Область техники, к которой относится изобретение
Изобретение относится к термопечати и касается устройства для термопечати изображения с переводного листа на трехмерном изделии, способа печати и трехмерного изделия, несущего напечатанное изображение.
Уровень техники
Термопечать включает формирование изображения (обратного изображения) на переводном промежуточном листе с использованием одного или более красителей для термопереноса. Изображение в таком случае переносится тепловым способом на поверхность изделия посредством введения изображения в контакт с поверхностью изделия и приложения тепла и, возможно, также давления. Термопечать особенно применима для печати на изделиях, которые не допускают простую прямую печать, в частности, на трехмерных предметах. Термопечать посредством диффузионной термопечати с использованием возгоняющегося красителя раскрыта, например, в документах WO 98/02315 и WO 02/096661. Благодаря использованию цифровых способов печати для формирования изображения на переводном промежуточном листе могут быть относительно удобно и экономично отпечатаны высококачественные изображения, возможно, фотографического качества на трехмерных изделиях даже при небольших партиях изделий. Несомненно, такие изделия могут быть определены как экономичные.
С использованием пригодных переводных промежуточных листов можно формировать изображения хорошего качества на трехмерных изделиях, возможно, имеющих сложные формы, включая изогнутые формы (вогнутые или выпуклые), включающие сложные кривые. При печати на трехмерных изделиях лист, в типичном случае, предварительно нагревают, например, до температуры в диапазоне 80-170°C до наложения на изделие для смягчения листа и придания ему деформируемости. Смягченный лист тогда находится в состоянии, в котором он может легко наноситься на изделие и соответствовать его контурам. Это, предпочтительно, осуществляется с применением вакуума для того, чтобы смягченный лист принял форму изделия. В то время как лист поддерживается в контакте с изделием, например, посредством поддержания вакуума, лист и, возможно также изделие, нагревают до пригодной температуры для переноса красителя, в типичном случае, при температуре в диапазоне 140-200°C, в течение пригодного времени, в типичном случае, в диапазоне 15-150 секунд. После переноса красителя изделию дают охладиться перед удалением переводного промежуточного листа. Пригодное устройство для выполнения этапа термопечати раскрыто, например, в документах WO 01/96123 и WO 2004/022354.
Нагрев пленки, предпочтительно, осуществляется воздействием потока горячего воздуха, произведенного нагревательным средством, содержащим вентилятор и нагревательные элементы. На этапе предварительного нагрева нагретый лист смягчается и становится вязкоупругим с очень низким пределом текучести. Это означает, что существует риск того, что сила горячего воздуха деформирует и исказит пленку, вызывая вздутие пленки вниз. Такое искажение нежелательно, поскольку оно неблагоприятно влияет на соответствие изображения на листе и воспроизводимого изображения на изделии.
Сущность изобретения
Согласно одному объекту настоящее изобретение обеспечивает получение устройства для термопечати изображения с переводного листа для термопереноса на изделии, причем устройство приспособлено для печати на трехмерных изделиях и включает нагревательное средство, приспособленное для подачи нагретого газа с изменяемым расходом потока.
Благодаря возможности производить нагретый газ с изменяемыми расходами потока можно использовать устройство посредством выполнения предварительного нагрева листа с низким расходом, достаточным для нагрева листа до смягченного состояния, не вызывая нежелательного искажения листа. В ходе последующего этапа термопереноса красителя, когда лист введен в близкий контакт с изделием (в типичном случае, при помощи средства вакуумного формования), может использоваться высокий расход газа (возможно, более горячего газа) для обеспечения эффективного и быстрого подвода тепла к листу и изделию с преодолением тепловой массы изделия (и возможно, также опоры для изделия). Лист, как таковой, имеет относительно низкую тепловую массу, в результате чего на этапе предварительного нагрева эффективен низкий расход газа для нагрева листа, в то время как тепловая масса листа, изделия и, возможно, также опоры намного более высока, в результате чего на этапе переноса красителя предпочтителен высокий расход газа для быстрого нагрева и, следовательно, термопереноса красителя.
Нагревательное средство, предпочтительно, содержит нагревательный элемент и вентилятор переменной скорости. Нагревательное средство, предпочтительно, включает инвертор для изменения мощности, подаваемой к вентилятору.
