Изобретение касается уорочняюще-листовой абра,ботки деталей машин поверхностным пластическим деформированием.
Известны способы ком1бинированной обработки, по которым -впереди деформирующего Инструмента на некотором расстоянии от него располагают режущий инструмент, снимающий стружку определенной величины. Эти способы отражают прогрессивную тенденцию корщентрации операций, однако, не используют всех возможностей повышения точности обработки, вытекающих из физической сущности точения металла при его пластическом дефорМИро.вании.
Целью изобретения является повышение размерной и .геометрической точности о бработки.
С этой целью режущий инструмент располагают в зоне образования волны пластически деформируемого металла на высоте меньщей, чем расстояние от вершины этой волны до обрабатываемой поверхности, и на расстоянии от деформирующего инструмента, ап ределяемом механическими свойствами металла и лараметрами обработки.
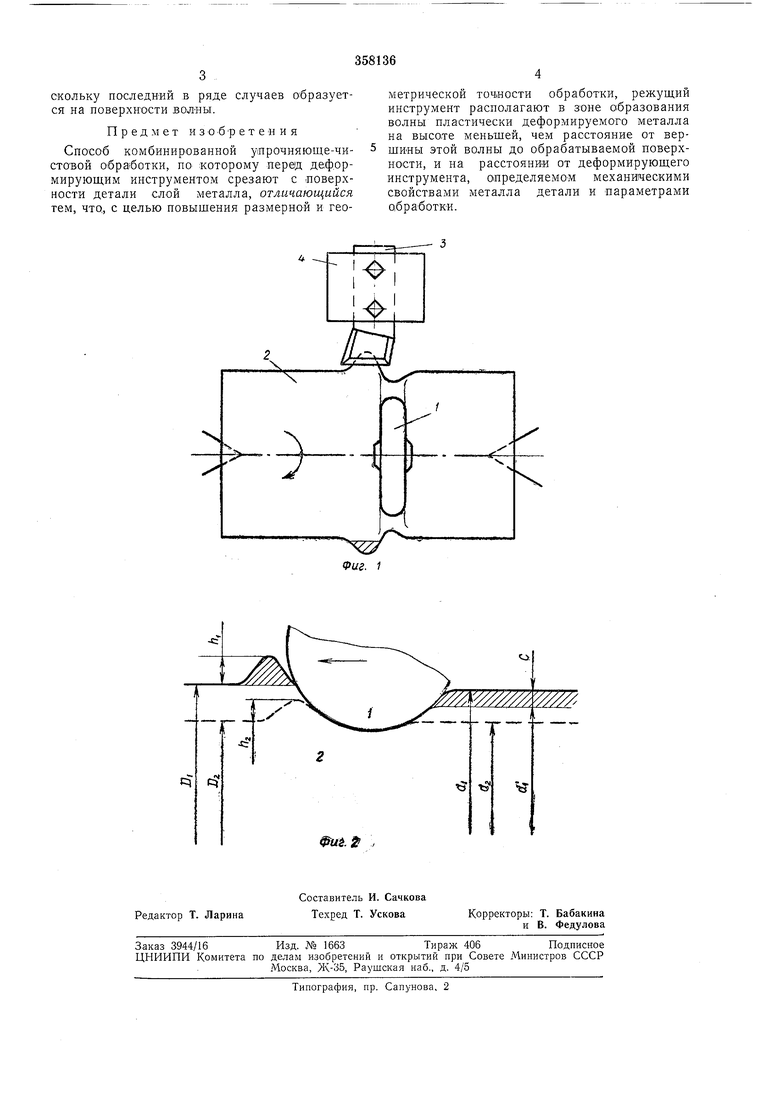
Предлагаемый способ иллюстрируется фиг. 1 и 2.
талей (в пределах ), вызванное предыдущей обработкой, предопределяет различные глубины внедрения деформирующего инструмента -и .вызывает появление р.азличной по величине волны пластически деформируемого металла (соответственно /ii и /12). О.бъем металла, заключенный в во.лне, перемещается в сторону, обратную движению деформирующего инструмента. Это перемещение в совокуппости со свойствами несжимаемости металла обеспечивает то, что диаметры деталей после деформирования практически мало отличаются от исходных диаметров DI и D. Резец 3, закрепленный в державке 4, оодводят к обрабатываемой поверхности и удаляют часть волны пластически деформируемого металла (на фиг. 2 заштрихована). Объем металла, перемещающийся в сторону, обратную движению деформирующего инструмента, уменьшается на величину С. В результате размер детали будет di, а поле рассеивания размеров после о.бработки d i -dz меньше поля , что приводит к увеличению размерной точности обработки.
