Область техники
Данное изобретение относится к зубной ленте из мононити, подлежащей использованию в качестве межзубного чистящего средства для удаления биопленки (зубного налета) и остатков пищи из межзубных промежутков, и к способу получения подобной зубной ленты из мононити.
Предпосылки создания изобретения
Зубные нити, образованные из множества волокон (элементарных нитей), которые удерживаются вместе в виде пряди во время их применения вручную в межзубных промежутках, хорошо известны по предшествующему уровню техники. При трении при перемещении зубной нити у проксимальных стенок зубов различные волокна постепенно дезагрегируются или отделяются друг от друга, что способствует обеспечению большей возможности удаления остатков пищи посредством зубной нити.
Данные комплексные нити удерживаются вместе до тех пор, пока они не подвергнутся истиранию в межзубных промежутках. Несмотря на то что они широко используются и их легко вставлять в межзубные промежутки, неудобством, связанным с использованием данных комплексных зубных нитей, является то, что они создают возможность разделения или дезагрегирования комплексных нитей во время трения или операции соскребания на поверхностях зубов, что вызывает дискомфорт для пользователя, который будет тем больше, чем больше углубления на поверхностях зубов пользователя.
Помимо вышеуказанного неудобства данные комплексные зубные нити требуют наличия сравнительно больших количеств связующих веществ. Тем не менее, избыточные количества связующих веществ могут ухудшить, в большей или меньшей степени, такое свойство зубных нитей, как гибкость, во время их применения в межзубных промежутках, и они также требуют больше исходных материалов на единицу длины.
Другую конструкцию данных межзубных дополнительных чистящих элементов образуют известные зубные ленты с прямоугольным сечением, образованные мононитью, как правило, получаемой из пленки, экструдированной из пластика, такого как полиолефин, полиамид, сложный полиэфир и фторполимеры, такие как политетрафторэтилен. Поскольку они представляют собой мононить и, следовательно, единый элемент, данные ленты не вызывают неудобства, связанного с их тенденцией к разделению или расползанию при истирании в межзубных промежутках.
Известные зубные ленты из мононитей имеют меньшую площадь поверхности по сравнению с площадью интерстициальных поверхностей комплексных зубных нитей. Меньшая площадь поверхности приводит к уменьшению способности или эффективности удаления биопленки и остатков из межзубных промежутков. Кроме того, уменьшенная площадь поверхности в промежуточных «пространствах» данных известных зубных лент из мононитей приводит к уменьшению их способности к агрегации связующих веществ для обеспечения их функционирования в качестве сред-носителей для введения добавок с абразивными, бактерицидными функциями, функциями придания вкуса и т.д. Кроме того, поскольку они являются гладкими, данные зубные ленты из мононитей обладают характеристиками при захватывании их, которые все же недостаточны и не создают у пользователя ощущения, что данные нити удерживаются пальцами надлежащим образом во время чистки межзубных промежутков зубной лентой.
Известные зубные ленты из мононитей, имеющие гладкую поверхность, обладают способностью принимать только относительно уменьшенные количества связующих веществ в виде легких нанесенных на поверхность покрытий (surface coatings), состоящих, например, из различных парафинов, обладающих известными свойствами улучшения захвата. Ограничения, накладываемые указанными гладкими лентами из мононитей на количество связующих веществ, подлежащих использованию при образовании нанесенного на поверхность покрытия, приводят к нежелательным ограничениям количества дополнительных добавок с разными активными функциями, таких как придание вкуса, абразивная, бактерицидная и т.д., носителем которых должно быть связующее вещество.