Нагревательное средство работает для предварительного нагрева листа (в типичном случае, до температуры в диапазоне 80-170°C) для смягчения листа (с низким расходом), а также для нагрева листа (в типичном случае, до температуры в диапазоне 120-240°C, обычно около 160°C) для вызова термопереноса красителя (с высоким расходом). Нагревательное средство может также использоваться для возможного предварительного нагрева обрабатываемых изделий (в типичном случае, до температуры в диапазоне 100-120°C) (с высоким расходом).
Нагретый газ обычно представляет собой воздух.
В другом случае устройство может иметь обычную конструкцию и может использоваться обычным способом.
Устройство включает средство для введения листа и изделия в близкий контакт для готовности к этапу термопереноса красителя. Такое средство в типичном случае содержит вакуумное средство, при этом устройство, таким образом, является вакуумным прессом. Вакуумное средство, предпочтительно, содержит вакуумный насос и связанный с ним выпускной клапан.
Устройство в типичном случае включает основание для удерживания одного или более изделий, предназначенных для печати, включая возможные гнезда или формы, конфигурированные для соответствия изделиям, на которые наносится печать, для действия в качестве основания для них и для предотвращения деформации изделий, таких как тонкостенные изделия из пластмассы, которые в противном случае могли бы деформироваться при нагревании.
Устройство соответственно включает средство для удерживания листа для термопереноса в положении над изделием, на которое наносят печать.
Предпочтительно, применены средства для осуществления относительного перемещения между изделием и листом для введения листа (в смягченном состоянии после предварительного нагрева) и изделия в контакт друг с другом, при этом основание, предпочтительно, включает подъемное средство для подъема и опускания основания.
Устройство, предпочтительно, включает охлаждающее средство, в типичном случае, в форме вентилятора для направления потока холодного воздуха на изделие и лист после печати для охлаждения их обоих.
Устройство, предпочтительно, включает компьютерное средство управления для регулирования работы нагревательного средства (температуры и расхода газа), вакуумного средства, охлаждающего средства и подъемного средства. Средство управления может включать множество заданных программ, пригодных для печати на множестве различных материалов, и может также программироваться пользователем для соответствия другим потребностям.
Устройство может использоваться для печати изображений на изделиях, выполненных из широкого диапазона материалов, включая пластмассы, металл, керамику, древесину, композиционные материалы и т.д., при этом изделия могут быть массивными или тонкостенными конструкциями. В зависимости от природы поверхности изделия, на котором должно быть напечатано изображение, может быть предпочтительна предварительная обработка поверхности посредством нанесения поверхностного покрытия или лака для улучшения приема перенесенных красителей.
Устройство, в частности, предназначено для печати на трехмерных изделиях, возможно, имеющих сложные формы, включая искривленные формы (вогнутые или выпуклые), включая сложные кривые.
На рынке доступны пригодные листы для термопереноса, такие как носители Pictaflex (Pictafiex - торговая марка), поставляемые ICI Imagedata.
Изображения могут быть сформированы на листе для термопереноса посредством печати пригодными красителями для термопереноса, предпочтительно струйной печатью.
Согласно другому объекту настоящее изобретение обеспечивает получение способа печати изображения с переводного листа для термопереноса на трехмерном изделии, включающего предварительный нагрев листа посредством воздействия нагретым газом с первым, более низким расходом; введение предварительно нагретого листа и изделия в контакт друг с другом; и дальнейшее нагревание листа посредством воздействия нагретым газом со вторым, более высоким расходом для вызова переноса красителя с листа на изделие.
Первый, более низкий расход соответственно меньше или равен 50% второго, более высокого расхода, предпочтительно составляя приблизительно 40% второго расхода.
Расход газа, предпочтительно, изменяется посредством изменения скорости вентилятора, формирующего часть нагревательного средства. Скорость вентилятора может легко регулироваться посредством изменения мощности или частоты, подаваемой к вентилятору, например, через инвертор с соответствующим управлением. Для первого расхода вентилятор, предпочтительно, работает с 40% или 20% его предназначенной расчетной скорости, и для второго расхода вентилятор, предпочтительно, работает со 100% его предназначенной расчетной скорости.
Способ может включать дополнительный этап предварительного нагрева изделий. Для эффективности это, предпочтительно, осуществляется с высоким расходом газа, например, вторым расходом.
Предварительно нагретые лист и изделие, предпочтительно, вводят в контакт друг с другом посредством воздействия вакуумом. Вакуум, предпочтительно, достигает уровня в диапазоне 30-85 кПа (например, приблизительно 50 кПа) ниже атмосферного давления.
