Изобретение относится к способу нанесения покрытий на поверхности и к устройству для нанесения покрытий, в частности к способу для бесконтактного нанесения покрытий на поверхности и к устройству для бесконтактного нанесения покрытий на поверхности.
Известно множество бесконтактных способов для покрытия поверхностей пластиками или лаками. Способы распыления, орошения, экструзии, полива или окунания или нанесения покрытия с помощью щелевых головок относятся к способам, используемым для этой цели. Однако все эти способы являются относительно неподходящими или, по меньшей мере, слишком сложными из-за очень точного дозирования материала покрытия. В частности, способы нанесения покрытия этого типа являются также неподходящими или, по меньшей мере, лишь ограниченно подходящими для избирательного покрытия выбранных зон поверхности. С другой стороны, избирательное покрытие выбранных зон можно обеспечивать, например, посредством последовательного формирования рисунков, например формирования рисунков фоторезистов с помощью засвечивания и проявления. Эти фоторезисты наносятся на подложки обычно с помощью способа центрифугирования с образованием особенно тонких и гомогенных покрытий фоторезиста. Однако последующее формирование рисунков требует дополнительных рабочих операций.
Кроме того, в печатной промышленности раскрыты способы для последовательного формирования печатных форм, например фотополимерных пластин для флексографии или печатных пластин для офсетной печати, в которых печатаемое изображение создают на подложке, которая покрыта по всей поверхности, посредством записи или выборочного экспонирования с помощью маски. Однако эти способы являются очень сложными и дорогостоящими, и поэтому затраты средств и труда окупаются лишь для больших тиражей печати.
Поэтому в основу изобретения положена задача создания способа и устройства, которые обеспечивают очень точное дозирование материала покрытия, с одной стороны, и возможность избирательного покрытия выбранных зон или точного формирования рисунков, с другой стороны, во время покрытия поверхностей. Эта задача решается неожиданно простым образом с помощью способа согласно пункту 1 формулы изобретения и устройства согласно пункту 39 формулы изобретения. Предпочтительные модификации образуют предмет соответствующих зависимых пунктов формулы изобретения.
В соответствии с этим способ согласно изобретению для нанесения покрытий или материалов покрытия и химических реагентов, таких как, в частности, лаки, на поверхности с использованием устройства, которое содержит дозирующую головку, которая имеет, по меньшей мере, одну форсунку, которую можно приводить в действие с помощью сигнала управления, содержит стадии:
- перемещения основы, имеющей поверхность, подлежащую покрытию, вдоль этой поверхности относительно дозирующей головки, или перемещения дозирующей головки относительно поверхности над всей поверхностью, и/или перемещения дозирующей головки относительно поверхности основы, подлежащей покрытию, и
- нанесения жидкого материала на поверхность посредством форсунки в ответ, по меньшей мере, на один сигнал управления, созданный компьютером.
По меньшей мере, одна форсунка может включать также множество форсунок в решетке или матрице, которые создают рисунок посредством целевого ответа отдельных форсунок.
Поэтому способ согласно изобретению можно использовать для нанесения материалов, например материалов покрытия, таких как, в частности, лаки, точно дозированным образом на поверхность, подлежащую покрытию. Управляемое компьютером приведение в действие, по меньшей мере, одной форсунки в комбинации с перемещением основы вдоль поверхности относительно дозирующей головки также обеспечивает точное, узорчатое покрытие поверхности.
В данном контексте понятие жидкий материал покрытия охватывает как жидкие, так и газообразные материалы. Это понятие включает также вязкие вещества. Вязкие материалы этого типа можно наносить, например, в теплом или горячем виде, например, с целью управления вязкостью материала.
Жидкий материал покрытия можно наносить согласно данному изобретению особенно успешно с помощью распыления капель посредством форсунки, если нанесение выполняется с использованием материала покрытия с вязкостью от 8 до 100 мПа·с, в частности, предпочтительно от 8 до 25 мПа·с.
Однако согласно одному варианту выполнения изобретения можно использовать также жидкие материалы, которые имеют значительно более высокую вязкость при комнатной температуре. Например, способ согласно изобретению и устройство согласно изобретению при подходящем выполнении можно использовать также для обработки жидких материалов с вязкостью при комнатной температуре в диапазоне от 50 мПа·с до 10 Па·с, предпочтительно от 50 мПа·с до 1 Па·с, особенно предпочтительно от 50 мПа·с до 250 мПа·с. В качестве примера для этой цели можно предварительно нагревать жидкий покрывной материал для уменьшения вязкости. В соответствии с этим согласно одному варианту выполнения изобретения устройство согласно изобретению имеет устройство предварительного нагрева для нагревания жидкого материала.
Например, можно понизить вязкость посредством нагревания жидкого покрывного материала до 300°С, предпочтительно до 125°С, особенно предпочтительно до 80°С. Затем можно наносить жидкие покрывные материалы даже с высокой вязкостью, например с использованием пьезоэлектрической струйной печатающей головки. В частности, в случае покрывного материала с низкой вязкостью в диапазоне до 250 мПа·с, можно за счет нагревания материала уменьшить вязкость с помощью нагревания до 30 мПа·с или ниже.
Однако в качестве альтернативного решения или дополнительно можно также выполнять нагревание в форсунке дозирующей головки. Нагревание происходит, например, также в форсунке пузырьково-струйной печатающей головки. Даже в случае жидкого покрывного материала с относительно низкой вязкостью предварительное нагревание может быть предпочтительным с целью понижения вязкости и/или поверхностного натяжения материала и, тем самым, получения более мелкого размера капель во время бесконтактного нанесения и более точной дозировки.
Дополнительно к уменьшению вязкости посредством повышения температуры можно предпочтительно принимать другие меры для обеспечения обработки покрывных материалов с высокой или средней вязкостью.
Меры этого типа являются предпочтительными среди прочего, если уменьшение вязкости покрывного материала, достигаемое с помощью нагревания, является не достаточным для обработки или если покрывной материал нельзя нагревать. Например, может понижаться боковое разрешение во время покрытия. Кроме того, можно согласовывать частоту капель или частоту сигналов управления, которые приводят в действие форсунку с вязким покрывным материалом.
Подходящая модификация дозирующей головки, например модификация форсунок и/или камер струйной печатающей головки для согласования с покрывным материалом может быть полезной для обеспечения обработки покрывных материалов этого типа.
Жидкий покрывной материал можно также подавать в форсунку под давлением выше атмосферного. Для этой цели устройство согласно изобретению может, например, иметь, по меньшей мере, одно насосное устройство, включенное по потоку перед форсункой в качестве системы с давлением, превышающим атмосферное. Однако улучшения такого типа способа согласно изобретению и/или устройства согласно изобретению являются предпочтительными не только для обработки покрывных материалов с высокой или средней вязкостью. Например, подходящую систему с давлением, превышающим атмосферное, можно использовать для уменьшения размера капель и/или для увеличения скорости обработки.
Непоследним преимуществом бесконтактного покрытия является то, что способ практически не имеет ограничений относительно материала и состояния поверхности основы, подлежащей покрытию. Например, способ согласно изобретению можно использовать для бесконтактного покрытия или нанесения лака на основы, включающие содержащие целлюлозу материалы, такие как бумага, картон или древесина. Другие основы, которые можно покрывать, включают стекло, керамику, металл или пластмассы, текстиль, нетканые материалы и композитные материалы. Покрытия могут иметь как декоративные, так и функциональные свойства, например для герметизации поверхности или в качестве барьера. Например, покрытие согласно изобретению за счет возможности формирования рисунка покрытия можно также использовать для изготовления высокоточных печатных шаблонов для различных целей печати, таких как офсетная печать или шелкография, быстрым и чрезвычайно простым образом. Кроме того, способ можно также использовать посредством нанесения подходящих клеев, в частности клеев с низким уровнем наполнения, для ламинирования или целенаправленного клеевого соединения специальных частей поверхности. Покрытия можно наносить как на всю поверхность, так и на определенные области, пропуская другие области. Например, способ согласно изобретению можно использовать для целенаправленного нанесения горячих расплавленных или реакционных клеев (например, затвердевающих под воздействием ультрафиолета клеев). В этой связи следует упомянуть способ, который является обычным в текстильной промышленности, для точного клеевого соединения нетканого материала в качестве замены сшивания вместе различных слоев текстиля (например, для выполнения подкладки для жакетов).
Можно также создавать области с различной толщиной слоя посредством соответствующего приведения в действие дозирующей головки или форсунки с целью, например, создания трехмерного узорчатого покрытия. Можно назвать в качестве примера узор, который имеет так называемый эффект цветка лотоса. Кроме того, можно наносить области из различного материала вблизи или поверх друг друга. Однако способ пригоден также для местного нанесения химических реагентов, включая среди прочего для травления поверхностей, так что, например, можно создавать зубчатую поверхность.
Особенно точное дозирование или формирование рисунка можно обеспечить в этой связи, если нанесение выполняется посредством пузырьково-струйной форсунки и/или струйной или пьезоэлектрической форсунки. Форсунки этого типа или соответствующие дозирующие головки, используемые аналогичным образом в струйных принтерах, можно использовать для целевого нанесения чрезвычайно небольших количеств жидкого покрывного материала в диапазоне в несколько нанограмм в ответ на сигнал управления.
Кроме того, струйные или пьезоэлектрические форсунки имеют дополнительное преимущество по сравнению с пузырьково-струйными форсунками, состоящее в том, что покрывной материал не нагревается. Это может быть особенно полезным, например, если покрывной материал является чувствительным к температуре, например, потому что воздействие тепла инициирует полимеризацию. Все эти типы форсунок можно использовать для реализации технологии образования капель по требованию для подлежащих нанесению покрытий, в которой в каждом случае заданное количество покрывного материала наносится с помощью форсунки в ответ на сигнал управления.
Кроме того, стадия нанесения жидкого покрывного материала может содержать стадию открывания клапана, такого как, в частности, пьезоэлектрического клапана и/или электромагнитного клапана. Этот тип управления клапаном является предпочтительным, в частности, если необходимо наносить относительно большое количество покрывного материала, например, в случае операций покрытия с высокой скоростью подачи подлежащей покрытию поверхности, используемой, например, при покрытии печатной продукции. Такой вариант выполнения изобретения отлично подходит для покрывных материалов с высокой или средней вязкостью. Использование системы с давлением, превышающим атмосферное, как указывалось выше, например, с насосным устройством, включенным по потоку перед форсункой, или при подаче жидкого покрывного материала под давлением выше атмосферного является также особенно предпочтительным в комбинации с клапаном, таким как, например, пьезоэлектрический клапан.
Устройство может предпочтительно также содержать устройство впрыска или систему впрыска, как они используются идентичным или аналогичным образом, например, в двигателях внутреннего сгорания, таких как двигатели с впрыском и искровым зажиганием, или дизельных двигателях. Системы этого типа обычно содержат форсунку впрыска с электромагнитно управляемым клапаном. Системы этого типа обычно имеют также насосные устройства, которые подают топливо в форсунку под давлением выше атмосферного. Подобно струйным или пьезоэлектрическим или пузырьково-струйным печатающим головам системы этого типа очень хорошо разработаны, имеют длительный срок службы и невысокую стоимость благодаря, среди прочего, производству в промышленном масштабе и разработке в течение длительного времени.
