Данное изобретение относится к зубным лентам с множеством ребер для удаления частиц пищи или осколков и налета из промежутков между зубами.
Зубная нить используется в течение более 100 лет для удаления налета и застрявших частиц пищи между зубами, а также обеспечения чувства чистоты во рту. Первоначально зубная нить состояла из скрученного шелка, размещенного в банке. С того времени были осуществлены многие улучшения зубной нити для более удобной и менее проблематичной чистки зубов с помощью зубной нити. Наибольшая часть улучшений была направлена на решение отрицательных аспектов чистки зубов с помощью зубной нити. Это включает уменьшение износа и разрушения, обеспечение более простого введения между зубов и выполнение более мягкой, более безопасной для десен и рук зубной нити. После изобретения нейлона использовалась высокостойкая, устойчивая к износу пряжа для замены шелка с обеспечением большей стойкости к износу. Добавление воска в скрученную многоволоконную пряжу помогает удерживать волокна вместе при одновременном обеспечении смазывающего покрытия для более легкого введения. Аналогичным образом использование переплетенных с помощью воздуха волокон в комбинации с воском (смотри патент США № 5 908 039) обеспечивает более мягкую, более износостойкую и лучше чистящую многоволоконную зубную нить. Моноволоконная пряжа низкого трения из политетрафторэтилена (PTFE), покрытая воском (смотри патент США № 5 518 012), обеспечивает хорошую легкость введения, зависящую от толщины и отсутствия скруток и складок, а также улучшенную износостойкость. К сожалению, моноволокна PTFE не чистят хорошо, а также не удаляют легко частицы пищи из пространства между зубами за счет низкого коэффициента трения PTFE.
Предпринимались попытки улучшения характеристик чистящего эффекта и удаления частиц за счет создания псевдомоноволокна посредством заключения моноволокон в оболочку из мягкого полимера (смотри патент США № 6 039 054 и патент США №6 742 528). Такие зубные нити легко скользят между зубами, обеспечивают улучшенную очистку и удаление пищи, однако не обеспечивают мягкость и износостойкость изделиям из PTFE.
Другие попытки улучшения зубных нитей предпринимались за счет создания моноволоконных лент, выполненных из эластомерных материалов, которые сужаются при вхождении в пространство между зубами, а затем расширяются при ослаблении натяжения. Различные ленты с низким растяжением раскрыты в патенте США № 6 591 844. Хотя эта моноволоконная лента проявляет более высокую степень растяжения, чем коммерческая зубная нить, она хуже по мягкости и ощущениям во рту и не обеспечивает лучшую чистку. Очень мягкая «гелевая» зубная нить раскрыта в патенте США № 6 029 678, где пряжа может растягиваться, по меньшей мере, на 200% своей первоначальной длины и максимально на 2000% своей первоначальной длины. В виде ленты такая зубная нить имеет толщину, по меньшей мере, 0,010-0,100 дюйма и обычно от 0,020 до 0,200 дюйма. Это означает, что хотя лента мягкая, пользователь должен сильно растягивать изделие для пропускания его между зубами. После размещения в полости между зубами эта нить расширяется и заполняет межзубную полость. Однако эта зубная нить имеет гладкую поверхность и вряд ли будет сильно удалять налет или застрявшие частицы пищи. При такой степени растяжения пользователю трудно сохранять необходимое натяжение для перемещения зубной нити вверх и вниз во время процесса чистки.
С годами было выполнено много улучшений зубной нити для обеспечения более удобной и менее проблематичной чистки зубов с помощью зубной нити. Однако каждое улучшение обычно уравновешивалось негативным действием. Испытания использования потребителями и клинические испытания показали, что моноволоконные зубные нити скользят лучше с меньшим износом, в то время как многоволоконные изделия лучше чистят и удаляют больше налета, однако изнашиваются и разрушаются. Данное изобретение предлагает моноволоконную ленту, которая не только лучше чистит, чем обычные моноволоконные зубные нити, но сохраняет также положительные характеристики моноволоконных зубных нитей, которые делают их желательными для пользователей, такие как чувство во рту, легкое скольжение между зубов и стойкость к износу или расщеплению.
Данное изобретение направлено на создание моноволоконных зубных лент для удаления налета и/или осколков пищи из межзубных пространств млекопитающего, при этом ленты включают сердцевинное тело, имеющее относительное удлинение больше 5:1, и первую чистящую поверхность и вторую чистящую поверхность, противоположную первой чистящей поверхности, при этом, по меньшей мере, одна из первой и второй чистящих поверхностей включает множество ребер, расположенных вдоль ее поверхности, и при этом отношение ширины зубной ленты к толщине зубной ленты составляет от около 3:1 до около 25:1. В определенных вариантах выполнения сердцевинное тело зубной ленты согласно данному изобретению имеет относительное удлинение более примерно 10:1, и, по меньшей мере, 8 ребер расположены вдоль первой и второй чистящей поверхности.
Далее изобретение будет пояснено более подробно со ссылкой на прилагаемые чертежи, на которых:
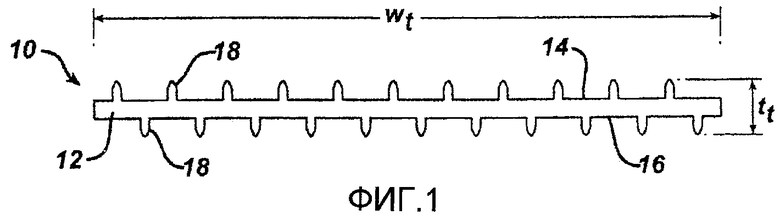
фиг.1 - поперечный разрез одного варианта выполнения зубной ленты согласно данному изобретению;
фиг.2 - зубная лента согласно фиг.1, в изометрической проекции сверху и спереди;
фиг.3 - поперечный разрез часть зубной ленты, согласно фиг.1 в увеличенном масштабе;
фиг.4 - поперечный разрез другого варианта выполнения зубной ленты согласно данному изобретению; и
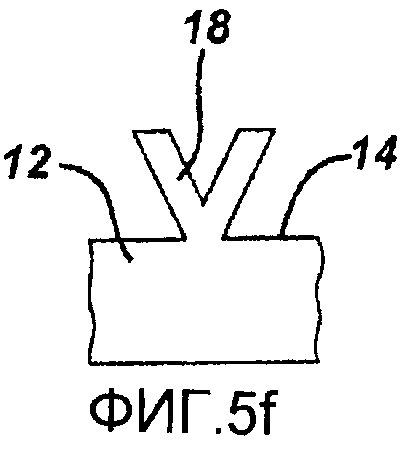
фиг. 5а-5f - поперечные сечения других вариантов выполнения ребер зубной ленты согласно данному изобретению;
фиг. 6а-6с - фотографии (50х) влажной чувствительной к давлению бумаги после выполнения оценки глубины удаления отложений (DDR) для нескольких зубных лент.
