Изобретение относится к устройству для внутренней обработки труб, в частности труб хладагента конденсаторов пара и теплообменников, со снабжающим блоком (V) для подвода и дальнейшей передачи материала для обработки, с аппликационным блоком (А) для аппликации подведенного от снабжающего блока материала для обработки, а также с блоком управления для контроля и управления снабжением материала для обработки и выводом материала для обработки на внутренние стенки трубы, причем аппликационный блок (А) имеет направляющий шланг с проведенным в направляющем шланге и с возможностью введения в обрабатываемую трубу аппликационным шлангом, заканчивающимся в форсунке.
Из уровня техники известна возможность снабжать покрытием из полимерного материала конденсаторы пара, которые используются, например, в устройствах для производства электрической энергии, а также и в других областях промышленности, для противодействия появлению коррозий, в частности, также и эрозий. Дно труб и выходящих из них труб хладагента в устройствах для производства электрической энергии подвержены множеству внешних влияний, в частности, механическим, химическим и электрохимическим нагрузкам. Механические нагрузки возникают из-за унесенных хладагентом твердых частиц, например, песка. Кроме того, из-за разницы температур между охлаждающей средой и конденсированным паром, которая может превышать 100°С, возникают термические напряжения, приводящие к механической нагрузке, в частности, на участке развальцовки труб хладагента.
Химические нагрузки образуются вследствие природы охлаждающей среды, например, из ее отягощенности солью, основными или кислыми субстанциями. В частности, можно было бы назвать в данном случае известное действие коррозии морской воды или сильно отягощенной речной воды, используемой с целью охлаждения.
Под электрохимической или гальванической коррозией следует понимать коррозию, возникающую при образовании гальванических элементов на граничных поверхностях металла, в частности, в местах перехода от дна трубы к трубе хладагента, и сильно ускоряющиеся посредством электропроводящих жидкостей, в частности, морской или содержащей соль речной воды. К этому прибавляются нарушения работоспособности конденсаторов пара при осаждении нежелательных веществ, образование водорослей и так далее, которым содействуют, в частности, шероховатости, возникающие из-за появления коррозии. В результате появления коррозии и отложений учащаются в зависимости от продолжительности эксплуатации конденсатора пара и взаимно увеличивают друг друга, так как все больше возникает мест для зацепки коррозии и отложений. Поэтому еще заблаговременно перешли к тому, чтобы снабжать конденсаторы пара покрытием из полимерных материалов, уменьшающих коррозию. В частности, для этого используют покрытия на основе эпоксидных смол.
Сначала преимущественно покрывалось только само дно труб, что, однако, не решало, в частности, проблем, связанных с образованием явлений коррозии и отложений в трубах. Позднее покрывались также впуски и выпуски труб для защиты переходного участка, подверженного наибольшей угрозе. Мероприятия вышеназванного вида известны, например, из публикаций GB-A-1 125157, DE 1939665 U, DE 7702562 U, EP 0236388 А, а также EP 94106304 A.
Однако оказалось, что только в значительной мере полное покрытие может обеспечивать эффективную и долговременную антикоррозийную защиту также и труб хладагента. Однако внутреннее покрытие таких труб хладагента представляет собой большую проблему из-за ее отчасти значительной длины и из-за незначительного диаметра, в частности если учесть, что покрытие должно получаться по возможности более однородным. В то же время должна иметься возможность изготавливать покрытие на месте и по возможности в более короткий период с целью более непродолжительного простоя оборудования. Для большого количества труб хладагента в конденсаторах пара, содержащих несколько тысяч труб, это значит, что способ покрытия должен быть в значительной мере автоматизирован и стандартизирован.
К этому добавляется необходимость освобождения труб хладагента перед покрытием от старого покрывного материала, налипнувших отложений и ржавчины. При обычном способе это происходит посредством проведения пескоструйной обработки абразивным средством проведения пескоструйной обработки, например при; помощи песка, приводимого во вращение через вихревую форсунку. Возникают большие массы загрязненного песка для пескоструйной обработки, необходимость утилизации которых дорогостоящая.
Известно устройство для внутреннего покрытия труб согласно публикации WO 97/19758 А, имеющее прежде названные признаки. Это устройство оказалось, по существу, эффективным, однако может быть усовершенствовано в отношении техники и точности при нанесении покрывного средства. В частности, известное устройство при высокой нагрузке предрасположено к неравномерному выводу аппликационного шланга.
Кроме того, было бы желательно транспортировать покрывное средство с постоянной температурой, находящейся в диапазоне от 20 до 40°С. Такую температуру часто нельзя поддерживать зимой, в закрытых помещениях при более длительном рабочем времени и в южных странах, что приводит к снижению качества при покрытии: покрывающая масса затвердевает слишком медленно или слишком быстро и теряет вследствие этого защитное действие и/или эластичность.
