Область техники
Настоящее изобретение относится к термопечати и касается устройства для термопечати изображения с промежуточного листа для термопереноса на изделие, способа печатания и изделия, несущего напечатанное изображение.
Уровень техники
Термопечать включает формирование на переводном промежуточном листе изображения (в зеркальном отображении) с использованием одного или более красителей для термопереноса. Изображение затем переносится на поверхность изделия с использованием термопереноса путем приведения изображения в контакт с поверхностью изделия и приложения тепла и также, возможно, давления. Термопечать особенно применима для печати на изделиях, которые плохо подходят для прямой печати, в частности на трехмерных объектах. Термопечать посредством диффузионной термопечати с использованием сублимационных красителей описана, например, в документах WO 98/02315 и WO 02/096661. Используя технологию цифровой печати для формирования изображения на переводном промежуточном листе, высококачественные изображения, возможно фотографического качества, могут быть напечатаны на трехмерных изделиях относительно просто и экономично, даже при небольших партиях изделий. Несомненно, такие изделия могут быть определены как экономичные.
Используя подходящие переводные промежуточные листы носители, становится возможным формировать изображения хорошего качества на трехмерных изделиях, возможно имеющих сложную форму, включая изогнутую форму (вогнутую или выпуклую), включая сложные изгибы. При печати на трехмерных изделиях лист типично предварительно нагревается, например, до температуры в диапазоне от 80 до 170°C, перед наложением на изделие, чтобы размягчить лист и сделать его деформируемым. Размягченный лист в результате приводится в состояние, в котором он может легко наноситься на изделие, повторяя при этом контуры изделия. Это обычно реализуется путем приложения вакуума, чтобы заставить размягченный лист прижаться к изделию, повторяя его форму. Удерживая лист в контакте с изделием, например с помощью вакуума, лист, а также изделие нагреваются до подходящей температуры для переноса красителя, в типичном случае до температуры в диапазоне от 140 до 200°C, в течение подходящего времени, типично в диапазоне от 15 до 150 секунд. После переноса красителя изделию дают охладиться или принудительно охлаждают перед удалением переводного промежуточного листа. Пригодное устройство для выполнения этапа термопечати раскрыто, например, в WO 01/96123 и WO 2004/022354.
Нагрев листа и изделия обычно осуществляется путем воздействия потоком горячего воздуха, создаваемого нагревательным средством, содержащим вентилятор и электрические нагревательные элементы. В известном устройстве воздух входит в кожух и направляется на изделия, расположенные в полости устройства. В некоторых современных системах воздух пропускается через диффузор, содержащий группу статических направляющих. За счет правильного расположения направляющих может быть получено однородное и оптимизированное распределение воздуха над изделиями и связанными с ними листами, обеспечиваемое для изделий с относительно плоским профилем и для изделий, размещенных в центре полости. Однако распределение воздуха не будет оптимальным для изделий, которые имеют выступающие вверх участки, так как боковые или нижние поверхности изделий обычно остаются более холодными, чем верхние поверхности, а также для изделий, размещенных вблизи краев полости, так как поверхности, удаленные от центра полости, обычно нагреваются менее хорошо. Это ведет к неравномерному нагреву изделий и листа и, следовательно, к неравномерному переносу красителя, с потенциально слабым переносом красителя в более холодных областях изделий. Это может привести к низкому качеству печати в целом.
Сущность изобретения
Согласно одному аспекту настоящее изобретение предлагает устройство для термопечати изображения с листа для термопереноса на изделие, которое включает в себя нагревательное средство, выполненное с возможностью подачи потока нагретого газа для осуществления переноса красителя, и узел качающихся лопаток для направления нагретого газа поперечно направлению потока, для распределения нагретого газа над изделием(ями) во время переноса краски.
Благодаря наличию узла качающихся лопаток нагретый газ распределяется в боковом направлении и может быть распределен более равномерно над изделиями и связанным с ними листом, включая изделия с выступающими вверх участками, изделия с наклонными, например вертикально, боковыми стенками и изделия, не расположенные в центре устройства. Распределение нагретого газа в боковом направлении означает, что любые потенциально холодные участки на изделиях и листе будут стремиться выровняться по температуре, в результате чего получится более равномерный перенос красителя и лучшее качество печати. Узел качающихся лопаток также имеет преимущество в незначительном уменьшении объемного расхода газа, так как площадь поперечного сечения лопатки(ок) в направлении потока газа является небольшой.
Было обнаружено, что узел качающихся лопаток работает хорошо и имеет преимущество перед другими решениями проблемы неравномерного нагрева. Например, попытки направлять поток газа к боковым сторонам устройства, используя более сильный диффузор, ведут к уменьшению потока газа и к холодным участкам в других местах в устройстве. Другие решения, заключающиеся в применении управляемых сопел, являются сложными механически и также ведут к уменьшению потока воздуха.