Моноволоконные зубные ленты согласно данному изобретению содержат сердцевинное тело, имеющее первую и вторую противоположные чистящие поверхности, при этом, по меньшей мере, одна из чистящих поверхностей содержит множество ребер, расположенных вдоль ее поверхности. Используемое здесь понятие «ребро» означает структурный элемент, составляющий единое целое и выступающий из сердцевинного тела зубной ленты, при этом элемент имеет конфигурацию и размеры для обеспечения эффективного удаления налета и/или осколков пищи из межзубного пространства млекопитающего. Ребра могут выступать по существу перпендикулярно из сердцевинного тела зубной ленты или под углом. Используемое здесь понятие «чистящая поверхность» означает поверхность зубной ленты, которая контактирует с поверхностью зуба при размещении внутри межзубного пространства млекопитающего, обеспечивая тем самым удаление налета и/или осколков пищи из межзубного пространства. Моноволоконная лента обеспечивает прочность на растяжение и базовую структуру, необходимую для хороших свойств зубной нити. Ленту можно изготавливать с использованием коммерчески доступного материала и известной технологии и оборудования для экструдирования расплавленного моноволокна, она не истирается и не разрушается, ее легко держать и она легко принимает покрытия.
Предпочтительно, лента изготавливается с использованием материала, который обеспечивает высокую степень сжимаемости при экструзии с конфигурациями поперечного сечения согласно данному изобретению, что позволяет ей скользить через узкие пространства между зубами. После проникновения в полость между зубами и в межзубное пространство лента по существу освобождается от сжатия, обеспечивая чистящие поверхности, содержащие ребра, которые действуют в качестве скребков для удаления налета и частиц пищи из межзубного пространства.
На фиг. 1-3 показана в качестве примера моноволоконная зубная лента 10. На фиг.1 показан поперечный разрез варианта выполнения зубной ленты 10, содержащей сердцевинное тело 12 с первой чистящей поверхностью 14 и второй чистящей поверхностью 16. В показанном примере выполнения ребра 18 выступают как из первой чистящей поверхности 14, так и второй чистящей поверхности 16. В других вариантах выполнения ребра могут выступать лишь из одной чистящей поверхности моноволоконной зубной ленты. Ширина зубной ленты 10 обозначена wt, в то время как толщина зубной ленты 10 обозначена tt.
Показанный на фиг.1 вариант выполнения имеет в целом двадцать два ребра 18, выступающих из чистящих поверхностей 14, 16 моноволоконной зубной ленты 10, одиннадцать из чистящей поверхности 14 и одиннадцать из чистящей поверхности 16. В других вариантах выполнения данного изобретения общее количество ребер, выступающих из чистящих поверхностей зубной ленты, может быть больше примерно восьми или больше примерно двадцати. На фиг.1 показано одиннадцать ребер 18, выступающих как из первой, так и второй чистящих поверхностей 14, 16 моноволоконной зубной ленты 10. Однако понятно, что в других вариантах выполнения количество ребер, выступающих из первой чистящей поверхности зубной ленты, может быть одинаковым, примерно одинаковым или значительно отличным от количества ребер, выступающих из второй чистящей поверхности. В некоторых вариантах выполнения все ребра могут быть расположены вдоль одной из первой или второй поверхностей. Дополнительно к этому, хотя профиль поперечного сечения показанной на фиг.1 моноволоконной зубной ленты 10 является плоским, понятно, что в других вариантах выполнения лента может иметь другие профили, такие как, но не ограничиваясь этим, дуга, волна или зигзаг.
На фиг.2 показан в изометрической проекции вариант выполнения зубной ленты 10 согласно фиг.1, с первой чистящей поверхностью 14 и ребрами 18 при рассматривании сверху и спереди. Длина зубной ленты 10 обозначена lt.
На фиг.3 показано в увеличенном масштабе поперечное сечение показанного на фиг.1 варианта выполнения зубной ленты 10. Толщина сердечника 12 ленты 10 обозначена tc. Высота и ширина ребер 18 обозначены hr и wr соответственно. На фиг.3 показан вариант выполнения, в котором все ребра являются одинаковыми по высоте и ширине. Понятно, что высота и ширина ребер может изменяться по чистящим поверхностям зубной ленты. Например, в одном варианте выполнения ребра могут быть короче и/или тоньше у краев чистящих поверхностей, чем в центре чистящих поверхностей.
Расстояние между соседними ребрами 18 на первой и второй чистящей поверхности 14, 16 зубной ленты 10 обозначено sr. На фиг.3 sr показано как расстояние между соседними ребрами 18 на первой чистящей поверхности 14 зубной ленты 10. Однако понятно, что sr может означать расстояние между соседними ребрами 18 на первой или второй чистящей поверхности 14, 16 зубной ленты 10. На фиг.3 показан вариант выполнения, в котором расстояние (sr) между соседними ребрами 18 на чистящих поверхностях 14, 16 зубной ленты 10 примерно одинаково для всех ребер 18. Однако понятно, что расстояние между соседними ребрами на каждой чистящей поверхности зубной ленты не обязательно должно быть одинаковым. Так, например, расстояние между первыми двумя соседними ребрами может быть обозначено sr1-2, в то время как расстояние между следующими двумя соседними ребрами может быть обозначено sr2-3 и т.д. Возможно, что в других альтернативных вариантах выполнения данного изобретения расстояние между некоторыми наборами соседних ребер может быть примерно одинаковым, в то время как расстояние между другими наборами соседних ребер может быть не одинаковым.
Обозначение sar используется для представления расстояния между чередующимися ребрами, т.е. расстояния между ребром 18 на первой чистящей поверхности 14 и смежным ребром 18 на второй чистящей поверхности 16 зубной ленты 10. На фиг.3 показан вариант выполнения, в котором расстояние sar между чередующимися ребрами равно примерно половине расстояния sr между соседними ребрами. Таким образом, ребра на второй чистящей поверхности 16 зубной ленты 10 смещены так, что они расположены примерно посредине ребер на первой чистящей поверхности 14. На фиг.4 показан вариант выполнения, в котором расстояние sar между чередующимися ребрами равно расстоянию sr между соседними ребрами. Таким образом, ребра на второй чистящей поверхности 16 зубной ленты 10 выравнены с ребрами на первой чистящей поверхности 14.
