ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к устройству, предназначенному для изготовления одноразовых держателей зубной нити, содержащих зубную нить с восковым покрытием.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
В настоящий момент известен и представлен на рынке ряд одноразовых устройств с зубной нитью. Такие устройства, как правило, содержат держатель зубной нити, который состоит из двух расположенных на расстоянии ножек, направленных вверх или вниз и выходящих из основания, формируя по существу U-образную форму, и зубной нити, закрепленной с каждого конца к одной из ножек и натянутой между расположенными на расстоянии ножками. Также устройства включают ручку для держателя зубной нити.
В некоторых устройствах держатель зубной нити имеет съемную конструкцию, что позволяет осуществлять его замену. Такие устройства по существу состоят из ручки с наконечником, предназначенным для установки и фиксации держателя зубной нити. В процессе использования держатель зубной нити крепится к наконечнику на ручке, после чего зубная нить вводится в межзубный промежуток. После использования держатель зубной нити снимается с наконечника ручки и заменяется новым держателем. Такие устройства представлены, например, в патентах США №5483982, 7059334, 7174904 и 7325554, содержание каждого из которых полностью включено в настоящий патент путем ссылки. Было отмечено, что в устройствах, представленных для примера в этих патентах, а также в товарах, выпущенных на рынок на основании раскрытия содержания таких патентов, не используется нить с восковым покрытием. В других устройствах держатель зубной нити составляет с ручкой единое целое, вследствие чего после использования зубной нити все устройство целиком может быть утилизировано.
Одним из способов изготовления таких устройств и закрепления зубной нити в ножках держателя зубной нити неразъемной или разъемной конструкции является, как правило, отливка U-образного держателя из пластмассы вокруг зубной нити без покрытия, натянутой между расположенными на расстоянии друг от друга ножками держателя и закрепленной в них. Как было отмечено ранее, устройства могут быть выполнены в виде цельной конструкции из держателя и ручки, либо в виде разъемной конструкции, предусматривающей жесткое крепление съемного держателя зубной нити к наконечнику ручки, выполненной с возможностью установки на нее съемного держателя зубной нити.
Зубная нить по существу должна быть способна выдержать ее использование в нескольких межзубных промежутках без существенного истирания или разрыва в момент ее ввода в межзубный промежуток, а также при возвратно-поступательных движениях в процессе использования нити. По этой причине для изготовления некоторых видов зубной нити используется очень прочный материал, такой как сверхвысокомолекулярный полиэтилен (СВМПЭ). Кроме этого, для ухода за зубами используются мультифиламентные нити высокой степени скрученности, т.е. более чем 0,8 кручений на сантиметр (2 круч./дюйм), которые обеспечивают плотное прилегание соседних волокон или нитей друг к другу в процессе использования зубной нити. Стандартная степень скрученности нити соответствует 1,2 или 1,6 кручений на сантиметр (3 или 4 круч./дюйм). Производители обычной зубной нити, выпускаемой в стандартных контейнерах-дозаторах, обнаружили, что потребители предпочитают более мягкую зубную нить, которая легче скользит между зубами и оказывает более бережное воздействие на десны. По этой причине производители снизили степень скрученности или полностью отказались от скручивания таких мультифиламентных нитей. Однако при этом нить, как правило, становится более подверженной истиранию и разрыву. Для повышения устойчивости к истиранию и разрыву производители пропитывают пространство между волокнами мягкими полимерами, такими как микрокристаллический или пчелиный воск.
Несмотря на то что мультифиламентные нити с покрытием пригодны для использования при их подаче из стандартного контейнера-дозатора, зубная нить в котором намотана на катушку, случаи использования мультифиламентных зубных нитей с восковым покрытием в представленных на рынке одноразовых устройствах с зубной нитью, описанных выше, неизвестны. Это частично обусловлено трудностями, связанными с процессом изготовления таких устройств с использованием мультифиламентной нити с восковым покрытием.
В результате был сделан вывод, что существует потребность в одноразовых устройствах с зубной нитью, обеспечивающей более легкое скольжение между зубами и более бережное воздействие на десны при сохранении прочности нити в целях повышения ее устойчивости к истиранию и разрыву, а также в способах и устройстве для изготовления таких одноразовых устройств. Как описано ниже, был найден способ изготовления одноразовых устройств с зубной нитью с восковым покрытием.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к литейной форме, предназначенной для изготовления одноразового держателя, содержащего отрезок зубной нити с нанесенной на него восковой композицией, литейная форма состоит из первой части, имеющей первую полость, и первая полость ограничена нижней базовой поверхностью и внешней боковой стенкой, и содержит основание, первую и вторую расположенные на расстоянии части с проксимальными и дистальными секциями, являющимися продолжением основания, а также второй части, имеющей вторую полость, вторая полость ограничена нижней базовой поверхностью и внешней боковой стенкой, и содержит основание, первую и вторую расположенные на расстоянии части с проксимальными и дистальными секциями, которые являются продолжением основания и завершаются дистальной секцией; и канавки с соотношением геометрических размеров приблизительно 10:1 или более, канавка расположена во всю ширину второй части и содержит первый и второй концевые участки, а также центральный участок, первый и второй концевой участки канавки пересекают и совпадают с дистальной секцией первой и второй расположенных на расстоянии частей второй полости соответственно.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1 показан вид в перспективе стандартной литейной формы, используемой для изготовления стандартных одноразовых держателей зубной нити.
На фиг. 1а показан вид в разрезе изображенной на фиг. 1 канавки.
На фиг. 1b показан вид сверху дистальных секций боковых полостей, расположенных во второй части литейной формы, показанной на фиг. 1, с расположенными в первой части литейной формы выступами, показанными пунктиром так, как они будут расположены в случае соединения обеих частей литейной формы вместе.
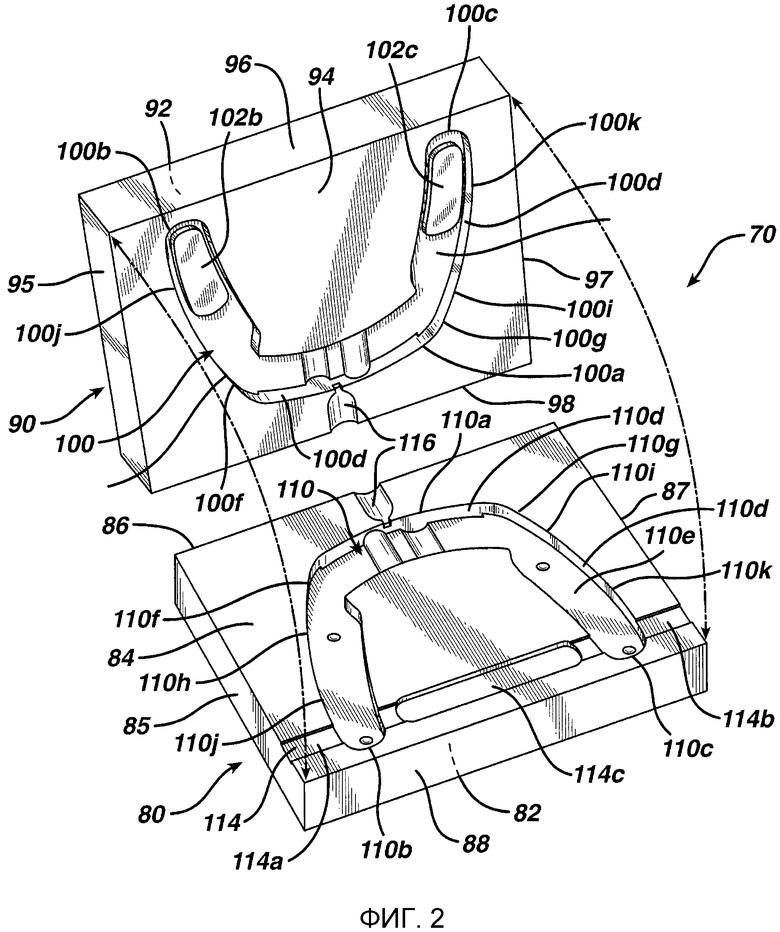
На фиг. 2 показан вид в перспективе литейной формы, соответствующей настоящему изобретению.
На фиг. 2а показан вид в разрезе изображенной на фиг. 2 канавки.