Узел качающихся лопаток содержит одну или более лопаток, типично несколько лопаток, например, объединенных в группу, чтобы двигаться совместно, установленных с возможностью совершения качающегося движения в направлении, поперечном направлению потока нагретого воздуха, причем газ, проходящий над лопатками и типично между смежными лопатками, будет направляться в разные части устройства, в зависимости от положения лопатки(ок) в цикле качания. Лопатка предпочтительно представляет собой вытянутый в целом плоский элемент.
Лопатка или лопатки обычно устанавливаются шарнирно, и в простом устройстве приводятся с помощью толкающей штанги, выполненной с возможностью возвратно-поступательного перемещения.
Узел качающихся лопаток желательно приводится с помощью электродвигателя, который может быть связан с элементом, выполненным с возможностью возвратно-поступательного перемещения, например толкающей штангой. Элемент, выполненный с возможностью возвратно-поступательного перемещения, приводится таким образом, чтобы создать желаемую схему качания, и обычно приводится с помощью кулачка, который преобразует вращательное движение электродвигателя в соответствующее поступательное движение.
Узел качающихся лопаток может быть выполнен с учетом трехмерной формы изделий, на которых производится печать, для создания схемы качания, обеспечивающей равномерный нагрев всех участков поверхностей изделий, на которых производится печать (и соответствующих участков листа), путем создания температурного поля, являющегося плоским и постоянным на всех участках, на которые будет производиться печать.
Для этой цели схема качания является, например, предпочтительно такой, что нагретый газ будет направляться к вертикальным сторонам изделий и расположенным на периферии изделиям в течение более длительного времени, чем к горизонтальным поверхностям изделий и расположенным в центре изделиям.
Скорость качания может регулироваться по желанию, например, путем подходящей регулировки известным способом соответствующего электродвигателя и находится, как правило, в диапазоне от 5 до 200 ходов в минуту, в типичном случае, предпочтительно около 25 ходов в минуту.
Устройство может быть модифицировано, чтобы соответствовать конкретному изделию, путем изменения одного или более параметров, включая количество, размер, положение и конфигурацию лопаток, схему качания (например, путем применения соответствующего кулачка), а также, возможно, скорости качания.
Устройство может включать в себя опциональный узел диффузора, расположенный выше или ниже по потоку относительно узла качающихся лопаток, и выполненный с возможностью распределения нагретого газа в поперечном направлении, например, под прямым углом, относительно бокового распределения, создаваемого узлом качающихся лопаток.
Устройство может дополнительно или альтернативно опционально включать в себя второй узел качающихся лопаток, расположенный ниже по потоку и поперечно, например под прямым углом, относительно первого узла качающихся лопаток, чтобы распределять нагретый газ в поперечном направлении относительно бокового распределения, создаваемого первым узлом качающихся лопаток. Второй узел качающихся лопаток может в целом быть подобен по конструкции и работе первому узлу качающихся лопаток.
В остальном устройство может иметь обычную конструкцию и может использоваться обычным образом.
Соответственно нагревательное средство обычно содержит нагревательный элемент и вентилятор.
Нагревательное средство выполнено с возможностью управления ими таким образом, чтобы осуществить предварительный нагрев листа (типично до температуры в диапазоне от 80 до 170°C) для размягчения листа, а также осуществить нагрев листа (типично до температуры в диапазоне от 120 до 240°C, обычно около 160°C) для переноса красителя. Нагревательное средство может также использоваться для опционального предварительного нагрева обрабатываемых изделий (типично до температуры в диапазоне от 100 до 120°C).
Как правило, узел качающихся лопаток будет приводиться в действие всякий раз при работе нагревательных средств, на всех этапах нагрева.
Нагретый газ обычно является воздухом.
Устройство включает в себя средство для приведения листового носителя и изделия в непосредственный контакт, для осуществления этапа переноса красителя. Это средство типично содержит вакуумные средства, и устройство таким образом является вакуумным прессом. Вакуумные средства обычно содержат вакуумный насос и соответствующий выпускной клапан.
Устройство типично включает в себя опору для удержания одного или более изделий, на которых будет производится печать, включая опциональные гнезда или формы, выполненные таким образом, чтобы соответствовать форме изделий, на которых производится печать, для поддержки изделий и предотвращения деформации изделий, таких как тонкостенные пластиковые изделия, которые иначе могут деформироваться при нагреве.
Устройство предпочтительно включает в себя средство для удержания переводного промежуточного листа в положении на изделии, на котором будет производиться печать.
Предпочтительно имеется средство для относительного перемещения изделия и листа, чтобы привести лист (в размягченном состоянии после предварительного нагрева) и изделие в контакт, а опора обычно включает в себя подъемное средство для подъема или опускания опоры.
Устройство обычно включает в себя охлаждающее средство, типично в виде вентилятора, для направления потока холодного воздуха на изделие и лист после печатания для охлаждения обоих.
Устройство предпочтительно включает в себя компьютерные средства управления для управления работой нагревательных средств, вакуумных средств, охлаждающего средства и подъемного средства и, возможно, также работой узла качающихся лопаток, в частности скоростью качания лопаток. Средства управления могут включать в себя множество предварительно установленных программ, подходящих для печати на множестве различных материалов, и могут также иметь возможность программирования пользователем для обеспечения соответствия другим требованиям.