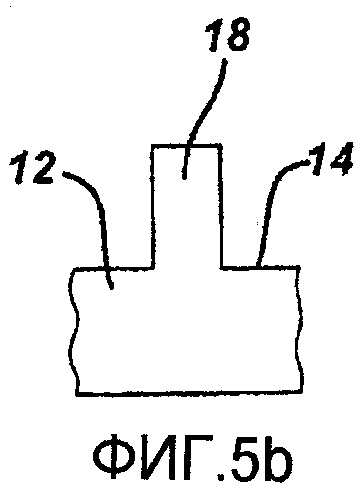
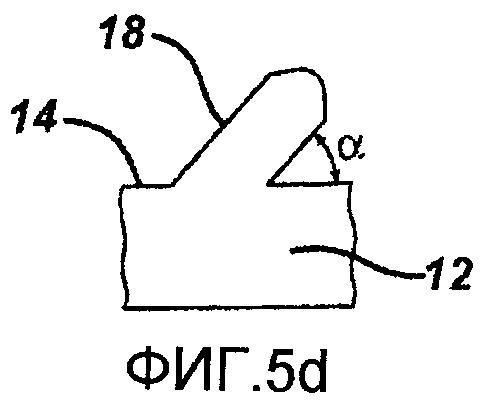
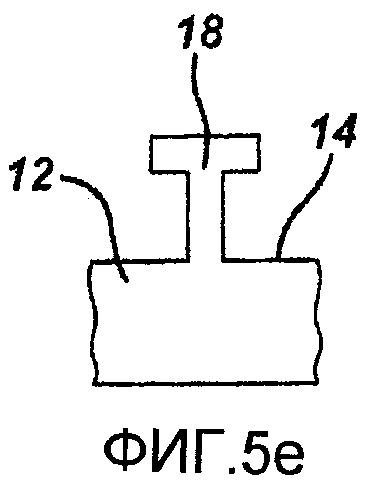
В показанных в качестве примера на фиг. 1-4 вариантах выполнения моноволоконной зубной ленты 10 форма поперечного сечения ребер 18 является прямоугольной с единственной округленной вершиной на дальнем конце ребра. Понятно, что возможны также другие формы поперечного сечения ребра в других вариантах выполнения моноволоконной ребристой зубной ленты согласно данному изобретению. На фиг. 5а-5f показано несколько других форм поперечного сечения вариантов выполнения ребер согласно данному изобретению. Формы ребер являются лишь некоторыми из форм, возможными в данном изобретении, и понятно, что эти формы не ограничивают идею изобретения. На фиг.5а форма поперечного сечения ребра 18 показана прямоугольной с круговой вершиной на дальнем конце ребра. В других, неизображенных вариантах выполнения вершина на дальнем конце ребра может быть овальной или полукруглой. На фиг.5b и 5с показаны ребра 18 с формами поперечного сечения, которые являются прямоугольными и треугольными соответственно. Ребра 18, показанные на фиг.5d, имеют форму поперечного сечения, аналогичную ребрам 18, показанным на фиг. 1-4, однако ребра 18 показаны выступающими под углом альфа относительно первой чистящей поверхности 14 ленты 10. Показанная на фиг.5е и 5f форма поперечного сечения ребра 18 приблизительно соответствует форме латинских букв Т и V соответственно.
Понятно, что все ребра в данном варианте выполнения данного изобретения могут иметь, но не обязательно, одинаковую форму поперечного сечения. Можно использовать смесь форм поперечного сечения в зависимости от применения ребристой моноволоконной зубной ленты.
Эффективная чистка зубов с помощью зубной нити включает введение зубной нити в межзубное пространство, а затем протягивание зубной нити вверх с прижиманием к стороне каждого отдельного зуба для выскребания как можно большей площади зуба. Моноволоконную ребристую зубную ленту согласно изобретению вводят в межзубное пространство и перемещают соответствующим образом. За счет конфигурации и размеров ребер ребра действуют наподобие резинового скребка для удаления и захвата/удерживания налета и остатков пищи в пространствах между соответствующими ребрами с более высокой степенью эффективности чем, например, лента, которая нее имеет таких ребер, расположенных вдоль ее длины, обеспечивая тем самым улучшенную чистку нерегулярных поверхностей зубов.
Зубная нить должна проходить между тесно посаженными зубами в зазор в несколько тысячных дюйма. Она должна иметь размеры, обеспечивающие прохождение через зазор, или же изготовлена из материала и имеет конструкцию, которая сжимается при прохождении в межзубное пространство. Моноволоконная ребристая зубная лента согласно данному изобретению является тонкой в одном измерении для обеспечения ее скольжения между тесно посаженными зубами. Она является широкой в другом измерении для обеспечения двух больших чистящих поверхностей для контакта с поверхностями зубов. В определенных вариантах выполнения относительное удлинение сердцевинного тела составляет, по меньшей мере, примерно 5:1 или, по меньшей мере, примерно 10:1 или даже, по меньшей мере, примерно 35:1. Отношение ширины зубной ленты к толщине зубной ленты может находиться в диапазоне от около 3:1 до около 25:1 или от около 10:1 до около 20:1.
Моноволоконная ребристая зубная лента согласно данному изобретению может быть изготовлена с использованием многих материалов, известных из уровня техники. Эти материалы могут быть эластомерными и не эластомерными. Некоторые не эластомерные материалы, из которых может быть выполнена лента, включает нейлон или политетрафторэтилен (PTFE).
Предпочтительно, лента выполнена из материала, который может сжиматься при прохождении в межзубное пространство, а затем восстанавливает частично свою первоначальную форму после вхождения в межзубное пространство. В соответствии с этим зубные ленты согласно данному изобретению обеспечивают сжатие более чем примерно на 50% и восстановление на более примерно 40%, или же в определенных вариантах выполнения сжатие более чем примерно на 60% и восстановление на более примерно 60%. Кроме того, поскольку поверхности зубов не регулярны, то и межзубные пространства являются нерегулярными и имеют зоны, которые открыты больше или меньше в зависимости от структуры конкретных смежных зубов. Поэтому предпочтительно, чтобы ребра были гибкими относительно сердцевинного тела, так что они могут легко отклоняться для обеспечения прохождения в межзубное пространство. Для обеспечения оптимальной чистки желательно, чтобы ребра по существу восстанавливали свои первоначальные размеры после снятия усилия и сохраняли основную часть своей первоначальной высоты при нахождении зубной ленты в большей зоне межзубного пространства. Таким образом, ребро соответствует профилю поперечного сечения зуба, удаляя больше налета и остатков пищи.