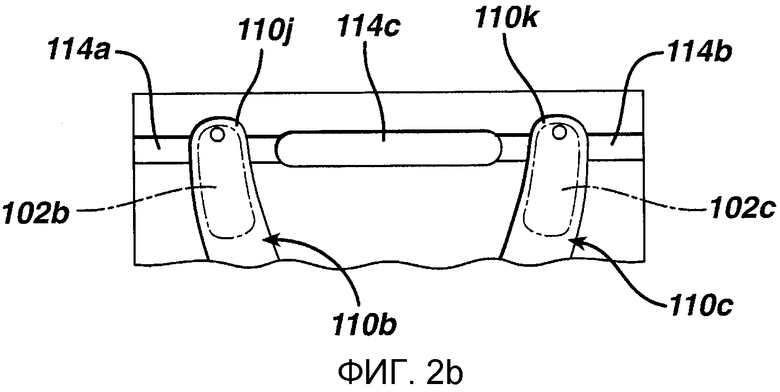
На фиг. 2b показан вид сверху дистальных секций боковых полостей, расположенных во второй части литейной формы, показанной на фиг. 2, с расположенными в первой части литейной формы выступами, показанными пунктиром так, как они будут расположены в случае соединения обеих частей литейной формы вместе.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
При попытках использовать стандартные литейные формы, предназначенные для изготовления стандартных одноразовых держателей зубной нити без воскового покрытия, возникли некоторые трудности, которые не позволили использовать такие литейные формы для изготовления держателей зубной нити с восковым покрытием. Было обнаружено, что во время отливки держателя вокруг зубной нити с восковым покрытием воск накапливается в канавке стандартной литейной формы на участке удержания отрезка зубной нити между двумя половинками литейной формы. Степень накапливания воска в канавке зависит не только от количества нанесенного на зубную нить воска, но также и от количества воска, который в действительности соприкасается с поверхностью литейной формы. Было обнаружено, что вследствие заполнения канавки остаточным воском от зубной нити, места для размещения зубной нити в канавке литейной формы в целях отливки держателя зубной нити остается все меньше. С течением времени воск накапливался в канавке стандартной литейной формы в недопустимом объеме, что способствовало разрыву зубной нити и приводило к необходимости прервать операцию отливки. Исходя из объема воска, используемого для нанесения на стандартные зубные нити с восковым покрытием, было установлено, что скопление воска и разрыв нити при использовании стандартных литейных форм происходит после приблизительно 5-10 циклов отливки. Вследствие этого коммерческий выпуск таких держателей зубной нити с использованием стандартных литейных форм становится невозможным.
Помимо повышения вероятности разрыва зубной нити по причине скопления воска существуют другие факторы, ограничивающие возможность коммерческого выпуска одноразовых устройств с зубной нитью с восковым покрытием. Одним из них является проблема расплавления, возникающая в процессе заливки жидкой пластмассы. Как правило, температура плавления полипропилена, который используется для изготовления стандартных одноразовых наконечников для зубной нити или держателей зубной нити, составляет приблизительно 160°C. Зубная нить, вокруг которой происходит отливка держателя зубной нити, производится из сверхвысокомолекулярного полиэтилена (СВМПЭ), температура плавления которого составляет приблизительно 125°C. Стандартная температура материального цилиндра составляет от 180°C до 190°C, а температура литьевого сопла при подаче смолы в литейную форму для формирования держателя зубной нити превышает 325°C. Из этого следует, что горячая расплавленная смола закачивается в форму и соприкасается с зубной нитью, температура плавления которой значительно ниже. Таким образом, на зубную нить может быть передано тепло, уровень которого достаточен для ее расплавления.
В случае зубной нити из СВМПЭ без воскового покрытия высокой степени скрученности расплавленная смола, используемая для изготовления держателя зубной нити, благодаря своей плотности и скрученной структуре, не оказывает воздействия на зубную нить, вследствие чего количество тепла, передаваемое на зубную нить, не приводит к ее расплавлению. Однако в случае использования зубной нити из СВМПЭ с восковым покрытием считается, что воск выполняет функцию теплопроводника, который передает тепло от расплавленной смолы к СВМПЭ, за счет чего при соприкосновении смолы с зубной нитью возможно частичное или полное расправление зубной нити.
Настоящее изобретение предлагает решение таких существенных трудностей, которые связаны со стандартными литейными формами, используемыми в попытке изготовить одноразовые держатели зубной нити с нанесенной на нить восковой композицией, и способами их изготовления. Литейные формы, соответствующие настоящему изобретению, применимы к изготовлению одноразовых держателей зубной нити, содержащих отрезок зубной нити с нанесенной на нить восковой композицией, и позволяют устранить недостатки, связанные с передачей тепла через восковую композицию и (или) скоплением чрезмерного количества воска в канавке литейной формы для размещения зубной нити. Использованные в настоящем документе термины «зубная нить» или «флосс» означают различные формы зубной нити, в том числе мультифиламентные нити, как крученые, так и некрученые, монофиламентные зубные ленты, например зубные ленты с нанесенной на основу оболочкой, а также эластомерные монофиламентные зубные ленты, изготовленные путем экструзии эластомерного материала.
Литейный формы, соответствующие настоящему изобретению, могут быть изготовлены из закаленной инструментальной стали, хотя также допустимо использовать и алюминий. Литейные формы состоят из первой и второй частей, которые можно рассматривать как верхнюю и нижнюю части, и которые накладываются друг на друга в процессе изготовления держателя зубной нити, составляющего предмет настоящего изобретения. Первая часть содержит первую полость, ограниченную нижней базовой поверхностью и внешней стенкой. Первая полость состоит из основания и первой и второй расположенных на расстоянии частей, имеющих проксимальные и дистальные секции и являющихся продолжением основания. Каждая из расположенных на расстоянии частей заканчивается дистальной секцией. Первая полость может иметь, например, по существу V-образную или U-образную форму. Основание состоит из центрального участка, первого и второго концевого участков, как показано в настоящем документе ниже, и может быть расположено по существу горизонтально. В ряде вариантов осуществления первая и вторая расположенные на расстоянии части размещаются по существу сбоку и по существу перпендикулярно основанию, лежащему по существу в горизонтальной плоскости. В настоящем варианте осуществления боковые расположенные на расстоянии части проходят от первого и второго концевых участков основания, соответственно образуя полость по существу U-образной формы.
Вторая часть содержит вторую полость, которая по существу по форме и размерам совпадает с первой полостью, имеющейся в первой части литейной формы. Вторая полость, расположенная во второй части литейной формы, ограничена нижней базовой поверхностью и внешней боковой стенкой. Вторая полость состоит из основания и первой и второй расположенных на расстоянии частей, имеющих проксимальные и дистальные секции и являющихся продолжением основания. Каждая из расположенных на расстоянии частей заканчивается дистальной секцией. В ряде вариантов осуществления первая и вторая расположенные на расстоянии части размещаются по существу сбоку и по существу перпендикулярно основанию, лежащему по существу в горизонтальной плоскости. В настоящем варианте осуществления боковые расположенные на расстоянии части проходят от первого и второго концевых участков основания, соответственно образуя полость по существу U-образной формы.
В литейных формах, используемых для изготовления держателей зубной нити, составляющих предмет настоящего изобретения, применяются специально разработанные канавки, препятствующие скоплению в них воскового покрытия, благодаря чему устраняются или сводятся к минимуму проблемы, связанные со скоплением воска. Канавка состоит из первого и второго концевого участков, а также центрального участка. Канавка может располагаться как в первой, так и во второй части литейной формы, хотя в соответствии с представленными в настоящем документе изображениями и описанием она расположена во второй, или нижней, части. Канавка проходит по всей ширине второй части литейной формы, пересекая первый и второй концевой участки, либо соединяя их, и совмещается с дистальной секцией первой и второй расположенных на расстоянии частей, соответственно.
Канавки для зубной нити в литейных формах, соответствующих настоящему изобретению, имеет соотношение геометрических размеров (ширина:глубина) приблизительно 10:1 или более, либо от приблизительно 10:1 до приблизительно 100:1, либо от приблизительно 25:1 до приблизительно 75:1, либо приблизительно 50:1. Центральный участок канавки может быть шире и (или) глубже соответствующих концевых участков для уменьшения площади соприкосновения с отрезком зубной нити с восковым покрытием в процессе отливки держателей зубной нити, являющихся предметом настоящего изобретения. Например, центральный участок может быть от приблизительно 2 до приблизительно 10 раз глубже и (или) от приблизительно 1,2 до приблизительно 1,5 раз шире концевых участков. Канавка для стандартной нити плотностью 400 денье должна быть выполнена радиусом приблизительно 0,0254 см (0,010 дюйма), глубиной приблизительно 0,051 см (0,02 дюйма) и шириной приблизительно 0,051 см (0,020 дюйма). Стандартные литейные формы, используемые для изготовления стандартных одноразовых устройств с зубной нитью без нанесенного на нить покрытия, предусматривают наличие канавок, имеет как правило соотношение геометрических размеров (ширина:глубина) от приблизительно 1:1 до приблизительно 4:1. Конфигурация канавки в поперечном сечении может меняться от полукруга до практически V-образной формы, что позволяет легко захватывать и зажимать зубную нить между половинками литейной формы. Стандартная канавка также может состоять из центрального участка и концевых участков, где центральный участок может быть шире концевых участков. Конфигурация поперечного сечения канавки при этом по существу совпадает с конфигурацией поперечного сечения зубной нити.
Несмотря на то что соотношение геометрических размеров и конфигурация поперечного сечения канавок стандартных литейных форм и канавок литейных форм, соответствующих настоящему изобретению, существенно отличаются, общий объем канавок приблизительно одинаковый. Поперечное сечение канавок литейных форм, соответствующих настоящему изобретению, имеет по существу прямоугольную конфигурацию и по существу плоскую нижнюю поверхность в сравнении с конфигурацией поперечного сечения канавок стандартных литейных форм. Такая конфигурация предотвращает или сводит к минимуму скопление воска в канавке, увеличивая при этом пространство для размещения зубной нити в канавке литейной формы, обеспечивая тем самым возможность некоторого бокового смещения зубной нити в канавке. Таким образом, связанные с использованием стандартных литейных форм проблемы, имеющие отношение к разрыву и смещению зубной нити, устраняются.