Способ почти не имеет ограничений относительно покрывных материалов, которые можно использовать. Единственным предварительным условием является то, что покрывные материалы должны быть жидкими при температуре обработки. Например, стадия нанесения жидкого покрывного материала может также содержать стадию нанесения жидкого покрывного материала, который включает термопластик. Термопластики можно наносить посредством форсунки, например в расплавленном виде, растворенными в растворителе или в виде дисперсии. Подходящие материалы для покрытий, которые включают термопластики, включают, среди прочего, полиэтилен, полипропилен, полиакрилат, полиметакрилат, полинитрилоакрил, полибутадиен, полиамид, сложный полиэфир, полиэфир, полиэфиркетоны, поливинилацетаты, полиацетаты, полиолефины, поликарбонаты, блок-полиэфирамиды, PSU, PES, PPS, PVC, PVDC, PET, PS, PTEF, PVDF, POM, полиимиды, производные полиимидов, производные целлюлозы и аддитивные сополимеры.
Однако можно использовать не только полимеры в качестве исходного материала для покрытия. Покрытия можно выполнять также с помощью химических реакций, таких как, например, полимеризация на поверхности, подлежащей покрытию. Это является предпочтительным, поскольку таким образом можно также, например, создавать покрытия, которые в другом виде не растворимы, такие как, например, термореактивные пластмассы. Кроме того, таким образом можно работать без растворителя. С этой целью стадия нанесения жидкого покрывного материала может предпочтительно содержать стадию нанесения покрывного материала, который включает, по меньшей мере, один компонент химически реакционной системы. Подходящие покрытия этого типа включают, среди прочего, сшивающие изоцианатные системы, системы эпоксиполиуретана, акрилаты, метакрилаты, силиконы и производные одной из этих систем. Естественно, что эти системы, если они подходят для этого, можно комбинировать друг с другом. Преимущество состоит, среди прочего, в исключении часто короткого времени существования в сосуде реакционных систем. Это также значительно упрощает проблемы очистки и технического обслуживания.
Эти процессы можно также использовать, например, для нанесения реакционных смесей в желаемых дозированных количествах и для местного их варьирования с целью создания профилей или свойств с разрешением по положению. С этой целью можно также смешивать множество компонентов и осуществлять их реакцию на поверхности, по меньшей мере, через одну форсунку. В этом случае микроскопическое распределение компонентов на подложке обеспечивает гомогенное смешивание реакционных компонентов.
Кроме того, стадия нанесения жидкого покрывного материала может также включать стадию нанесения покрывного материала, который включает, по меньшей мере, один компонент термически сшиваемых систем. Термически сшиваемые системы в качестве покрывных материалов являются предпочтительными, поскольку в этом случае сшивание может вызываться особенно простым образом посредством нагревания наносимого покрытия. Термически сшиваемые системы этого типа могут содержать, например, полиэфирмеламин, полиэфирмочевину, эпоксидные системы, акрилаты, метакрилаты или полиэфирные системы.
Согласно особенно предпочтительной реализации способа согласно изобретению стадия нанесения жидкого покрывного материала может также содержать стадию нанесения покрывного материала, который включает, по меньшей мере, один компонент системы с отверждением под воздействием излучения.
Эти лаки и покрытия можно обрабатывать особенно успешно с использованием способа согласно изобретению. Например, их можно обычно наносить без проблем с использованием пузырьково-струйных или струйных или струйных пьезоэлектрических систем. Быстрое отвердевание отверждаемых с помощью излучения покрывных материалов очень подходит для обеспечения высокой скорости покрытия способа согласно изобретению, поскольку таким образом можно достигать высокой производительности во время процесса покрытия. Отверждаемые с помощью излучения системы этого типа могут содержать, среди прочего, акрилаты, метакрилаты, поливинилэфиры, сложные полиэфиры на основе малеиновой или фумаровой кислоты, эпоксиды, соединения стирола или акрилаты кремния. Естественно, что можно также использовать комбинации указанных выше систем в качестве отверждаемых с помощью излучения систем.
Кроме того, способ может также особенно предпочтительно содержать стадию затвердевания жидкого покрывного материала на поверхности. Затвердевание нанесенного покрытия может содержать, например, стадию сушки покрывного материала. В случае растворенного покрывного материала, например в случае растворенных пластмасс, затвердевание обеспечивается посредством испарения растворителя. В этом случае сушку можно осуществлять с помощью простых термических средств. Однако подходит также вакуумная сушка или сушка с помощью подходящих сушильных средств и может быть предпочтительной в случае чувствительных к температуре покрытий. Кроме того, в случае термически сшиваемых систем сушку или испарение растворителя и сшивание можно выполнять в одной рабочей стадии.
Кроме того, стадия затвердевания жидкого покрывного материала на поверхности может содержать также стадию отверждения подходящего покрывного материала с помощью излучения. Отверждение с помощью излучения и сушку можно предпочтительно комбинировать друг с другом для целей затвердевания.
Затвердевание можно также реализовывать с помощью химической реакции составляющих нанесенного покрытия. Например, компоненты покрытия могут реагировать друг с другом путем полимеризации и/или сшивания. В этом случае сшивание можно инициировать с помощью термических средств.
Кроме того, затвердевание покрытия можно выполнять посредством взаимодействия покрывного материала с предварительным покрытием на поверхности. Например, в случае многокомпонентных систем поверхность для этой цели можно снабжать предварительным покрытием, которое включает один компонент системы. Затем наносят покрывной материал, который включает другой компонент многокомпонентной системы, по меньшей мере, через одну форсунку. Компоненты вступают в контакт на поверхности и взаимодействуют друг с другом с образованием многокомпонентного пластика. Таким же образом можно обеспечить взаимодействие покрытия, наносимого, по меньшей мере, через одну форсунку, со следующим покрытием, например, в результате последующего наносимого поливом покрытия с использованием покрывного материала, который включает другой компонент многокомпонентной системы.
В соответствии с другой предпочтительной реализацией способа согласно изобретению дозирующая головка имеет, по меньшей мере, одну первую форсунку и, по меньшей мере, одну вторую форсунку, и стадия нанесения жидкого покрывного материала на поверхность через форсунку в ответ на сигнал управления, генерируемый компьютером, содержит стадию нанесения первого покрывного материала через, по меньшей мере, одну первую форсунку и второго покрывного материала через, по меньшей мере, одну вторую форсунку. Например, первый и второй покрывные материалы могут включать каждый компоненты многокомпонентной системы. Таким образом, компоненты приводятся в контакт на поверхности, подлежащей покрытию, и в результате может инициироваться полимеризация или сшивание. Кроме того, этот вариант выполнения способа можно также использовать для нанесения многослойного покрытия. За счет возможности нанесения с точечной точностью можно также наносить различные покрытия в узорчатом виде вблизи друг друга и/или так, что они сцепляются друг с другом.
Кроме того, способ согласно изобретению можно использовать для создания печатных форм. Печатные формы, обычно используемые для печатных прессов, являются цилиндрическими печатными валиками или, например для офсетной печати, металлическими листами, которые прикреплены к печатным валикам и включают печатную форму. Однако обычно сложно создавать и заменять печатные формы. Но можно использовать точно выполненные узорчатые покрытия, которые можно создавать с помощью способа согласно изобретению для создания печатных форм посредством нанесения узорчатых покрытий непосредственно и без промежуточных стадий. В соответствии с этим в порядке улучшения способа стадия нанесения жидкого покрывного материала на поверхность через форсунку в ответ на сигнал управления, генерированный компьютером, предпочтительно содержит стадию нанесения изображения на печатную форму. В зависимости от типа и структуры покрывного материала можно использовать нанесенное покрытие, среди прочего, для высокой, глубокой, ракельной глубокой и офсетной печати.
Возможность создания многокомпонентных систем на месте, их смешивание и взаимодействие компонентов в любом желаемом соотношении на поверхности, подлежащей покрытию, можно использовать, например, для нанесения изображения на печатные формы непосредственно в печатном прессе, при этом в этом случае можно наносить как двумерные структуры, например с помощью различных химических свойств с разрешением по положению покрытий, так и трехмерные структуры с разрешением по положению с разной толщиной слоев путем нанесения толстой пленки с разрешением по положению. Это делает возможным, например, создание печатных форм для офсетной печати и/или флексографии.
Таким образом, можно наносить также различные типы покрытий с разрешением по положению вблизи или поверх друг друга для создания декоративных покрытий. Например, можно наносить вблизи друг друга структуры с глянцевым или матовым эффектом.
Перемещение основы вдоль поверхности, подлежащей покрытию, относительно дозирующей головки и/или перемещение дозирующей головки относительно поверхности основы может предпочтительно содержать стадию поступательного движения основы в первом направлении или в направлении подачи. В этом случае подходящее устройство передвигает основу в первом направлении через покрывное устройство и тем самым перемещает его мимо, по меньшей мере, одной форсунки. Предпочтительно это передвижение вперед также управляется компьютером или регистрируется с помощью компьютера, так что положение покрытия, т.е. точка на поверхности, которая лежит напротив форсунки, известна во время приведения в действие с помощью компьютера.
Скорость обработки в принципе не имеет ограничений, за исключением физических пределов, обусловленных сушкой или отверждением, и способности наноситься покрывного материала. Основу можно перемещать со скоростью до 2000 м в минуту, предпочтительно со скоростью до 500 м в минуту относительно дозирующей головки в направлении подачи. Согласно одному варианту выполнения изобретения скорости подачи могут достигать 150 м в минуту или более. В частности, при ротационной офсетной печати во многих случаях используются скорости подачи 300 м в минуту или более, и это можно обеспечивать с помощью способа согласно изобретению, что означает, что изобретение можно, среди прочего, успешно осуществлять в процессе ротационной офсетной печати. Выбор подходящей скорости подачи определяется в этой связи прежде всего разрешением по положению, которое необходимо обеспечить, толщиной слоя, размером капель, который определяется, среди прочего, форсункой, и частотой, которой приводится в действие форсунка с помощью компьютера. Тип покрывного материала, как, например, его вязкость, может также влиять на скорость подачи в направлении подачи и тем самым на время обработки и производительность. И, наоборот, для достижения более высоких скоростей подачи можно не только выполнять изменения в конструкции, но также приспосабливать покрывной материал.
Кроме того, целесообразно перемещать дозирующую головку во втором направлении, которое является поперечным или непараллельным, предпочтительно по существу перпендикулярным первому направлению. За счет комбинирования этих двух перемещений можно простым образом и с ограниченной шириной дозирующей головки или ограниченным числом форсунок покрывать плоские основы различной ширины рисунком по всей их поверхности. Естественно, можно для покрытия более широких подложек использовать также большее число форсунок, расположенных рядом друг с другом.
Кроме того, может быть предпочтительным обеспечение перемещения головки с форсунками перпендикулярно подлежащей обработке поверхности, поскольку это позволяет покрывать также трехмерные подложки.