Наконец, было бы желательно изготовить устройство, при помощи которого покрываемые трубы также могли предварительно очищаться и освобождаться от налипаний, а также от более ранних покрытий.
Эта задача решается при помощи устройства прежде названного вида, в котором аппликационный шланг может наматываться одним слоем на приводимый в движение барабан и с возможностью фиксации посредством натяжного ремня на барабане, аппликационный шланг может двигаться вперед и назад по расположенным на перемещающейся каретке направляющим роликам; направляющие ролики имеют привод, синхронизованный с приводом барабана, а перемещающаяся каретка может двигаться параллельно оси барабана в зависимости от положения вывода аппликационного шланга.
Соответствующее изобретению устройство специально рассчитано для быстрого, равномерного и в значительной мере стандартизованного внутреннего покрытия труб хладагента. Однако согласно изобретению имеется возможность очищать трубы и снабжать подготовленные вследствие этого трубы покрытием из полимерного материала, причем при длине труб в несколько метров время покрытия одной трубы может без затруднения составлять одну минуту. Можно также без затруднений покрывать трубы только частично, например, на конечных участках или также наносить несколько слоев из разного материала, например в форме грунтовки, основного слоя и верхнего слоя.
Целесообразно, если аппликационный шланг может выдвигаться и задвигаться через направляющий шланг по всей его общей длине, а вследствие этого, по всей длине покрываемой трубы с заданной скоростью.
Для аппликаций с высоким давлением, в частности, при внутренней очистке труб нагруженной давлением водой шланг должен был иметь нормативное сопротивление до 2500 бар; только для целей покрытия, как правило, достаточно нормативное сопротивление до 500 бар. Так или иначе, достаточная жесткость необходима для обеспечения возможности выдвижения в покрываемую трубу, жесткость, как правило, имеющаяся в рассчитанных на восприятие давления шлангах. Нормативного сопротивления можно достигать, как правило, посредством шлангов с текстильным или металлическим усилением ткани.
Аппликационный шланг, через который чистящее средство, а также покрывное средство вводят в покрываемую трубу, намотан однослойно на барабан устройства и фиксирован на барабане натяжным ремнем. Для наматывания барабан имеет предпочтительно вделанную направляющую шланга в форме канавки или закругленных профилей, надежно вмещающую отдельные витки шланга и предотвращающую перекрывания. Для такой же цели служит и натяжной ремень. Так как подача и продевание аппликационного шланга должны происходить регулируемо и с возможностью контроля, необходима точная намотка. В частности, подача шланга определяется числом оборотов барабана.
Натяжные ремни служат для фиксации витков шланга на барабане в параллельных витках. Предпочтительно речь идет о таких натяжных ремнях, которые подвижно проведены через ролики. В конечных точках натяжные ремни поворачиваются через ролики и направляются назад. Натяжные ремни подвижны и приводятся в движение посредством трения в контакте со шлангом на барабане. Предпочтительно натяжные ремни охватывают барабан, по меньшей мере, на 270°, в частности, по меньшей мере, на 300°.
Аппликационный шланг передвигается вперед и назад по расположенным на перемещающейся каретке и приводимым в движение направляющим роликам. При сматывании с барабана аппликационный шланг проходит через блок привода с множеством расположенных наверху и внизу, а также друг за другом роликов, допускающих точное поступательное движение. Направляющие ролики приводятся в действие посредством отдельного мотора, предпочтительно, серводвигателя, синхронизированного с приводом барабана. Это позволяет аппликационному шлангу точно двигаться вперед и назад и создавать достаточное давление для подачи аппликационного шланга в трубу для хладагента даже до 20 м и больше.
Натяжные ремни и собственный привод направляющих роликов, причем последний согласован с приводом барабана, незаменимы для точного и воспроизводимого способа работы аппликационного шланга.
Целесообразно, если на перемещающейся каретке находится также измерительный ролик для контроля движения, а при необходимости также скорости аппликационного шланга.
Перемещающаяся каретка может передвигаться параллельно оси барабана и перемещается в зависимости от положения вывода аппликационного шланга. Так как аппликационный шланг располагается на барабане в виде параллельных витков, точка отделения от барабана перемещается параллельно оси барабана по всей ширине барабана. Каретку подводят вслед, так что аппликационный шланг после выхода из барабана всегда поступает в привод роликов направляющей каретки почти под прямым углом к оси барабана. Это мероприятие также имеет важное значение для точности осуществления процесса покрытия и для надежности устройства.
Направляющий шланг расположен непосредственно на перемещающейся каретке и, в частности, на отвернутой от барабана стороне привода роликов. Он имеет достаточную длину для перекрытия при определенных обстоятельствах расстояния, равного многим метрам, между устройством и трубой. Аппликационный шланг может иметь длину до 30 м.