В вариантах осуществления, в которых восковая композиция может выполнять функцию теплопроводника, литейная форма может дополнительно состоять из одного или нескольких теплоотводов, расположенных вблизи от каждого, как первого, так и второго концевых участков канавки, совпадающих с дистальной секцией первой и второй расположенных на расстоянии боковых частей соответственно. В настоящем документе термин «теплоотвод» означает объект, поглощающий и рассеивающий тепло, передаваемое от другого объекта, например, отрезок зубной нити с покрытием с использованием теплового контакта, который может состояться в результате прямого соприкосновения или с помощью рассеивающего объекта. В настоящем документе выражение «вблизи от каждого, как первого, так и второго концевых участков» означает, что теплоотвод либо соприкасается с концевым участком канавки, либо расположен достаточно близко от концевого участка таким образом, чтобы обеспечить возможность эффективной передачи тепла от отрезка зубной нити на теплоотвод, снижая тем самым вероятность разрыва зубной нити вследствие ее расплавления при отливке держателя вокруг зубной нити. Предпочтительно указанный концевой участок канавки имеет глубину приблизительно 0,005 см и ширину приблизительно 0,25 см. При этом ширина указанного центрального участка указанной канавки превышает ширину указанных первого и второго концевых участков указанной канавки. В процессе изготовления держателя зубной нити теплоотвод расположен вблизи от концевых торцов зоны размещения отрезка зубной нити в дистальных секциях расположенных на расстоянии частей полости. Как и в случае с канавкой, теплоотвод соприкасается с отрезком зубной нити или находится на достаточно близком расстоянии от отрезка зубной нити таким образом, чтобы обеспечить возможность эффективной передачи тепла от отрезка зубной нити на теплоотвод. Теплоотвод может обеспечить защиту зубной нити от расплавленной смолы с одной стороны или с обеих сторон при изготовлении держателя, а также направить поток смолы вокруг зубной нити.
Один вариант осуществления теплоотвода, соответствующий настоящему изобретению, представлен на фиг. 2. Как видно из рисунка, выступ расположен в первой полости первой части. Такой выступ с одной стороны используется для получения полости в готовом держателе зубной нити в целях размещения, например, ароматической композиции. Помимо этого, выступ расположен в первой полости первой части таким образом, что при совмещении обеих частей литейной формы, он оказывается вблизи от концевых участков канавки второй части. Вследствие этого в процессе изготовления держателя зубной нити выступ расположен вблизи от отрезка зубной нити с нанесенным на нее покрытием и выполняет функцию теплоотвода. Несмотря на то, что стандартная литейная форма, показанная на фиг. 1, также снабжена выступом, расположенным в первой полости и предназначенным для получения полости в держателе зубной нити в целях размещения, например, ароматической композиции, при совмещении обеих частей литейной формы такой выступ не располагается вблизи канавки. В результате этого, в процессе изготовления держателя отрезок зубной нити, закрепленный в стандартной литейной форме, не располагается вблизи от выступа, и выступ не выполняет функцию теплоотвода. В вариантах осуществления настоящего изобретения, в которых требуется наличие теплоотвода, положение выступа относительно канавки в литейной форме имеет критическое значение, поскольку обеспечивается возможность использовать выступ в качестве теплоотвода при изготовлении держателя зубной нити. Несмотря на то, что выступ на фиг. 2 показан в положении, в котором он выполняет функцию теплоотвода, в тех вариантах осуществления настоящего изобретения, для которых не требуется теплоотвод, выступ может не располагаться вблизи от концевых участков канавки.
В другом варианте осуществления настоящего изобретения функцию теплоотвода в литейной форме может выполнять штифт для сброса давления. В таком случае штифт располагается вблизи от концевых участков канавки и соприкасается, либо покрывает зубную нить с восковым покрытием с одной стороны до тех пор, пока в форме не установится максимальное давление, после чего под действием давления штифт отходит внутрь корпуса литейной формы, закрывая при этом полость. Как и сами литейные формы, теплоотвод может быть изготовлен из закаленной инструментальной стали, хотя также можно использовать алюминий.
Держатели зубной нити, изготовленные с использованием литейной формы, соответствующей настоящему изобретению, могут быть изготовлены в конструкции, предусматривающей неразъемное соединение с ручкой, как например, цельные одноразовые устройства с зубной нитью, которые могут быть утилизированы после использования. В другом варианте осуществления настоящего изобретения держатели зубной нити, изготовленные в соответствии с настоящим изобретением, могут быть выполнены в разъемной конструкции, которая позволяет жестко, но съемно закреплять держатель на отдельной ручке и заменять держатель. В таком случае держатель зубной нити подлежит утилизации, а ручка может быть использована повторно.
В одном варианте осуществления держатель зубной нити имеет по существу U-образную форму и состоит из по существу горизонтального основания, содержащего центральный участок, а также первый и второй концевые участки. Первая и вторая по существу боковые расположенные на расстоянии ножки являются продолжением основания и располагаются по существу перпендикулярно основанию. Каждая боковая ножка имеет проксимальный участок, проходящий от первого и второго концевых участков основания, соответственно. Каждая боковая ножка заканчивается дистальной секцией. Ножки проходят от первого и второго концевых участков основания, соответственно, в результате чего формируется по существу U-образная конфигурация. Отрезок зубной нити с нанесенной восковой композицией натягивается между расположенными на расстоянии ножками и жестко закрепляется с обеих сторон на дистальной секции каждой расположенной на расстоянии ножки. Зубная нить может быть закреплена в расположенных на расстоянии ножках с помощью узлов, сформированных с внешней стороны соответствующих ножек путем нагревания зубной нити до температуры, превышающей точку плавления зубной нити, в результате чего с внешней стороны соответствующих расположенных на расстоянии ножек образуются шарики из расплавленной зубной нити. Держатель может быть изготовлен из полимера, такого как полипропилен, полистирол, полиэтилен или других аналогичных литьевых материалов.
Отрезок зубной нити, размещенный между боковыми расположенными на расстоянии ножками, может быть изготовлен из мультифиламентной нити либо монофиламентной зубной нити или ленты. Поскольку зубная нить должна быть проведена в нескольких межзубных промежутках, она должна обладать хорошей устойчивостью к истиранию. По этой причине предпочтительным материалом для мультифиламентной нити является сверхвысокомолекулярный полиэтилен (СВМПЭ) плотностью приблизительно 400 денье и размером волокна приблизительно 1 денье на филамент. Волокно размером более 1 денье на филамент также пригодно для использования, однако с увеличением размера волокна повышается усилие введения нити в межзубные промежутки, что менее предпочтительно для использования. Также пригодно для использования и волокно размером менее 1 денье на филамент, хотя в настоящий момент такое волокно не производится. Нити с такими характеристиками производятся такой компанией, как DSM (DSM Dyneema B.V., Урмонд, Нидерланды), под торговой маркой DYNEEMA и имеют обозначение SK65. Также пригодны для использования и другие материалы, однако высокая прочность и небольшой размер волокна СВМПЭ делает такой материал наиболее предпочтительным для использования.
Мультифиламентные нити без покрытия, используемые в известных одноразовых устройствах с зубной нитью, характеризуются высокой степенью скрученности, например, более 0,8 кручений на сантиметр (2 круч./дюйм), что позволяет в процессе использования зубной нити надежно удерживать соседние волокна вместе, предотвращая тем самым истирание нити. Стандартная степень скрученности нити составляет 1,2 или 1,6 кручений на сантиметр (3 или 4 круч./дюйм). В настоящем изобретении может использоваться нить как высокой, так и низкой степени скрученности. В настоящем документе нить низкой степени скрученности соответствует нити, степень скрученности которой составляет менее 0,8 кручений на сантиметр (2 круч./дюйм), и в идеальном случае должна характеризоваться степенью скрученности приблизительно 0,6 кручений на сантиметр (1,5 круч./дюйм). Благодаря этому достигается хороший баланс между ощущениями мягкости, устойчивости к истиранию и усилием введения нити в межзубные промежутки. Нескрученная пневмосоединенная нить также может использоваться в настоящем изобретении.
Помимо мультифиламентных нитей, зубная нить, изготовленная с помощью литейной формы, соответствующей настоящему изобретению, может быть изготовлена из монофиламентной ленты, такой как предлагается в патенте США US2009/0120454 A1, содержание которого полностью включено в настоящий патент путем ссылки. Такие монофиламентные зубные ленты содержат основу с соотношением геометрических размеров более чем приблизительно 5:1, а также первую чистящую поверхность и вторую чистящую поверхность со стороны, противоположной первой чистящей поверхности, где по меньшей мере одна из первой и второй чистящих поверхностей состоит из множества ребер, расположенных по длине ленты, и где отношение ширины зубной ленты к толщине зубной ленты составляет от приблизительно 3:1 до приблизительно 25:1.