Однако, в конечном счете, нет ограничений для перемещения дозирующей головки, что означает, что можно использовать дозирующую головку в многоосевых системах. Это позволяет покрывать также трехмерные или даже фасонные тела. Кроме того, можно покрывать материал в кабеле, проводе или шланге. В этом случае дозирующая головка перемещается по круговой траектории, или же, например, несколько форсунок расположены в виде кольца. По сравнению с технологией экструзии, которая обычно используется для покрытия таких геометрических форм, преимущество способа согласно изобретению состоит, среди прочего, в том, что можно наносить реакционные многокомпонентные смеси, которые реагируют только на поверхности.
Кроме того, основа, подлежащая покрытию, может иметь ленточную форму и, если материал является достаточно гибким, то его можно наматывать на барабан. Стадия перемещения основы вдоль подлежащей покрытию поверхности относительно дозирующей головки и/или перемещения дозирующей головки относительно этой поверхности основы может предпочтительно содержать стадию сматывания материала с барабана. Способ с такой реализацией можно использовать для широкого спектра промышленного применения. Примеры подходящих ленточных основ включают бумажную или картонную ленту, стеклоткани, текстиль и ткани, а также пластмассовую пленку и металлическую фольгу. Способ можно также использовать для покрытия композитных материалов, таких как многослойные пленки, а также для их изготовления.
Кроме того, стадия перемещения основы вдоль поверхности, подлежащей покрытию, относительно дозирующей головки может предпочтительно содержать стадию намотки основы на барабан. Комбинирование этой стадии со стадией сматывания основы обеспечивает возможность осуществления процесса между двумя барабанами.
Для создания более сложных покрытий способ можно изменить так, что стадии перемещения основы, имеющей поверхность, подлежащую покрытию, вдоль этой поверхности относительно дозирующей головки и/или перемещения дозирующей головки относительно поверхности основы, подлежащей покрытию, и нанесения жидкого покрывного материала на поверхность посредством форсунки в ответ на сигнал управления, создаваемый компьютером, выполняют более одного раза. Таким образом, можно создавать как более толстые покрытия, так и, в частности, многослойные структуры. Можно также использовать различные покрывные материалы для отдельных слоев во время последовательного создания нескольких покрытий.
Способ согласно изобретению можно использовать не только для нанесения лаков, органических покрытий или полимерных покрытий, но также его можно выполнять так, что можно изготавливать узорчатые покрытия с металлическими зонами. Это можно использовать, например, при изготовлении печатных плат. Для этого стадия нанесения жидкого покрывного материала включает стадию нанесения покрывного материала, который включает зародышевый раствор, в частности, раствор, содержащий Sn(IV). Затем поверхность можно металлизировать с использованием подходящего мокрого химического процесса. Эта операция металлизации сама по себе известна из производства печатных плат. Металлизацию можно осуществлять, например, посредством осаждения связующего никеля с последующим осаждением меди в качестве проводящего слоя на слой связующего никеля. Однако с помощью способа согласно изобретению можно наносить также раствор, содержащий центры кристаллизации, очень точно дозированным образом с точным узором на поверхности. Затем металлизация происходит лишь в тех областях поверхности, которые были обработаны раствором, содержащим центры кристаллизации. В этой связи следует отметить, что в способах, известных из уровня техники, используют ретроспективное, фотолитографическое формирование рисунка на предварительно полностью металлизированной поверхности. В противоположность этому, способ согласно изобретению позволяет наносить аналогичные узорчатые металлические области значительно более простым образом. Это можно использовать также в комбинации со свободным выбором геометрической формы поверхности для нанесения металлических структур, например, в виде соединителей для сложных пластмассовых деталей, широко используемых, среди прочего, в электрическом оборудовании автомобилей в качестве отливаемых под давлением деталей в переключателях, а также для корпусов электронных узлов.
Кроме того, способ может предпочтительно содержать стадию, по меньшей мере, частичного удаления покрытия с поверхности. Это особенно целесообразно, если покрытие служит в качестве маски. Например, способ в такой реализации можно использовать также для узорчатой металлизации, например, при изготовлении соединителей. Например, для этого наносят соответствующее полимерное покрытие с негативным узором, а затем покрытую таким образом поверхность металлизируют. Металлизацию можно осуществлять, например, посредством распыления или осаждения из паровой фазы. Затем посредством удаления полимерного покрытия, нанесенного в форме рисунка, металлизацию удаляют с покрытых областей, в то время как в областях, которые не были предварительно покрыты, металлизация остается (технология обратной литографии). Эти процессы обычно выполняют с применением техники фоторезистов. В противоположность этому преимущество способа согласно изобретению в этом случае также состоит в исключении стадий сложного покрытия и проявления фоторезистов.
Этот способ создания узорчатой металлизации на основе можно осуществлять также для создания многослойных печатных плат посредством повторения рабочих стадий несколько раз, при этом лаковое покрытие или пластиковое покрытие можно наносить в качестве изоляционного слоя между каждой из стадий металлизации.
Способ согласно изобретению можно использовать также различными путями при изготовлении оптических компонентов. Это означает, что можно образовывать оптические структуры на основе с использованием узорчатого покрытия, которое содержит прозрачные покрывные материалы. Например, можно предпочтительно применять комбинацию из покрытия с разрешением по положению и использования нескольких покрывных материалов для создания оптических компонентов в покрытии. Для этой цели область в слое должна иметь коэффициент преломления, отличный от смежных областей. В соответствии с этим, в порядке усовершенствования способа этого типа, стадия нанесения жидкого покрывного материала на поверхность через форсунку в ответ на сигнал управления, создаваемый компьютером, содержит стадию нанесения покрывного материала, по меньшей мере, на одну область, которая имеет коэффициент преломления, отличный от смежных областей, или даже не пропускает используемые длины волн. Использование многокомпонентных реакционных смесей можно осуществлять также посредством преднамеренной замены одного или нескольких отдельных компонентов, которые влияют на коэффициент преломления. Таким образом, можно создавать градиент коэффициента преломления посредством управляемого создания градиента концентрации во время замены одного или более компонентов с другим коэффициентом преломления.
Дополнительно к волноводам в качестве оптических компонентов, можно также, естественно, таким же путем изготавливать другие оптические компоненты, такие как, например, решетки. Способ согласно изобретению можно также особенно предпочтительно использовать для изготовления более сложных многокомпонентных оптических устройств, таких как, например, матричные волноводные решетки, объединители и светоразделители, а также интерферометры Маха - Цендера.
Вертикальным положением оптического волновода можно также целенаправленно управлять с помощью многослойного покрытия или покрытия в виде толстых пленок. Это приводит к различным применениям в области оптических волноводов, таких как, например, соединение плоских волноводных структур в трехмерные волноводы, например для стекловолокна или других оптических компонентов, или же, в качестве альтернативного решения, для изготовления оптических рабочих слоев в многослойных печатных платах посредством нанесения оптических промежуточных слоев, оптических соединений компонентов на обычной печатной плате в дополнительном слое. За счет способа изготовления, в котором также допускается ограниченная величина диффузии между смежными, химически различными областями до отверждения слоев, можно также создавать градиент коэффициента преломления, что обеспечивает управляемое воздействие на прохождение света в оптических волноводах.
Получение различных коэффициентов преломления в оптически прозрачных слоях можно использовать также для создания оптических структур в слоях лака. За счет этого можно создавать изделия с маркировкой защиты от подделки или же можно наносить рисунки для автоматической регистрации с помощью оптических считывателей.
Кроме того, способ может предпочтительно содержать стадию ориентации основы или регистрации положения и угла основы относительно дозирующей головки. Ориентация основы или рисунка на основе обеспечивает правильное расположение покрывного рисунка на основе. В этом случае ориентацию можно контролировать механически или оптически. Ориентация относительно дозирующей головки охватывает не только ориентацию основы относительно дозирующей головки в фиксированном положении, но также может особенно предпочтительно осуществляться посредством приспособления положения дозирующей головки или посредством ориентации с помощью компьютера покрывного рисунка, создаваемого дозирующей головкой. Ориентация покрывного рисунка относительно подлежащей покрытию основы, например для регистрации положения и ориентации каждой отдельной подложки, подлежащей покрытию, делает возможным позиционирование покрывного рисунка так, что он соответствует форме и положению подложки, с помощью компьютера. Регистрацию можно выполнять оптически, например с помощью трехточечного лазера. Это обеспечивает другое особое преимущество этой реализации способа согласно изобретению, поскольку покрывной рисунок ориентируется на подложке так быстро, что можно отказаться от точного позиционирования, которое часто является механически сложным, или от ретроспективной ориентации подложки, подлежащей покрытию, что почти невозможно осуществлять, в частности в случае больших и/или тяжелых подложек.
В объем изобретения также входит создание устройства для нанесения покрытий, которое особенно подходит для выполнения способа согласно изобретению, описание которого приведено выше. В соответствии с этим устройство для нанесения покрытий содержит, по меньшей мере, один покрывной блок, который включает, по меньшей мере, одну дозирующую головку, которая имеет, по меньшей мере, одну форсунку, которой можно управлять в ответ на сигнал управления, и устройство для перемещения основы, имеющей подлежащую покрытию поверхность, вдоль этой поверхности относительно дозирующей головки, и/или для перемещения дозирующей головки относительно поверхности, подлежащей покрытию. Устройство для перемещения основы относительно дозирующей головки и/или дозирующей головки относительно поверхности, подлежащей покрытию, может быть, естественно, выполнено с возможностью выполнения перемещения дозирующей головки во всех трех пространственных измерениях, например для покрытия трехмерных тел. В случае плоских поверхностей подложка может также оставаться неподвижной, при этом дозирующая головка перемещается по двум осям, которые по существу перпендикулярны друг другу.
В этом случае дозирующая головка предпочтительно расположена так, что, по меньшей мере, одна форсунка не соприкасается с основой, подлежащей покрытию. Это обеспечивает предпочтительно бесконтактное покрытие основы.
Устройство для перемещения основы, имеющей поверхность, подлежащую покрытию, вдоль этой поверхности относительно дозирующей головки и/или для перемещения дозирующей головки относительно поверхности, подлежащей покрытию, может предпочтительно содержать также конвейерное устройство для перемещения основы в первом направлении. Конвейерное устройство можно использовать для перемещения основы, подлежащей покрытию, в устройстве и, в частности, для конвейерной транспортировки через устройство, обеспечивающей непрерывный процесс покрытия.
Кроме того, покрывной блок может также содержать устройство для перемещения дозирующей головки во втором направлении, которое по существу перпендикулярно первому направлению. Это позволяет позиционировать, по меньшей мере, одну форсунку в любой точке на поверхности, подлежащей покрытию, с целью нанесения в ней покрытия в дозированном виде. За счет того, что это устройство для перемещения в первом направлении, которое по существу перпендикулярно направлению конвейерной транспортировки основы, размещено в покрывном блоке, можно также покрывное устройство легко вмонтировать в существующие установки, такие как, например, печатающие или красящие установки, поскольку такие установки обычно уже имеют конвейерные устройства.
Кроме того, для непрерывного покрытия трехмерных подложек может быть предпочтительным устанавливать дозирующую головку так, что возможно перемещение в третьем измерении и при необходимости даже поворотное движение головки с целью покрытия всех мест на трехмерном теле.