Для расчета равномерного покрытия, барабан может снабжаться устройством поддержания постоянной температуры. Оно служит для того, чтобы задавать благоприятную температуру введенному через барабан в аппликационный шланг средству обработки, например покрывному средству, затвердевающей смеси полимерного материала на основе эпоксидной смолы, - стандартную температуру от 20 до 40°С. Если используют устройство для очистки труб, то при низких температурах может потребоваться подогрев для предотвращения промерзания. Предпочтительно поддержание постоянной температуры осуществляют системой горячего или холодного водоснабжения.
Целесообразно, рассчитывать соответствующее изобретению устройство таким образом, чтобы, как очистка трубы, так и покрытие слоем полимерного материала происходили при возвратном ходе движения. Для этого обрабатывающий шланг вводят в обрабатываемую трубу до конца, а соответствующее мероприятие начинают при достижении конца трубы и прекращают при достижении начала трубы. Имеется в виду, что при очистке используют специальные подходящие для очистки форсунки, при покрытии - форсунки, рассчитанные, в частности, как пригодные для покрытия. Такие форсунки, по существу, известны.
Предпочтительно форсунки испускают средство обработки почти под прямым углом к продольному направлению трубы кругообразно. В целом допустимы углы атаки от 60° до 120° к продольному направлению трубы.
Предпочтительно в аппликационном шланге располагается фильтр тонкой очистки, в частности, в непосредственной близости от распылительной форсунки, чтобы избегать засорения форсунки частицами, а также - обратный клапан, прерывающий поток материала без большой задержки для предотвращения последующего течения покрывного материала после окончания аппликации покрывного материала. Обратный клапан или конечный клапан активируют, например, при давлении 10 бар.
На участке снабжающего устройства, во всасывающем штуцере или шланге, предпочтительно находится фильтр грубой очистки, с помощью которого всасываемый из накопительного сборника покрывной материал подают освобожденным от грубых частиц. Подающим насосом предпочтительно является зависимый от противодействия поршневой насос, обеспечивающий подачу материала до тех пор, пока выделяется распыляемый материал. При помощи поршневого насоса одновременно создают необходимое для эксплуатации устройства аппликационное давление.
В ходе дальнейшего транспортирования материала от подающего насоса к распылительной форсунке предпочтительно находится обратный клапан вместе с устройством со сдвоенными переключающимися фильтрами для дальнейшей фильтрации покрывного материала. В нем параллельно включены два фильтровальных устройства и снабжены устройством контроля разницы давления, которые могут служить в качестве индикатора загрязнения. Контроль разницы давления происходит через блок управления, предпочтительно сообщающий также величины и контролирующий посредством измерительного элемента поток материала и регулирующий включение фильтров. Поток материала может обеспечиваться вследствие этого в течение продолжительного времени, а засорение фильтров обнаруживают и сообщают о нем настолько заблаговременно, что процесс покрытия может последовательно завершаться и его не нужно прекращать преждевременно.
Два распределительных клапана с защитой от перегрузки 200 бар обеспечивают последовательный поток материала.
От снабжающего блока с блоками фильтра и измерительным элементом снабжение материалом проходит через рассчитанный на восприятие давления шланг непосредственно к аппликационному блоку, в котором находится аппликационный шланг, намотанный на барабане. Барабан может приводиться в движение посредством электродвигателя, опять же регулируемого блоком управления. В зависимости от стадии эксплуатации аппликационный шланг сматывают с барабана или наматывают на барабан, причем он входит в направляющий шланг только после прохождения роликов привода на перемещающейся каретке.
В качестве третьего блока соответствующее изобретению устройство снабжается блоком управления, при помощи которого, в частности, контролируют, управляют и отображают всасываемую /выделяемую массу и давление. Блок управления обеспечивает работоспособность устройства и идеальную эксплуатацию. Кроме того, его можно программировать относительно длины подачи, скорости подачи и обратной скорости движения аппликационного шланга и, кроме того, относительно скорости распыления и выделяемой массы. В частности, возможность программирования длины подачи аппликационного шланга и его обратной скорости движения в комбинации с выделением средства обработки позволяет быстро и надежно обрабатывать большое количество труб для хладагента стандартизованным способом. В качестве средств обработки принимается, в частности, в расчет вода или другая жидкая чистящая среда для очистки труб, а также затвердевающий полимерный материал для покрытия труб.
Соответствующее изобретению устройство предпочтительно выполнено с возможностью передвижения, так что его можно просто передвигать в месте использования и устанавливать. При этом целесообразно объединять блок управления и снабжающий блок в один перемещающийся блок, соединенный через рассчитанный на восприятие давления снабжающий шланг с аппликационным блоком, а при необходимости с кабельной линией для ручного управления. При этом снабжающий шланг между блоком управления/снабжающим блоком и аппликационным блоком может иметь любую длину. Это дает возможность эксплуатировать относительно чувствительный блок управления/снабжающий блок на большем удалении от аппликационного блока, что может быть целесообразно из-за нехватки места, а также для продления срока эксплуатации чувствительных элементов устройства.