Устройство может использоваться для печати изображений на изделиях, изготовленных из широкого ряда материалов, включая пластик, металл, керамику, дерево, композитные материалы и т.д., причем изделия могут быть твердотельными или тонкостенными конструкциями. В зависимости от свойств поверхности изделия, на котором будет производиться печать изображения, может быть желательным предварительно обработать поверхность путем нанесения покрытия или лака, для улучшения приема перенесенных красителей.
Устройство, в частности, предназначено для печати на трехмерных изделиях, возможно, имеющих сложные формы, включая изогнутые формы (вогнутые или выпуклые), включая сложные изгибы.
Подходящие листы для термопереноса доступны на рынке, например носители Pictaflex (Pictaflex является торговой маркой) компании ICI Imagedata.
Изображения могут быть сформированы на листе для термопереноса путем печати с помощью подходящих красителей для термопереноса, предпочтительно посредством струйной печати.
Согласно дополнительному аспекту настоящее изобретение предлагает способ печати изображения с листа для термопереноса на изделии, включающий в себя приведение листа и изделия в контакт, и нагрев листа путем воздействия потоком нагретого газа, чтобы осуществить перенос красителя с листа на изделие, при этом нагретый газ направляют качающимся образом в направлении, поперечном направлению потока, для распределения нагретого газа по изделию во время переноса красителя.
Нагретый газ предпочтительно направляется по схеме качания, соответствующей форме изделия, способствуя получению равномерной температуры по поверхности изделия, на которое будет производиться печать.
Газ обычно направляется с помощью узла качающихся лопаток, предпочтительно под управлением кулачка, имеющего соответствующий профиль, для получения желаемой схемы качания.
Скорость качания предпочтительно в типичном случае находится в диапазоне от 5 до 200 ходов в минуту, и хорошие результаты были получены со скоростью около 25 ходов в минуту.
Нагретый газ может опционально также отклоняться качающимся образом во втором направлении, поперечном, например под прямым углом, первому направлению. Газ может дополнительно или альтернативно пропускаться через диффузор, расположенный выше или ниже по потоку относительно узла качающихся лопаток.
Газ обычно является воздухом.
Способ в целом включает в себя этап предварительно нагрева листа путем воздействия потоком нагретого газа для размягчения листа перед приведением листа в контакт с изделием. Обычно во время этапа предварительного нагрева поток нагретого газа будет также отклоняться качающимся образом.
Способ может включать опциональный этап предварительного нагрева изделий, опять в типичном случае путем воздействия потоком нагретого газа, отклоняемого качающимся образом.
Предварительно нагретый лист и изделие обычно приводятся в контакт путем воздействия вакуума. Давление при вакууме предпочтительно находится в диапазоне от 30 до 85 кПа (например, около 50 кПа) ниже атмосферного давления.
Способ типично включает этап окончательного охлаждения.
Предварительный нагрев изделий типично осуществляется при температуре в диапазоне от 100 до 120°C в течение около 30 секунд, причем условия предварительного нагрева зависят от материала поверхности изделия, на котором будет производиться печать.
Предварительный нагрев листа типично осуществляется при температуре в диапазоне от 80 до 170°C в течение около 30 секунд, для носителей Pictaflex при температуре около 145°C в течение 15 или 20 секунд или около 130°C в течение 30 секунд.
Перенос красителя типично осуществляется путем нагрева до температуры в диапазоне от 120 до 240°C, обычно около 160°C, в течение периода времени, находящегося в диапазоне от 15 секунд до 5 минут, причем условия зависят от ряда факторов, включая конкретные красители, листовой носитель и изделие.
Изобретение также включает в себя, в пределах его объема, изделие, несущее напечатанное изображение, полученное устройством или способом согласно изобретению.
Далее, в целях иллюстрирования будет описан с помощью прилагаемых чертежей вариант выполнения вакуумного пресса согласно изобретению для термопечати изображения с переводного промежуточного листа на трехмерное изделие.