По меньшей мере, одна форсунка может особенно предпочтительно содержать прузырьково-струйную форсунку и/или струйную или пьезоэлектрическую струйную форсунку. Эти типы форсунок, а также соответствующие дозирующие головки в больших количествах используются в принтерах, что делает эти форсунки соответственно не дорогими. Кроме того, использование форсунок этого типа делает также возможным использовать высокий уровень точности расположения и точности дозирования, которые можно достигать в технике струйной печати, для нанесения покрывных материалов, таких как, например, пластиковые покрытия или лаки. Кроме того, по меньшей мере, одна форсунка может быть соединена с клапаном, в частности с пьезоэлектрическим клапаном или электромагнитным клапаном, или же может приводиться в действие с помощью клапанов. Клапан может быть выполнен, в частности, с возможностью управления с целью обеспечения дозирования с помощью компьютера покрывного материала за счет управления клапаном.
Для обеспечения выполнения операций покрытия с высокой производительностью при одновременном занимании минимально возможного пространства установкой для покрытия устройство может дополнительно содержать устройство для затвердевания покрытой поверхности основы, так что устройство может содержать лишь короткие участки сушки. В этом случае покрытую основу можно удалять немедленно или обрабатывать далее после окончания покрытия и затвердевания без любой возможности повреждения покрытия, которое в противном случае еще не полностью затвердело или высушено.
Устройство для затвердевания покрытой поверхности основы может содержать, например, сушильное устройство, такое как инфракрасное и/или тепловое сушильное устройство. Кроме того, предпочтительным является также отверждающее устройство с использованием ультрафиолетового или электронного излучения для нанесения отверждаемых с помощью излучения покрытий, таких как, например, отверждаемые с помощью ультрафиолетового или электронного излучения лаки.
Наконец, устройство может содержать устройство для ориентации основы. С помощью этого устройства основа точно ориентируется перед и/или во время операции покрытия, так чтобы форсунка дозирующей головки покрывала ту же позицию точно и с возможностью воспроизведения без необходимости каких-либо регулировок.
Кроме того, устройство может иметь устройство для измерения положения основы. Это делает возможным, например, проверку и корректировку положения основы или дозирующей головки или же, когда используется множество форсунок в матрице, ориентацию рисунка покрытия на основе, которую поэтому нет необходимости позиционировать специально. Положение в этом случае можно определять предпочтительно оптически или механически. В частности, в этой связи предпочтительной является комбинация с устройством для ориентации основы или дозирующей головки. Таким образом, можно контролировать и корректировать положение покрывного изображения относительно основы перед и во время операции покрытия.
Кроме того, в объеме изобретения находится создание основы, которая покрывается с помощью способа согласно изобретению и/или устройства согласно изобретению. Для соответствия операции многократного покрытия основа, покрываемая таким образом, может иметь также множество отдельных слоев. Покрытие может также иметь области из различных материалов в результате нанесения разных материалов. В случае операции многократного покрытия эти области могут быть также расположены в различных отдельных слоях.
За счет нанесения прозрачных покрывных материалов можно, как указывалось выше, создавать в покрытии также оптические компоненты, такие как, например, волноводы. В частности, можно с помощью узорчатого нанесения создавать многокомпонентные оптические элементы, такие как, например, решетки и/или расположенные в матрице волноводы и/или интерферометры Маха - Цендера, с помощью покрытия.
Ниже приводится более подробное описание изобретения на основе предпочтительных вариантов выполнения и со ссылками на прилагаемые чертежи, на которых одинаковыми позициями обозначены одинаковые или подобные компоненты и на которых изображено:
фиг.1 - первый вариант выполнения устройства согласно изобретению для покрытия основы в ленточном виде;
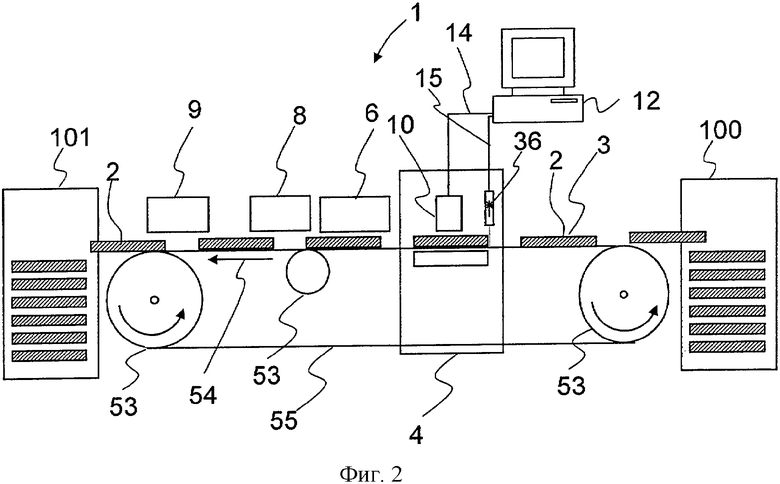
фиг.2 - вариант выполнения устройства согласно изобретению для покрытия отдельных подложек;
фиг.3 - покрывной блок на виде сверху;
фиг.4 - схема изготовления узорчатого покрытия на поверхности основы, подлежащей покрытию;
фиг.5 - части другого варианта выполнения устройства согласно изобретению;
фиг.6А-6С - стадии способа изготовления металлизированных областей на основе;
фиг.7А-7С - стадии способа изготовления многослойного покрытия с волноводными структурами;
фиг.8 - схема устройства для изготовления печатных форм;
фиг.9 - схема примера выполнения покрывного устройства;
фиг.10А-10D - схемы различного расположения дозирующих головок.
На фиг.1 схематично показан первый вариант выполнения устройства согласно изобретению для нанесения покрытий, которое обозначено в целом позицией 1. Показанный на фиг.1 вариант выполнения устройства 1 используется для покрытия основы 2 в виде полосы, которая намотана на барабан 51. Основа 2 может содержать, например, бумажный, картонный, текстильный материал или материал в виде пленки или фольги, который можно наматывать соответствующим образом. Барабан 51 является частью конвейерного устройства, которое непрерывно транспортирует основу 2 через устройство 1. После покрытия основа наматывается на другой барабан 52, который аналогичным образом является частью конвейерного устройства. Конвейерное устройство также содержит один или более роликов 53, которые могут быть выполнены, например, в виде вакуумных конвейерных роликов.
Основу 2 пропускают через покрывной блок 4 в первом направлении 54, показанном стрелкой, с помощью конвейерного устройства, образованного барабанами 51, 52 и 53. Покрывной блок 4 содержит дозирующую головку 10, которая имеет форсунки для нанесения покрывного материала. Дозирующей головкой или форсунками дозирующей головки можно управлять, например, в ответ на создаваемые компьютером сигналы. Для этой цели дозирующая головка 10 соединена с компьютером 12 через подходящий интерфейс 14. Используемый интерфейс может быть в этом случае интерфейсом принтера. Компьютер генерирует соответствующие управляющие сигналы для приведения в действие форсунки дозирующей головки 10 и передает эти сигналы в дозирующую головку через интерфейс 14. Затем точечным образом наносится покрывной материал из форсунок в ответ на сигнал управления. Покрывной материал может содержать, например, лак, так что устройство согласно изобретению можно использовать для нанесения лака на всю поверхность или на локально ограниченные части поверхности 3 ленточной основы, подлежащей покрытию.
Кроме того, покрывной блок 4 может содержать устройство для перемещения дозирующей головки во втором направлении, которое по существу перпендикулярно первому направлению. Это обеспечивает перемещение и позиционирование дозирующей головки в направлении, перпендикулярном плоскости чертежа, так что можно покрывать всю поверхность основы 2 в виде ленты.
После выхода из покрывного блока 4 основа 2 в виде ленты направляется через сушильный блок 6, который, по меньшей мере, частично испаряет растворители из нанесенного покрывного материала путем нагревания покрывного материала, в частности, посредством горячего воздуха или излучения тепла.
Этот вариант выполнения устройства 1 имеет также блок 8 отверждения путем излучения, через который также проходит покрытая основа 2. Блок 8 отверждения путем излучения излучает, например, ультрафиолетовый свет или электронные пучки на покрытие. Если основа 2 была покрыта, например, отверждаемым с помощью ультрафиолета лаком в покрывном блоке 4, то лак отверждается при прохождении основы через блок 8. В этом случае отверждаемый с помощью ультрафиолета лак может быть, например, на основе акрилатов, метакрилатов, поливинилэфира, сложных полиэфиров на основе малеиновой кислоты или фумаровой кислоты, эпоксидных смол, соединений стирола, акрилатов кремния или их смесей.
Комбинация из сушки и отверждения создает твердое покрытие, которое, кроме того, полностью отверждено перед намоткой ленточной основы 2 на барабан 52, что означает, что больше невозможно склеивание отдельных слоев друг с другом на барабане 52. Наконец, можно выполнять охлаждение с помощью блока 9 охлаждения перед намоткой основы 2.
На фиг.2 схематично показан вариант выполнения устройства согласно изобретению для покрытия отдельных подложек. Для этой цели устройство имеет подающее устройство 100 для подачи основ в виде отдельных подложек. Подающее устройство 100 размещает подложки на конвейерной ленте 55, которая направляется и перемещается с помощью роликов 53. Устройство 1, в частности покрывной блок 4 устройства 1, может иметь определяющее положение устройство 36 для определения положения основы 2 на конвейерной ленте 55. Например, определяющее положение устройство 36 может определять положение передней кромки отдельных подложек с помощью подходящего светового барьера. Определяющее положение устройство 36 может быть соединено с компьютером 12 с помощью интерфейса 15 с целью передачи данных положения или соответствующих сигналов в компьютер 12. Данные положения можно учитывать с помощью программы управления дозирующей головкой 10 с целью получения точной ориентации наносимого узорчатого покрытия.
Затем поверхности основы обрабатываются, как было описано применительно к фиг.1. После отверждения и сушки полностью покрытые основания 2 удаляются с конвейерной ленты и укладываются с помощью устройства 101 удаления для отдельных подложек.
Скорость подачи, которую можно обеспечить с помощью показанного, например, на фиг.1 или 2 варианта выполнения, зависит от разрешения по положению нанесения покрытия, от толщины покрытия, которую необходимо обеспечить, от количества капель и частоты приведения в действие форсунок дозирующей головки. Если дозирующая головка не перемещается в поперечном направлении относительно первого направления, то разрешение определяется, например, расстоянием между форсунками. При разрешении 100 точек на дюйм и толщине покрытия 5 мкм, количестве капель 350 пиколитров и частоте приведения в действие 5 кГц, например, можно достигать скорости подачи 100 м в минуту. Естественно, в зависимости от указанных выше параметров можно достигать значительно более высоких скоростей обработки. Например, можно обычно достигать скорости подачи 150 м в минуту или более.