Как изображено на чертежах, управление соответствующим изобретению устройством происходит через блок управления. Начало и завершение отдельных этапов обработки, то есть вывод аппликационного шланга и позиционирование форсунки, возвратное движение аппликационного шланга в ходе эксплуатации с распылением либо находящейся под давлением воды, либо покрывного средства, а также прекращение обработки - производятся при помощи ручного управления.
Кроме того, целесообразно снабжать устройство аварийным отключением, позволяющим пользователю завершать все процессы через кнопку аварийного отключения. Кроме того, имеет смысл предусматривать принудительное отключение, которое становится эффективным при снижении или превышении предусмотренной выводимой массы, установленного давления или при отклонении от запрограммированной скорости движения. При очистке трубы под высоким давлением водой в диапазоне примерно в 2000 бар простой форсунки более одной - до двух минут приводит к рассечению трубы в месте остановки.
Соответствующее изобретению устройство находит, в частности, применение при очистке и/или покрытии внутренних стенок труб хладагента и промышленных магистральных труб. При этом без проблем могут обслуживаться также трубы с маленьким диаметром, с диаметром почти 10 мм или меньше. При применении для внутренней очистки используют воду с давлением от 1500 до 2500 бар, в частности, в качестве чистящей среды, через кольцеобразно испускающую в стороны струю, форсунку, причем угол составляет от 60° до 120° к продольному направлению трубы, предпочтительно, однако если струя испускается под прямым углом. В заключение или альтернативно подобное устройство можно использовать для внутреннего покрытия труб затвердевающим полимерным материалом. Имеется в виду, что для процесса очистки, с одной стороны, и для процесса покрытия, с другой стороны, в каждом случае используют соответственно подходящие форсунки, по существу, известные. В способе покрытия покрывное средство распыляют в общем при максимальном давлении 250 бар.
Далее приводится более подробное разъяснение изобретения со ссылкой на прилагаемые чертежи. На чертежах показаны:
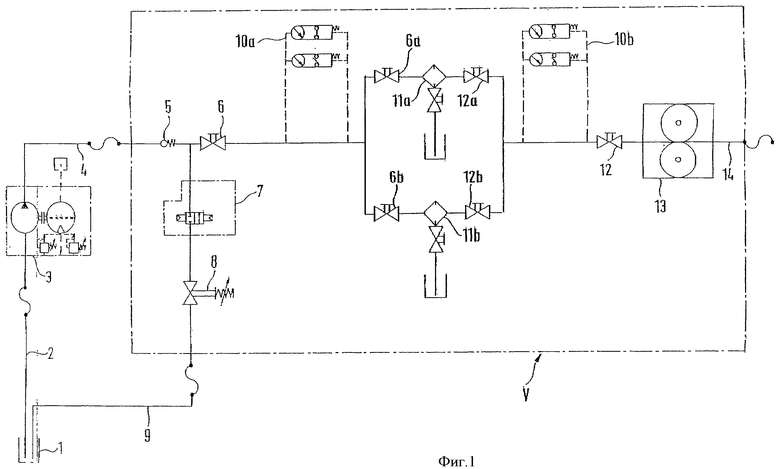
Фиг.1. Блок-схема снабжающего блока для подачи материала.
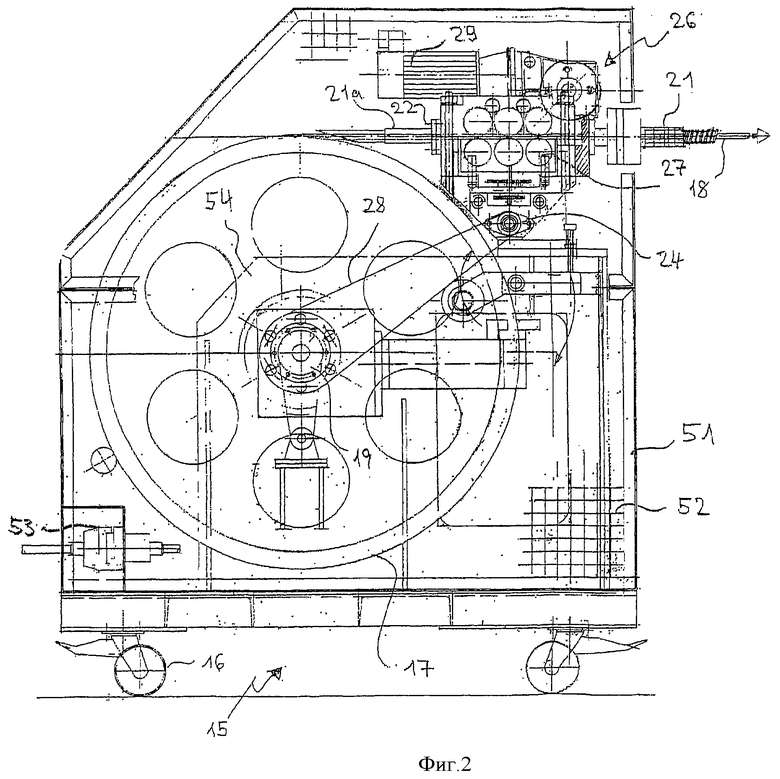
Фиг.2. Аппликационный блок, вид сбоку.