Материалы, которые можно использовать для выполнения многореберной моноволоконной зубной ленты, согласно данному изобретению включают, но не ограничиваясь этим, блок-сополимеры полиамида и полиэфира, продаваемые под торговой маркой PEBAX (Ato Chimie, Hauts-de-Seine France), такие как PEBAX 7033, 5533 MX1205, 4033, 3533 и 2533; блок-сополимеры сложного полиэфира и полиэфира и блок-сополимеры сложного полиэфира и сложного полиэфира, продаваемые под торговой маркой HYTREL (E.I. du Pont de Nemours & Co., Wilmington, DE), такие как HYTREL 7246, 5556 4056; алифатические термопластичные полиуретановые эластомеры, продаваемые под торговой маркой TECOFLEX (Lubrisol Advanced Materials, Inc., Clevland OH); ароматические термопластичные полиуретановые эластомеры, продаваемые под торговой маркой PELLETHANE (Dow Chemical Co., Midland, MI); и термопластичные полиолефиновые эластомеры, продаваемые под названием MULTI-FLEX (Dow Chemical Co., Midland, MI).
Размеры моноволоконной ребристой зубной ленты согласно данному изобретению могут быть следующими. Ширина зубной ленты или wt составляет от около 0,040 до около 0,100 дюйма, или от около 0,070 до около 0,090 дюйма. Толщина tt ленты составляет от около 0,0035 до около 0,012 дюйма, или от около 0,007 до около 0,009 дюйма. Толщина tc сердцевинного тела составляет от около 0,001 до около 0,002 дюйма, или около 0,002 дюйма. Высота hr ребер 18 составляет от около 0,0005 до около 0,004 дюйма, или около 0,002 дюйма. Ширина wr ребер составляет от около 0,0005 до около 0,003 дюйма, или около 0,0015 дюйма. Расстояние sr между соседними ребрами на чистящей поверхности зубной ленты зависит от ширины зубной ленты и количества ребер на чистящей поверхности. В моноволоконной ребристой зубной ленте согласно данному изобретению расстояние между соседними ребрами на чистящей поверхности составляет от около 0,003 до около 0,020 дюйма, или от около 0,005 до около 0,010 дюйма.
Обозначение sar используется для представления расстояния между чередующимися ребрами, т.е. расстояния между ребром на первой чистящей поверхности и ребром на второй чистящей поверхности зубной ленты. Для целей данного описания отношение sar к sr задает пространственное соотношение между чередующимися ребрами. Отношение может изменяться от немного больше 0, когда ребра на второй чистящей поверхности слегка не выравнены с ребрами на первой чистящей поверхности, через 0,5, когда ребра на второй чистящей поверхности расположены примерно посредине между ребрами на первой чистящей поверхности (смотри фиг.3), до 1,0, когда ребра на второй чистящей поверхности выравнены с ребрами на первой чистящей поверхности (смотри фиг.4). Для моноволоконной ребристой зубной ленты согласно данному изобретению предпочтительное отношение sar к sr равно примерно 0,5.
Моноволоконная ребристая зубная лента согласно данному изобретению изготавливается с помощью коммерчески доступного способа прядения из расплава. В этом способе смолу подают в шнек экструдера, где материал нагревается, расплавляется и проходит в насос для расплава. Насос для расплава дозирует расплавленный материал в фильеру с желаемым профилем, вработанным в поверхность так, что профиль передается на расплавленный экструдат при его выходе из фильеры. Экструдат выходит из фильеры, проходит вниз, где начинается процесс затвердевания. В этой точке обычно происходит некоторое образование шейки. Материал проходит в водяную ванну, где завершается затвердевание полимерного расплава в твердую ленту. Затем ленту подвергают процессу вытягивания, в котором ленту растягивают в нагретом состоянии и обеспечивают конечные характеристики. Готовую зубную ленту наматывают на катушки. Катушки можно размещать на намоточных машинах, где пряжа наматывается на бобины, и бобины помещают в дозаторы, более предпочтительно катушки размещаются сначала на машинах для нанесения покрытия, в которых можно наносить покрытие перед операцией наматывания.
В качестве альтернативного решения ребристая зубная лента согласно данному изобретению может состоять из нескольких материалов, сформированных посредством совместной экструзии или ламинирования посредством процессов прокатки или склеивания.
Зубную ленту согласно изобретению можно также изготавливать из листов материала. Смолу экструдируют через фасонную фильеру с правильными размерами, придающую форму пленке. Экструдат проходит из фильеры и стекает вниз, где начинается процесс затвердевания. В этой точке обычно происходит некоторое образование шейки. Материал проходит в водяную ванну, где завершается затвердевание полимерного расплава в твердую пленку. Пленку можно затем нарезать узкими полосами и растягивать до конечных размеров или же ее можно сначала растягивать, а затем нарезать на узкие полосы.
В других вариантах выполнения моноволоконной ребристой зубной ленты согласно данному изобретению покрытия можно наносить на первую или вторую чистящую поверхность зубной ленты. Эти покрытия могут содержать смазывающие вещества, такие как микрокристаллический воск, пчелиный воск, легкие полиэтиленовые воски, силиконовые масла, эфирные масла, минеральное масло или их комбинации; слюногонные вещества; обонятельные стимуляторы; сенсаты; эфирные масла; снимаемые покрытия из растворимых материалов, таких как полиэтиленгликоль (PEG); расплавляемые поверхностно-активные соединения, такие как Polyoxamer 407; жидкие ароматизаторы; распыленные высушенные ароматизаторы; абразивы, такие как оксид кремния и дифосфат кальция (DCP), активные вещества, такие как фторид; цетилпиридинхлорид (СРС); тетрапирофосфат натрия; отбеливающие вещества, такие как перекись кальция, перекись водорода, перекись мочевины или другие перекисные соединения, способные создавать на месте перекись водорода; антибактериальные препараты и антивирусные препараты.
Эти ингредиенты можно использовать в виде твердых веществ, жидких веществ, частиц, гелей или т.п. и они могут быть инкапсулированы в обычные полимерные материалы с помощью обычных технологий инкапсуляции с образованием инкапсулированных материалов, имеющих полимерную оболочку и сердечник, содержащий ингредиент в одном из указанных выше видов. Такие ингредиенты можно также наносить непосредственно на зубные ленты согласно данному изобретению, без необходимости применения носителя в виде покрытия, где это возможно.
Можно наносить покрытие, содержащее нерастворимый воск, при этом покрытие содержит инкапсулированные компоненты, такие как распыленные высушенные ароматизаторы, эфирные масла или другие ингредиенты, защищенные и выделяемые из растворимых сфер внутри нерастворимого воска, или же растворимое покрытие можно наносить непосредственно на пряжу или поверх нерастворимого покрытия. Растворимое покрытие может содержать ингредиенты, которые размещены непосредственно в воске или посредством использования технологий разбрызгивания и сушки или других технологий инкапсуляции, обычно применяемых в уровне техники.
Покрытие можно наносить с помощью эмульсионных ванн, когда лента протягивается через воски, ароматизаторы и другие желаемые покрытия, и количество покрытия регулируется посредством пропускания ленты через фильеру или ролик для выжимания ленты и удаления избытка покрытия, или же излишнее покрытие стряхивается. В качестве альтернативного решения покрытия можно наносить с помощью технологий, описание которых приведено в US 20030188762А1. Покрытия могут также дозироваться между отдельными ребрами для обеспечения специальных функций.
