(54) ЧЕРВЯЧНАЯ ФРЕЗА

| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2396152C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2011 |
|
RU2464134C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2416498C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2080219C1 |
| ЧЕРВЯЧНАЯ ТВЕРДОСПЛАВНАЯ ФРЕЗА | 1997 |
|
RU2120360C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2414335C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2011 |
|
RU2464135C1 |
| ЧЕРВЯЧНАЯ ОДНОЗАХОДНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2444421C1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1999 |
|
RU2152856C1 |
Изобретение относится к области металлообработки, в частности к металлорежущему инструменту для нарезания цилиндрических зубчатых колес.
Известна червячная фреза для наре зания цилиндрических зубчатых колес с лунками вдоль вершинных режущих кромок, у которой лунки постоянной ширины, не превышающей высоту переходной кривой зуба колеса (галтель); расположенные по винтовой линии, совпадающей с винтовой линией стружечных канавок tilНедостатком этой фрезы является неравномерная загрузка зубьев, обусловленная кинематикой процесса зубофрезеро- вания. Это ограничивает возможность повьпиения стойкости фрезы и производительности зубонарезания.
,f:{epaBHOMepHOCTb загрузки вызьшает повьпиенный износ наиболее загруженных зубьев, которыми по сути дела и определяется стойкость фрезы. Кроме того, неравномерность загрузки приводит к неравномерности фрезерования, что из-за
возникающих колебаний снижает качество нарезаемых колес.
Иелью изобретения является повьпиение стойкости фрезы и производительности- зубонарезания.
Поставленная цель достигается тем, что в предложенной червячной фрезе для нарезания цилиндрических зубчатых колес с лунками вдоль вершинных режущих
и кромок лунки вьшолнены переменной ширины по одной или нескольким винтовым линиям, не совпадающим с винтовой линией стружечных канавок, а максимал ная ширина лунок не превышает высоты
,5 переходной кривой зуба колеса (галтель).
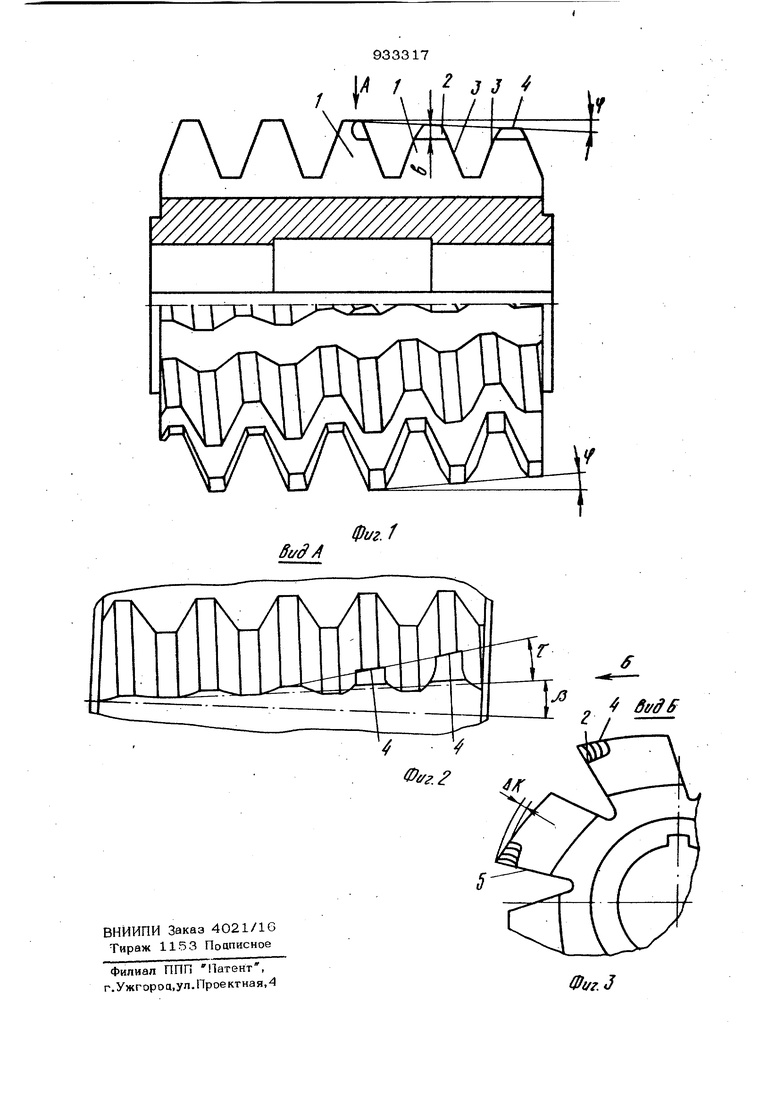
На фиг. 1 изображена описьгоаемая фреза; на фиг. 2 - вид на одну из гребенок фрезы по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2.