Однако, можно также, например, в случае соответствующего повышения частоты приведения в действие или количества капель или за счет использования подходящих дозирующих головок, достигать скорости подачи 500 м в минуту или до 2000 м в минуту. Согласно одному варианту выполнения изобретения достигаются скорости подачи 150 м в минуту или более. В частности, можно также достигать предпочтительно скорости подачи 300 м в минуту или более, это означает, что устройства, описанные применительно к фиг.1 и 2, могут также содержать, например, прессы офсетной печати. В частности, устройство, показанное на фиг.1, может содержать ротационный офсетный печатный пресс, в котором являются обычными скорости подачи 300 м в минуту или более.
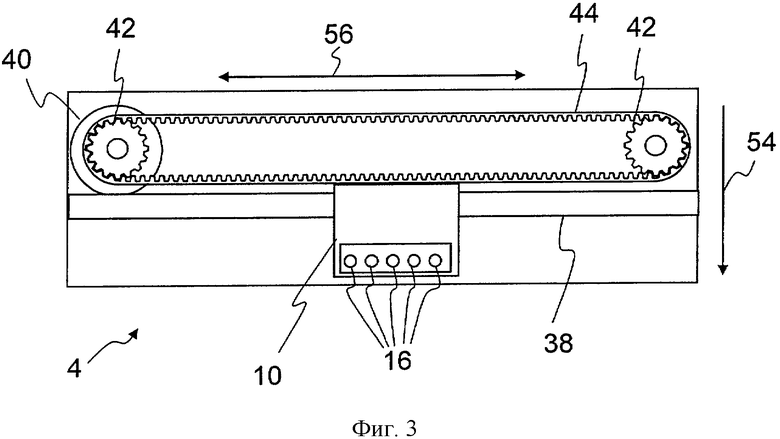
На фиг.3 показан схематично на виде сверху вариант выполнения покрывного блока 4. Покрывной блок 4 может быть внедрен, например, в виде модуля в покрывную установку или печатный пресс, так что основы, подлежащие покрытию, направляются через покрывной блок 4 в первом направлении 54. Этот вариант выполнения покрывного блока 4 имеет дозирующую головку 10, которая может перемещаться в направлении 56, которое по существу перпендикулярно направлению 54. Для этой цели дозирующая головка 10 удерживается на направляющем рельсе 38 так, что она может перемещаться в направлении 56. Кроме того, дозирующая головка 10 прикреплена к зубчатому ремню 44, который проходит по передаточным колесам 42. Одно из передаточных колес 42 соединено с шаговым двигателем 40, который соответствующим образом приводит в движение зубчатое колесо 44 через передаточное колесо 42 и тем самым перемещает дозирующую головку по направляющему рельсу 38. Кроме того, покрывной блок 4 может иметь электронную схему для управления дозирующей головкой 10 и для приведения в действие шагового двигателя. Кроме того, покрывной блок 4, как показано на фиг.1 и 2, может иметь интерфейс для соединения с компьютером для управления блоком 4.
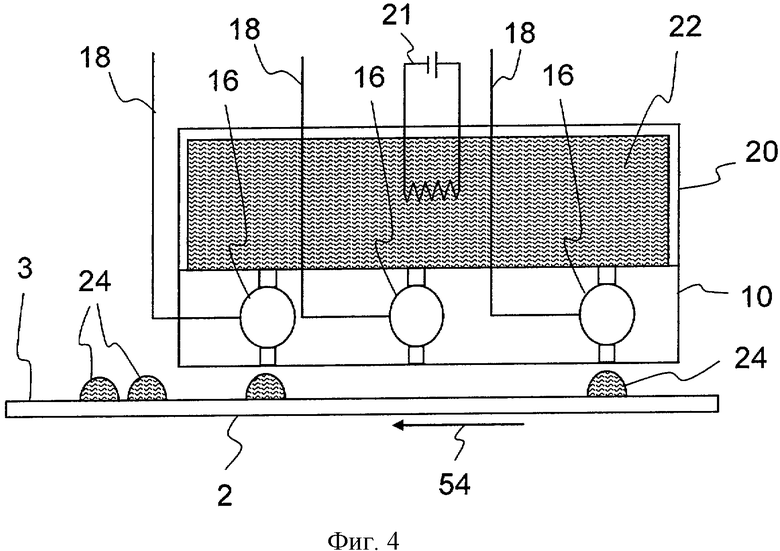
Ниже приводится описание со ссылками на фиг.4 изготовления покрытия с узором с разрешением по положению на поверхности 3 основы 2, подлежащей покрытию. Основа 2 направляется мимо дозирующей головки 10 в первом направлении 54. Дозирующая головка 10 имеет приводимые в действие форсунки 16, которые в каждом случае соединены с интерфейсом через питающие проводники 18. Соединение можно выполнять непосредственно или через систему схем. Форсунки могут быть, например, прузырьково-струйными форсунками или струйными форсунками или пьезоэлектрическими струйными форсунками. Сигналы управления, передаваемые через интерфейс, преобразуются в соответствующие сигналы питающей линии. Форсунки 16 соединены с резервуаром 20, содержащим покрывной материал. Кроме того, устройство может иметь устройство 21 предварительного нагревания, которое предварительно нагревает жидкий покрывной материал 22, находящийся в резервуаре 20, для, например, уменьшения вязкости. Жидкий покрывной материал нагревается предпочтительно так, что его вязкость находится в диапазоне от 8 до 100 мПа·с, предпочтительно от 8 до 50 мПа·с, особенно предпочтительно от 8 до 25 мПа·с, или же состав покрывного материала выбирают соответствующим образом, чтобы вязкость была в указанных пределах. Можно также уменьшать вязкость сильно вязкого покрывного материала с помощью нагревания и подходящих добавок для обеспечения нанесения покрытия.
Если через питающий проводник в форсунку подается сигнал питания, то, например, в случае прузырьково-струйной форсунки нагревается область форсунки, так что покрывной материал или растворитель покрывного материала испаряется, и капля 24 наносится из форсунки на поверхность 3 основы 2, подлежащей покрытию, вследствие давления испарения. Перемещение основы в направлении 54, а также момент времени, в который сигнал управления или сигнал питания проводника подается в форсунку, определяет, таким образом, положение капли 24 покрывного материала в направлении 54 вдоль поверхности 3. Перемещение дозирующей головки 10 в направлении, которое перпендикулярно направлению 54, также определяет положение капли в этом направлении, так что можно создавать покрытия, которые имеют рисунок с разрешением по положению, из большого числа нанесенных капель 24 в соответствии с принципом нанесения капель по команде. В зависимости от состава покрывного материала отдельные капли могут затем затвердевать, например посредством отверждения с помощью ультрафиолетового излучения или теплового сшивания для создания твердого и стойкого покрытия. Капли 24 можно, в частности, располагать настолько близко друг к другу, что из капель образуется непрерывная пленка.
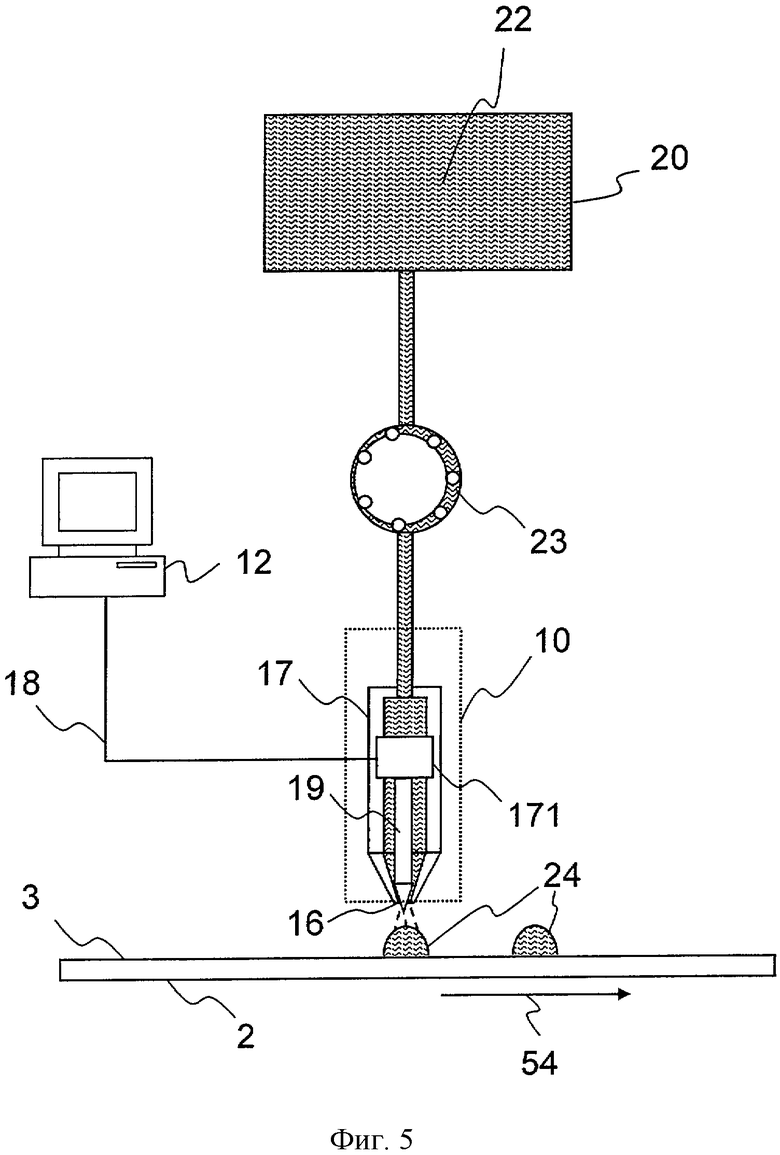
На фиг.5 показана часть другого варианта выполнения устройства согласно изобретению. В этом варианте выполнения дозирующая головка 10 содержит форсунку 16, которая приводится в действие с помощью пьезоэлектрического или электромагнитного клапана 17. Для этой цели клапан 17 содержит электромагнитный или пьезоэлектрический исполнительный механизм 171, который соединен с иглой 19 форсунки, а также соединен с компьютером 12 через питающий проводник 18. Соответствующие электронные схемы (не изображены), которые преобразуют генерированные компьютером 12 сигналы, могут быть включены между компьютером 12 и клапаном.
Жидкий покрывной материал 22 из резервуара 20 посредством насосного устройства 23 подается в форсунку под давлением выше атмосферного. Примером подходящего насосного устройства 23 является ротационный или шиберный насос, которые используются, например, в системе впрыска топлива в двигателях внутреннего сгорания. Клапан 17 может содержать также нагнетательный клапан, используемый для впрыска топлива в двигатель внутреннего сгорания. Эти компоненты отличаются высокой стабильностью при длительном сроке службы и могут работать при давлении, намного превышающем атмосферное, или создавать высокое давление. Системы этого типа особенно пригодны для нанесения относительно большого количества покрывного материала и при относительно большой толщине покрытия. Можно легко наносить покрывные материалы даже с большой вязкостью.
Дополнительно к клапану форсунки с иглой, показанному на фиг.5, возможны также различные другие типы запирания. Например, клапан может иметь заслонку, которой можно управлять или которую можно приводить в действие с помощью управляющих сигналов, или соответствующий золотник или устройство для зажимания или сгибания трубки или шланга для управления нанесением покрытия.