Способ в типичном случае включает завершающий этап охлаждения.
Предварительный нагрев изделий осуществляют в типичном случае при температуре в диапазоне 100-120°C в течение приблизительно 30 секунд в условиях, зависящих от материала поверхности изделия, на которую будет наноситься печать с использованием более высокого расхода газа.
Предварительный нагрев листа осуществляют в типичном случае при температуре в диапазоне 80-170°C в течение приблизительно 30 секунд, причем температура приблизительно 145°C или 130°C в течение 30 секунд пригодна для носителей Pictaflex с использованием более низкого расхода газа.
Термоперенос красителя в типичном случае осуществляется посредством нагрева при температуре в диапазоне 120-240°C, обычно около 160°C, в течение времени в диапазоне от 15 секунд до 5 минут с условиями в зависимости от факторов, включающих красители, пленку и изделие, при использовании более высокого расхода газа.
Изобретение также включает в свой объем изделие, несущее напечатанное изображение, полученное при помощи устройства или способа согласно изобретению.
Вариант конструкции вакуумного пресса, соответствующего изобретению, для термопечати изображения с переводного промежуточного листа для термопереноса на трехмерном изделии будет теперь описан, посредством иллюстрации, со ссылками на прилагаемые чертежи, на которых:
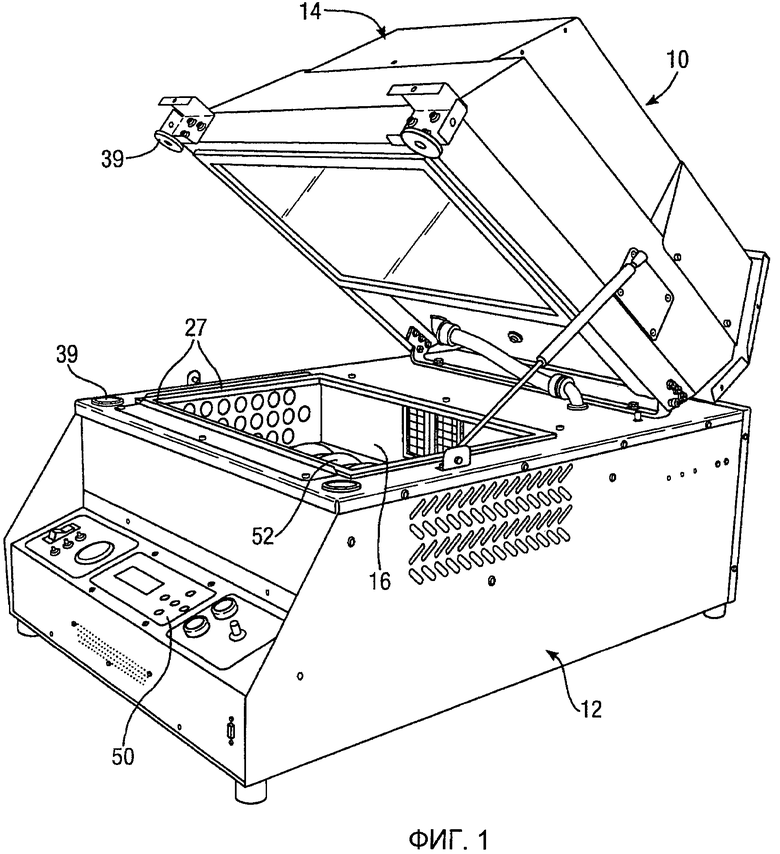
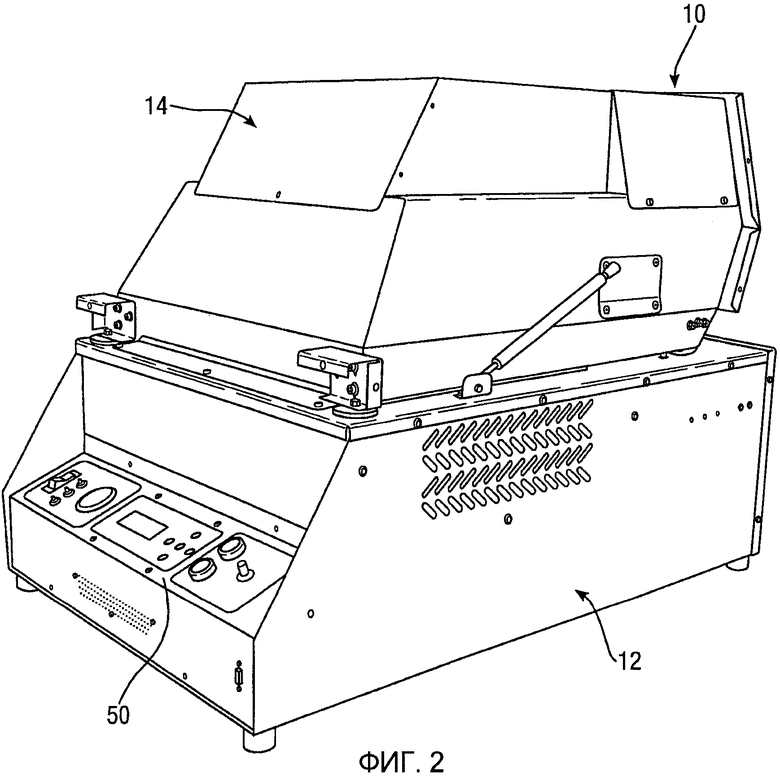
фиг.1 и 2 - виды в перспективе вакуумного пресса;
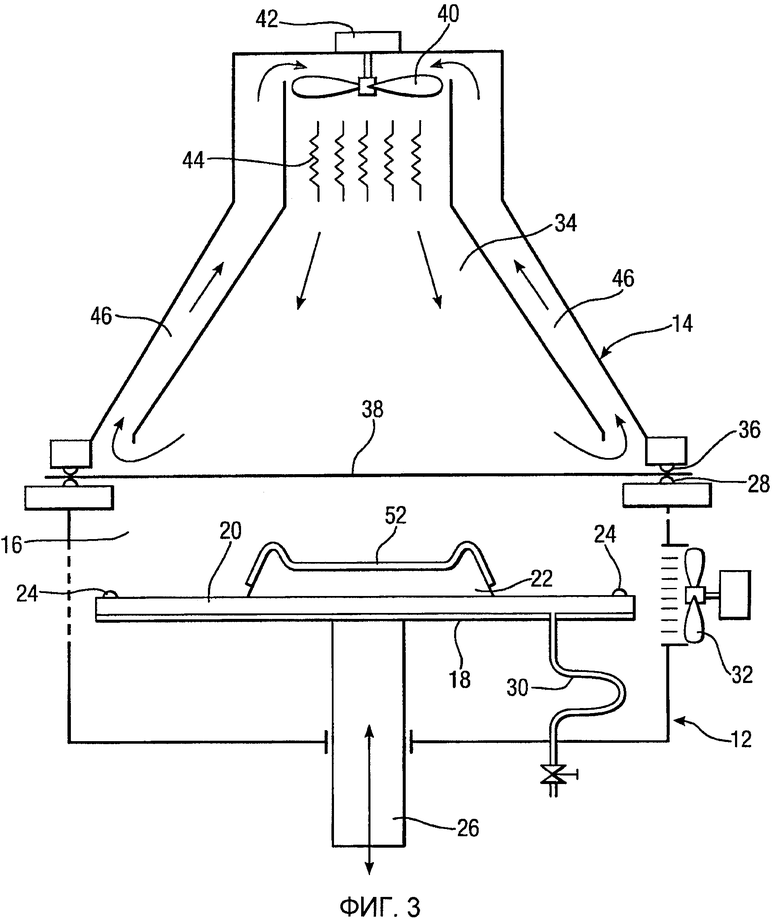
фиг.3 - схематический вид сечения внутренних компонентов пресса и
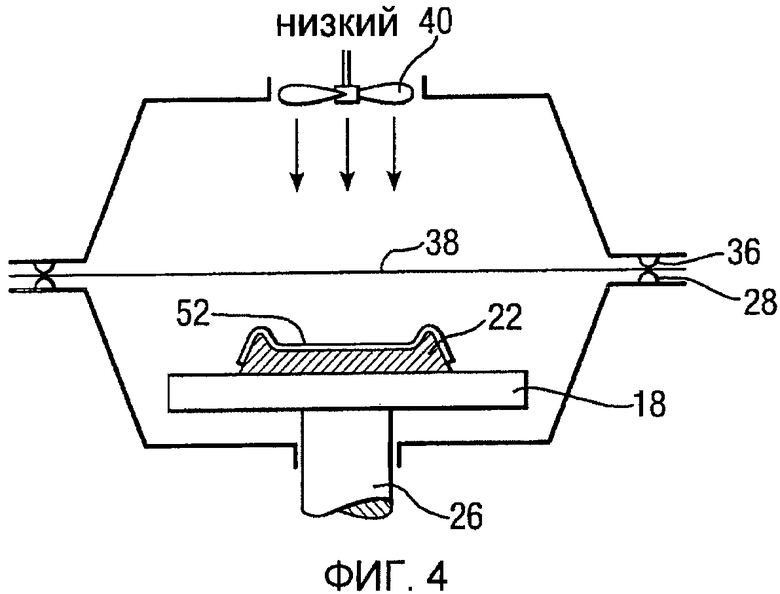
фиг.4-6 - схематические виды сечения внутренних компонентов пресса на различных этапах работы.