К эластомерным материалам, которые могут использоваться для изготовления такой зубной ленты, относятся, помимо прочего, полиамид-полиэфирные блок-сополимеры, находящиеся в продаже под торговой маркой PEBAX (компания Ato Chimie, От-де-Сен, Франция), такие как PEBAX 7033, 5533 MX1205, 4033, 3533 и 2533; полиэстер-полиэфирные блок-сополимеры и полиэстр-полиэстровые блок-сополимеры, находящиеся в продаже под торговой маркой HYTREL (компания E. I. du Pont de Nemours & Co., Вильмингтон, штат Делавер, США), такие как HYTREL 7246, 5556 и 4056; алифатические термопластичные полиуретановые эластомеры, находящиеся в продаже под торговой маркой TECOFLEX (компания Lubrizol Advanced Materials, Inc., Кливленд, штат Огайо, США); ароматические термопластичные полиуретановые эластомеры, находящиеся в продаже под торговой маркой PELLETHANE (компания Dow Chemical Co., Мидлэнд, штат Мичиган, США); и термопластичные полиолефиновые эластомеры, находящиеся в продаже под торговой маркой MULTI-FLEX (компания Dow Chemical Co., Мидлэнд, штат Мичиган, США). К неэластомерным материалам, которые могут использоваться для изготовления зубной ленты, относятся нейлон или политетрафторэтилен (ПТФЭ).
На отрезок зубной нити, используемый в одноразовых держателях зубной нити, составляющих предмет настоящего изобретения, нанесена восковая композиция в целях более легкого скольжения зубной нити в межзубных промежутках и более бережного воздействия на десны. Помимо улучшения скольжения зубной нити в межзубных промежутках восковая композиция также используется для связывания волокон низкой степени скрученности вместе, благодаря чему предотвращается истирание зубной нити. Зубная нить может содержать от приблизительно 10% или более, например, приблизительно 25% или более, восковой композиции, нанесенной на зубную нить в расчете на вес отрезка зубной нити. В ряде вариантов осуществления настоящего изобретения отрезок зубной нити может содержать от приблизительно 25% до приблизительно 50% восковой композиции, нанесенной на зубную нить в расчете на вес отрезка зубной нити.
Наносимое на зубную нить покрытие состоит из воска и может дополнительно содержать добавки. Добавки к восковой композиции используются для предотвращения переноса покрытий на литейные формы, а также улучшения адгезии восковой композиции к пластмассе, включая отлитый наконечник, т.е. держатель зубной нити. Примером марки воска, который может с успехом использоваться в восковой композиции для покрытия зубной нити, является Multiwax W-445, выпускаемый компанией Petroleum Specialties Group корпорации Witco Corp. (г. Нью-Йорк, ш. Нью-Йорк), хотя пригодны для использования и другие марки микрокристаллического воска (МКВ) с температурой плавления от приблизительно 76°C до приблизительно 85°C и твердостью от приблизительно 14 дм до приблизительно 25 дм. Помимо или в дополнении к этому может использоваться пчелиный воск, такой как белый пчелиный воск NF-SP422, выпускаемый компанией Strahl and Pitsch, а также аналогичные воски. В ряде вариантов осуществления настоящего изобретения восковая композиция содержит от приблизительно 10% до приблизительно 95% вес. микрокристаллического воска в расчете на суммарный вес восковой композиции. Добавки к восковой композиции содержат компоненты, которые делают воск менее вязким и (или) усиливают адгезионные свойства зубной нити в зоне наконечника, незначительно снижая при этом эластичность пучка волокон. Это позволяет зубной нити двигаться более свободно при минимальном отделении отдельных волокон от пучка при интенсивных мелких перемещениях зубной нити. Одной из таких добавок является такой сополимер этиленвинилацетата, как например марки A-C 400, выпускаемый компанией Honeywell (Honeywell International, г. Морристаун, штат Нью-Джерси). Также могут использоваться другие добавки, такие как гомополимеры полиэтилена, выпускаемые компанией Honeywell, например, A-C 617. Полимеры, пригодные для использования в качестве добавок, проявляют сочетание совместимости с воском, соответствующей температуры плавления, низкой вязкости и соответствующей твердости. Предпочтительными для использования являются полимеры, температура плавления которых соответствует от приблизительно 80°C до 120°C, вязкость менее приблизительно 0,6 Па-с (600 сП), а твердость (ASTM D-5) от приблизительно 1 до приблизительно 9.
Несмотря на то что устройство для зубной нити может быть успешно изготовлено без каких-либо добавок, использование добавки может быть целесообразным для усиления адгезионных свойств зубной нити в зоне держателя зубной нити. Например, восковая композиция может содержать от приблизительно 5% до приблизительно 40% вес. добавки, или приблизительно 20% вес., в расчете на суммарный вес композиции. Несмотря на то, что другие значения диапазона также приемлемы, приблизительно 20% обеспечивает хороший баланс между эластичностью, мягкостью, способностью к скольжению, адгезией в зоне держателя зубной нити, а также минимальное скопление воска в ходе осуществления операции формования литьем.
В процессах изготовления одноразового держателя зубной нити, соответствующего настоящему изобретению, содержащего отрезок зубной нити с нанесенной на него восковой композицией, предоставляется отрезок зубной нити с нанесенной на него восковой композицией. Мультифиламентная или монофиламентная нить, либо зубная лента без покрытия, поставляется в катушках весом, как правило, приблизительно от 1 до 5 килограмм. Мультифиламентная нить может быть крученой, некрученой или пневмосоединенной, при изготовлении каждой из которых используются известные коммерческие технологии.
Полученные от поставщиков катушки зубной нити без покрытия проходят обработку стандартным оборудованием, предназначенным для нанесения покрытия на зубную нить, в ходе которой на нить наносится восковое покрытие, после чего зубная нить с покрытием снова наматывается на полученные от поставщиков катушки для дальнейшей обработки. Специалистам в данной области понятно, что для подготовки стандартной зубной нити с восковым покрытием можно использовать любой процесс или оборудование для нанесения воскового покрытия. Температура восковой композиции, предназначенной для покрытия, а также применяемая в процессе покрытия фильера зависят от конкретного наносимого покрытия. Как правило, микрокристаллические восковые покрытия предпочтительно наносить при температурах, существенно превышающих температуру плавления воска, чтобы обеспечить хорошее проникновение воска во внутренние слои волокон нити, если такая нить является мультифиламентной. Такая температура для Witco W-445, как правило, соответствует от 90°C до 95°C. Для смеси приблизительно 80% микрокристаллического воска и приблизительно 20% ЭВА такая температура соответствует, как правило, от приблизительно 95°C до приблизительно 115°C. Проникновение воска во внутренние слои пучка мультифиламентной нити обеспечивает более качественное связывание внутренних волокон, а также сводит к минимуму наличие воска на поверхности зубной нити, что может способствовать скоплению воска в канавке литейной формы, используемой для изготовления держателя зубной нити, и, в свою очередь, будет способствовать разрыву зубной нити при заполнении литейной формы.
Затем полученные от поставщиков катушки с покрытой воском зубной нитью литьевую машину, в которой содержится литейная форма с полостью для заливки расплавленной пластмассы и канавка для размещения отрезка зубной нити с восковым покрытием, расположенная в одной из половинок литейной формы. Соотношение геометрических размеров канавки в литейной форме составляет приблизительно 10:1 или более. Зубная нить протягивается через две открытые половинки литейной формы и размещается в канавке литейной формы таким образом, чтобы концы отрезка зубной нити перекрывали соответствующие дистальные секции полости той половинки литейной формы, в которой расположена канавка. Литейная форма может быть дополнительно снабжена теплоотводом или теплоотводами, расположенными вблизи от канавки и отрезка зубной нити с восковым покрытием. Затем половинки литейной формы накладываются одна на другую и расплавленная пластмасса через литьевое сопло подается в полость литейной формы, формируя тем самым наконечники для зубной нити, т.е. держатели зубной нити, вокруг концевых участков зубной нити.
Температура смолы, подаваемой в литейную форму, влияет на силу удержания зубной нити в наконечнике. Оптимальной температурой смолы является такая температура, при которой не происходит расплавление зубной нити. Температура, превышающая оптимальное значение, приводит к уменьшению силы удержания, поскольку часть зубной нити в наконечнике расплавляется в процессе формования литьем, что приводит к уменьшению силы удержания. На температуру смолы, подаваемой в литейную форму, в корпусе экструдера влияют четыре контролируемые температурные точки, температура сопла и температура горячей литниковой системы. Эти температуры выбираются таким образом, чтобы усилие, необходимое для того чтобы вытянуть зубную нить из концов изготовленного держателя зубной нити, составляло приблизительно 4 фунта или более, например, приблизительно 5 фунтов или более. Если температура смолы слишком высока, то усилие, необходимое для того чтобы вытянуть зубную нить из соответствующих боковых участков держателей зубной нити, не будет достаточно большим. Выбор фактической температуры будет зависеть от таких факторов, как используемая зубная нить, концентрация воскового покрытия, наносимого на зубную нить, композиция воскового покрытия и наличие либо отсутствие теплоотвода, расположенного вблизи от канавки литейной формы и отрезка зубной нити, размещенного в литейной форме. В ряде вариантов осуществления настоящего изобретения температура литьевого сопла составит приблизительно 300°C или менее, либо приблизительно 275°C или менее, либо от приблизительно 210°C до приблизительно 290°C, либо от приблизительно 220°C до приблизительно 270°C. Было обнаружено, что с помощью теплоотвода, как описано в настоящем документе, в сочетании с канавкой, соотношение геометрических размеров которой составляет приблизительно 10:1 или более, разброс значений усилия вытягивания можно снизить, добиваясь при этом улучшения значения минимального усилия вытягивания, при котором по расчетам происходит вытягивание зубной нити из держателя зубной нити.