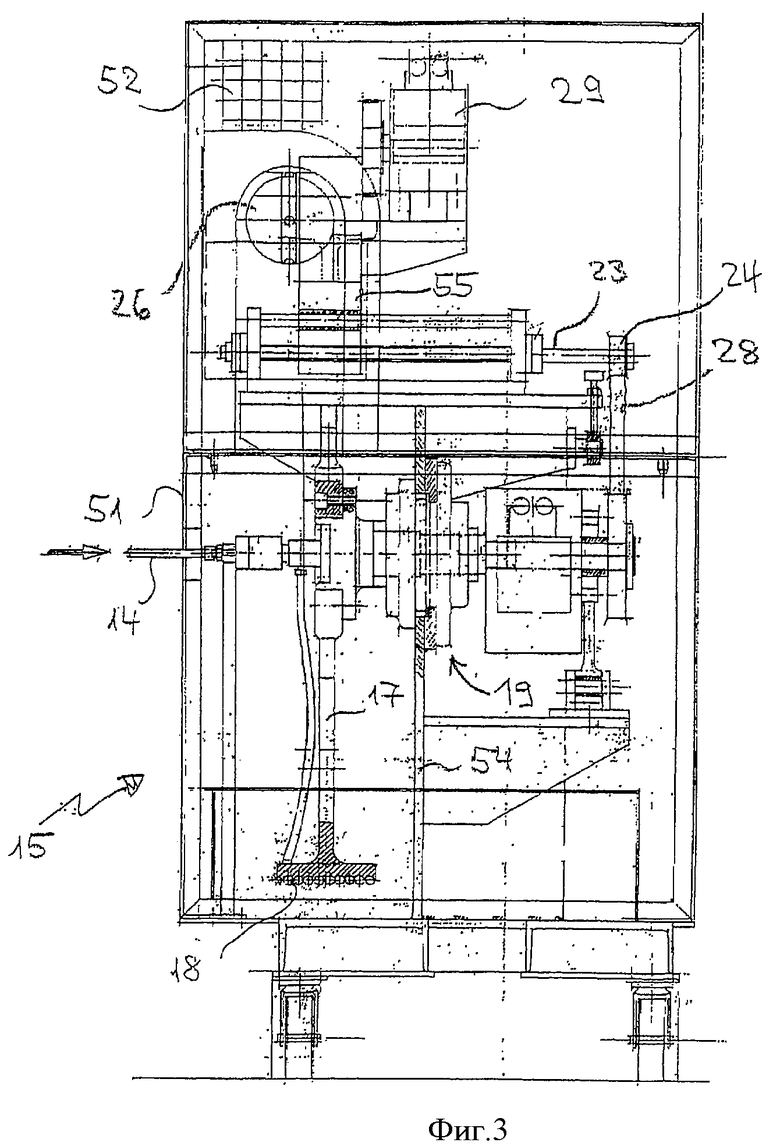
Фиг.3. Аппликационный блок, фронтальный вид.
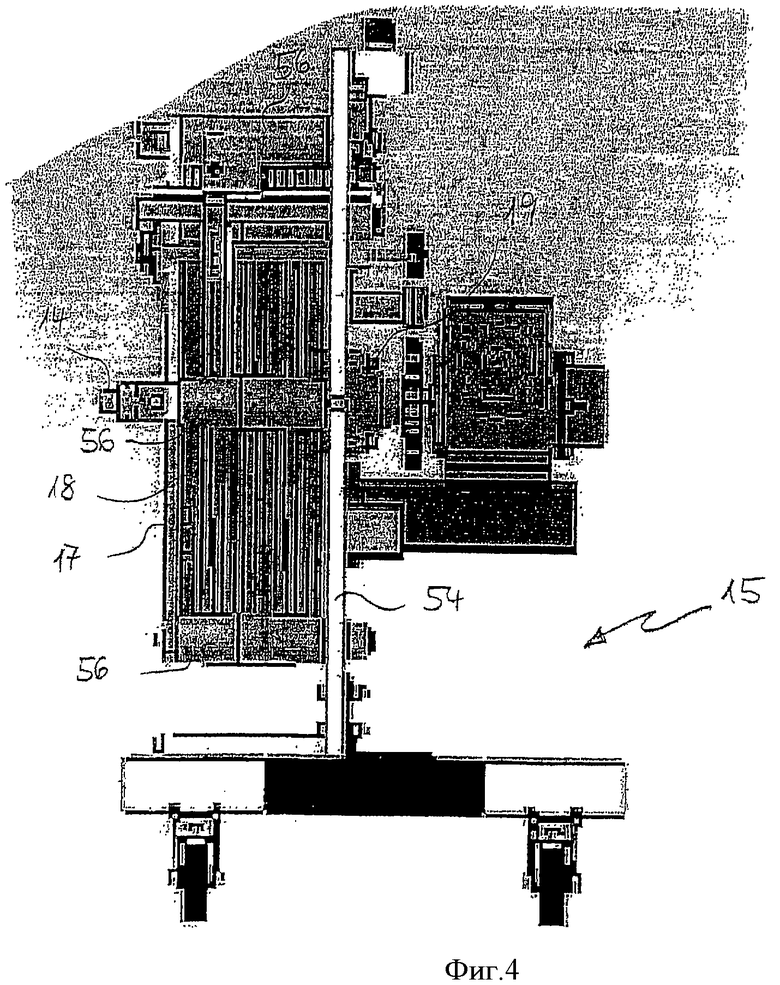
Фиг.4. Фиксация роликами натяжных ремней.