Подробное описание чертежей
Показанный вакуумный пресс 10 имеет форму настольного устройства для формата A3, предназначенного для использования с переводным листом формата A3. Пресс имеет в целом форму прямоугольного параллелепипеда с габаритными размерами 800 мм в глубину, 600 мм в высоту и 600 мм в ширину. Пресс содержит корпус, имеющий базовый блок 12 и крышечный блок 14, шарнирно соединенный с ним в задней части, причем крышечный блок может перемещаться вручную между первоначальным открытым положением (как показано на фиг.1) и закрытым положением для использования (как показано на фиг.2).
Базовый блок включает выемку 16, в которой расположен стол 18 для приема группы трехмерных изделий, предназначенных для нанесения печати или декорирования. На столе 18 лежит пластина 20 для гнезд, выполненная из пористого алюминия или волокна, несущая группу гнезд или форм 22 (только одна из которых показана для простоты на фиг.3-6), конфигурированных для соответствия изделиям, предназначенным для нанесения печати, и действующих как основания для них и для предотвращения деформации изделий, таких как тонкостенные изделия пластмассы, которая могла бы иначе происходить при нагревании. На верхней поверхности пластины 20 для гнезд расположено периферийное резиновое уплотнение 24 для создания уплотнения в пределах базового блока. Стол 18 может подниматься и опускаться на валу 26 подъемным механизмом с цилиндром (не показан) из исходного опущенного положения (как показано на фиг.1, 3 и 4) в поднятое положение (как показано на фиг.5-6).
Периферия выемки 16 окружена линейными направляющими 27 для пленки (видны на фиг.1) для точного расположения переводного листа формата A3 в положении над выемкой и удерживания листа в этом положении на периферийном резиновом уплотнении 28.
Базовый блок 12 включает вакуумную систему, включающую вакуумный насос и выпускной клапан (не показан) для генерирования вакуума в гибком шланге 30, который проходит сквозь стол 18, для высасывания воздуха непосредственно из-под пластины 20 для гнезд.
Базовый блок также включает охлаждающий вентилятор 32 со связанным с ним электродвигателем.
Крышечный блок 14 включает выемку 34, периферия которой окружена резиновым уплотнением 36, которое взаимодействует с уплотнением 28 базового блока, для закрепления и уплотнения переводного листа 38 между ними в корпусе, когда крышечный блок находится в закрытом положении. Для закрепления крышечного блока в закрытом положении применены магнитные запоры 39 (видимые на фиг.1).
Крышечный блок 14 включает нагревательное средство, содержащее вентилятор 40 с регулируемой скоростью со связанным с ним электродвигателем 42 и расположенные после него электрические нагревательные элементы 44 для направления потока горячего воздуха вниз в крышечном блоке, при этом воздух также проходит вверх по каналам 46 для рециркуляции в пределах корпуса. Вентилятор 40 получает мощность от инвертора (не показан), способного регулировать мощность, подаваемую к вентилятору под управлением компьютера.
Устройство включает компьютерное средство управления (не показано) и пульт 50 управления, включающий дисплейное средство на передней стороне базового блока, видимое на фиг.1 и 2.
При использовании изображение, которое должно быть напечатано на трехмерном изделии, печатают (обратное изображение) на соответствующем переводном промежуточном листе 38. В одном варианте осуществления изобретения изображение печатают на рулонном носителе Pictaflex А3+, поставляемом ICI Imagedata (Pictaflex - торговая марка), струйной печатью на принтере Epson 4400 (Epson - торговая марка) с использованием возгоняющихся чернил Artainium (Artainium - торговая марка), нарезают на листы формата A3 и дают ему высохнуть.