Гладкая зубная нить, имеющая усиливающее трение, нанесенное на поверхность покрытие на основе парафина, например, микрокристаллического парафина, предназначенное для улучшения зажима зубной нити, а также для функционирования в качестве носителя различных добавок, имеющих активные функции, раскрыта в патенте США No. 5 209 251. В данных гладких зубных нитях, в частности в зубных нитях из мононитей, нанесенное на поверхность покрытие, образованное из связующего вещества, является существенным для обеспечения возможности надлежащего захвата зубной нити, а также для обеспечения возможности придания заданной способности к трению и удалению остатков посредством добавок, имеющих абразивную функцию, которые несет нанесенное на поверхность покрытие. Ограничения по количеству связующего вещества, которое может быть стабильно включено в ленту, нежелательным образом ограничивают эффективность нанесенного на поверхность покрытия при его функционировании в качестве носителя добавок с активными функциями.
В патенте США No. 4 646 766 (патент `766) раскрыта зубная лента, образованная из мононити определенной длины из исходно/немного способной к фибриллированию, пластиковой пленки, полученной, например, из полипропиленовой пленки. Подобные пленки представляют собой сцепленные пленки, которые фибриллируют самопроизвольно при трении о поверхность зуба, и к ним относятся пленки, которые уже были подвергнуты фибриллированию и которым придана временная стабильность. В данном конструктивном решении, описанном в патенте `766, операция тиснения, которой подвергается пластиковая лента, задана и регулируется с целью придания ленте свойства фибриллирования или дезагрегирования с уменьшенной и заранее заданной степенью при подвергании ее воздействию трения в межзубных промежутках. Хотя данное фибриллирование повышает способность к удалению биопленки (зубного налета) и остатков, подобное фибриллирование внутри межзубных промежутков способствует дискомфорту для пользователя.
Помимо неудобства, связанного с фибриллированием, данная полимерная лента по предшествующему уровню техники имеет те же недостатки, которые были упомянуты выше перед рассмотрением лент из мононитей, в отношении связанных с ними ограничений по количеству поверхностного связующего вещества, которое может быть надлежащим образом и стабильно включено в ленту с тем, чтобы оно служило в качестве средства для усиления захвата, а также в качестве носителя для добавок с абразивной функцией, функцией придания вкуса, бактерицидной функцией и т.д.
В патенте США No. 5 657 779 описан способ и устройство для образования удлиненных пленок из политетрафторэтилена, в частности для образования зубных лент. Описанный способ направлен на изготовление политетрафторэтиленовой зубной ленты, которая позволяет уменьшить или избежать фибриллирования ленты во время ее использования и на которую можно легко нанести различные покрытия, например парафин, несущий другие добавки, такие как абразивы, бактерицидные вещества, придающие вкус вещества и т.д. Несмотря на то что фибриллирование уменьшается во время использования, данная зубная лента из мононити по предшествующему уровню техники, имеющая площадь поверхности, ограниченную контуром сечения, также имеет недостаток, заключающийся в том, что требуется применение поверхностного связующего вещества для усиления захвата, но в количестве, которое может быть таким, что оно обуславливает ограничение количества различных добавок, носителем которых должно быть поверхностное связующее вещество.
Как указано выше, несмотря на то что известны зубные ленты из мононитей, по-прежнему существует потребность в зубных лентах из мононитей, которые легко вставлять в межзубные промежутки и которые обеспечивают улучшенный захват данных лент пользователем, обеспечивают улучшенное нанесение и удерживание добавок к лентам при использовании известных связующих веществ или без них и обеспечивают поддержание комфорта для пользователя за счет того, что они позволяют избежать фибриллирования, и все это имеет место без ухудшения физических механических свойств. Зубные ленты по настоящему изобретению имеют подобные свойства.
Сущность изобретения
Настоящее изобретение включает в себя зубные ленты из мононитей, которые содержат центральную основу, имеющую первую наружную поверхность и вторую наружную поверхность, противоположную первой наружной поверхности, при этом, по меньшей мере, одна из первой и второй наружных поверхностей содержит множество углублений, вдающихся в центральную основу зубной ленты. Множество углублений предусмотрены на от приблизительно 5% до приблизительно 95% общей площади, по меньшей мере, одной из первой и второй наружных поверхностей. Углубления имеют глубину в пределах центральной основы относительно, по меньшей мере, одной из первой и второй наружных поверхностей, содержащей множество углублений, соответствующую от приблизительно 0,1% до приблизительно 95% толщины центральной основы, взятую (измеряемую) поперечно относительно, по меньшей мере, одной из первой и второй наружных поверхностей, содержащей множество углублений.