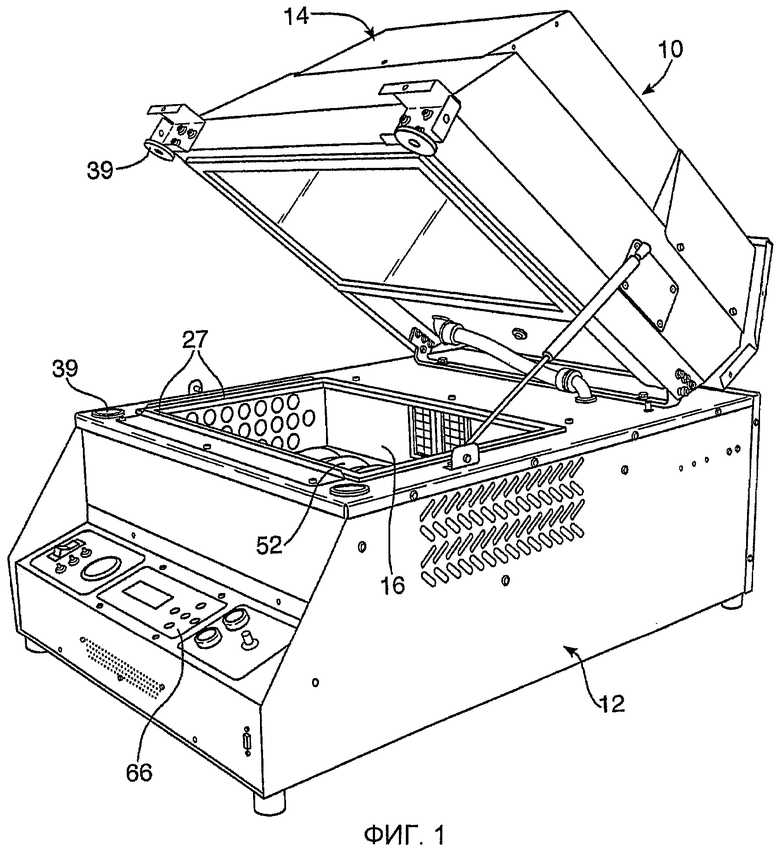
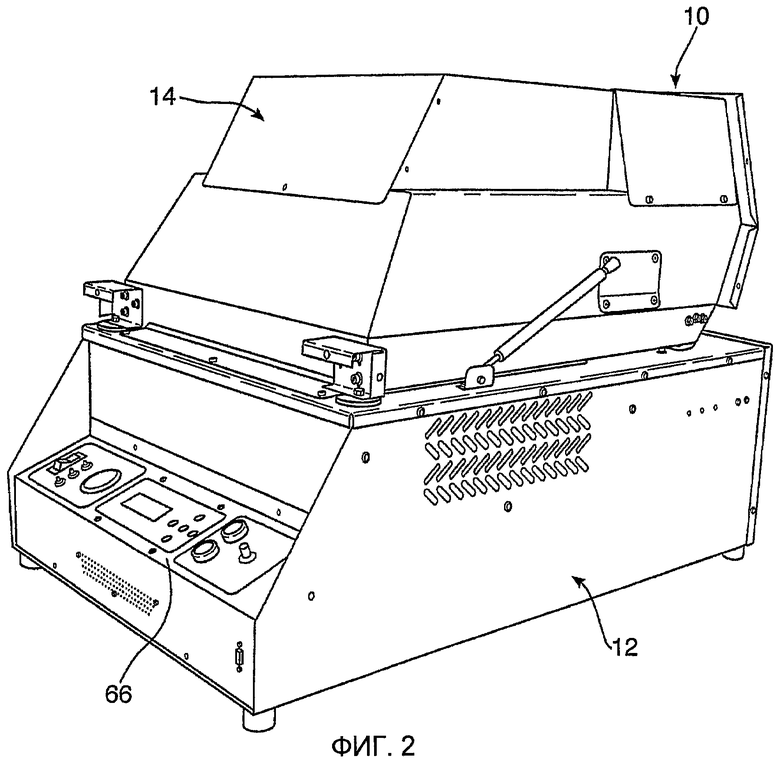
Фиг. 1 и 2 - виды в перспективе вакуумного пресса.
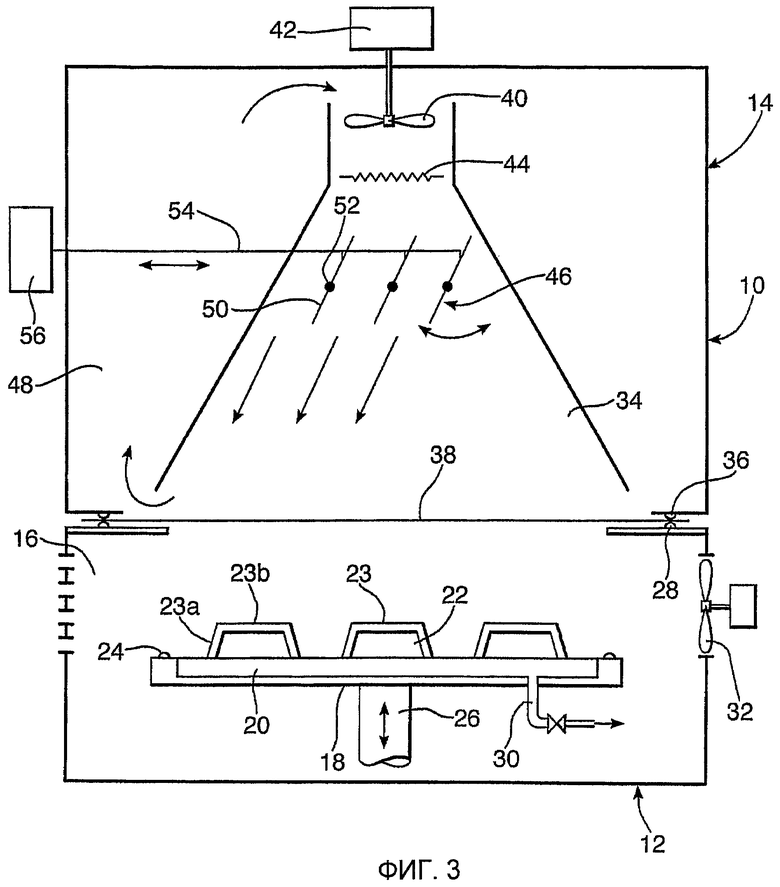
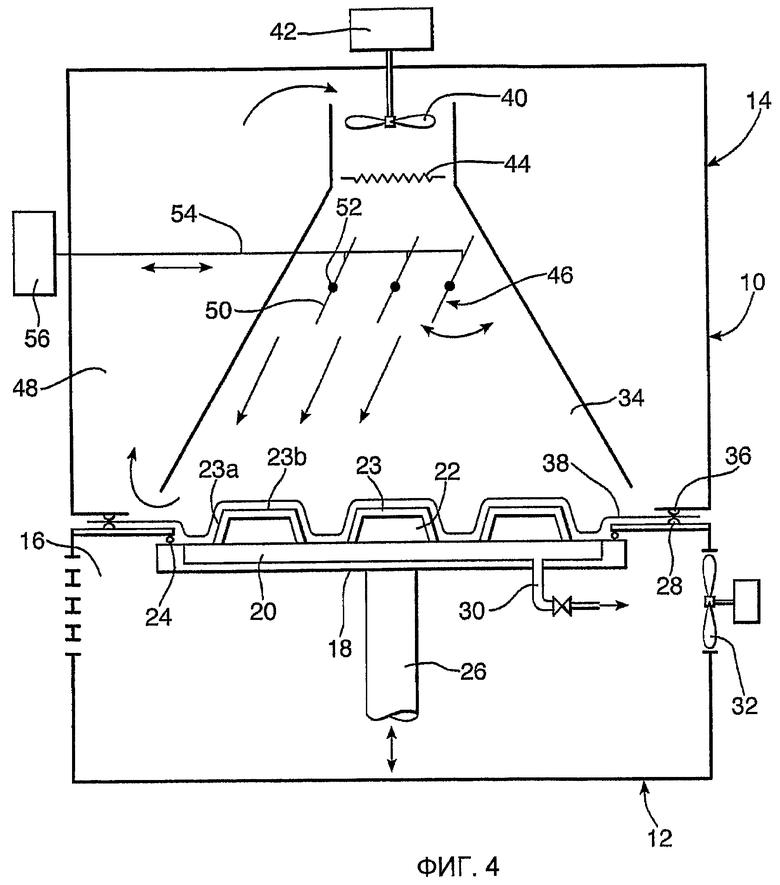
Фиг. 3 и 4 - схематические виды в разрезе внутренних компонентов пресса на различных этапах работы.
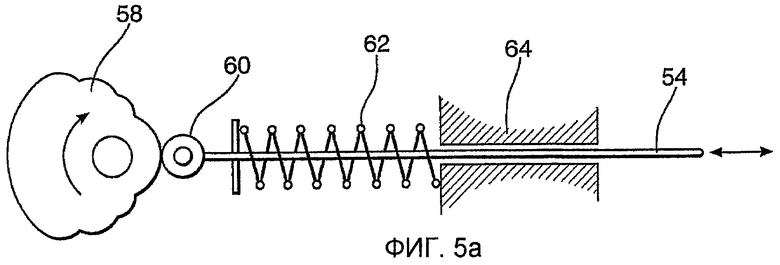
Фиг. 5а - схематический вид кулачка вакуумного пресса.
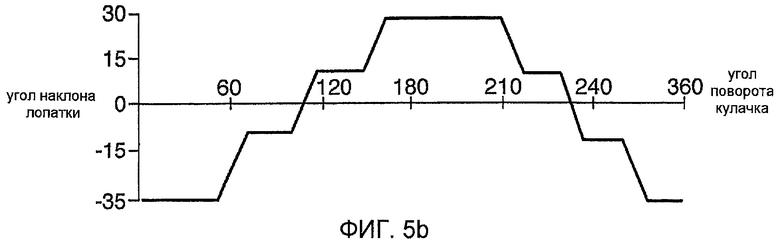
Фиг. 5b - график зависимости угла наклона лопатки от угла поворота кулачка для кулачка, показанного на фиг. 5а.
Подробное описание изобретения
Иллюстрируемый вакуум-пресс 10 выполнен в виде настольной установки формата А3, предназначенной для использования с переводным листом формата А3. Пресс имеет в целом форму прямоугольного параллелепипеда, со следующими общими размерами: глубина 800 мм, высота 600 мм, ширина 600 мм. Пресс содержит корпус, имеющий базовый блок 12 и крышечный блок 14, шарнирно соединенный с базовым блоком в задней части, причем крышечный блок выполнен с возможностью ручного перемещения между начальным открытым положением позицией (см. фиг. 1) и закрытым положением для использования (см. фиг. 2).