Изделия, предназначенные для нанесения печати, представленные изделием 52, помещают в базовый блок 12, где каждое из них лежит на соответствующем гнезде 22 декорируемой поверхностью вверх. В зависимости от природы поверхности изделия, на котором должно быть сформировано изображение, может быть целесообразно предварительно обработать поверхность посредством нанесения покрытия или лака для улучшения приема переносимых красителей.
Крышечный блок 14 перемещают вручную в закрытое положение.
Нагревательное средство приводят в действие на этапе предварительного нагрева изделия, при этом вентилятор 40 создает рециркуляцию горячего воздуха в пределах корпуса при температуре приблизительно 110°C в течение приблизительно 30 секунд. Вентилятор работает со 100% его предназначенной расчетной скорости для быстрого нагревания. Он действует для предварительного нагрева изделия, предназначенного для декорирования.
Крышечный блок 14 затем вручную перемещают в открытое положение.
Отпечатанный лист 38 пленки Pictaflex формата A3 помещают в положение на базовом блоке 12 над выемкой 16 в пределах направляющих и на уплотнении 28, с отпечатанной стороной, обращенной к изделию. Крышечный блок вручную перемещают в закрытое положение, и он удерживается магнитным запором, уплотняя лист 38 в положении между уплотнениями 28 и уплотнениями 36, как показано на фиг.3 и 4.
На этапе предварительного нагрева пленки приводится в действие нагревательное средство, при этом вентилятор вызывает рециркуляцию горячего воздуха в пределах устройства при температуре приблизительно 145°C в течение приблизительно 30 секунд. При этой температуре лист 38 пленки смягчается и становится вязкоупругим и имеет очень низкий предел текучести. Вентилятор работает с 40% его предназначенной расчетной скорости на этапе предварительного нагрева пленки для предотвращения нежелательной деформации и вздутия смягченной пленки.
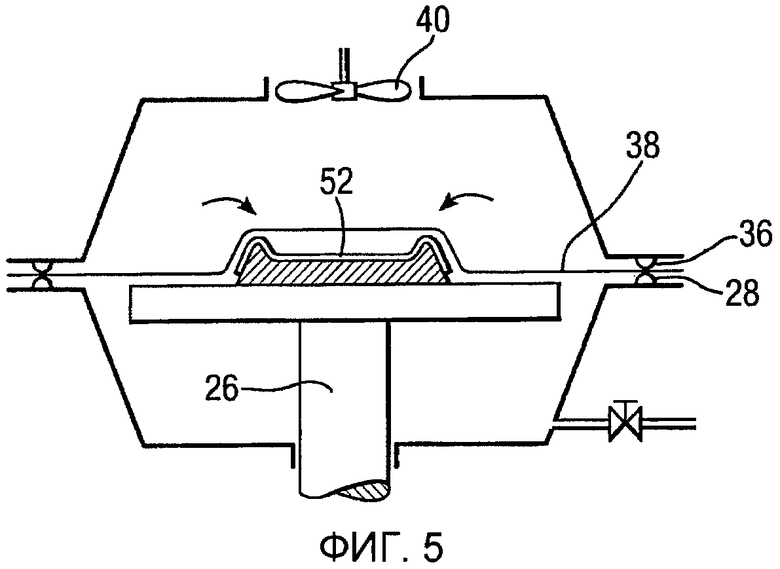
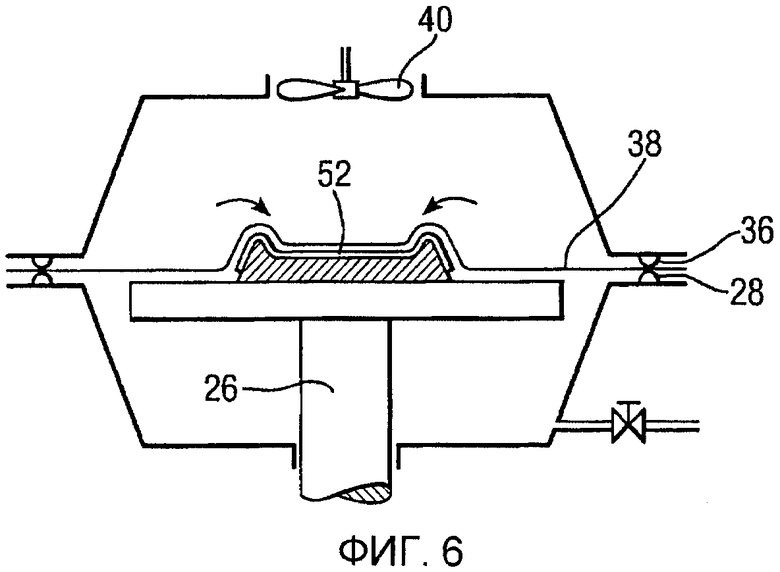
При поддержании нагревания стол 18 поднимают таким образом, что изделие 52 проходит через смягченную пленку 38, как показано на фиг.5, при этом пленка свободно облегает изделие.