Краткое описание чертежей
Изобретение будет описано ниже со ссылкой на приложенные чертежи, которые приведены в качестве примеров возможных вариантов осуществления изобретения и в которых:
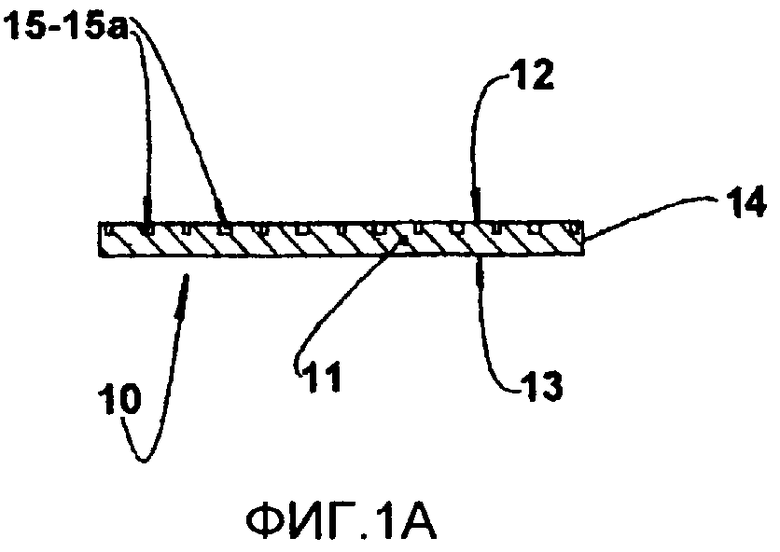
фиг.1 представляет собой вид в плане сбоку продольного протяженного участка зубной ленты по настоящему изобретению;
фиг.1А представляет собой увеличенное поперечное сечение зубной ленты, проиллюстрированной на фиг.1, выполненное в соответствии с линией I-I на фиг.1;
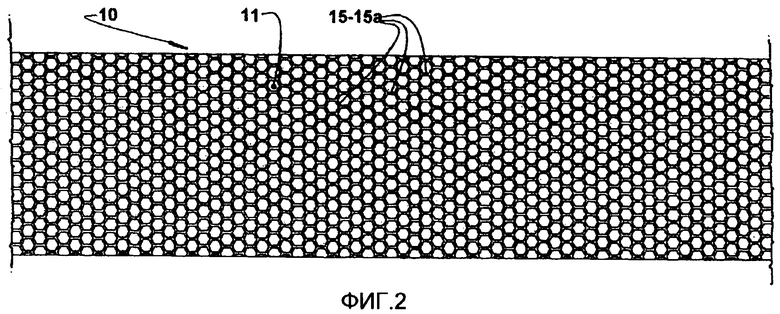
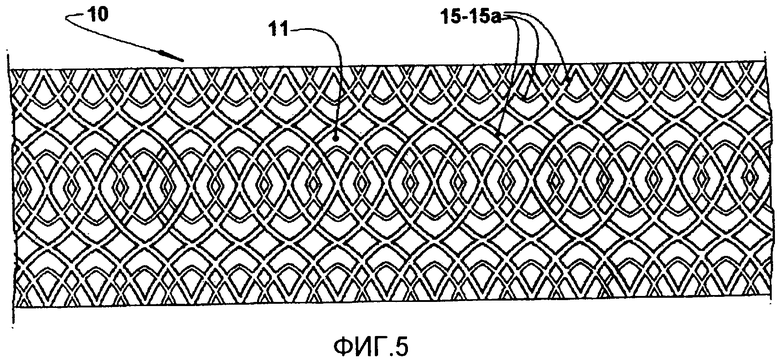
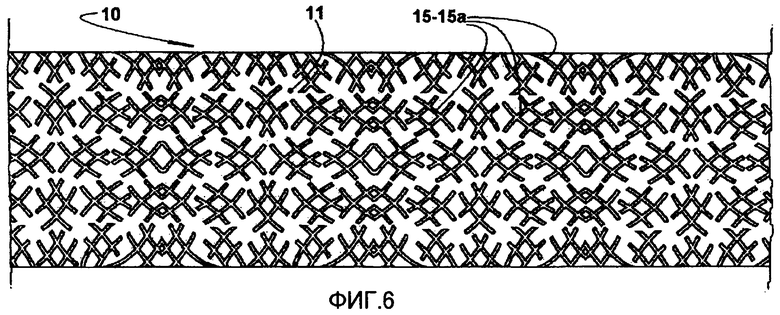
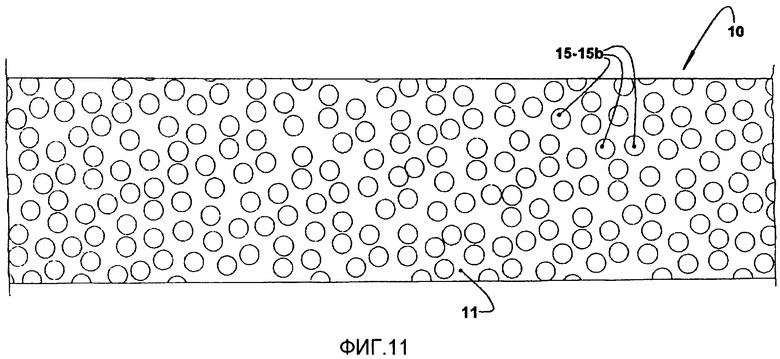
фиг.2-11 представляют собой виды в плане сбоку продольных протяженных участков различных вариантов осуществления зубной ленты в соответствии с настоящим изобретением;