Базовый блок включает в себя полость 16, в которой располагается стол 18 для размещения группы трехмерных изделий, на которые будет производиться печать или которые будут декорироваться. На стол 18 опирается плита 20 для гнезд из пористого алюминия или волокна, несущая группу гнезд или форм 22, выполненных таким образом, чтобы соответствовать форме изделий 23, на которых будет производиться печать, для поддержки изделий и предотвращения деформации изделий, таких как тонкостенные пластиковые изделия, что иначе может случиться при нагреве. На верхней поверхности плиты 20 для гнезд имеется периферическое резиновое уплотнение 24 для уплотнения в пределах базового блока. Стол 18 может быть поднят или опущен на валу 26 посредством подъемного цилиндра (не показан) из начального нижнего положения (как показано на фиг. 1 и 3) в поднятое положение (как показано на фиг. 4).
Периферия полости 16 окружена прямолинейными направляющими 27 для пленки (видимыми на фиг. 1) для точного позиционирования переводного листа формата А3 над полостью и удержания листового носителя в положении, опирающимся на периферическое резиновое уплотнение 28.
Базовый блок 12 включает в себя вакуумную систему, содержащую вакуумный насос и выпускной клапан (не показаны), для создания вакуума в гибком шланге 30, проходящем через стол 18, для откачивания воздуха из области непосредственно под гнездовой плитой 20.
Базовый блок также включает в себя охлаждающий вентилятор 32 со связанным с ним электродвигателем.
Крышечный блок 14 включает в себя полость 34, периферия которой окружена резиновым уплотнением 36, которое взаимодействует с уплотнением 28 базового блока для фиксации и уплотнения переводного листа 38 между ними в корпусе, когда крышечный блок находится в закрытом положении. Предусмотрены магнитные запоры 39 (см. фиг. 1) для фиксации крышечного блока в закрытом положении.
Крышечный блок 14 включает в себя нагревательное средство, содержащее вентилятор 40 с соответствующим электродвигателем 42 и расположенные после него электрические нагревательные элементы 44 для направления потока горячего воздуха вниз в крышечном блоке. Узел 46 качающихся лопаток располагается в крышечном блоке, далее по потоку относительно нагревательных элементов 44, чтобы отклонять нагретый воздух качающимся образом для обеспечения более равномерного нагрева изделий. Нагретый воздух проходит вверх через каналы 48, чтобы рециркулировать внутри корпуса.
Узел 46 качающихся лопаток содержит три одинаковые вытянутые плоские лопатки 50, каждая из которых шарнирно смонтирована в центре 52 и которые объединены в группу посредством толкающей штанги 54 для их синхронного перемещения в ответ на возвратно-поступательное перемещение толкающей штанги 54. Толкающая штанга 54 приводится со скоростью 25 ходов в минуту электродвигателем 56 через кулачок 58 (фиг. 5а) для преобразования вращательного движения электродвигателя в соответствующее поступательное движение толкающей штанги 54, причем толкающая штанга имеет на конце работающей от кулачка ролик 60 и проходит через смещающую пружину 62 и линейную опору 64 качения.
Кулачок 58 показан на фиг. 5 и выполнен с таким профилем, чтобы получить схему качания узла 46 качающихся лопаток, обеспечивающую получение потока нагретого воздуха, дающего равномерный нагрев всех поверхностей изделий 23, на которых производится печать. В частности, важно, чтобы вертикальные стороны 23а нагревались до той же температуры, что и горизонтальные поверхности 23b, для равномерного переноса красителя. Также важно, чтобы расположенные по краям изделия нагревались в той же степени, что и расположенное в центре изделие. Для этого кулачок 58 выполнен таким образом, чтобы получить схему качания, при которой нагретый воздух направляется в промежутки между изделиями и в крайние точки траектории перемещений лопаток в течение относительно более длительного времени в сравнении со временем, в течение которого нагретый воздух направляется на верхние поверхности 23b и в центр траектории перемещения лопаток. На фиг. 5b представлен график зависимости положения лопатки от положения кулачка. Лопатки качаются симметрично с диапазоном перемещения около 60°.
При работе устройства лопатки 50 качаются толкающей штангой каждый раз, когда работает нагревательный вентилятор 40.
Устройство включает в себя компьютерные средства управления (не показаны) и панель 66 управления, включающую дисплейные средства, спереди базового блока (см. фиг. 1 и 2).
При использовании изображение, печатаемое на трехмерном изделии, печатается (в зеркальном отображения) на подходящем переводном промежуточном листе 38. В одном варианте осуществления изображение печатается на рулонном носителе Pictaflex формата А3+ фирмы ICI Imagedata (Pictaflex является торговой маркой) посредством струйной печати на принтере Epson 4400 (Epson является торговой маркой), используя сублимационные чернила Artainium (Artainium является торговой маркой), от которого отрезается лист формата А3, с дальнейшей просушкой.