Аналогично происходит исправление и геометрической точности.
скольку последний в ряде случаев образуется на поверхности волны.
Предмет изобретения
СпоСОб комбинированной упрочняюще-чистовой обработки, по которому перед деф.ормирующим инструментом срезают с поверхности детали слой металла, отличающийся тем, что, с целью повышения размерной и геометрической точности обработки, режущий инструмент располагают в зоне образования волны пластически деформируемого металла на высоте меньшей, чем расстояние от верщи«ы этой волны до обрабатываемой поверхности, и на расстоянии от деформирующего инструмента, определяемом механическими свойствами металла детали и параметрами обработки.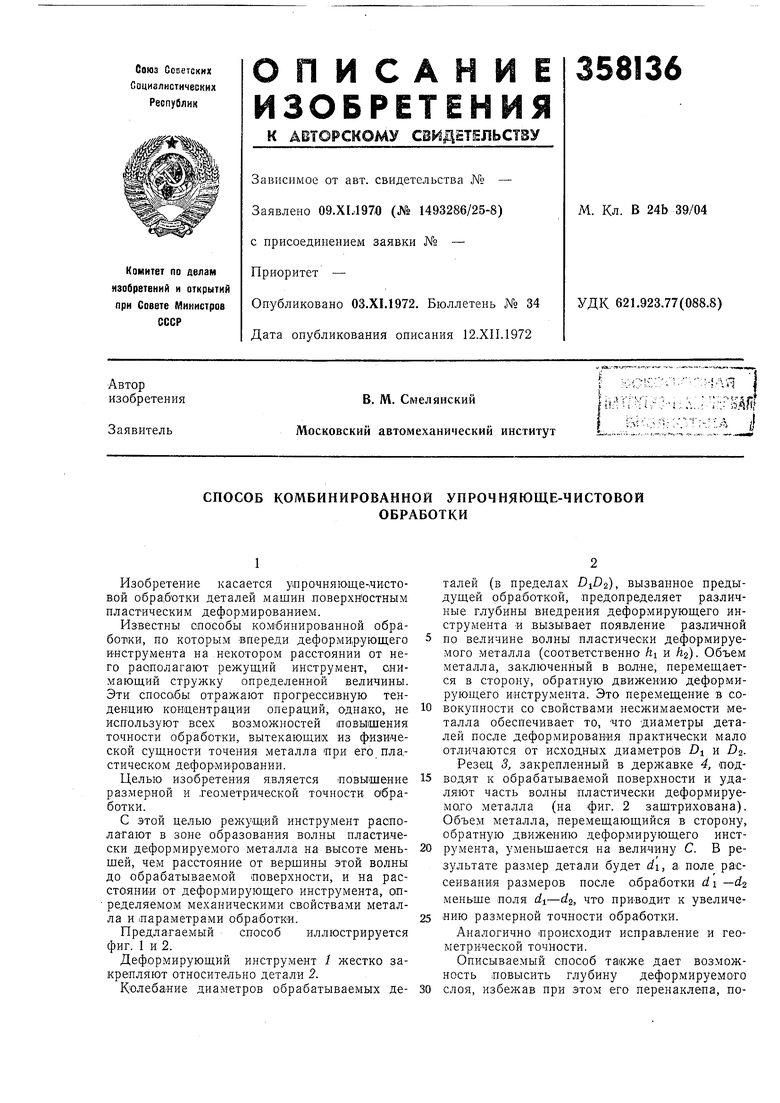
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной упрочняющечистовой обработки | 1977 |
|
SU671925A1 |
| Способ размерно-совмещенного обкатывания | 1985 |
|
SU1286395A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| Способ комбинированной обработки цилиндрических деталей | 1991 |
|
SU1819744A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2017 |
|
RU2643022C1 |
| Способ обработки цилиндрических полых деталей | 1984 |
|
SU1294509A1 |
| СПОСОБ ОБРАБОТКИ ЛИСТА | 2020 |
|
RU2728057C1 |