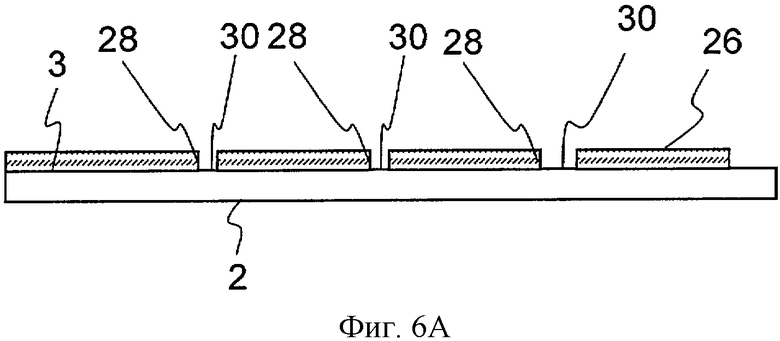
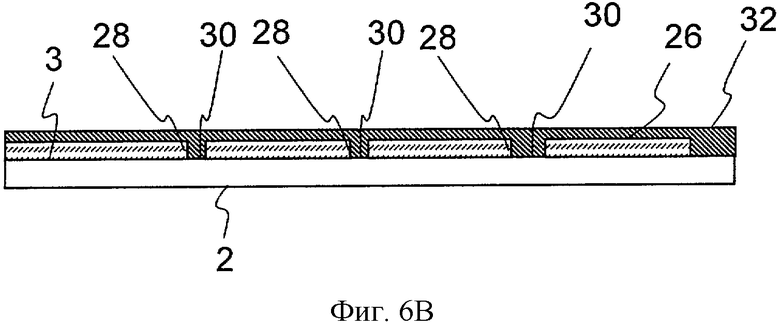
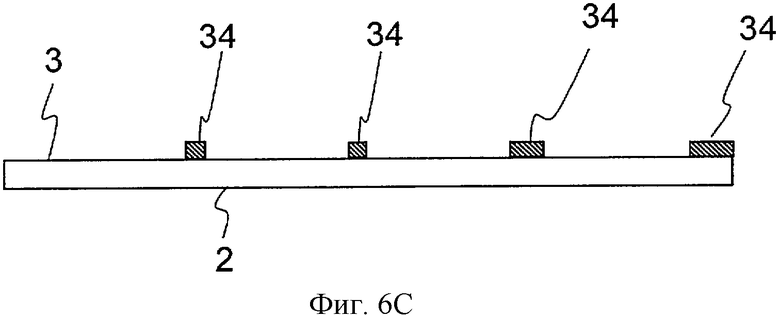
Ниже приводится описание со ссылками на фиг.6А-6С стадий способа изготовления металлизированных зон на основе с использованием съемной технологии.
На фиг.6А показана основа 2, которая покрыта в соответствии с изобретением и имеет полностью отвержденное покрытие 26 на одной стороне 3. Покрытие может быть нанесено так, как было описано выше применительно к фиг.4. Покрытие 26 имеет рисунок с образованием канавочных структур 28. Канавочные структуры 28 оставляют на покрытой поверхности свободными области 30.
На фиг.6В показано покрытая основа 2 после нанесения металлического слоя 32. Слой необязательно должен быть нанесен в узорчатом виде. Вместо этого вся поверхность основы может быть покрыта равномерно, при этом покрытие можно осуществлять, например, с помощью осаждения из паровой фазы или распыления или с помощью мокрых химических средств. Дополнительно к покрытым областям поверхности непокрытые области 30 поверхности могут быть также покрыты металлом с помощью равномерной металлизации.
Затем узорчатое покрытие 26 может быть снова удалено. Удаление слоя 26 приводит также к металлизации покрытых областей поверхности, подлежащих снятию или удалению с ним. На фиг.6С показана основа после этой стадии способа. В соответствии с этим металлизированные области 34 остаются на основе в местах, где первоначально находились непокрытые области 30 на поверхности 3. Затем металлизированные области 34 могут соответствующим образом образовывать соединения, что означает, что этот вариант выполнения способа особенно пригоден для формирования рисунка печатных плат.
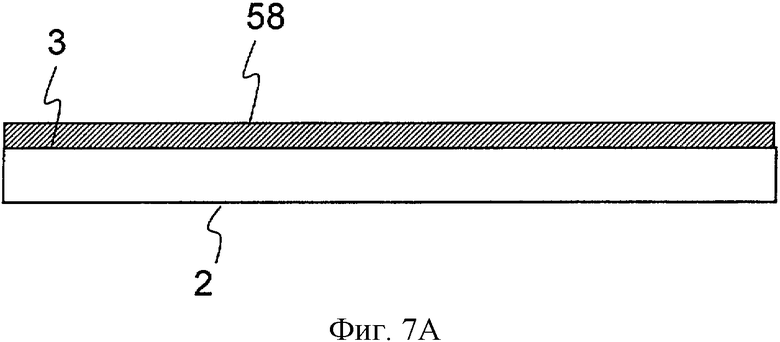
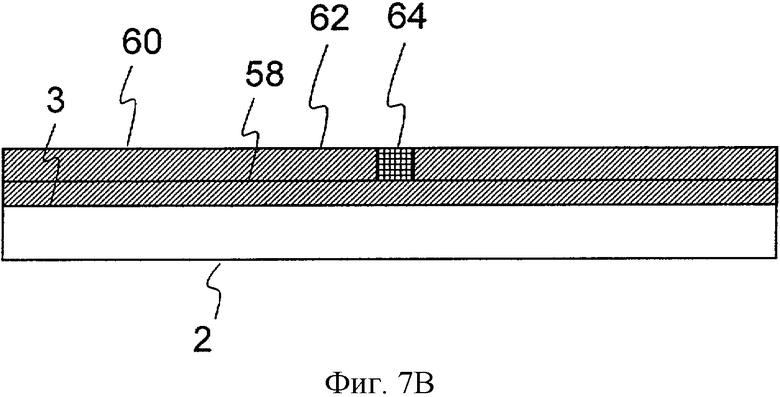
На фиг.7А-7С схематично показаны в качестве примера стадии способа изготовления многослойного покрытия с волноводной структурой на основании поперечных разрезов. Как показано на фиг.7А, на поверхность 3 подходящей основы 2, подлежащей покрытию, прежде всего наносят первый отдельный слой 58 первого материала. На фиг.7В показана основа 2 после другой операции покрытия, в которой на первый слой 58 наносят второй слой 60. Слой 60 имеет области 62, выполненные из первого материала, и область 64, выполненную из другого материала. С целью последовательного создания волновода область 64 имеет удлиненную структуру.
Для создания этого второго отдельного слоя был применен способ согласно данному изобретению с перемещением основы относительно дозирующей головки и/или дозирующей головки относительно основы, и с нанесением жидкого покрывного материала на поверхность посредством одной или более форсунок дозирующей головки в ответ на сигнал управления, создаваемый компьютером. Области 62 и 64, которые содержат разные покрывные материалы, были изготовлены посредством нанесения первого покрывного материала посредством, по меньшей мере, одной первой форсунки и второго покрывного материала посредством, по меньшей мере, одной второй форсунки дозирующей головки.
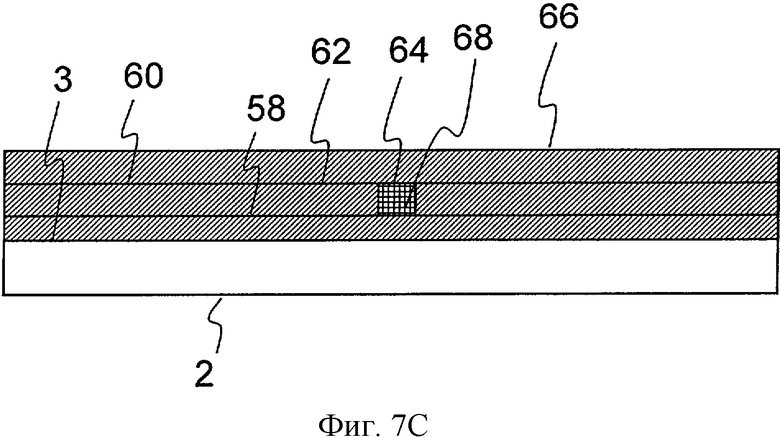
Наконец, как показано на фиг.7С, полученное таким образом покрытие покрывают третьим отдельным слоем 66. Покрывные материалы, используемые для многослойного покрытия, выбирают так, что покрывной материал области 64 имеет коэффициент преломления, отличный от смежных областей. С целью обеспечения создания областью 64 волноводной структуры эта область имеет предпочтительно более низкий коэффициент преломления, чем покрывные материалы первого и третьего отдельных слоев и областей 62. Естественно, нанесение покрытий посредством управляемых компьютером форсунок можно использовать также для внедрения в покрытие других структур, в частности включающих другие оптические компоненты, такие как, например, решетки. Естественно, что можно создавать области с различными коэффициентами преломления посредством местного варьирования одного или более компонентов многокомпонентной системы.
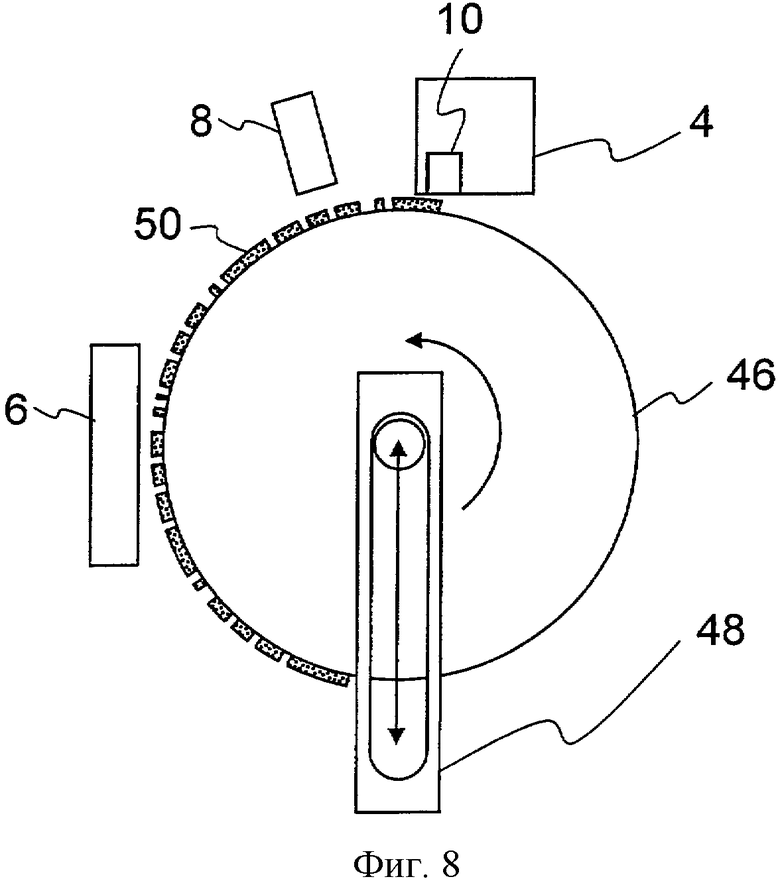
На фиг.8 показано другое применение изобретения. На фиг.8 схематично показано устройство для изготовления печатных форм. Это устройство может быть, в частности, внедрено непосредственно в печатные прессы, что делает возможным отказаться от сложного изготовления и замены печатных форм. Устройство выполнено, например, с возможностью нанесения изображения на печатный цилиндр 46. В этом случае печатный цилиндр образует основу, подлежащую покрытию, а его боковые поверхности образуют поверхность основы, подлежащей покрытию. Для нанесения зонного покрытия печатный цилиндр поворачивают во время процесса покрытия.