Объекты, на которые будет производиться печать, представленные изделиями 23, размещаются в базовом блоке 12, где каждое опирается на соответствующее гнездо 22, причем декорируемая поверхность располагается сверху. В зависимости от характера поверхности изделия, на котором формируется изображение, может быть предпочтительным предварительно обработать поверхность путем нанесения на нее покрытия или лака для улучшения приема перенесенных красителей.
Крышечный блок 14 перемещается вручную в закрытое положение.
Нагревательные средства приводятся в действие на этапе предварительного нагрева изделия, причем вентилятор 40 заставляет горячий воздух с температурой около 110°C циркулировать внутри корпуса в течение около 30 секунд, при этом лопатки 50 качаются со скоростью 25 ходов в минуту. В результате получают предварительный нагрев изделий, которые будут декорироваться.
Крышечный блок 14 затем вручную перемещается в открытое положение.
Лист 38 пленки Pictaflex формата А3 с напечатанным на нем изображением размещается в положении в базовом блоке 12 над полостью 16 внутри направляющих и опирается на уплотнение 28, причем сторона с напечатанным изображением обращена к изделию. Крышечный блок вручную перемещается в закрытое положение, удерживаясь в нем магнитным запором, герметизируя лист 38 в положении между уплотнениями 28 и уплотнениями 36, как показано на фиг. 3 и 4.
На этапе предварительного нагрева пленки нагревательные средства приводятся в действие, причем вентилятор и качающиеся лопатки заставляют горячий воздух с температурой около 145°C циркулировать внутри устройства в течение около 20 секунд. При этой температуре лист 38 пленки размягчается и становится вязкоэластичным и имеет очень низкий предел пластической деформации.
С одновременным поддержанием нагрева стол 18 поднимается таким образом, что изделия 23 проходят через размягченную пленку 38, как показано на фиг. 4, причем пленка в начале неплотно охватывает изделия.
На этапе вакуумирования, с одновременным поддержанием нагрева, приводится в действие вакуумная система в нижней части 12, создавая пониженное давление, около 50 кПа ниже атмосферного, под пленкой через шланг 30, в результате чего пленка прижимается к изделиям, как показано на фиг. 4, причем уплотнения 24 и 28 действуют для удержания вакуума. Размягченная пленка соответствует форме изделий 23. Температура нагревательных средств увеличивается на этапе переноса красителя для создания горячего воздуха с температурой около 160°C, причем температура поддерживается на этом уровне в течение около 120 секунд. При этой повышенной температуре краска переносится с пленки на смежную поверхность изделия. Качание лопаток 50 во время этапа переноса краски ведет к получению равномерного температурного профиля по всем поверхностям, на которых производиться печать, в результате чего обеспечивается равномерная печать.
Стол 18 опускается после истечения соответствующего промежутка времени, и действие вакуума прекращается. На этапе охлаждения холодный воздух продувается в направлении вверх в базовом блоке 12 посредством охлаждающего вентилятора 32 в течение около 20 секунд для воздействия на изделия 23 снизу. Это ведет к охлаждению изделий и листа.
Крышечный блок 14 затем вручную перемещается в открытое положение. Лист 38 пленки снимается и выбрасывается, а изделия 23 вынимаются.
Работой нагревательных средств, вакуумной системы и охлаждающего вентилятора управляют компьютерные средства управления. Устройство включает множество предварительно установленных программ, подходящих для печатания на множестве различных материалов, и также имеет возможность программирования пользователем для обеспечения соответствия другим требованиям.
Были проведены сравнительные опыты, используя устройство согласно изобретению, включающее узел качающихся лопаток, и сравнимое устройство с узлом фиксированных лопаток для распределения потока горячего газа. Они показали, что используя устройство согласно изобретению, были получены более равномерные и высококачественные отпечатки.
Пример 1
Было сформировано тестовое изображение с равномерным фоном серого цвета средней насыщенности. На листе пленки Pictaflex было напечатано данное тестовое изображение, используя чернила UV+ Artamiurn на струйном принтере Epson 4400 (Epson является торговой маркой). Это изображение было перенесено на две различные подложки в прессе, как было описано выше. Качание лопаток было синусоидальным с периодом 5 секунд.
Подложка А) представляла собой покрытый полиэстером лист алюминия толщиной 0,5 мм, опирающийся на стол 18.
Подложка В) представляла собой формованную оболочку из поликарбоната толщиной 1,8 мм, покрытую специальным лаком способом, описанным в патенте US 7102660. Оболочка поддерживалась гнездом 22 из кремнийорганического каучука, предварительно нагретым путем проведения одного неполного цикла термопереноса.
Параметры работы пресса приведены в таблице.
Оптическая плотность перенесенных изображений была измерена на сетке, закрывающей контролируемые части по ширине и высоте.
Данные таблицы показывают, что движущиеся лопатки дают существенно более высокую равномерность перенесенного изображения в сравнении со статическим диффузором.
