режет. Такие колебания силы резания и ее момента вызывают аналогичные колебания в технологической системе станка, из-за которых снижается точность нарезаемых зубчатых деталей [см. Пуш В.Э. Конструирование металлорежущих станков. - М.: Машиностроение, 1977. - 380 с.].
Сущность изобретения направлена на повышение точности нарезаемых зубчатых деталей. Как известно, точность нарезаемых зубчатых деталей зависит от колебаний в технологической системе станка, которые в основном возникают из-за колебаний силы резания и ее момента [см. Пуш В.Э. Конструирование металлорежущих станков. - М.: Машиностроение, 1977. - 380 с.]. Амплитуды колебаний силы резания и ее момента зависят от равномерности фрезерования, которая определяется отношением угла контакта фрезы с заготовкой и углового шага стружечных канавок между рядами зубьев фрезы: увеличение этого отношения приводит к повышению равномерности фрезерования [см. Металлорежущие инструменты: Учебник для вузов по специальностям «Технология машиностроения», «Металлорежущие станки и инструменты» / Г.Н.Сахаров, О.Б.Арбузов и др. - М.: Машиностроение, 1989. - 328 с. (с.219-220)]. Угол контакта червячной фрезы с заготовкой определяется величиной ее наружного диаметра и глубиной фрезерования, которая зависит от высоты зубьев нарезаемых деталей. Для заданных параметров червячной фрезы и нарезаемых зубчатых деталей угол контакта фрезы с заготовкой остается постоянным, т.е. повышение равномерности фрезерования путем увеличения этого фактора невозможно. Повышение равномерности фрезерования при использовании червячных многозаходных фрез путем уменьшения углового шага стружечных канавок между рядами зубьев фрезы нежелательно, так как это приведет к уменьшению углового шага стружечных канавок зубьев на витке и, как следствие, к снижению полного периода ее стойкости из-за уменьшения длины рабочей части зубьев (уменьшается количество возможных переточек фрезы) [см. Металлорежущие инструменты: Учебник для вузов по специальностям «Технология машиностроения», «Металлорежущие станки и инструменты» / Г.Н.Сахаров, О.Б.Арбузов и др. - М.: Машиностроение, 1989. - 328 с. (с.221)].
В связи с вышеизложенным равномерность фрезерования червячной многозаходной фрезой можно повысить только путем уменьшения углового шага стружечных канавок (путем увеличения числа стружечных канавок) между рядами зубьев фрезы при условии, что угловой шаг стружечных канавок зубьев на витке не уменьшится. Одновременное выполнение этих условий возможно за счет того, что угловой шаг стружечных канавок между рядами зубьев кратен величине угла, полученного от деления углового шага стружечных канавок зубьев на витке на число заходов фрезы, а число стружечных канавок между рядами зубьев фрезы равно произведению числа зубьев на витке на число заходов фрезы.
Таким образом, при использовании червячной многозаходной фрезы предлагаемой конструкции по сравнению с многозаходной червячной фрезой, принятой за прототип, одновременно обеспечивается и повышение равномерности фрезерования в несколько раз за счет увеличения числа стружечных канавок между рядами зубьев фрезы и неизменность полного периода ее стойкости (сохраняется количество возможных переточек фрезы) благодаря тому, что угловой шаг стружечных канавок зубьев на витке не уменьшается.
Технический результат - повышение точности нарезаемых зубчатых деталей.
Указанный технический результат при осуществлении изобретения достигается тем, что червячная многозаходная фреза для нарезания зубчатых деталей содержит последовательно расположенные по винтовой линии на каждом витке фрезы режущие зубья и стружечные канавки между рядами зубьев фрезы.
Особенность заключается в том, что угловой шаг стружечных канавок между рядами зубьев кратен величине угла, полученного от деления углового шага стружечных канавок зубьев на витке на число заходов фрезы, а число стружечных канавок между рядами зубьев фрезы равно произведению числа зубьев на витке на число заходов фрезы.