Покрытия могут быть расположены на первой или второй чистящей поверхности зубной ленты, между ребрами, хотя небольшие части покрытия могут быть расположены на ребрах. Небольшие части покрытия на ребрах не должны ощутимо отрицательно влиять на способность ребер действовать в качестве чистящих элементов. Некоторые варианты выполнения ребер согласно данному изобретению, показанных в поперечном сечении на фиг. 5а-5f, должны способствовать удерживанию покрытий на зубной ленте.
ПРИМЕРЫ
Зубные ленты, представленные в последующих примерах, иллюстрируют специальные примеры выполнения зубных лент согласно данному изобретению, но не ограничивают изобретение. Специалисты в данной области техники могут выполнять другие модификации без отхода от идеи и объема изобретения.
Пример 1
Зубная лента согласно изобретению была изготовлена с использованием смолы PEBAX MX 1205. Смолу сушили в течение 3 часов при температуре 75°С, подавали в 20 мм экструдер фирмы Haake с прикрепленным насосом для расплава фирмы Slack and Parr и экструдировали через фасонную фильеру, выполненную из нержавеющей стали и имеющей поперечное сечение, аналогичное поперечному сечению зубной ленты, показанной на фиг. 1. Экструдированная зубная лента включала одиннадцать ребер, выступающих как с первой, так и со второй чистящих поверхностей. Полная ширина (wt) щели составляла 0,303 дюйма. Толщина (tc) сердцевинного тела фильеры составляла 0,0035 дюйма. Высота и ширина (hr и wr) соответствующих ребрам частей фильеры составляли соответственно 0,0075 дюйма и 0,0035 дюйма. Расстояние (sr) между соседними ребрами на обеих чистящих поверхностях составляло 0,026 дюйма, и отношение sar к sr составляло 0,5, т.е. ребра на второй чистящей поверхности были расположены примерно посредине между ребрами на первой чистящей поверхности.
Экструдированную ленту пропускали через водяную ванну с комнатной температурой и наматывали на катушку.
Одну экструзию выполняли с использованием фасонной фильеры для подготовки зубной ленты согласно изобретению. Для сравнения были выполнены две экструзии через плоскую фильеру для изготовления сравнительных зубных лент без ребер. Для Опыта 2 толщина и ширина составляли соответственно 0,085 дюйма и 0,490 дюйма соответственно. Для опыта 3 толщина и ширина составляли соответственно 0,012 дюйма и 0,350 дюйма соответственно.
Условия для трех экструзий показаны в Таблице I.
Условия экструдирования
Ленты из трех опытов экструдирования были подвергнуты операциям растяжения для получения конечных зубных лент. В операции растяжения ленту сматывали с катушки, пропускали над нагреваемым роликом, вдоль горячей плиты и снова наматывали на второй ролик. Условия для трех опытов растяжения показаны в Таблице II.
Условия растяжения
Некоторая часть ленты из Опыта 1 была покрыта микрокристаллическим воском W445 Crompton (Petrola, PA). Эта лента обозначена как опыт 1а. Для покрытия ленты ее протягивали через ванну, содержащую воск при температуре 85°С. После выхода из ванны удаляли излишек воска. Средний вес нанесенного воска составлял 52% веса готовой ленты.
Были измерены ширина, толщина и денье лент, которые сведены в Таблицу III
Размеры ленты
Сжатие и последующее расширение лент измеряли с использованием устройства, содержащего 2 стальных вала для имитации двух поверхностей соседних зубов. Один стальной вал был неподвижным, в то время как второй вал поворачивался. Указатель толщины устанавливался на 0, когда подвижный вал опирался на фиксированный вал. Ленту располагали под углом 90° к оси неподвижного вала. Подвижный вал, предназначенный для оказания небольшого давления в точке зажима, приводили в соприкосновение с верхом ленты и считывали с указателя исходную толщину (t0). Затем прикладывали вес в один фунт непосредственно над точкой зажима и считывали толщину (tc) при сжатии. Процентное сжатие вычисляли как:
Процентное сжатие=100х(t0-tc)/t0.
Меру восстановительного расширения ленты получали с использованием снятия с устройства всей нагрузки и считывания восстановленной толщины (tr) с указателя. Процентное восстановление вычисляли как:
Процентное восстановление=100х(tr-tc)/(t0-tc).
Были измерены процент сжатия и процент восстановления каждой из лент, и результаты сведены в Таблицу IV.
Сжатие и восстановление ленты
Затем были измерены способность к растяжению и прочность лент с использованием универсальной испытательной машины фирмы Instron с длиной образца 10 дюймов и скорости крейцкопфа 10 дюймов в минуту.
Были измерены прочность на растяжение, процентное удлинение при разрыве и прочность каждой ленты и результаты сведены в Таблицу V.
Прочностные свойства лент
Затем было проведено сравнение чистящей способности нескольких зубных нитей и лент. Используемый способ описан в статье Yankel S.L. и др. «Лабораторные оценки трех зубных паст с помощью полирования или чистки щеткой», Journal of Clinical Densitry, 9(3):61-63 (1998). А именно влажную чувствительную к давлению бумагу, описанную в статье Янкеля, помещали на вертикальный вал диаметром 3/8 дюйма. Зубную нить или ленту, подлежащую испытанию, пропускали через проушины, которые оттягивали зубную нить назад на 0,100 дюйма на каждой стороне вала. Проушины были расположены на равном расстоянии и 1 дюйм от центральной оси вала. К зубной ленте прикладывали растяжение приблизительно 250 грамм-сила. Зубную ленту смачивали деионизированной водой из снабженной разбрызгивателем бутылки, и зубную ленту или нить перемещали вверх и вниз по бумаге (с величиной хода ¾ дюйма), стирая бумажные волокна и открывая различно окрашенные поверхности. Бумагу снимали после 5 циклов и сохраняли для сравнения. Регистрировали глубину удаления отложений (DDR) с использованием шкалы 0-4 из Таблицы сравнения цвета.
Было проведено испытание ленты из Опыта 1, выполненной указанным выше способом, а также двух коммерчески доступных зубных нитей. Коммерчески доступные зубные нити были моноволоконной покрытой нитью, продаваемой под торговой маркой GLIDE ORIGINAL (Proctor & Gamble, Cincinnati, OH) и покрытой воском зубной нитью, продаваемой под торговой маркой REACH MINT WAXED (PPC Division of McNeil-PPC, Inc., Skillman, NJ).