Отлитые держатели зубной нити, как правило, крепятся к охлаждаемому литнику для охлаждения, а также по меньшей мере к свивке зубных нитей, используемой для освобождения отлитых деталей из литейной формы после отверждения деталей в результате охлаждения и после раскрытия литейной формы. Затем каждая закрепленная группа держателей зубной нити отделяется от соседней группы путем разрезания зубной нити между соответствующими группами. Для разрезания зубной нити между соседними держателями используется открытое пламя. В ходе такого процесса горения происходит расплавление зубной нити и подтягивание оставшейся ее части к боковой ножке держателя зубной нити с внешней ее стороны, в результате чего в концевом участке зубной нити с внешней стороны дистальной секции боковой ножки образуется узел, удерживающий зубную нить в нужном положении.
Как упоминалось ранее, проблема, связанная с изготовлением одноразовых наконечников с зубной нитью, например держателей зубной нити с нанесенным восковым покрытием заключается в формовании расплавленных материалов, например, пластмассы, вокруг зубной нити с восковым покрытием. С одной стороны, воск с зубной нити скапливается в канавке литейной формы на участке, где зубная нить удерживается между половинками литейной формы. С другой стороны, воск может выполнять функцию теплоотвода, способствуя расплавлению зубной нити в процессе формования литьем. Литейные формы, составляющие предмет настоящего изобретения, позволяют избежать такой проблемы.
На фиг. 1 показан вид в перспективе литейной формы предшествующего уровня техники, используемой для производства стандартных одноразовых держателей зубной нити, зубная нить в которых не покрыта воском. Литейная форма 50 состоит из первой части 40 и второй части 10. Первая часть 40 представляет собой прямоугольную призму с верхней гранью 42, нижней гранью 44 и боковыми гранями 46, 48, 52 и 54. Первая часть 40 дополнительно содержит размещенную в ней первую полость 56 по существу U-образной формы. Полость 56 ограничена внешней боковой стенкой 56d и нижней поверхностью полости 56e, боковая стенка 56d которой располагается между плоскостью нижней поверхности 56e полости и плоскостью нижней грани 44. Полость 56 содержит горизонтальное основание 56a полости с первым 56k и вторым 56l концевыми участками, а также расположенные на расстоянии по существу сбоку части 56b и 56c полости, каждая из которых имеет проксимальные участки 56f, 56g и дистальные секции 56h, 56i, выходящие в одном направлении по существу перпендикулярно из первого 56k и второго 56l концевых участков основания 56a полости, образуя по существу U-образную конфигурацию. Выступы 58b и 58c расположены в боковых частях 56b и 56c полости соответственно и предназначены для формирования полости в держателе зубной нити в целях размещения в ней, например, ароматических композиций.
Вторая часть 10 имеет верхнюю грань 12, нижнюю грань 14 и боковые грани 16, 18, 22 и 24. Вторая часть 10 представляет собой прямоугольную призму, которая содержит размещенную в ней вторую полость 32 по существу U-образной формы. Полость 32 ограничена внешней боковой стенкой 32d и нижней поверхностью 32e, полости, боковая стенка 32d которой располагается между плоскостью нижней поверхности 32e полости и плоскостью верхней грани 12. Полость 32 содержит основание 32a полости с первым 32f и вторым 32g концевыми участками, а также расположенные на расстоянии по существу сбоку части 32b и 32c полости, каждая из которых имеет проксимальные участки 32h, 32i и дистальные секции 32j, 32k, выходящие в одном направлении по существу перпендикулярно из первого 32f и второго 32g концевых участков основания 32a полости, образуя по существу U-образную конфигурацию.
Канавка для зубной нити 34 расположена поперек боковых частей 32b и 32c полости, при этом канавка 34 размещена в предпочтительном месте, где отрезок зубной нити перекрывает части полости 32b и 32c. Канавка 34 состоит из центральной части 34c и концевых участков 34b и 34a. Впускной канал 36 расположен на торцевых боковых гранях 18 и 48 первой части 40 и второй части 10 соответственно. При впуске материала в процессе формования литьем расплавленная смола проходит через впускной канал 36 и заполняет полость литейной формы, образованную первой полостью 56 и второй полостью 10, когда первая 40 и вторая 40 части литейной формы накладываются одна на другую, вследствие чего отрезок зубной нити оказывается в держателе зубной нити.
На фиг. 1а показан вид сбоку поперечного сечения концевого участка канавки 34. Согласно рисунку, канавка 34 имеет по существу V-образную форму или полукруглую конфигурацию в поперечном сечении. Дно 34d канавки 34 образует конфигурацию в виде желобка, в котором размещается отрезок зубной нити в процессе изготовления стандартного держателя зубной нити.
На фиг. 1b показан вид сверху дистальных секций 32j и 32k боковых полостей 32b и 32c соответственно, как показано на фиг. 1. Концевые участки 34a и 34b канавки 34 пересекают или перекрывают дистальные секции 32j и 32k боковых полостей 32b и 32c, соответственно. Выступы 58b и 58c первой части показаны так, как они будут расположены в боковых полостях 32b и 32c соответственно при наложении двух половинок литейной формы одна на другую. Согласно рисунку, выступы 58b и 58c не расположены вблизи от концевых участков 34a или 34b канавки 34. Следовательно, выступы 58b и 58c в литейной форме, изготовленной в соответствии с предшествующим уровнем техники, не выполняют функцию теплоотвода.
На фиг. 2 показан вид в перспективе литейной формы, соответствующей настоящему изобретению. Литейная форма 70 состоит из первой части 90 и второй части 80. Литейная форма 70 может быть изготовлена из закаленной инструментальной стали, хотя также может использоваться алюминий. Первая часть 90 представляет собой прямоугольную призму с верхней гранью 92, нижней гранью 94 и боковыми гранями 95, 96, 97 и 98. Первая часть 70 дополнительно содержит размещенную в ней первую полость 100 по существу U-образной формы. Полость 100 ограничена внешней боковой стенкой 100d и нижней поверхностью 100e полости, боковая стенка 100d которой располагается между плоскостью нижней поверхности 100e полости и плоскостью нижней грани 94. Полость 100 содержит основание 100a полости с первым 100f и вторым 100g концевыми участками, а также расположенные на расстоянии по существу сбоку части 100b и 100c полости, каждая с проксимальными участками 100h, 100i и дистальными секциями 100j, 100k, выходящие в одном направлении по существу перпендикулярно из первого и второго концевых участков основания 100a полости, образуя по существу U-образную конфигурацию. Выступы 102b и 102c расположены в боковых частях 100b и 100c полости соответственно, и предназначены для формирования полости в держателе зубной нити в целях размещения в ней, например, ароматических композиций.
Вторая часть 80 имеет верхнюю грань 82, нижнюю грань 84 и боковые грани 85, 86, 87 и 88. Вторая часть 80 представляет собой прямоугольную призму и содержит размещенную в ней полость 110 по существу U-образной формы. Полость 110 ограничена внешней боковой стенкой 110d и нижней поверхностью 110e полости, боковая стенка 100d которой располагается между плоскостью нижней поверхности 110e полости и плоскостью нижней грани 84. Полость 110 содержит основание 110a полости с первым 110f и вторым 110g концевыми участками, а также расположенные на расстоянии по существу сбоку части 110b и 110c полости, каждая с проксимальными участками 110h, 110i и дистальными секциями 110j, 110k, выходящие в одном направлении по существу перпендикулярно из первого 110f и второго 110g концевых участков основания 110a полости, образуя по существу U-образную конфигурацию.
Канавка для зубной нити 114 расположена поперек боковых частей 110a и 110b полости, при этом канавка 114 размещена в предпочтительном месте, где отрезок зубной нити перекрывает части 110a и 110b полости. Местоположение канавки 114 обеспечивает ее нахождение вблизи от выступов 102b и 102c в процессе формования литьем держателя зубной нити. В настоящем варианте осуществления изобретения, при условии расположения выступов вблизи от канавки для зубной нити, выступы выполняют функцию теплоотвода, рассеивая тепло, передаваемое от отрезка зубной нити в процессе формования литьем. В держателях зубной нити, изготовленных с помощью таких литейных форм, отрезок зубной нити расположен вблизи от полости держателя зубной нити, образованной выступами 102b и 102c. Впускной канал 116 расположен на торцевых боковых гранях 98 и 86 первой части 90 и второй части 80 соответственно. При впуске материала в процессе формования расплавленная смола проходит через впускной канал 116 и заполняет полость литейной формы, образованную первой полостью 100 и второй полостью 110, когда части 90 и 80 литейной формы накладываются одна на другую, вследствие чего отрезок зубной нити располагается в держателе зубной нити таким образом, что по меньшей мере часть отрезка зубной нити оказывается вблизи от полости, образованной в держателе зубной нити. Несмотря на то, что на фигуре показана одноопочная литейная форма, для изготовления таких держателей зубной нити можно использовать многоопочные литейные формы, позволяющие получать приблизительно 20 или более отдельных держателей зубной нити.