На этапе вакуумирования, при поддержании нагревания, приводится в действие вакуумная система в базовом блоке 12, генерирующая вакуум на уровне 15 дюймов рт.ст. (приблизительно 50 кПа) ниже атмосферного давления под пленкой при помощи шланга 30, который притягивает пленку к изделию, как показано на фиг.5, при этом уплотнения 24 и 28 действуют для поддержания вакуума. Смягченная пленка соответствует форме изделия 52. Температура нагревательного средства повышается на этапе переноса красителя для образования горячего воздуха с температурой приблизительно 160°C, причем температура поддерживается на этом уровне в течение приблизительно 120 секунд, и вентилятор работает со 100% его предназначенной расчетной скорости для эффективной теплопередачи. При этой повышенной температуре краситель диффундирует с пленки на смежную поверхность изделия.
В соответствии с изобретением низкая скорость вентилятора используется при предварительном нагреве листа для исключения вызова нежелательной деформации и вздутия смягченного листа, который является вязкоупругим и имеет очень низкий предел текучести. Низкая тепловая масса взвешенной пленки означает то, что низкий расход газа, тем не менее, легко способен быстро довести лист до желательной температуры. На других этапах используется полная скорость вентилятора быстрого подвода тепла для передачи, и при предварительном нагреве изделий, и на этапе переноса красителя, когда должна быть преодолена более высокая тепловая масса изделия и опорного гнезда.
Стол 18 опускают по истечении соответствующего времени и вакуум сбрасывают. На этапе охлаждения холодный воздух продувается вверх в базовый блок 12 охлаждающим вентилятором 32 в течение приблизительно 20 секунд и сталкивается с изделиями 52 снизу. Это действует для охлаждения изделий и листа.
Крышечный блок 14 затем вручную перемещают в открытое положение. Лист 38 пленки удаляют в отходы и изделия 52 извлекают.
Действие нагревательного средства (температура и скорость вентилятора), вакуумной системы и охлаждающего вентилятора осуществляется под управлением компьютерного средства управления. Устройство включает множество заданных программ, пригодных для печати множества различных материалов, и может также программироваться пользователем для соответствия другим потребностям.
Пример 1
Испытательное изображение было создано в виде блоков возрастающей плотности (25%, 50%, 75%, 100%) на однородном средне-сером фоне. Лист пленки Pictaflex был отпечатан этим испытательным изображением с использованием чернил Artainium UV+ на струйном принтере Mimaki JV5-130S (Mimaki - торговая марка). Это изображение было перенесено на покрытый полиэфиром лист алюминия толщиной 0,5 мм в прессе, как описано выше. Условия для пресса были следующие:
Оптическая плотность на перенесенных изображениях для этапов была измерена, и средняя величина зарегистрирована таким образом:
Это показывает, что высокий уровень переноса красителя возможен только при самой высокой скорости вентилятора независимо от температуры воздуха в ходе переноса изображения.
Пример 2
Испытательное изображение было создано в виде сплошных узких вертикальных и горизонтальных черных линий, расположенных однородной структурой в виде решетки с ячейкой размером 0,5 дюйма. Лист пленки Pictaflex был отпечатан этим испытательным изображением с использованием чернил Artainium UV+ на струйном принтере Mimaki JV5-130S. Это изображение было перенесено на покрытый полиэфиром лист алюминия толщиной 0,5 мм в прессе, как описано выше. Условия для пресса были следующие:
Увеличение процентного отношения по ширине и высоте перенесенного изображения было измерено.