На фиг. 6а-6с показаны фотографии влажной чувствительной к давлению бумаги после проведения оценки глубины удаления отложений (DDR), описанной выше для указанных зубных нитей и лент. Изображения представлены с 50-кратным увеличением. Узор чистки зубной нитью проходит по диагонали относительно изображения: сверху - справа, вниз - влево. В Таблице VI приведено сравнение величин глубины удаления отложений (DDR) испытываемых лент.
Глубина удаления отложений (DDR) для указанных зубных нитей и лент
Результаты показали, что ребристая зубная лента согласно изобретению имеет одинаковые, а также несколько лучшие рабочие характеристики, чем зубная нить REACH MINT WAXED, и превосходит по характеристикам зубную нить GLIDE ORIGINAL.
Наконец было проведено сравнение прочности нескольких зубных лент и нитей. А именно был использован тестер прочности, описание которого приведено в патенте США № 5 908 039 (фиг.3 и 4), содержание которого включается в данное описание. Вместо использования зубов в этом испытании использовались две металлические стойки для замены зубов, показанные на фиг.4 в патенте США № 5 908 039. Элемент 21 является стальным цилиндром диаметром 0,375 дюйма и длиной 0,725 дюйма со снабженной резьбой поверхностью. Резьба имела глубину 0,1 дюйма с ходом 0,02 дюйма. Она представляет неровную, но не острую поверхность. Элемент 22 является коническим гладким цилиндром длиной 0,725 дюйма. Основание конуса имеет диаметр 0,15 дюйма. Диаметр конуса увеличивается до 0,375 дюйма на длине 0,57 дюйма и остается равным 0,375 дюйма на длине 0,025 дюйма. Затем диаметр уменьшается до 0,125 дюйма на оставшейся длине. Сила пружинного элемента 24 была установлена для оказания усилия 1,75 фунта на зуб 22. Зубную нить или ленту, подлежащую испытанию, помещали между имитированными зубами. Нить или ленту удерживали с силой натяжения приблизительно 250 грамм-силы, а цилиндры перемещали вверх и вниз. Это повторяли, пока нити или ленты не разрушались. Испытание повторяли 10 раз для каждой испытываемой нити или ленты.
Были проведены испытания лент из Опытов 1, 1а и 2, выполненных указанным выше способом, а также коммерчески доступных зубных нитей. Коммерчески доступными зубными нитями были GLIDE ORIGINAL, GLIDE COMFORT, слегка навощенные моноволоконные нити, и REACH MINT WAXED.
Результаты сравнения циклов до разрушения для каждой из испытанных лент и нитей сведены в Таблицу VII.
Циклы до разрушения для различных зубных нитей и лент
Из Таблицы VII следует, что зубная нить из Опыта 1а имеет наибольшее среднее значение циклов до разрушения, чем все другие. В Опыте 2 использовался тот же материал, что и в опыте 1 и 1а, но с плоским поперечным сечением. Неожиданным образом лента из Опыта 2 показала значительно более высокое значение циклов до разрушения, чем лента из Опыта 2. Не вдаваясь в теорию, можно считать, что присутствие ребер вдоль поверхности сердцевинного тела моноволоконной ленты защищает моноволоконную ленту от измельчения, за счет чего обеспечивается зубная лента, которая не только лучше чистит, чем лента без ребер, как показано в Таблице VI, но также является более прочной и более стойкой к измельчению.
Пример 2
Была изготовлена зубная лента согласно изобретению, с использованием нескольких других смол.
Использованные смолы приведены в Таблице VIII.
Смолы сушили в течение более 3 часов при температуре 75°С. Их обрабатывали в экструдере из Примера 1 с использованием ребристой фильеры, указанной в Примере 1.
Условия экструдирования приведены в Таблице IX.
Условия экструдирования
Ленты после экструдирования растягивали в соответствии со способом из Примера 1. Условия в опытах растяжения приведены в Таблице Х.
Условия растяжения
Были измерены ширина, толщина и денье лент и сведены в Таблицу XI.
Размеры лент
Были измерены свойства прочности лент, как указано в примере 1. Значения прочности на растяжение и процентное удлинение при разрушении сведены в Таблицу XII.
Прочностные свойства лент
Пример 3
Была изготовлена зубная лента с использованием смолы РЕВАХ МХ 1205, при этом были модифицированы условия растяжения для изменения размеров готовой ленты. Смолу сушили в течение свыше 3 часов при температуре 75°С и подвергали обработке в экструдере из Примера 1 с использованием ребристой фильеры, указанной в Примере 1.
Условия экструдирования приведены в Таблице XIII.
Условия экструдирования
Полученные посредством экструдирования ленты растягивали в соответствии со способом из Примера 1. Условия трех опытов растяжения приведены в Таблице XIV.
Условия растяжения
Были измерены ширина, толщина и денье лент и сведены в Таблицу XV.
Размеры лент
Были измерены свойства прочности лент, как указано в Примере 1. Значения прочности на растяжение и процентное удлинение при разрушении сведены в Таблицу XVI.
Свойства прочности лент
Пример 4
Была изготовлена зубная лента с использованием смолы РЕВАХ МХ 1205, 3533 и 2533. Смолы сушили в течение свыше 3 часов при температуре 75°С и подвергали обработке в экструдере из Примера 1 с использованием ребристой фильеры, указанной в Примере 1.
Условия экструдирования приведены в Таблице XVII.
Условия экструдирования
Полученные посредством экструдирования ленты растягивали в соответствии со способом из Примера 1. Условия трех опытов растяжения приведены в Таблице XVIII.
Условия растяжения
Были измерены ширина, толщина и денье лент и сведены в Таблицу XIX.
Размеры лент
Были измерены свойства прочности лент, как указано в Примере 1. Значения прочности на растяжение и процентное удлинение при разрушении сведены в Таблицу XXI.
Свойства прочности лент
Пример 5
Была изготовлена зубная лента с использованием смолы РЕВАХ МХ 1205, при этом было модифицировано количество ребер для изменения структуры готовой ленты. Фильера была выполнена из нержавеющей стали с поперечным сечением, аналогичным поперечному сечению в Примере 1. Отличие состоит в том, что в Примере 1 было одиннадцать ребер, выступающих как с первой, так и со второй чистящих поверхностей. В этом примере имелось пять ребер, выступающих как с первой, так и со второй чистящих поверхностей. Общая ширина wt щели составляла 0,305 дюйма. Толщина сердцевинного тела tc фильеры составляла 0,305 дюйма. Высота и ширина реберных частей (hr и wr соответственно) составляли 0,0075 дюйма и 0,0035 дюйма. Расстояние sr между соседними ребрами обеих чистящих поверхностей составляло 0,050 дюйма, и отношение sar к sr составляет 0,5, т.е. ребра на второй чистящей поверхности расположены примерно посредине между ребрами на первой чистящей поверхности.