На фиг. 2a показан вид сбоку поперечного сечения канавки 114. Согласно рисунку, канавка 114 в поперечном сечении имеет по существу прямоугольную форму с по существу плоской нижней поверхностью 114d, где размещается отрезок зубной нити в процессе изготовления держателя зубной нити, составляющего предмет настоящего изобретения.
На фиг. 2b показан вид сверху дистальных секций 110j и 110k боковых полостей 110b и 110c соответственно, как показано на фиг. 2. Концевые участки 114a и 114b канавки 114 пересекают или перекрывают дистальные секции 110j и 110k боковых полостей 110b и 110c соответственно. Выступы 102b и 102c первой части показаны так, как они будут расположены в боковых полостях 110b и 110c соответственно при наложении двух половинок литейной формы одна на другую. Согласно рисунку, выступы 102b и 102c расположены вблизи от концевых участков 114a или 114b канавки 114. Следовательно, выступы 102b и 102c при изготовлении держателей зубной нити в соответствии с настоящим изобретением выполняют функцию теплоотвода.
Усилие вытягивания определяется как величина силы, которая потребуется для того чтобы вытянуть зубную нить из наконечника для зубной нити, т.е. держателя зубной нити, либо величина силы, которую должен приложить пользователь к наконечнику для зубной нити в целях ослабления зубной нити в той степени, в которой держатель станет непригодным для эксплуатации. Предпочтительное минимальное значение усилия вытягивания составляет более четырех фунтов, а более предпочтительное - более пяти фунтов. Методика измерения усилия вытягивания заключается как правило в креплении держателя зубной нити к установке «Инстрон» (Instron) или аналогичному устройству. Прикрепленный к подвижной стороне установки «Инстрон» крючок размещается в центре держателя зубной нити. Затем крючок плавно поднимается, захватывая центральный участок зубной нити держателя. Крючок поднимается с постоянной скоростью приблизительно 25,4 см/мин (10 дюйм/мин), при этом прикладывается постоянно нарастающее усилие до тех пор, пока один конец нити не будет вытянут из U-образного наконечника. Таким образом, определяется усилие, аналогичное тому, которое пользователь должен приложить к зубной нити с тем, чтобы устройство с зубной нитью стало непригодным для эксплуатации.
Ниже представлены примеры для дополнительной демонстрации преимуществ настоящего изобретения. Настоящее изобретение не должно рассматриваться как имеющее ограничения в виде представленных ниже конкретных данных.
ПРИМЕР 1
Была изготовлена литейная форма, состоящая из первой, т.е. верхней, части и второй, т.е. нижней, части, где каждая часть содержала восемь полостей, предназначенных для изготовления одноразовых держателей зубной нити, по 4 полости с каждой стороны, с охлаждаемым литником, соединенным с полостями. На одном участке верхней части литейной формы первая часть была аналогична изображению, представленному на фиг. 2, где выступ был расположен таким образом, чтобы обеспечивать выполнение функции теплоотвода и образовывать полость в готовом держателе зубной нити. На другом участке первой части выступы предусмотрены не были, вследствие чего в готовом держателе зубной нити полость отсутствовала. Вторая часть литейной формы содержала канавки, вырезанные на ее верхней поверхности, для размещения отрезка зубной нити при наложении двух половинок литейной формы одна на другую. Для сравнения были использованы канавки двух различных конфигураций, аналогичные тем, которые показаны на рисунках 1 и 2. В одной половинке литейной формы была вырезана стандартная канавка (обозначенная ниже как «Канавка A») с полукруглой формой в поперечном разрезе радиусом приблизительно 0,0254 см (0,010 дюйма), ширина которой на верхней поверхности литейной формы составляла 0,020 дюйма, а глубина от верхней поверхности до дна канавки составляла 0,0254 см (0,010 дюйма), что обеспечивало соотношение геометрических размеров (ширина:глубина) 2:1. Другая канавка, используемая в соответствии с настоящим изобретением (обозначенная ниже как «Канавка В»), имела по существу прямоугольную конфигурацию в поперечном разрезе и была шириной 0,254 см (0,100 дюйма) и глубиной 0,0051 см (0,002 дюйма), что обеспечивало соотношение геометрических размеров (ширина:глубина) 50:1.
Для сравнения эффективности использования Канавки A и Канавки В был использован ряд зубных нитей как с восковым покрытием, так и без него, на обеих сторонах литейной формы. Условия процесса формования литьем были следующими:
Усилие впрыска 4903 Н (500 фунтов)
Усилие запирания 981 Н (100 фунтов)
Температура материального цилиндра и литниковой системы 182°C
Температура литьевого сопла 315°C
Время цикла 11,4 секунд
В первых нескольких попытках прототипы одноразовых держателей зубной нити были изготовлены с использованием мультифиламентной нити из СВМПЭ плотностью 400 денье с нанесенными на нее различными покрытиями. Результаты пробного формования литьем сведены в таблицу 1.
Хороший результат при использовании Канавки B
Отсутствие различимого скопления воска в Канавке B
Отсутствие различимого скопления воска в Канавке B
Отсутствие различимого скопления воска в Канавке B
Отсутствие различимого скопления воска в Канавке B
Отсутствие различимого скопления воска в Канавке B
В соответствии с таблицей 1 использование нити из СВМПЭ без воскового покрытия не вызывает каких-либо производственных проблем при любой конфигурации канавки. Однако при изготовлении одноразовых держателей зубной нити с использованием нити из СВМП с восковым покрытием наблюдалось скопление воска в участвующей в сравнении Канавке А, тогда как в Канавке В, являющейся частью настоящего изобретения, скопление воска отсутствовало или было незначительным.
Далее был выполнен непродолжительный производственный цикл с использованием только стороны прототипа литейной формы, на которой была расположена Канавка В, в целях изготовления одноразовых устройств для зубной нити с использованием мультифиламентной нити SK-65 из СВМПЭ плотностью 400 денье, покрытой 49% вес. восковой композицией, содержащей 60% МКВ и 40% ПЭ-617, со степенью скрученности 1,5 кручений. Данный цикл был выполнен в целях подтверждения надежности процесса. Спустя 1,5 часа работы производственного оборудования литейная форма была открыта и проверена на предмет скопления воска и посторонних частиц. Несмотря на то что было обнаружено небольшое скопление воска, его объем не был достаточным для остановки процесса или отрицательного воздействия на процесс формования литьем.
ПРИМЕР 2
В целях изготовления одноразовых держателей зубной нити с применением двух различных зубных нитей использовались литейные формы, аналогичные использованным в примере 1 с Канавкой В (соотношение геометрических размеров 50:1). Первая нить представляла собой мультифиламентную зубную нить высокой степени скрученности. В качестве такой зубной нити использовалась нить DSM SK 65 из СВМПЭ без воскового покрытия со степенью скрученности 1,2 кручений на сантиметр (3 круч./дюйм). В качестве второй зубной нити использовалась нить DSM SK-65 из СВМПЭ плотностью 400 денье со степенью скрученности 0,6 кручений на сантиметр (1,5 круч./дюйм) и с 25% по весу покрытием, содержащим 80% микрокристаллического воска и 20% ЭВА ПЭ400, выпускаемого компанией Honeywell. Условия изготовления были следующими:
Усилие впрыска: 3677 Н (375 фунтов)
Усилие запирания: 981 Н (100 фунтов)
Температура материального цилиндра и литниковой системы 182°C
Температура литьевого сопла 315°C
Время цикла: 11,4 секунд
Среднее и минимальное ожидаемые значения усилия, необходимого для вытягивания зубной нити из держателя зубной нити, представлены в таблице 2. Минимальное ожидаемое значение усилия вытягивания определялось как разница среднего значения усилия вытягивания и трехкратной величины стандартного отклонения. Производители устройств для зубной нити полагают, что достаточное среднее и минимальное ожидаемое усилие вытягивания должно составлять от приблизительно 4 фунтов до более пяти фунтов.
Усилие вытягивания применительно к одноразовым устройствам для зубной нити
В соответствии с таблицей 2 оба варианта зубной нити, как нить без покрытия с высокой степенью скрученности, так и нить с покрытием с низкой степенью скрученности, соответствуют требованиям, предъявляемым к среднему значению усилия вытягивания. Однако для зубной нити с восковым покрытием и низкой степенью скрученности минимальное ожидаемое значение усилия вытягивания составляет менее одного фунта.
В следующем примере температура литьевого сопла была снижена с 315°C до 255°C в целях определения влияния температуры смолы на усилие вытягивания.