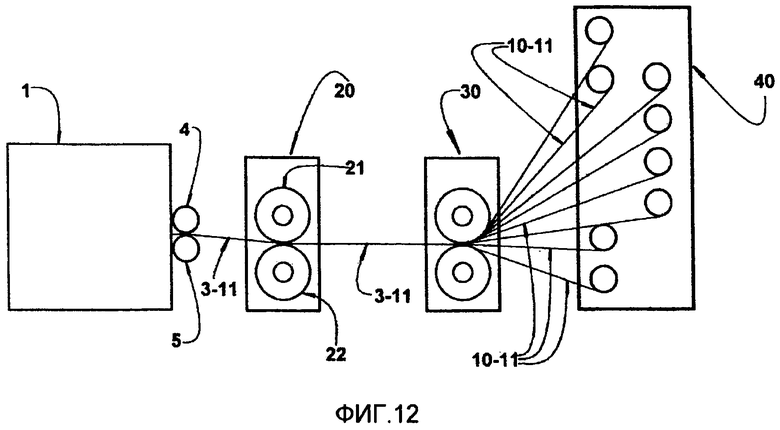
фиг.12 представляет собой схему способа (процесса), иллюстрирующую упрощенным образом основные операции, предусмотренные при образовании зубной ленты в неавтономном (“on-line”) процессе из пленки, полученной из полимерного материала и имеющей ширину, большую по сравнению с шириной зубной ленты, подлежащей поставке потребителю, до намотки каждой отдельной зубной ленты перед подачей к ее конечной упаковке;
фиг.12А представляет собой схему, аналогичную схеме на фиг.12 и предназначенную для иллюстрации варианта процесса, в соответствии с которым зубную ленту после операции тиснения подвергают операции нанесения покрытия;
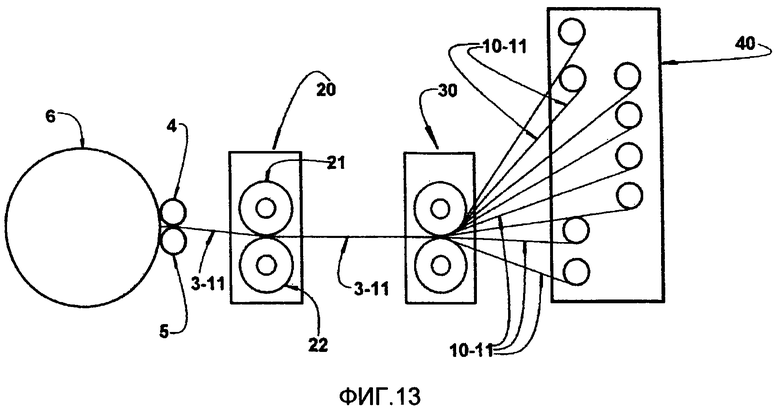
фиг.13 представляет собой схему способа (процесса), иллюстрирующую упрощенным образом основные операции, предусмотренные при образовании