Устройство, аналогичное описанным выше вариантам выполнения, имеет покрывной блок 4. Покрывной блок 4 наносит покрытие 50 на боковую поверхность печатного цилиндра, и на покрытии формируется рисунок с образованием желаемого изображения на печатной форме. Рисунок может быть таким, что печатная краска прилипает к возвышенным областям покрытия или в углублениях в покрытии 50.
Дополнительно к этому устройство имеет также блок 8 отверждения путем ультрафиолетового излучения, когда используются отверждаемые с помощью излучения материалы, и/или сушильный блок 6. Если устройство внедрено в печатный пресс, то печатный цилиндр можно, например, поднимать с помощью подъемного устройства из положения печати в положение покрытия, в котором цилиндр 46 может поворачиваться без вхождения в контакт для нанесения покрытия. Дополнительно к нанесению изображения в прессе можно также наносить изображение на печатные формы, предпочтительно гильзы, вне пресса, с последующей установкой в пресс после формирования рисунка, что делает процесс нанесения изображения независимым во времени от процесса печати. Эту возможность можно предпочтительно использовать как в офсетной печати, так и в флексографии, хотя эта возможность не ограничивается этими двумя способами печати.
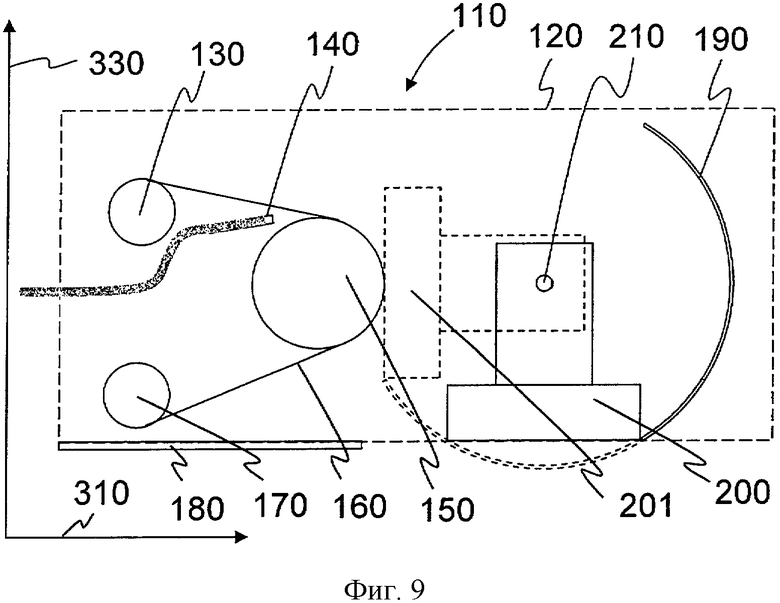
На фиг.9 схематично показан пример выполнения покрывного устройства 110. Этот пример выполнения относится к установке, в которой подложки транспортируются на конвейере под покрывным устройством 110 в первом направлении 310. Подложки покрывают с помощью покрывного устройства 110.
Направление 330 проходит перпендикулярно плоскости планарных подложек. Плоскость, в которой расположены планарные подложки, задана соответственно первым направлением 310 и вторым направлением 320, которое проходит перпендикулярно направлениям 310 и 330, и тем самым перпендикулярно плоскости чертежа на фиг.9. Для непланарных подложек, например, для цилиндрических подложек, таких как, например, трубы, покрывной блок согласуется с контуром подложки, например посредством расположения по кольцу.
Покрывное устройство 110 содержит покрывной блок 200, чистящий блок и электрические или электронные компоненты управления, а также средства подачи и подготовки сред. Покрывное устройство 110 заключено в пыленепроницаемый корпус 120, во внутреннем пространстве которого размещен чистящий блок. Во время операции покрытия лишь покрывной блок 200 направлен наружу для исключения загрязнения внутреннего пространства пылью, например бумажной пылью или печатным порошком. Это особенно важно при использовании небольших форсунок для предотвращения загрязнения или блокирования форсунок.
Для операции очистки покрывной блок 200 имеет возможность поворота вокруг оси 210, так чтобы его можно было очищать с помощью чистящего блока. Уплотнение 190 обеспечивает полное закрытие снаружи пыленепроницаемого корпуса 120 во время операции очистки. Для направленного вниз покрытия предпочтительно располагать коллекторное отверстие напротив покрывного блока 200 для сбора покрывного материала, который выпускается, например, во время подготовки форсунок. Защитная пластина 180 защищает от подложек, которые направляются неправильно в установке, и которые могут повредить покрывной блок 200.
Чистящий блок может, например, содержать подающий ролик 130 для не содержащего пуха чистящего полотна 160, один или более чистящих роликов 150, которые равномерно прижимают чистящее полотно 160 к дозирующим головкам 250, наматывающее устройство 170 для наматывания использованного чистящего полотна 160, и форсунки 140 для управляемой дозировки чистящей жидкости.
Для подачи сред в покрывной блок 200 предусмотрены электрические и/или электронные блоки управления, средство подачи покрывной среды или сред и при необходимости соединения для сжатого воздуха и/или создания разряжения. Если необходимы экранирующие или технологические газы, то эти газы также подаются. Для нанесения покрытия с использованием тонких покрывных форсунок покрывную среду необходимо также, по меньшей мере, фильтровать перед подачей в покрывной блок для исключения загрязнения частицами. В случае использования пьезоэлектрических струйных головок предпочтительно дегазировать покрывную среду для обеспечения высоких частот приведения в действие покрывных форсунок до примерно 50 кГц.
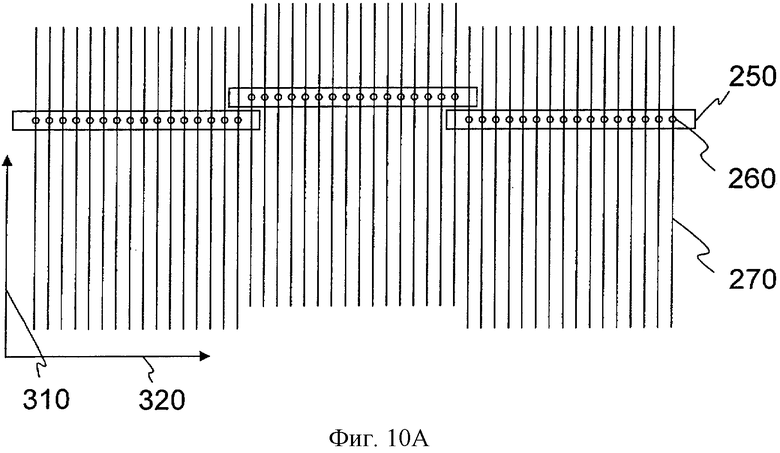
Покрывной блок 200 содержит несколько дозирующих головок 250. Дозирующая головка 250 содержит, по меньшей мере, две форсунки 260. Форсунки 260 расположены линейно. Для достижения желаемого разрешения форсунок на единицу длины в направлении 320 дозирующие головки 250 можно располагать по разному, например линейно, в шахматном порядке, диагонально или комбинированно.
Примеры возможного расположение дозирующих головок 250 показаны на фиг.10А-10D. Различные расположения дозирующих головок 250 и тем самым форсунок 260 в линейном виде и с постоянными интервалами между ними обеспечивают различное разрешение форсунок на единицу длины в направлении 320. Направление 320 в этом случае проходит перпендикулярно к направлению 310 движения подложек. Для иллюстрации разрешения на фигурах показаны в каждом случае вспомогательные линии 270 на подложке, проходящей в направлении 310.
На фиг.10А схематично показано простое линейное расположение дозирующих головок 250. В этом примере разрешение системы форсунок на единицу длины в направлении 320 создается за счет разрешения отдельной дозирующей головки 250.
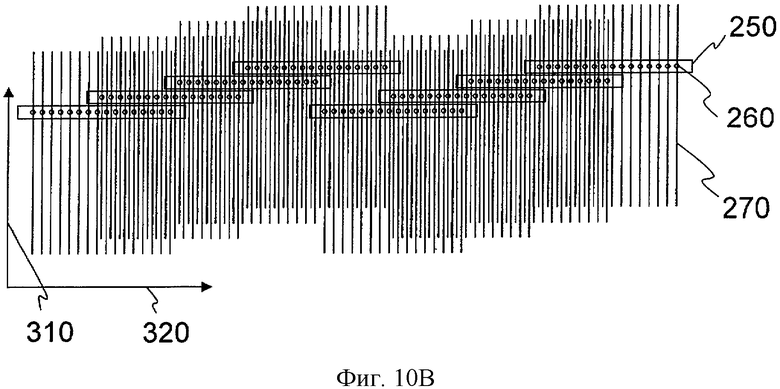
На фиг.10В показано линейное расположение в шахматном порядке. При таком расположении блоки форсунок 260, расположенных линейно в отдельных дозирующих головках 250, расположены со сдвигом друг относительно друга для увеличения разрешения.