На фиг.1 показаны снабжающий блок со всасывающим шлангом 2, всасывающим из емкости-сборника 1 подаваемый покрывной материал посредством насоса 3. Шланг 2 не должен быть устойчив к давлению и имеет, например, диаметр 19 мм.
Насос 3 представляет собой приводимый в движение сжатым воздухом поршневой насос двойного действия, при помощи которого материал может, как всасываться, так и подаваться под давлением. Насос работает в зависимости от противодействия самостоятельно, то есть подача материала происходит только тогда, когда распыляемый материал выделяется или забирается, в частности, в начале процесса покрытия. Например, производительности насоса 27 л / мин при 0 бар достаточно, чтобы легко достигать давления до 500 бар.
От поршневого насоса транспортируемый материал подводят по рассчитанному на восприятие давления трубопроводу 4, например, диаметром 10 мм, через обратный клапан 5 и шаровой кран 6 к блоку 11а/11b сдвоенного фильтра. Между обратным клапаном 5 и шаровым краном 6 находится обратный трубопровод 9, который через пневматический шаровой кран 7 и узел 8 регулирования обратного давления с регулятором давления подходит назад в сборник материала.
Блок 11a/11b сдвоенного фильтра окружен двумя датчиками 10а/101b давления, обеспечивающими контроль разницы давлений через центральный блок управления. Контроль разницы давлений обычно приводят в качестве индикации загрязнения фильтров, так что при загрязнении одного фильтра можно своевременно переключиться на другой, а также заблаговременно принять меры для последовательного окончания процесса покрытия. Незатруднительная замена блоков фильтра возможна посредством приведения в действие шаровых кранов 6а/12а и 6b/12b. Стандартный измерительный элемент 13, например шестеренчатый измерительный элемент или ультразвуковой измерительный элемент, позволяет осуществлять надежный контроль и давать изображение потока материала в центральном блоке управления, который посредством оценки измерений разницы давлений, измерительных величин измерительного элемента и производительности насоса 3 получает данные, необходимые для управления процессом покрытия.
От измерительного элемента 13 транспортируемый материал попадает по трубопроводу 14 к аппликационному блоку А, согласно фигуре 2 и 3.
Аппликационный блок А расположен на снабженном роликами 16 основании 15, имеющем установленный на нем барабан 17. Барабан 17 принимает аппликационный шланг 18, который может наматываться и сматываться с помощью мотора 19. Снабжение материалом происходит через подающий штуцер 20, к которому присоединен шланг 14 снабжающего устройства V. От подающего штуцера 20 материал попадает через вращающееся соединение в аппликационный шланг 18, а оттуда дальше - к аппликационной форсунке (не показана).
Основание 15, выполненное с возможностью перемещения, имеет раму 51, которая, при необходимости, зашищена решеткой 52 из волнистой проволоки. Снабжение силовой электроэнергией обозначено под ссылочным номером 53. Барабан 17 установлен на фиксирующем элементе 54.
Аппликационный шланг 18 проведен от барабана 17 через направляющий шланг 21а. Направляющий шланг 21а находится на насадке 22 в верхнем участке барабана 17, который перемещается посредством подвижной каретки 55 в фиксированном направляющем устройстве 23, так что он при наматывании и сматывании аппликационного шланга 18 может следовать за витками аппликационного шланга 18 на барабане 17 в горизонтальном направлении. Привод 24 подвижной каретки соединен с двигателем 19 и, в частности, через зубчатый ремень 28, так что перемещающаяся каретка 25 с насадкой 22 направляющего шланга 22 могут перемещаться синхронно с процессом сматывания и наматывания. Процесс сматывания или наматывания может оканчиваться посредством конечных выключателей, находящихся на концах направляющего устройства 23.