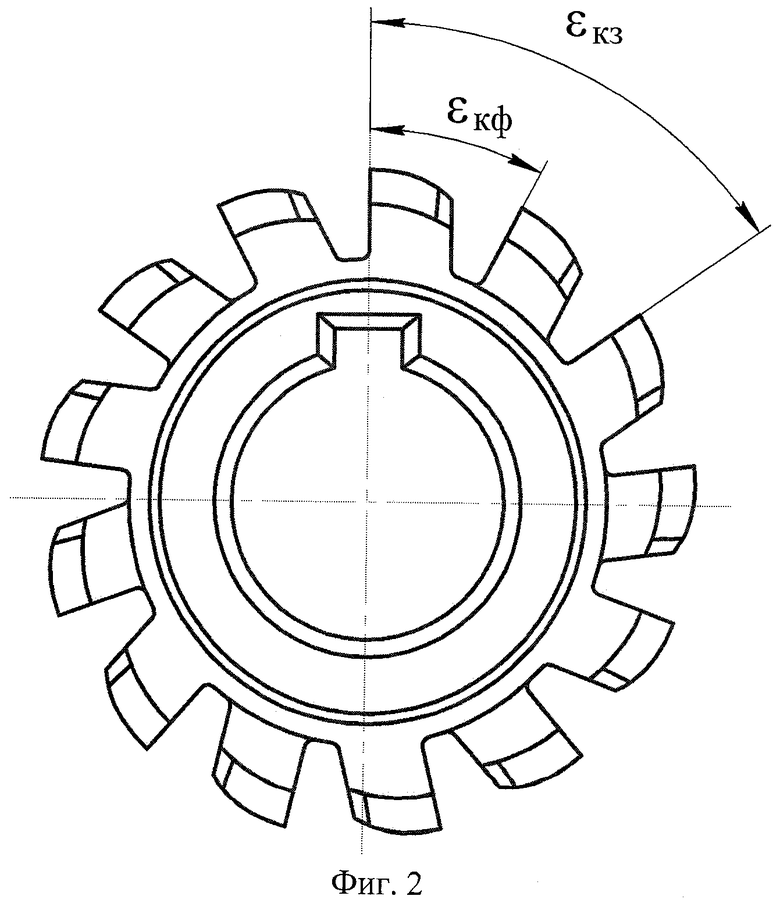
На чертежах представлено: на фиг.1 изображен общий вид предлагаемой червячной многозаходной (в частности двухзаходной) фрезы для нарезания зубчатых деталей; на фиг.2 изображен вид слева на фиг.1 предлагаемой червячной многозаходной (в частности двухзаходной) фрезы для нарезания зубчатых деталей с угловым шагом стружечных канавок между рядами зубьев фрезы εкф и с угловым шагом стружечных канавок зубьев на витке εкз.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, заключаются в следующем.
Червячная многозаходная фреза для нарезания зубчатых деталей (фиг.1, фиг.2), содержит последовательно расположенные по винтовой линии на каждом витке фрезы режущие зубья и стружечные канавки между рядами зубьев фрезы, причем угловой шаг стружечных канавок между рядами зубьев фрезы εкф кратен величине угла, полученного от деления углового шага стружечных канавок зубьев на витке εкз на число заходов фрезы, а число стружечных канавок между рядами зубьев фрезы равно произведению числа зубьев на витке на число заходов фрезы. Угловой шаг стружечных канавок зубьев на витке εкз (в градусах) равен частному от деления 360° на число зубьев на витке. У червячной двухзаходной фрезы, изображенной на фиг.1 и фиг.2, εкф=εкз/2.
Работа червячной многозаходной фрезы для нарезания зубчатых деталей осуществляется следующим образом.
При работе предлагаемой червячной многозаходной фрезы благодаря увеличенному числу стружечных канавок между рядами зубьев фрезы в резании одновременно участвует большее число рядов зубьев по сравнению с многозаходной червячной фрезой, принятой за прототип. Это приводит к повышению равномерности фрезерования, при которой амплитуды колебаний силы резания и ее момента уменьшаются по сравнению с прототипом. Уменьшение амплитуд колебаний силы резания и ее момента приводит к уменьшению амплитуды колебаний в технологической системе станка и, следовательно, к повышению точности нарезаемых зубчатых деталей [см. Пуш В.Э. Конструирование металлорежущих станков. - М.: Машиностроение, 1977. - 380 с.].