ПРИМЕР 3
Использовалась аналогичная литейная форма и аналогичные зубные нити, как в примере 2. В качестве первой зубной нити использовалась нить DSM SK 65 из СВМПЭ без воскового покрытия со степенью скрученности 1,2 кручений на сантиметр (3 круч./дюйм). В качестве второй зубной нити использовалась нить DSM SK-65 из СВМПЭ плотностью 400 денье со степенью скрученности 0,6 кручений на сантиметр (1,5 круч./дюйм), с 24,8% вес. композиции, нанесенной в качестве покрытия и содержащей 80% микрокристаллического воска и 20% ЭВА ПЭ400, выпускаемого компанией Honeywell. Условия изготовления были следующими:
Усилие впрыска: 4903 Н (500 фунтов)
Усилие запирания: 981 Н (100 фунтов)
Температура материального цилиндра и литниковой системы 182°C
Температура литьевого сопла 255°C
Время цикла: 11,4 секунд
Значения усилия вытягивания зубной нити представлены в таблице 3.
Усилие вытягивания применительно к одноразовым устройствам для зубной нити
Представленные в таблице 3 результаты показывают, что обе зубные нити, как нить без покрытия с высокой степенью скрученности, так и нить с покрытием с низкой степенью скрученности, изготовленные с соблюдением указанных условий, соответствуют минимальным требованиям, предъявляемым к среднему и минимальному ожидаемому значениям усилия вытягивания.
ПРИМЕР 4
Процесс повторяется на условиях примера 3, за исключением температуры литьевого сопла, которая была дополнительно снижена до 235°C и далее до 220°C в целях определения влияния температуры смолы на усилие вытягивания. Условия изготовления были следующими:
Усилие впрыска: 4903 Н (500 фунтов)
Усилие запирания: 981 Н (100 фунтов)
Температура материального цилиндра и литниковой системы 182°C
Температура литьевого сопла 235°C или 220°C
Время цикла: 11,4 секунд
Значения усилия вытягивания зубной нити представлены в таблице 4.
Усилие вытягивания в зависимости от температуры литьевого сопла применительно к одноразовым устройствам для зубной нити
Представленные в таблице 4 результаты показывают, что нить с покрытием и низкой степенью скрученности, изготовленная с соблюдением указанных условий, соответствует требованиям, предъявляемым к среднему и минимальному ожидаемому значению усилия вытягивания.
ПРИМЕР 5
Настоящий эксперимент демонстрирует влияние, которое оказывает теплоотвод, при его использовании, на усилие вытягивания, применимое к одноразовым устройствам для зубной нити. Была изготовлена литейная форма, аналогичная литейной форме, использованной в примере 1. На одной стороне литейной формы были выполнены канавки шириной 2,0 см (0,800 дюйма) и глубиной 0,005 см (0,002 дюйма), за счет чего обеспечивалось соотношение геометрических размеров 40:1. В дистальных секциях полости на другой стороне половинок литейной формы были выполнены теплоотводы, аналогичные показанным на фиг. 1, таким образом, что при наложении половинок одна на другую, теплоотводы располагались вблизи от канавок и размещенного в них отрезка зубной нити. Зубная нить использовалась аналогичная зубной нити из примера 4 (DSM 400, 0,6 круч./см (1,5 круч./дюйм)) с 25,7% вес. композиции, нанесенной в качестве покрытия и содержащей 80% микрокристаллического воска и 20% ЭВА, выпускаемого компанией Honeywell. Аналогичный держатель зубной нити был изготовлен с помощью литейной формы с канавкой, имеющей такое же отношение ширины к глубине на одной стороне, однако без использования теплоотвода на другой стороне.
Условия изготовления были следующими:
Усилие впрыска: 4903 Н (500 фунтов)
Усилие запирания: 981 Н (100 фунтов)
Температура материального цилиндра и литниковой системы 182°C
Температура литьевого сопла 235°C
Время цикла: 11,4 секунд
Значения усилия вытягивания зубной нити представлены в таблице 5.
Усилие вытягивания применительно к одноразовым устройствам для зубной нити в случае использования теплоотвода и без него
Представленные в таблице 5 результаты показывают, что благодаря использованию теплоотвода вблизи от канавки и отрезка зубной нити, разброс значений усилия вытягивания, соответствующего изготовленному в такой литейной форме держателю зубной нити, значительно снижен, что подтверждается снижением значения стандартного отклонения практически в 2 раза. Помимо этого, минимальное ожидаемое усилие вытягивания составило приблизительно 54,9Н (5,6 фунтов), тогда как усилие вытягивания, соответствующее держателю зубной нити, изготовленному без использования теплоотвода, составило всего 33,3 Н (3,4 фунтов). Таким образом, использование теплоотвода в боковой части полости литейной формы обеспечивает при взаимном усилении как надежность производственного процесса, так и получение держателя зубной нити с более предпочтительным усилием вытягивания, что подтверждается снижением значения стандартного отклонения и существенным увеличением минимального ожидаемого значения усилия вытягивания.
ПРИМЕР 6
Поскольку было продемонстрировано влияние температуры поступающей в форму смолы на усилие вытягивания, были проведены эксперименты по изменению температуры литьевого сопла. Использовались аналогичные литейные формы, как в примере 5. Использовались аналогичная зубная нить, как в примере 4. Условия изготовления были следующими:
Усилие впрыска: 4903 Н (500 фунтов)
Усилие запирания: 981 Н (100 фунтов)
Температура материального цилиндра и литниковой системы 182°C
Температура литьевого сопла 220°C или 270°C
Время цикла: 11,4 секунд
Значения усилия вытягивания зубной нити представлены в таблице 6.
Усилие вытягивания в зависимости от температуры литьевого сопла применительно к одноразовым устройствам для зубной нити в случае использования теплоотвода и без него
Представленные в таблице 6 результаты снова показывают, что
использование литейной формы с встроенным теплоотводом в паре с канавкой в соответствии с настоящим изобретением, сокращает путем взаимного усиления нестабильность процесса и продукции, а также существенно увеличивает минимальное ожидаемое значение усилия вытягивания при всех температурах литьевого сопла. Для конкретной зубной нити и условий изготовления, использованных в настоящем примере, оптимальные результаты были достигнуты при температуре литьевого сопла приблизительно 220°C, например, минимальное ожидаемое значение усилия вытягивания составило приблизительно 71,6 Н (7,3 фунтов).
ПРИМЕР 7
Использовались аналогичные литейные формы, как в примере 5. Использованная зубная нить соответствовала зубной нити DSM 400 со степенью скрученности 0,6 круч./см (1,5 круч./дюйм) с нанесенным на нее 26,6% покрытием из микрокристаллического воска. Условия изготовления были следующими:
Усилие впрыска: 4903 Н (500 фунтов)
Усилие запирания: 981 Н (100 фунтов)
Температура материального цилиндра и литниковой системы 182°C
Температура литьевого сопла 270°C
Время цикла: 11,4 секунд
Значения усилия вытягивания зубной нити представлены в таблице 7.
Усилие вытягивания применительно к одноразовым устройствам для зубной нити в случае использования теплоотвода и без него
Представленные в таблице 7 результаты снова показывают, что использование литейной формы с встроенным теплоотводом в паре с канавкой, соответствующей настоящему изобретению, сокращает путем взаимного усиления нестабильность процесса и изделия, а также существенно увеличивает минимальное ожидаемое значение усилия вытягивания.
ПРИМЕР 8
Процесс повторяется на условиях примера 7, за исключением того, что зубная нить заменяется на зубную нить высокой степени скрученности без покрытия. Использовались аналогичные литейные формы, как в примере 7. Использованная зубная нить соответствовала зубной нити DSM 400 степенью скрученности 1,2 кручений на сантиметр (3 круч./дюйм) без нанесенного на нее воскового покрытия. Условия изготовления были следующими:
Усилие впрыска: 4903 Н (500 фунтов)
Усилие запирания: 981 Н (100 фунтов)
Температура материального цилиндра и литниковой системы 182°C
Температура литьевого сопла 260°C
Время цикла: 11,4 секунд
Значения усилия вытягивания зубной нити представлены в таблице 8.
Усилие вытягивания применительно к одноразовым устройствам для зубной нити в случае использования теплоотвода и без него
Представленные в таблице 8 результаты показывают, что использование литейной формы с встроенным теплоотводом в паре с зубной нитью высокой степени скрученности без покрытия, действительно снижает среднее и минимальное ожидаемое значение усилия вытягивания, влияя при этом на разброс (стандартное отклонение) замеренных значений усилия вытягивания незначительно. Таким образом, неожиданно было обнаружено, что за счет использования теплоотвода при изготовлении одноразовых держателей зубной нити, содержащих зубную нить с восковым покрытием, вопреки предположениям были достигнуты положительные изменения, коснувшиеся как процесса, так и изделия.