Аппликационный шланг 18 проведен от барабана в направляющий шланг 21а. Направляющий шланг 21 секционирован, в секции находится блок 26 привода для аппликационного шланга 18, имеющего в целом шесть ведущих и приводных роликов 27. Блок 26 привода может перемещаться на перемещающейся каретке 55 и следует за витками аппликационного шланга 18 на барабане 17. Привод 24 направляющей каретки 55 происходит через зубчатый ремень 28, приводимый в движение двигателем 19 барабана и вследствие этого обеспечивающий синхронное движение направляющей каретки через трапецеидальную винтовую ось. Ролики 27 привода аппликационного шланга перемещаются при помощи соединенного с двигателем 19 барабана серводвигателя 29, так что также и здесь обеспечено синхронное поступательное движение аппликационного шланга для сматывания с барабана 17. Максимальная скорость поступательного и возвратного движения достигает до 4,5 м/сек.
Аппликационный шланг 18 имеет на своем конце форсунку, с помощью которой, с одной стороны, можно наносить покрывное средство на внутреннюю сторону очищенной трубы, однако, с другой стороны, можно также подавать внутрь трубы высокое давление, если в аппликационный блок А подведено чистящее средство. При этом, по существу, речь идет о воде, наносимой с высоким давлением до 2500 бар, на внутренние стенки трубы.
Барабан 17 может быть оснащен системой горячего или холодного водоснабжения для нагревания или охлаждения покрывного средства до эффективной для аппликации температуры на его пути по шлангу. Однако устройство аппликации может иметь с этой целью отдельный нагревательный или охлаждающий змеевик, присоединенный к барабану.
На фиг.4 показан аппликационный блок А с основанием 15, кронштейном 54 для барабана 17 и двигателем 19, намотанным на барабан 17 аппликационным шлангом 18 и тремя роликами 56, представляющими собой фиксатор для натяжных ремней.
Целесообразно, если натяжные ремни охватывают барабан 17 более чем на 270° по окружности, причем часть барабана, освобождающая аппликационный шланг 18 блоку привода 26 для аппликационного шланга 18, остается открытой. По меньшей мере, один из роликов 56 для натяжного ремня расположен подвижно, так что проведенные вокруг роликов натяжные ремни могут подтягиваться.
Ролики 56 распределяются равномерно по окружности барабана, предпочтительно, на дистанции в 90° по окружности. Над ними и вокруг проведена лента из эластичного материала, например из резины или полимерного материала, плотно прилегающая между фиксирующими роликами 56 к намотанному направляющему шлангу 18 и фиксирующая его на барабане во врезанных в барабан направляющих канавках. Натяжной или в данном случае натяжные ремни перемещаются по движущимся роликам и вращаются с барабаном 17 шланга, как только он приходит в движение. Приводную энергию выдает барабан. Аппликационный шланг при правильно натянутых натяжных ремнях не имеет никакой возможности отклоняться и всегда правильно установлен в расположенных на барабане направляющих канавках. Натяжные ремни важны для точного и безупречного сматывания и наматывания направляющего шланга.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ПРОМЫВКИ ОРЕБРЕННОЙ ПОВЕРХНОСТИ ТЕПЛООБМЕННЫХ ТРУБ АППАРАТОВ ВОЗДУШНОГО ОХЛАЖДЕНИЯ | 2022 |
|
RU2791788C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТИ | 2003 |
|
RU2325957C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ | 1995 |
|
RU2163516C2 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ТРУБЫ | 2016 |
|
RU2705948C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ВЕРТИКАЛЬНЫЕ ТЕЛА | 2023 |
|
RU2815002C1 |
| Устройство для сбора мусора с проезжей части улично-дорожной сети населённых пунктов | 2021 |
|
RU2757688C1 |
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СТИРКИ КОВРОВЫХ ИЗДЕЛИЙ И СТОЛ ДЛЯ РАЗМЕЩЕНИЯ КОВРОВОГО ИЗДЕЛИЯ | 2018 |
|
RU2681681C1 |
| Устройство для резки поликлиновых ремней | 1976 |
|
SU599988A1 |
| СТАНОК ДЛЯ МОНТАЖА И ЗАТОЧКИ ПИЛЬЧАТОЙ ГАРНИТУРЫ БАРАБАНОВ И ВАЛИКОВ ЧЕСАЛЬНОЙ МАШИНЫ | 1990 |
|
RU2026426C1 |
| Система наружной промывки аппарата воздушного охлаждения газа | 2016 |
|
RU2656801C1 |
Изобретение относится к устройству для внутренней обработки труб, в частности труб хладагента конденсаторов пара и теплообменников, со снабжающим блоком для подвода и дальнейшей передачи материала для обработки, с аппликационным блоком для аппликации подведенного от снабжающего блока материала для обработки, а также с блоком управления для контроля и управления снабжением материала для обработки и выводом материала для обработки на внутренние стенки трубы. Аппликационный блок имеет направляющий шланг с проведенным в направляющем шланге и с возможностью введения в обрабатываемую трубу аппликационным шлангом, заканчивающимся в форсунке. Аппликационный шланг может наматываться одним слоем на приводимый в движение барабан и с возможностью фиксации посредством натяжных ремней на барабане, а также имеет возможность движения вперед и назад по расположенным на перемещающейся каретке направляющим роликам; направляющие ролики имеют привод, синхронизованный с приводом барабана, а перемещающаяся каретка может двигаться параллельно оси барабана в зависимости от положения вывода аппликационного шланга. 2 н. и 15 з.п. ф-лы, 4 ил.