Смолу сушили в течение свыше 3 часов при температуре 75°С и подвергали обработке в экструдере из Примера 1.
Условия экструдирования приведены в Таблице XХII.
Условия экструдирования
Полученные посредством экструдирования ленты растягивали в соответствии со способом из Примера 1. Условия трех опытов растяжения приведены в Таблице XХIII.
Условия растяжения
Лента была снабжена покрытием из микрокристаллического воска W445, как было указано в Примере 1.
Были измерены сжатие и восстановительное расширение лент, как указано в Примере 1. Были измерены процентное сжатие и процентное восстановление каждой ленты и результаты сведены в Таблицу XXIV.
Сжатие и восстановление лент
Была определена прочность лент посредством измерения числа циклов до разрушения для каждой ленты, как указано в Примере 1. Результаты сведены в Таблице ХХV.
Циклы до разрушения для лент
Хотя использование меньшего количества ребер на каждой чистящей поверхности приводит к созданию зубной ленты, которая не является такой прочной, как лента, имеющая свыше 8 ребер на одной поверхности, например 10 ребер, опыт 14 показывает, что наличие нескольких ребер, расположенных вдоль обеих чистящих поверхностей зубной ленты, улучшает прочность по сравнению с зубной лентой, не имеющей ребер, как показывает Опыт 2, Таблица VI.
Пример 6
Была изготовлена зубная лента с использованием смолы РЕВАХ МХ 1205, при этом была модифицирована ширина ребер для изменения структуры и размеров готовой ленты.
Фильера была выполнена из нержавеющей стали с поперечным сечением, аналогичным поперечному сечению в Примере 1. Было одиннадцать ребер, выступающих как с первой, так и со второй чистящих поверхностей. Общая ширина wt щели составляла 0,303 дюйма. Толщина сердцевинного тела tc фильеры составляла 0,0035 дюйма. Высота и ширина реберных частей (hr и wr соответственно) составляли 0,0075 дюйма и 0,0025 дюйма. В Примере 1 ширина wr реберных частей составляла 0,0035 дюйма. Расстояние sr между соседними ребрами обеих чистящих поверхностей составляло 0,026 дюйма, и отношение sar к sr составляет 0,5, т.е. ребра на второй чистящей поверхности расположены примерно посредине между ребрами на первой чистящей поверхности.
Смолу сушили в течение свыше 3 часов при температуре 75°С и подвергали обработке в экструдере из Примера 1.
Условия экструдирования приведены в Таблице XХVI.
Условия экструдирования
Полученные посредством экструдирования ленты растягивали в соответствии со способом из Примера 1. Условия трех опытов растяжения приведены в Таблице XХVII.
Условия растяжения
Лента была снабжена покрытием из микрокристаллического воска W445, как было указано в Примере 1, где покрытая лента была обозначена как Опыт 1а.
Были измерены сжатие и восстановительное расширение лент, как указано в Примере 1. Были измерены процентное сжатие и процентное восстановление каждой ленты и результаты сведены в Таблицу XXVIII.
Сжатие и восстановление лент
Была определена прочность лент посредством измерения числа циклов до разрушения для каждой ленты, как указано в Примере 1. Результаты сведены в Таблице ХХIX.
Циклы до разрушения для лент
Пример 7
Была изготовлена зубная лента с использованием смолы РЕВАХ МХ 1205, при этом была модифицирована высота ребер для изменения структуры и размеров готовой ленты.
Фильера была выполнена из нержавеющей стали с поперечным сечением, аналогичным поперечному сечению в Примере 1. Было одиннадцать ребер, выступающих как с первой, так и со второй чистящих поверхностей. Общая ширина wt щели составляла 0,303 дюйма. Толщина сердцевинного тела tc фильеры составляла 0,0035 дюйма. Высота и ширина реберных частей (hr и wr, соответственно) составляли 0,0038 дюйма и 0,0035 дюйма. В Примере 1, высота hr реберных частей фильеры составляла 0,0075 дюйма. Расстояние sr между соседними ребрами обеих чистящих поверхностей составляло 0,026 дюйма, и отношение sar к sr составляет 0,5, т.е. ребра на второй чистящей поверхности расположены примерно посредине между ребрами на первой чистящей поверхности.
Смолу сушили в течение свыше 3 часов при температуре 75°С и подвергали обработке в экструдере из Примера 1.
Условия экструдирования приведены в Таблице XХХ.
Условия экструдирования
Полученные посредством экструдирования ленты растягивали в соответствии со способом из Примера 1. Условия трех опытов растяжения приведены в Таблице XХХI.
Условия растяжения
Лента была снабжена покрытием из микрокристаллического воска W445, как было указано в Примере 1, где покрытая лента была обозначена как Опыт 1а.
Были измерены сжатие и восстановительное расширение лент, как указано в Примере 1. Были измерены процентное сжатие и процентное восстановление каждой ленты, и результаты сведены в Таблицу XXХII.
Сжатие и восстановление лент
Была определена прочность лент посредством измерения числа циклов до разрушения для каждой ленты, как указано в Примере 1. Результаты сведены в Таблицу ХХXIII.
Циклы до разрушения для лент
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛАСТОМЕРНАЯ ЗУБНАЯ НИТЬ | 2010 |
|
RU2572742C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВЫХ ДЕРЖАТЕЛЕЙ ЗУБНОЙ НИТИ | 2011 |
|
RU2570050C2 |
| ФАСОННЫЕ МОНОВОЛОКНА С ПАЗАМИ И ТКАНИ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ | 2003 |
|
RU2361971C2 |
| ЗУБНАЯ ЛЕНТА | 2008 |
|
RU2454969C2 |
| ЗУБНАЯ ЩЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2157078C2 |
| МОНОВОЛОКНО, СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТИНОК И МЕЖЗУБНЫХ ЧИСТЯЩИХ ЭЛЕМЕНТОВ И ЩЕТИНКИ И МЕЖЗУБНЫЕ ЧИСТЯЩИЕ ЭЛЕМЕНТЫ, ИЗГОТОВЛЕННЫЕ ИЗ ТАКИХ МОНОВОЛОКОН | 1998 |
|
RU2197572C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЕВИДНЫХ ЩЕТИНОК | 1996 |
|
RU2145367C1 |
| НИТЬ ДЛЯ ЧИСТКИ МЕЖЗУБНЫХ ПРОМЕЖУТКОВ | 1999 |
|
RU2225704C2 |
| ЗУБНАЯ НИТЬ С ПОКРЫТИЕМ УМЕНЬШЕННОЙ НЕРАВНОМЕРНОСТИ | 2011 |
|
RU2529401C2 |
| ЭЛАСТОМЕРНАЯ ЗУБНАЯ НИТЬ | 2010 |
|
RU2540271C2 |







Изобретение относится к моноволоконным зубным лентам для удаления налета и/или остатков пищи из межзубных пространств. Зубные ленты имеют сердцевинное тело с относительным удлинением более примерно 10:1, первую чистящую поверхность и вторую чистящую поверхность, противоположную первой чистящей поверхности. По меньшей мере, одна из первой и второй чистящих поверхностей включает множество ребер, расположенных вдоль их длины. Отношение ширины зубной ленты к толщине зубной ленты составляет от около 4:1 до около 25:1. В результате зубная лента не только улучшает чистку зубов, но и сохраняет положительные характеристики моноволоконных зубных нитей, такие как чувство во рту, легкое скольжение между зубов и стойкость к износу или расщеплению. 2 н. и 22 з.п. ф-лы, 6 ил., 33 табл., 7 пр.