Это показывает, что низкая скорость вентилятора в ходе этапа смягчения пленки исключает искажения изображения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОПЕЧАТЬ | 2008 |
|
RU2465146C2 |
| ПЕЧАТАНИЕ С ТЕРМОПЕРЕНОСОМ | 2007 |
|
RU2457115C2 |
| ПЕЧАТАНИЕ С ИСПОЛЬЗОВАНИЕМ ТЕРМОПЕРЕНОСА | 2008 |
|
RU2475364C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СТЕКЛА | 1998 |
|
RU2193492C2 |
| СПОСОБ НАНЕСЕНИЯ РИСУНКА НА ОКРАШЕННУЮ ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2255001C1 |
| ГИБРИДНАЯ МАШИНА ДЛЯ ПЕРЕВОДНОЙ ПЕЧАТИ | 2015 |
|
RU2624899C2 |
| Способ печати на ткани Fotoprint | 2020 |
|
RU2746243C1 |
| СПОСОБ ПЕРЕВОДНОЙ ТЕРМОПЕЧАТИ НА ТЕКСТИЛЬНЫХ МАТЕРИАЛАХ, ПЛЕНКАХ И ПОКРЫТИЯХ НА ПОЛУЖЕСТКИХ ПОДЛОЖКАХ | 1992 |
|
RU2060901C1 |
| УСТРОЙСТВО И СПОСОБ ДЕКОРИРОВАНИЯ ОБЪЕКТОВ | 2018 |
|
RU2760404C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦВЕТНЫХ ЧУЛОК ДЛЯ ОБУВИ ИЗ ПВХ | 2011 |
|
RU2462968C1 |
Изобретение относится к термопечати и касается устройства для термопечати изображения с переводного листа на изделие и способа печати изображения с переводного листа для теплопереноса на трехмерном изделии. При этом устройство приспособлено для печати на трехмерных изделиях и включает нагревательное средство, приспособленное для подачи нагретого газа с изменяемым расходом потока. Предложенное изобретение обеспечивает различную скорость разогрева материала, не вызывая его нежелательного искажения. 2 н. и 10 з.п. ф-лы, 6 ил., 4 табл., 2 пр.
1. Устройство для термопечати изображения с переводного листа для термопереноса на изделии, при этом устройство приспособлено для печати на трехмерных изделиях и включает нагревательное средство, приспособленное для подачи нагретого газа с изменяемым расходом потока.
2. Устройство по п.1, в котором нагревательное средство включает инвертор для изменения мощности, подаваемой к вентилятору.
3. Устройство по п.1 или 2, включающее вакуумное средство для введения листа и изделия в контакт друг с другом.
4. Устройство по п.1 или 2, включающее основание для удерживания одного или более изделий, предназначенных для нанесения печати, включающее возможные гнезда или формы, конфигурированные для соответствия изделиям, предназначенным для нанесения печати.
5. Устройство по п.1 или 2, включающее средство для совершения относительного перемещения между изделием и листом для введения листа и изделия в контакт друг с другом.
6. Устройство по п.1 или 2, включающее компьютерное средство управления для регулирования работы по меньшей мере нагревательного средства, включая расход потока газа.
7. Способ печати изображения с переводного листа для теплопереноса на трехмерном изделии, включающий:
предварительный нагрев листа посредством воздействия нагретым газом с первым, более низким расходом;
введение предварительно нагретого листа и изделия в контакт друг с другом; и
дополнительное нагревание листа посредством воздействия нагретым газом со вторым, более высоким расходом для вызова переноса красителя с листа на изделие, причем расход газа регулируют посредством изменения скорости вентилятора нагревательного средства.
8. Способ по п.7, в котором первый расход меньше или равен 50% второго расхода.
9. Способ по п.8, в котором первый расход составляет приблизительно 40% второго расхода.
10. Способ по любому из пп.7-9, в котором скорость вентилятора регулируют посредством изменения мощности, подаваемой к вентилятору.
11. Способ по п.7, в котором лист предварительно нагревают при температуре в диапазоне 80-170°C в течение приблизительно 30 с.
12. Способ по п.7, в котором предварительно нагретый лист и изделие вводят в контакт посредством воздействия вакуумом.
| JP 3243364 A, 30.10.1991 | |||
| US 6059406 A, 09.05.2000 | |||
| WO 2007049070 A, 03.05.2007 | |||
| WO 2004022354 A, 18.03.2004. |