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ОДНОЗАХОДНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2444421C1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 2005 |
|
RU2281837C1 |
| МНОГОЗАХОДНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2019 |
|
RU2739050C1 |
| Фреза червячная незатылованная и способ ее изготовления | 1986 |
|
SU1360924A1 |
| Червячная фреза | 1980 |
|
SU933317A1 |
| Многозаходная червячная фреза | 1991 |
|
SU1804976A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗЫ | 2013 |
|
RU2590735C2 |
| Способ нарезания плоских зубчатых колес | 1986 |
|
SU1323264A1 |
Фреза содержит последовательно расположенные по винтовой линии на каждом витке фрезы режущие зубья и стружечные канавки между рядами зубьев фрезы. Для повышения точности нарезаемых зубчатых деталей угловой шаг стружечных канавок между рядами зубьев витков фрезы кратен величине угла, полученного от деления углового шага стружечных канавок зубьев на витке на число заходов фрезы, а число стружечных канавок между рядами зубьев фрезы равно произведению числа зубьев на витке на число заходов фрезы. 2 ил.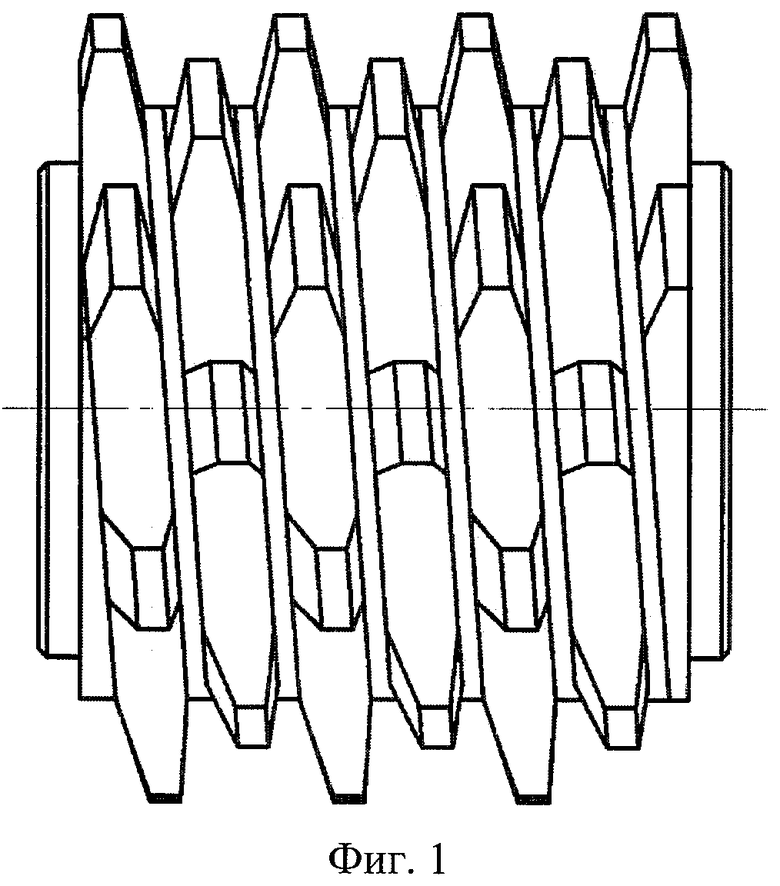
Червячная многозаходная фреза для нарезания зубчатых деталей, содержащая последовательно расположенные по винтовой линии на каждом витке фрезы режущие зубья и стружечные канавки между рядами зубьев фрезы, отличающаяся тем, что угловой шаг стружечных канавок между рядами зубьев витков фрезы кратен величине угла, полученного от деления углового шага стружечных канавок зубьев на витке на число заходов фрезы, а число стружечных канавок между рядами зубьев фрезы равно произведению числа зубьев на витке на число заходов фрезы.
| Справочник инструментальщика./Под ред | |||
| И.А | |||
| Ординарцева | |||
| - Л.: Машиностроение, 1987, с.536, 537, рис.13.21 | |||
| МНОГОЗАХОДНАЯ ЧИСТОВАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 0 |
|
SU195841A1 |
| Многозаходная червячная фреза | 1976 |
|
SU624738A1 |
| Многозаходная червячная фреза | 1981 |
|
SU1004031A2 |
| GB 794912 A, 14.05.1958. | |||