1. Устройство для внутренней обработки труб, в частности труб хладагента конденсаторов пара и теплообменников, со снабжающим блоком (V) для подвода и дальнейшей передачи материала для обработки, с аппликационным блоком (А) для аппликации подведенного от снабжающего блока материала для обработки, а также с блоком управления для контроля и управления снабжением материала для обработки и выводом материала для обработки на внутренние стенки трубы, причем аппликационный блок (А) имеет направляющий шланг (21) с проведенным в направляющем шланге и с возможностью введения в обрабатываемую трубу аппликационным шлангом (18), заканчивающимся в форсунке, отличающееся тем, что аппликационный шланг (18) может наматываться одним слоем на приводимый в движение барабан (17) и с возможностью фиксации посредством натяжных ремней на барабане (17), аппликационный шланг имеет возможность движения вперед и назад по расположенным на перемещающейся каретке (55) направляющим роликам (27); направляющие ролики (27) имеют привод (19), синхронизованный с приводом (19) барабана (17), а перемещающаяся каретка (55) может двигаться параллельно оси барабана в зависимости от положения вывода аппликационного шланга (18).
2. Устройство по п.1, отличающееся тем, что барабан (17) рассчитан с возможностью поддержания стандартной температуры.
3. Устройство по п.2, отличающееся тем, что барабан (17) оснащен системой горячего или холодного водоснабжения.
4. Устройство по любому из пп.1-3, отличающееся тем, что барабан (17) имеет направляющую для аппликационного шланга (18).
5. Устройство по п.1, отличающееся тем, что натяжные ремни подвижно проведены через ролики (56).
6. Устройство по п.5, отличающееся тем, что натяжные ремни могут передвигаться через трение аппликационного шланга (18) с вращающимся барабаном (17).
7. Устройство по п.6, отличающееся тем, что натяжные ремни перекрывают более 270° окружности барабана.
8. Устройство по п.4, отличающееся тем, что аппликационный шланг (18) является шлангом высокого давления с нормативным сопротивлением до 2500 бар.
9. Устройство по п.4, отличающееся тем, что аппликационный шланг (18) может контролируемо выдвигаться и задвигаться по всей длине покрываемой трубы.
10. Устройство по п.4, отличающееся тем, что аппликационный шланг (18) имеет форсунку для покрывающего материала, рассчитанную для аппликации во время обратного движения, причем угол атаки к продольному направлению обрабатываемой трубы составляет от 60° до 120°.
11. Устройство по п.1, отличающееся тем, что снабжающий блок (V) имеет оснащенный фильтром грубой очистки всасывающий шланг (2), соединенный с работающим в зависимости от противодействия подающим насосом (3).
12. Устройство по п.1, отличающееся обратным клапаном (5) и блоком (11a/11b) сдвоенного фильтра на участке подачи материала в аппликационный блок (A).
13. Устройство по п.1, отличающееся тем, что блок управления выполнен с возможностью контроля и регулирования всасываемой выдаваемой массы средства обработки, а также эксплуатационного давления.
14. Устройство по п.13, отличающееся тем, что блок управления можно программировать в отношении длины подачи, скорости подачи и/или скорости возвратного движения обрабатывающего шланга.
15. Применение устройства по любому из пп.1-14 для очистки и/или покрытия внутренних стенок труб для хладагента и промышленных магистральных труб.
16. Применение по п.15 для внутренней очистки труб водой в качестве чистящей среды с давлением от 1500 до 2500 бар.
17. Применение по п.15 для внутреннего покрытия труб затвердевающим полимерным материалом.
| WO 9719758 А1, 05.06.1997 | |||
| DE 4211146 А1, 07.10.1993 | |||
| JP 5015832 А, 26.01.1993 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ РАССТОЯНИЯ МЕЖДУ ТОЧКАМИ ОТРАЖАЮЩЕЙ ПОВЕРХНОСТИ | 2000 |
|
RU2178186C1 |
| US 4368219 А, 11.01.1983 | |||
| Устройство для нанесения покрытий на внутреннюю поверхность труб | 1982 |
|
SU1069867A1 |
| Устройство для намотки и хранения шлангов | 1985 |
|
SU1289786A1 |