1. Моноволоконная зубная лента, содержащая:
сердцевинное тело, содержащее первую чистящую поверхность и вторую чистящую поверхность, противоположную первой чистящей поверхности, при этом сердцевинное тело имеет относительное удлинение более примерно 10:1; и
множество ребер, расположенных вдоль первой и/или второй чистящих поверхностей,
при этом отношение ширины зубной ленты к толщине зубной ленты составляет от около 3:1 до около 25:1.
2. Зубная лента по п.1, в которой как первая, так и вторая чистящие поверхности содержат ребра.
3. Зубная лента по п.2, в которой отношение ширины зубной ленты к толщине зубной ленты составляет от около 10:1 до около 20:1.
4. Зубная лента но п.3, в которой конфигурация поперечного сечения ребер является, по существу, прямоугольной, а отношение высоты ребер к ширине ребер составляет от около 1,5:1 до около 8:1.
5. Зубная лента по п.2, в которой расстояние между ребрами является, по существу, одинаковым.
6. Зубная лента по п.5, в которой ребра на первой чистящей поверхности выровнены с ребрами на второй чистящей поверхности.
7. Зубная лента по п.5, в которой ребра на первой чистящей поверхности смещены относительно ребер на второй чистящей поверхности.
8. Зубная лента по п.2, в которой расстояние между ребрами является нерегулярным.
9. Зубная лента по п.1, дополнительно содержащая нанесенное на нее покрытие, при этом покрытие содержит ингредиент, выбранный из группы, состоящей из смазывающего вещества, антиадгезивного вещества, абразивного вещества, отбеливающего вещества, активного вещества, обонятельного стимулятора, слюногонного вещества, воспринимаемого чувствами вещества эфирного масла, ароматизатора, антибактериального препарата и антивирусного препарата.
10. Зубная лента по п.9, в которой указанный ингредиент инкапсулирован.
11. Зубная лента по п.1, в которой множество ребер представляет собой 10 ребер.
12. Зубная лента по п.2, в которой множество ребер представляет собой 5 ребер, расположенных вдоль каждой из первой и второй чистящих поверхностей.
13. Моноволоконная зубная лента, содержащая:
сердцевинное тело, содержащее первую чистящую поверхность и вторую чистящую поверхность, противоположную первой чистящей поверхности, при этом сердцевинное тело имеет относительное удлинение более примерно 5:1: и,
по меньшей мере, около 8 ребер, расположенных вдоль первой и второй чистящих поверхностей,
при этом отношение ширины зубной ленты к толщине зубной ленты составляет от около 3:1 до около 25:1.
14. Зубная лента по п.13, в которой обеспечивается процентное сжатие более примерно 50% и процентное восстановление более примерно 40%.
15. Зубная лента по п.14, в которой каждая из первой и второй чистящих поверхностей содержит, по меньшей мере, 10 ребер.
16. Зубная лента по п.14, в которой отношение ширины зубной ленты к толщине зубной ленты составляет от около 10:1 до около 20:1.
17. Зубная лента по п.16, в которой конфигурация поперечного сечения ребер является, по существу, прямоугольной, а отношение высоты ребер к ширине ребер составляет от около 1,5:1 до около 8:1.
18. Зубная лента по п.17, в которой расстояние между ребрами является, по существу, одинаковым, причем ребра на первой чистящей поверхности смещены относительно ребер на второй чистящей поверхности.
19. Зубная лента по п.17, в которой обеспечивается процентное сжатие более примерно 60% и процентное восстановление более примерно 60%.
20. Зубная лента по п.18, в которой каждая из первой и второй чистящих поверхностей содержит, по меньшей мере, 10 ребер.
21. Зубная лента по п.13, дополнительно содержащая нанесенное на нее покрытие, при этом покрытие содержит ингредиент, выбранный из группы, состоящей из смазывающего вещества, антиадгезивного вещества, абразивного вещества, отбеливающего вещества, активного вещества, обонятельного стимулятора, слюногонного вещества, воспринимаемого чувствами вещества эфирного масла, ароматизатора, антибактериального препарата и антивирусного препарата.
22. Зубная лента по п.18, дополнительно содержащая нанесенное на нее покрытие, при этом указанное покрытие содержит ингредиент, выбранный из группы, состоящей из смазывающего вещества, антиадгезивного вещества, абразивного вещества, отбеливающего вещества, активного вещества, обонятельного стимулятора, слюногонного вещества, воспринимаемого чувствами эфирного масла, ароматизатора, антибактериального препарата и антивирусного препарата.
23. Зубная лента по п.21, в которой ингредиент инкапсулирован.
24. Зубная лента по п.22, в которой ингредиент инкапсулирован.
| US 6029678 А, 29.02.2000 | |||
| ЛЕНТА ДЛЯ ЧИСТКИ МЕЖЗУБНОГО ПРОСТРАНСТВА И СПОСОБ ЧИСТКИ МЕЖЗУБНОГО ПРОСТРАНСТВА ЭТОЙ ЛЕНТОЙ | 2006 |
|
RU2313309C1 |
| ЗУБНАЯ НИТЬ, ПОКРЫТАЯ ГЕМОСТАТИЧЕСКИМ АГЕНТОМ, ЗУБНАЯ ЛЕНТА, ПОКРЫТАЯ ГЕМОСТАТИЧЕСКИМ АГЕНТОМ, И СПОСОБ ИХ ВЫПОЛНЕНИЯ | 2001 |
|
RU2279864C2 |
| СПОСОБ СБЛИЖЕНИЯ И СТЫКОВКИ ЛЕТАТЕЛЬНЫХ АППАРАТОВ В ПОЛЕТЕ И КОМПЛЕКС БОРТОВЫХ СИСТЕМ ЕГО ОСУЩЕСТВЛЯЮЩИЙ | 1996 |
|
RU2128133C1 |
| US 5139038 A, 18.08.1992 | |||
| DE 4034240 A1, 30.04.1992. | |||