20 Фреза содержит зубья 1, на которых выполнены лунки 2 переменной ширины в, что обеспечивает на всех зубьях одинаков- вую величину боковьк режущих кромок 3. Зто необходимо для правильного профилнрования зуба колеса и упрощает получение лунок. Из условия неизменности рабочего (активного) участка профиля зуба нарезаемого колес,а максимальная величина и не должна превьпиать высоту переходной кривой зуба колеса (галтель
Лунки 2 расположены по одной или нескольким винтовым линиям с углом наклона (на фиг. 2 показано расположение по одной винтовой линии), которые не совпадают с винтовой линией стржечных канавок, имеющей угол наклона )) . Конструктивные элементы лунок 2 выбираются, как и в прототипе из оптимальных условий резания верлиинными режущими кромками 4 зубьев 1.
При расположении лунок 2 по одной или нескольким винтовым линиям, не совпадающим с винтовой линией стружвчных канавок, вершинные режущие кромки 4 из-за затылования сместятся относительно вершинных кромок зубьев без лунок на величину лК и будут находиться на одной или нескольких конических поверхностях с углом Ч. Величина угла Т выбирается в зависимости от принятого закона перераспределения нагрузки между зубьями (выравнивание толщин срезаемых слоев, объемов и т.д
Вьшолняются лунки следующим образом.
После заточки фрезы по передней поверхности 5 с заданным углом наклона стружечных канавок шлифовальный круг поднимается и устанавливается на глубину, не превышающую высоту переходной кривой зуба колеса (галтель). Затем заточный станок перестраивается для заточки винтовой канавки с углом наклона , и производится заточка лунок так же, квж обычная заточка по передней поверхности 5.
При нарезании зубчатых колес предлагаемой фрезой первые вступакяцие в резание зубья 1, на вершинные режущие кромки 4 которых по кинематике зубофрезерования в прототипе приходится
наибольшая нагрузка, срезают вершинными кромками 4 в силу расположения юс по конусу с углом f уменьшенные слои металла. Оставшиеся несрёзанными
слои металла удаляются последующими зубьями, вершинные кромки которых по кинематике зубофрезерования в прототипе загружены меньше.
Таким образом, при нарезании зубчатых колес фрезой загрузка зубьев
перераспределяется и выравнивается, что уменьшает износ максимально нагруженных зубьев и позволяет увеличить производительность зубонарезания.
Боковые режущие кромки 3 работают так же как в прототипе, а благодаря смещению по окружности вершинных режущих кромок 4 относительно боковых 3 фрезерование будет более плав-
ным - режущие кромки вступают в работу со смещением по углу поворота. Стружка, срезаемая боковыми 3 и вершинными кромками 4, разделена, что уменьшает ее деформацию, работу резания и увели-
чивает стойкость фрезы.
Формула изобретения
Червячная фреза для нарезания цилиндрических зубчатых колес с лунками вдоль вершинных режущих кромок, отличающаяся тем, что, с целью повышения стойкости фрезы, лунки вьшолнены переменной ширины по одной или нескольким винтовым линиям, не совпадающим с винтовыми линиями стружечных канавок, а максимальная ширина лунок не превьпиает высоту переходной кривой
зуба обрабатьтаемого -колеса.
Источники информации, принятые во внимание при экспертизе