Пример 2
Было сформировано тестовое изображение со сплошными узкими вертикальными и горизонтальными черными линиями, образующими равномерную сетку с шагом 1,27 мм. На листе пленки Pictaflex было напечатано данное тестовое изображение, используя чернила UV+ Artamiurn на струйном принтере Mimaki JV5-130S (Mimaki является торговой маркой). Это изображение было перенесено на лист алюминия толщиной 0,5 мм, покрытый полиэстером в прессе, как было описано выше.
Параметры работы пресса приведены в таблице.
Было измерено процентное увеличение ширины и высота перенесенного изображения.
Данные таблицы показывают, что двигающиеся лопатки дают более низкое отклонение во время фазы размягчения пленки в сравнении со статическим диффузором.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОПЕЧАТЬ | 2008 |
|
RU2471633C2 |
| ПЕЧАТАНИЕ С ИСПОЛЬЗОВАНИЕМ ТЕРМОПЕРЕНОСА | 2008 |
|
RU2475364C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СТЕКЛА | 1998 |
|
RU2193492C2 |
| ПЕЧАТАНИЕ С ТЕРМОПЕРЕНОСОМ | 2007 |
|
RU2457115C2 |
| Способ печати на ткани Fotoprint | 2020 |
|
RU2746243C1 |
| ГИБРИДНАЯ МАШИНА ДЛЯ ПЕРЕВОДНОЙ ПЕЧАТИ | 2017 |
|
RU2736092C1 |
| ЦИФРОВОЕ ТИСНЕНИЕ | 2014 |
|
RU2661835C2 |
| ВОДНЫЕ ЧЕРНИЛА ДЛЯ ПЕЧАТИ НА КОНДИТЕРСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2343174C2 |
| ЦИФРОВАЯ ПЕЧАТЬ ПРОЗРАЧНЫМИ БЕСЦВЕТНЫМИ ЧЕРНИЛАМИ | 2014 |
|
RU2667589C2 |
| ГИБРИДНАЯ МАШИНА ДЛЯ ПЕРЕВОДНОЙ ПЕЧАТИ | 2015 |
|
RU2624899C2 |
Изобретение относится к термопечати и касается устройства и способа для термопечати изображения с промежуточного листа для термопереноса на изделие. Устройство включает в себя нагревательное средство, выполненное с возможностью подачи потока нагретого газа для осуществления переноса красителя. Также устройство содержит узел качающихся лопаток для направления нагретого газа в направлении, поперечном направлению потока, для распределения нагретого газа по изделию во время переноса краски. Предложенное изобретение обеспечивает равномерный разогрев изделия и листа за счет качающегося распределения воздуха, что в целом повышает качество термопечати. 2 н. и 12 з.п. ф-лы, 6 ил., 4 табл., 2 пр.
1. Устройство для термопечати изображения с листа для термопереноса на изделие, при этом устройство включает в себя нагревательное средство, выполненное с возможностью подачи потока нагретого газа для осуществления переноса красителя, и узел качающихся лопаток для направления нагретого газа в направлении, поперечном направлению потока, для распределения нагретого газа по изделию(ям) во время переноса краски.
2. Устройство по п.1, в котором узел качающихся лопаток содержит одну или более вытянутых лопаток, установленных с возможностью качающегося перемещения.
3. Устройство по п.2, в котором каждая лопатка прикреплена к элементу, выполненному с возможностью возвратно-поступательного перемещения.
4. Устройство по п.3, в котором элемент, выполненный с возможностью возвратно-поступательного перемещения, приводится кулачком.
5. Устройство по любому из пп.1-4, дополнительно содержащее узел диффузора, выполненный с возможностью направления нагретого газа в направлении, поперечном распределению, создаваемому узлом качающихся лопаток.
6. Устройство по п.1, дополнительно содержащее второй узел качающихся лопаток для направления нагретого газа в направлении, поперечном распределению, создаваемому первым узлом качающихся лопаток.
7. Устройство по п.1, в котором нагревательное средство содержит нагревательный элемент и вентилятор.
8. Устройство по п.1, дополнительно включающее в себя средство для относительного перемещения между изделием и листом, для приведения листового носителя и изделия в контакт.
9. Способ печати изображения с листа для термопереноса на изделие, включающий приведение листа и изделия в контакт, и нагрев листа путем воздействия потоком нагретого газа для осуществления переноса красителя на изделие, при этом нагретый газ направляют качающимся образом в направлении, поперечном направлению потока, для распределения нагретого воздуха по изделию по время переноса красителя.
10. Способ по п.9, в котором газ направляют узлом качающихся лопаток.
11. Способ по п.10, в котором узлом качающихся лопаток управляют с помощью кулачка.
12. Способ по любому из пп.9-11, в котором скорость качания находится в диапазоне от 5 до 200 ходов в минуту.
13. Способ по п.9, в котором нагретый газ направляют качающимся образом во втором направлении, поперечном первому направлению.
14. Способ по п.9, дополнительно включающий предварительный нагрев листа.
| WO 2007049070 А, 03.05.2007 | |||
| WO 2004022354 A, 18.03.2004 | |||
| JP 3243364 A, 30.10.1991 | |||
| US 6059406 A, 09.05.2000. |

