Изобретение относится к машиностроению и может быть использовано при окончательной обработке цилиндрических и торцовых поверхностей заготовок деталей типа тел вращения из различных металлов и сплавов, а также для формирования заданных физико-механических параметров поверхностного слоя, таких как величина остаточных напряжений, микротвердость, шероховатость, размер зерен и фазовый состав.
Существуют способы пластического поверхностного деформирования цилиндрических поверхностей заготовок по патентам РФ №2355826, US №5826453, US №6622570 и US №2009/0178261. В качестве прототипа выбран патент US №5826453. При использовании данного способа трение упрочняющего элемента по поверхности обрабатываемой заготовки вызывает возникновение тепла в зоне обработки, что в свою очередь приводит к ухудшению физико-механических параметров поверхностного слоя или снижению производительности обработки. Указанный ниже технический результат обосновывает способ решения данной проблемы.
Технический результат состоит в повышении производительности процесса формирования в поверхностном слое обрабатываемой заготовки сжимающих остаточных напряжений, обеспечения заданной микротвердости, шероховатости, размера зерен и фазового состава путем наложения амплитудно- или частотно-модулированных колебаний ультразвуковой частоты на деформирующий элемент сферической формы, установленный на опорных шариках в акустическом концентраторе, и на подаваемую через осевой канал акустического концентратора смазочно-охлаждающую жидкость (СОЖ). Это объясняется увеличением деформационного упрочнения материала поверхностного слоя обрабатываемой заготовки за счет многократного изменения усилия деформирования, снижением трения между индентером, заготовкой и концентратором за счет прерывистого контакта, увеличением объема проходящей через зону обработки СОЖ за счет возникающей в жидкости под воздействием ультразвука кавитации.
Для достижения указанного технического результата в предлагаемом способе обработки к обрабатываемой цилиндрической или торцевой поверхности заготовки подводят и прижимают с некоторым усилием деформирующий элемент сферической формы, который пластически деформирует и упрочняет поверхностный слой заготовки. Использование амплитудно- или частотно-модулированных ультразвуковых колебаний способствует значительному снижению усилий деформирования, необходимых для получения эквивалентных деформаций, снижению контактной температуры и улучшению теплоотвода из зоны обработки из-за вовлечения в кавитационные процессы, возникающие в СОЖ в контактных зонах, паровоздушных пузырьков большего диапазона размеров, позволяя создать сжимающие остаточные напряжения в поверхностном слое, получить высокую микротвердость, уменьшить высоту микронеровностей, размер зерен и сформировать необходимый фазовый состав.
Отличительные признаки предлагаемого способа заключаются в наложении на используемый деформирующий элемент сферической формы и на подаваемую через осевой канал в акустическом концентраторе СОЖ амплитудно- или частотно-модулированных колебаний ультразвуковой частоты. При этом деформирующий элемент, обладающий более высокой твердостью по сравнению с твердостью материала обрабатываемой заготовки, устанавливается вдоль оси заготовки на опорные шарики. Это позволяет формировать заданные физико-механические параметры поверхностного слоя обработанной детали, а также увеличить производительность до 2 раз при сохранении или улучшении требуемых параметров качества поверхностного слоя обработанной детали.
Сведения, подтверждающие возможность осуществления, заключаются в следующем.
Предлагаемый способ иллюстрируется чертежом, на котором представлена схема обработки поверхностным пластическим деформированием. На схеме обозначены:
1 - заготовка;
2 - деформирующий элемент;
3 - опорные шарики;
4 - держатель;
5 - акустический концентратор;
VЗ - скорость вращения заготовки;
VД - скорость вращения деформирующего элемента;
УЗ-колебания - ультразвуковые колебания, модулированные по амплитуде или частоте;
СОЖ - смазочно-охлаждающая жидкость.
Сущность изобретения состоит в том, что обработку цилиндрических или торцовых поверхностей вращающейся со скоростью VЗ заготовки 1 ведут деформирующим элементом 2 сферической формы, имеющим более высокую твердость по сравнению с твердостью обрабатываемого материала и удерживаемым держателем 4 и установленным на опорных шариках 3 в акустическом концентраторе 5, через осевой канал которого в зону обработки подводится СОЖ, при этом деформирующему элементу и СОЖ сообщают амплитудно- или частотно-модулированные колебания ультразвуковой частоты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МАЛОЖЕСТКИХ ЗАГОТОВОК СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2558311C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ТОЧЕНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2012 |
|
RU2503532C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ТОЧЕНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2012 |
|
RU2495741C1 |
| Способ повышения прочности детали с покрытием | 2016 |
|
RU2625619C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464153C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464154C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464155C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2423220C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2293012C2 |
| Способ комбинированной обработки деталей поверхностно-пластическим деформированием с использованием ультразвуковых колебаний | 2022 |
|
RU2794512C1 |
Изобретение относится к машиностроению и может быть использовано при поверхностном пластическом деформировании цилиндрических и торцовых поверхностей. Осуществляют обработку вращающейся заготовки сферическим деформирующим элементом более высокой твердости по сравнению с твердостью материала обрабатываемой заготовки. Сферический деформирующий элемент установлен на опорных шариках в акустическом концентраторе, через осевой канал которого подводят смазочно-охлаждающую жидкость. При этом сообщают деформирующему элементу и смазочно-охлаждающей жидкости амплитудно- или частотно-модулированные колебания ультразвуковой частоты. В результате повышается производительность, снижается усилие деформирования, улучшается теплоотвод из зоны обработки и формируются остаточные напряжения. 1 ил.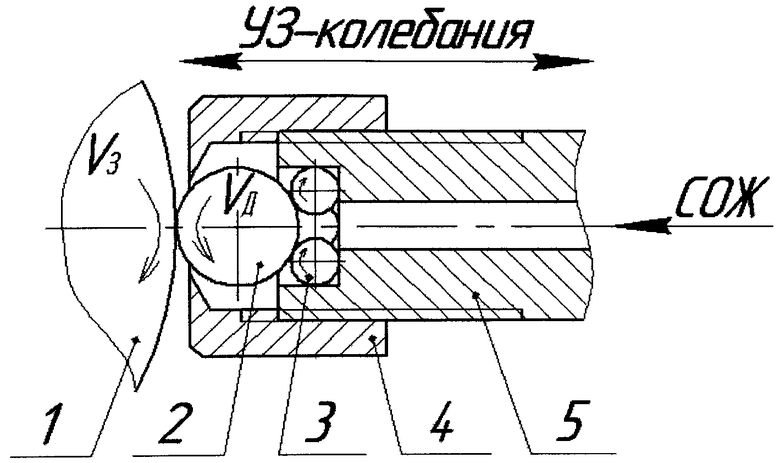
Способ поверхностного пластического деформирования цилиндрических или торцовых поверхностей, отличающийся тем, что осуществляют обработку вращающейся заготовки сферическим деформирующим элементом более высокой твердости по сравнению с твердостью материала обрабатываемой заготовки, установленным на опорных шариках в акустическом концентраторе, через осевой канал которого подводят смазочно-охлаждающую жидкость, при этом сообщают деформирующему элементу и смазочно-охлаждающей жидкости амплитудно- или частотно-модулированные колебания ультразвуковой частоты.
| US 5826453 A, 27.10.1998 | |||
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2423220C1 |
| FR 2871399 A1, 16.12.2005 | |||
| US 2012204390 A1, 16.08.2012 | |||