ПРИМЕР 9
В рамках оценки со стороны потребителя проводилось сравнение устройства для зубной нити, использующего существующую нить (DSM SK-65 из сверхвысокомолекулярного полиэтилена со степенью скрученности 1,2 кручений на сантиметр (3 круч./дюйм), плотностью 400 денье без покрытия), данные для которого представлены в столбце «Образец для сравнения» таблицы 9, с аналогичным устройством для зубной нити, использующим зубную нить низкой степени скрученности с покрытием (DSM SK-65 из сверхвысокомолекулярного полиэтилена, степенью скрученности 0,6 круч./см (1,5круч./дюйм) с 26% покрытием из композиции, содержащей 80% микрокристаллического воска и 20% ЭВА, данные для которого представлены в столбце «Предмет настоящего изобретения» таблицы 9.
Средняя оценка изделия потребителем по шкале от 1 до 10 (10 - наивысшая оценка) исходя из 75 образцов
Устройство для зубной нити, содержащее зубную нить низкой степени скрученности с восковым покрытием, получило существенно более высокую оценку (предел достоверности 95%) по таким критериям, как «общая привлекательность», «легкий ввод в межзубные промежутки « и «легкое извлечение из межзубных промежутков». Устройство для зубной нити, содержащее зубную нить низкой степени скрученности, получило более высокую оценку (предел достоверности 90%) по критерию «не застревает в межзубных промежутках», «легкое скольжение в межзубных промежутках», «бережное воздействие на десны» и «качественная очистка межзубных промежутков». По остальным критериям изделия получили одинаковую оценку, на основании чего заключается, что держатель зубной нити, составляющий предмет настоящего изобретения, не имеет каких-либо недостатков по сравнению с держателем, использованным в качестве образца для сравнения. Важно то, что данный пример подтверждает, что выпрямление и нанесение покрытия на зубную нить обеспечивает получение дополнительных предпочтительных преимуществ без ущерба для других характеристик, в частности для устойчивости к истиранию.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИГИЕНЫ ПОЛОСТИ РТА С ВОЗМОЖНОСТЬЮ ХРАНЕНИЯ ЗУБНОЙ НИТИ | 2008 |
|
RU2462972C2 |
| СПОСОБ ЛИТЬЯ ВАКУУМНЫМ ВСАСЫВАНИЕМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2108892C1 |
| ЗУБНАЯ ЛЕНТА С МНОЖЕСТВОМ РЕБЕР | 2008 |
|
RU2465863C2 |
| ИМПЛАНТАТ ДЛЯ ОККЛЮЗИИ КРОВОТОКА | 2003 |
|
RU2314759C2 |
| ЭЛАСТОМЕРНАЯ ЗУБНАЯ НИТЬ | 2010 |
|
RU2572742C2 |
| ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2019 |
|
RU2775036C1 |
| ГИБРИДНЫЙ КОРД И ШИНА С ПОДОБНЫМ КОРДОМ | 2020 |
|
RU2806467C2 |
| РАССАСЫВАЮЩИЕСЯ МОНОФИЛАМЕНТНЫЕ ВОЛОКНА НА ОСНОВЕ СОПОЛИМЕРА П-ДИОКСАНОНА И ГЛИКОЛИДА, ОБЛАДАЮЩИЕ СОХРАНЕНИЕМ ПРОЧНОСТИ В СРЕДНЕСРОЧНОЙ ПЕРСПЕКТИВЕ ПОСЛЕ ИМПЛАНТАЦИИ | 2014 |
|
RU2650648C2 |
| ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С ИСПОЛЬЗОВАНИЕМ ГИБКОГО ПРИСПОСОБЛЕНИЯ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ИЗГОТОВЛЕНИЯ ВОСКОВОЙ ЛИТЕЙНОЙ МОДЕЛИ, ДЛЯ ОБЕСПЕЧЕНИЯ ОПОРЫ ДЛЯ КЕРАМИЧЕСКОГО СТЕРЖНЯ ВДОЛЬ ЕГО ДЛИНЫ ВО ВРЕМЯ ВПРЫСКА ВОСКА | 2014 |
|
RU2684004C2 |
| СТРУКТУРА, ПОСАДКА И ТЕКСТУРА НАВИТОГО ЭЛАСТОМЕРНОГО СЛОИСТОГО МАТЕРИАЛА | 2018 |
|
RU2749394C1 |




Настоящее изобретение относится к литейной форме, предназначенной для изготовления держателя зубной нити. Техническим результатом данного изобретения является улучшение скольжения нити между зубами и более бережное воздействие на десны при повышении устойчивости нити к истиранию и разрыву. Технический результат достигается в литейной форме, предназначенной для изготовления одноразового держателя зубной нити, содержащего отрезок зубной нити с нанесенной на него восковой композицией. При этом литейная форма содержит первую часть, включающую расположенную в ней первую полость. Причем первая полость, ограниченная нижней базовой поверхностью и внешней боковой стенкой, включает в себя основание и первую и вторую расположенные на расстоянии части, содержащие проксимальные и дистальные секции, причем указанные части выходят из основания. Вторую часть, включающую расположенную в ней вторую полость. Причем вторая полость, ограниченная нижней основной поверхностью и внешней боковой стенкой, включает в себя основание и первую и вторую расположенные на расстоянии части, содержащие проксимальные и дистальные секции, причем указанные части выходят из основания и заканчиваются в дистальной секции. И канавку, содержащую первый и второй концевые участки, а также центральный участок. Причем канавка проходит по всей ширине второй части. При этом первый и второй концевые участки канавки пересекают и совпадают с дистальной секцией первой и второй расположенных на расстоянии частей соответственно. При этом канавка имеет соотношение геометрических размеров ширина:глубина приблизительно 10:1 или более. 10 з.п. ф-лы, 6 ил., 9 табл.
1. Литейная форма, предназначенная для изготовления одноразового держателя зубной нити, содержащего отрезок зубной нити с нанесенной на него восковой композицией, где указанная литейная форма включает в себя:
первую часть, включающую расположенную в ней первую полость, причем указанная первая полость ограничена нижней базовой поверхностью и внешней боковой стенкой, причем указанная первая полость включает в себя
основание и
первую и вторую расположенные на расстоянии части, содержащие проксимальные и дистальные секции, причем указанные части выходят из указанного основания,
вторую часть, включающую расположенную в ней вторую полость, причем указанная вторая полость ограничена нижней основной поверхностью и внешней боковой стенкой, причем указанная вторая полость включает в себя
основание и
первую и вторую расположенные на расстоянии части, содержащие проксимальные и дистальные секции, причем указанные части выходят из указанного основания и заканчиваются в указанной дистальной секции; и
канавку, содержащую первый и второй концевые участки, а также центральный участок, причем указанная канавка проходит по всей ширине указанной второй части, при этом указанные первый и второй концевые участки указанной канавки пересекают и совпадают с указанной дистальной секцией указанных первой и второй расположенных на расстоянии частей соответственно, при этом указанная канавка имеет соотношение геометрических размеров ширина:глубина приблизительно 10:1 или более.
2. Литейная форма по п. 1, в которой указанная канавка имеет соотношение геометрических размеров от приблизительно 10:1 до 100:1.
3. Литейная форма по п. 1, в которой указанная канавка имеет соотношение геометрических размеров от приблизительно 25:1 до приблизительно 75:1.
4. Литейная форма по п. 1, дополнительно содержащая теплоотвод, расположенный вблизи от каждого из указанных первого и второго концевых участков указанной канавки, совпадающей с указанной дистальной секцией указанных первой и второй расположенных на расстоянии частей.
5. Литейная форма по п. 4, в которой указанная канавка имеет соотношение геометрических размеров от приблизительно 25:1 до приблизительно 75:1.
6. Литейная форма по п. 4, в которой указанный теплоотвод расположен в указанной первой части.
7. Литейная форма по п. 4, в которой указанный теплоотвод расположен в указанной второй части.
8. Литейная форма по п. 1, в которой указанный концевой участок указанной канавки имеет глубину приблизительно 0,005 см (0,002 дюйма).
9. Литейная форма по п. 1, в которой указанный концевой участок указанной канавки имеет ширину приблизительно 0,25 см (0,100 дюйма).
10. Литейная форма по п. 1, в которой ширина указанного центрального участка указанной канавки превышает ширину указанных первого и второго концевых участков указанной канавки.
11. Литейная форма по п. 1, в которой указанное основание указанной первой полости расположено по существу горизонтально и содержит первый и второй концевые участки, и
указанные первая и вторая расположенные на расстоянии части указанной первой полости размещены по существу сбоку, по существу поперек указанного основания указанной первой полости и проходят от указанных первого и второго концевых участков указанного основания указанной первой полости,соответственно; и
указанное основание указанной второй полости расположено по существу горизонтально и включает в себя первый и второй концевые участки, и
указанные первая и вторая расположенные на расстоянии части указанной второй полости размещены по существу сбоку, по существу поперек указанного основания указанной второй полости и проходят от указанных первого и второго концевых участков указанного основания указанной второй полости,соответственно.
| US 4006750 A, 08.02.1977 | |||
| WO 85002533 A1, 20.06.1985 | |||
| JP H08173243 A, 09.07.1996 | |||
| Связь кузова железнодорожного транспортного средства с тележкой | 1987 |
|
SU1579822A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТКИ ЗУБОВ НИТЬЮ | 2002 |
|
RU2303420C2 |