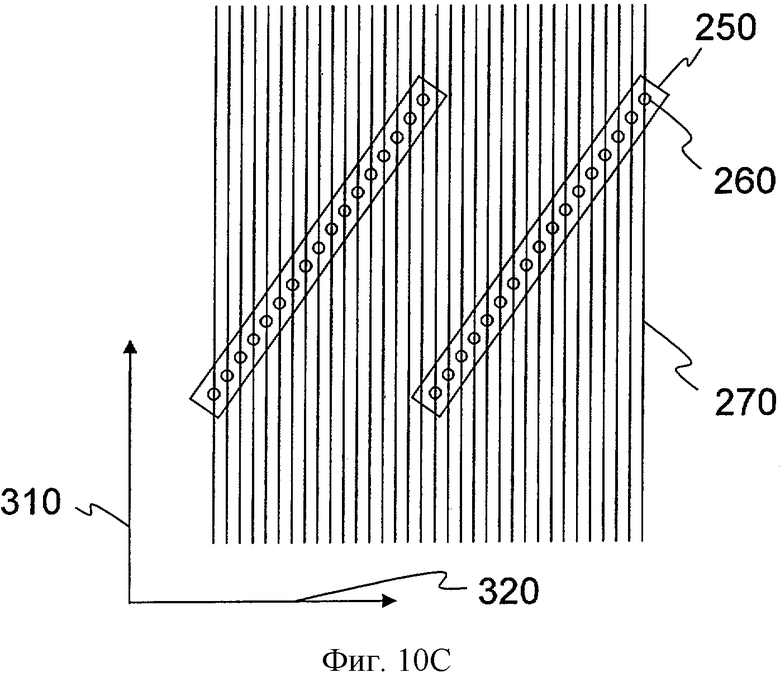
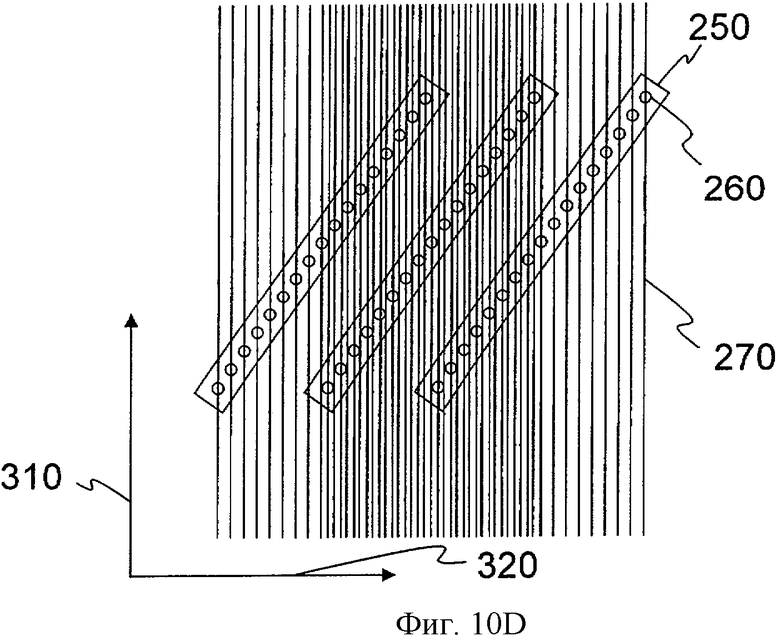
На фиг.10С схематично показано расположение с диагональной структурой. Диагональная структура означает такое расположение дозирующих головок 250, в котором оси, на которых расположены, по меньшей мере, две форсунки 260 дозирующих головок 250, повернуты на угол 0°-90° относительно направления 320 внутри плоскости, заданной направлениями 310 и 320, так что форсунки расположены ближе друг к другу в направлении 320. Угол наклона и расстояние можно выбирать так, что если более двух форсунок пересекаются с форсунками двух смежных дозирующих головок, то образуется комбинация из диагонального расположения и расположения в шахматном порядке. Это показано на фиг.10D.
Преимущество диагональной структуры состоит в возможности использования экономящего пространство расположения головок и облегчения механической ориентации смежных головок. Кроме того, можно также комбинировать два метода. Для обеспечения большей толщины слоя можно также располагать несколько покрывных блоков этого типа последовательно друг за другом в направлении 310; естественно, для этой цели можно использовать также несколько покрывных устройств.
Комбинирование диагонального расположения дозирующих головок 250 и чистящего блока, описание которого было приведено выше, имеет дополнительное преимущество, состоящее в том, что направление перемещения чистящего полотна не параллельно или не перпендикулярно оси, на которой ориентированы форсунки 260, т.е. осям форсунок.
Можно также реализовать упрощенное решение для чистки покрывного блока 200, в котором обдирочное устройство, покрытое полотном, движется по поверхности форсунок покрывного блока 200; необходимо обеспечивать, чтобы движение обдирания не происходило перпендикулярно или параллельно оси форсунки.
Покрывное устройство 110, описание которого было приведено выше, можно использовать, например, в покрывной машине для покрытия листов (покрывающей листы машине), например, вместо обычного роликового покрывного механизма. В этом случае покрытие наносится либо на всю поверхность, либо необходимо устанавливать дополнительно датчики положения для регистрации положения и угла листа перед покрытием, так чтобы можно было точно выполнять покрытие. Другая возможность состоит в небольшой модификации обычной роликовой покрывной машины за счет ориентирования листа перед его прохождением через покрывное устройство 110 так, чтобы передняя кромка была параллельна покрывному устройству 110. Однако в этом случае лист должен фиксироваться на конвейерном устройстве, например с помощью разрежения, так чтобы лист не мог больше поворачиваться. Таким образом, необходимо лишь ориентировать рисунок покрытия его сторонами в правильном положении, но его нельзя поворачивать. Преимущество состоит в значительно более низком уровне вычислений, которые необходимо выполнять для ориентирования рисунка покрытия.
Кроме того, устройство можно использовать в офсетном печатном прессе, а не в покрывном механизме. В этом случае можно совсем отказаться от позиционирования поверхности, поскольку листы уже ориентированы в прессе. Это преимущество можно также использовать при размещении устройства в машине трафаретной печати.
Приведенные выше примеры относятся к графическому промышленному сектору. Однако можно назвать различные другие области применения, такие как, например, использование устройства для декоративного или полного окрашивания мебели/частей мебели или других объектов, подлежащих покрытию.
Перечень позиций
1 - Устройство для нанесения покрытий
2 - Основа
3 - Поверхность на основе 2, подлежащая покрытию
4 - Покрывной блок
5 - Конвейерное устройство
6 - Сушильный блок
8 - Блок отверждения с помощью ультрафиолетового излучения
9 - Блок охлаждения
10 - Дозирующая головка
12 - Компьютер
14, 15 - Интерфейс
16 - Форсунка
17 - Клапан
171 - Электромагнитный/пьезоэлектрический исполнительный механизм
18 - Питающие проводники для форсунок 16
19 - Игла клапана
20 - Резервуар
21 - Устройство предварительного нагревания
22 - Покрывной материал
23 - Насосное устройство
24 - Капля
26 - Отвержденное покрытие
28 - Канавочная структура в покрытии 26
30 - Непокрытые области на поверхности, покрытой с образованием рисунка
32 - Металлизация
34 - Металлизированные области
36 - Устройство определения положения
38 - Направляющий рельс
40 - Шаговый двигатель
42 - Передаточное колесо
44 - Зубчатый ремень
46 - Печатный цилиндр
48 - Поднимающее устройство
50 - Узорчатое покрытие
51, 52 - Барабаны
53 - Ролики
54 - Первое направление
55 - Конвейерная лента
56 - Второе направление, по существу перпендикулярное направлению 54
58 - Первый отдельный слой многослойного покрытия
60 - Второй отдельный слой многослойного покрытия
62 - Первая область
64 - Вторая область
66 - Третий отдельный слой многослойного покрытия
100 - Устройство для подачи отдельных подложек
101 - Устройство для удаления отдельных подложек
110 - Покрывное устройство
120 - Пыленепроницаемый корпус
130 - Барабан для хранения чистящего полотна
140 - Форсунка для чистящей жидкости
150 - Чистящий ролик
160 - Чистящее полотно
170 - Намоточное устройство
180 - Защитная пластина в качестве защитной распорки
190 - Уплотнение для закрывания покрывного блока во время операции очистки
200 - Покрывной блок в положении нанесения покрытия
201 - Покрывной блок в положении очистки
210 - Ось поворота
250 - Дозирующая головка
260 - Форсунка
270 - Вспомогательные линии, иллюстрирующие расстояние между форсунками в направлении 320
310 - Первое направление
320 - Второе направление, по существу перпендикулярное направлению 310
330 - Третье направление, по существу перпендикулярное направлениям 310 и 320
Изобретение относится к способу нанесения покрытий на поверхности и к устройству для нанесения покрытий, в частности к способу для бесконтактного нанесения покрытий на поверхности и к устройству для бесконтактного нанесения покрытий на поверхности. Изобретение предлагает способ нанесения покрытий, таких как, в частности, лаков, на поверхности с использованием устройства, которое содержит дозирующую головку, которая имеет, по меньшей мере, одну форсунку, которую можно приводить в действие с помощью сигнала управления. Способ содержит стадии: перемещения основы, имеющей поверхность, подлежащую покрытию, вдоль этой поверхности относительно дозирующей головки и/или перемещения дозирующей головки относительно поверхности основы, подлежащей покрытию, и нанесения жидкого покрывного материала на поверхность через форсунку в ответ, по меньшей мере, на один сигнал управления, созданный компьютером. Техническим результатом изобретения является обеспечение точно дозируемого, имеющего разрешение по положению покрытия на основы. 2 н. и 52 з.п. ф-лы, 10 ил.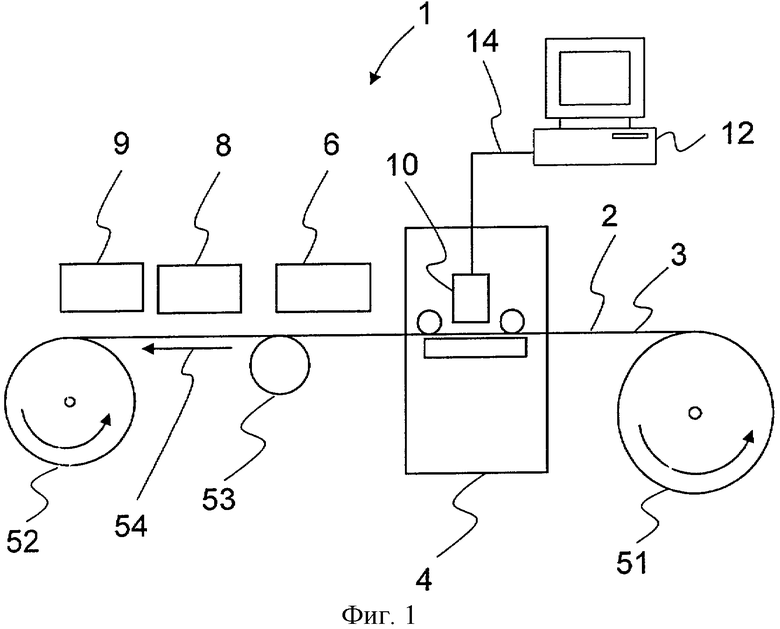
перемещения основы (2), имеющей поверхность (3), подлежащую покрытию вдоль этой поверхности (3), относительно дозирующей головки (10), и/или перемещения дозирующей головки (10) относительно поверхности (3) основы (2), подлежащей покрытию, и
нанесение жидкого покрывного материала (22) на поверхность через форсунку в ответ на по меньшей мере один сигнал управления, созданный компьютером (12), и
затвердевание жидкого покрывного материала на поверхности (3), причем стадия затвердевания жидкого покрывного материала на поверхности содержит стадию сшивания жидкого материала.
перемещения основы (2), имеющей поверхность (3), подлежащую покрытию, вдоль этой поверхности (3) относительно дозирующей головки (10) и/или перемещения дозирующей головки (10) относительно поверхности (3) основы (2), подлежащей покрытию, и
нанесения жидкого покрывного материала на поверхность через форсунку в ответ на сигнал управления, созданный компьютером (12), выполняют более одного раза.
| US 5993551 А, 30.11.1999 | |||
| DE 10031030 A1, 17.01.2002 | |||
| US 4220115 A, 02.09.1980 | |||
| Способ тепловой изоляции металлических трубопроводов | 1979 |
|
SU870847A1 |
| Устройство для нанесения клея наКРОМКу пОлОСы | 1979 |
|
SU801895A1 |