зубной ленты в автономном (“off-line”) процессе из рулона пленки из полимерного материала с шириной, превышающей ширину зубной ленты, подлежащей поставке потребителю;
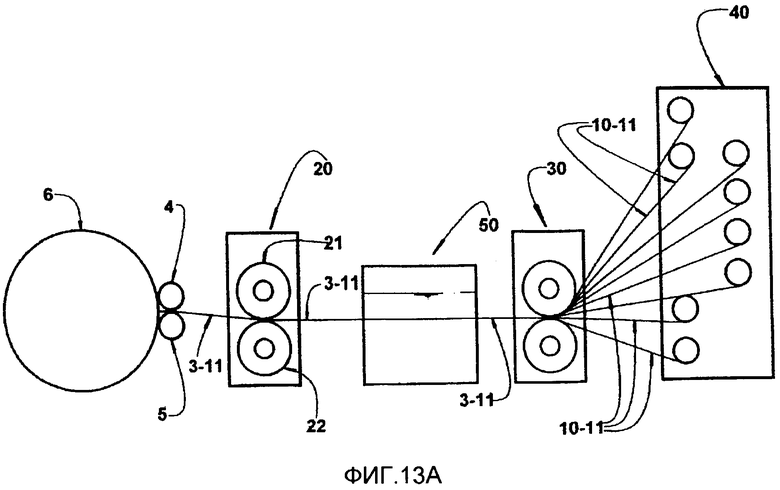
фиг.13А представляет собой схему, аналогичную схеме на фиг.12 и иллюстрирующую вариант процесса, в соответствии с которым зубную ленту после операции тиснения подвергают операции нанесения покрытия;
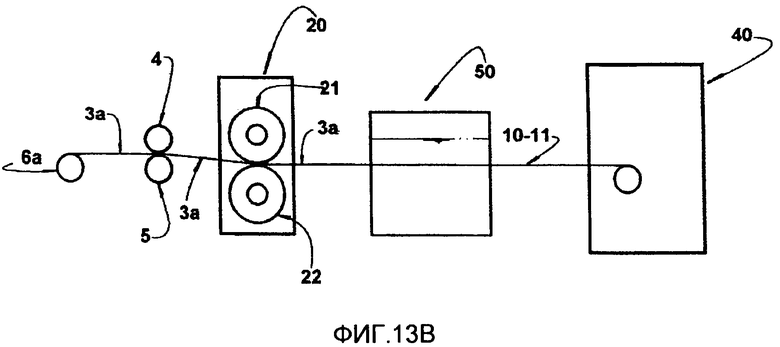
фиг.13В представляет собой схему, аналогичную схеме на фиг.13А и иллюстрирующую вариант процесса, в соответствии с которым ленту из полимерного материала, уже нарезанную до конечной ширины, с которой лента подлежит поставке потребителю, подают из рулона для выполнения тиснения, возможного нанесения покрытия на нее и намотки с тем, чтобы затем она была подана к отдельной упаковке; и
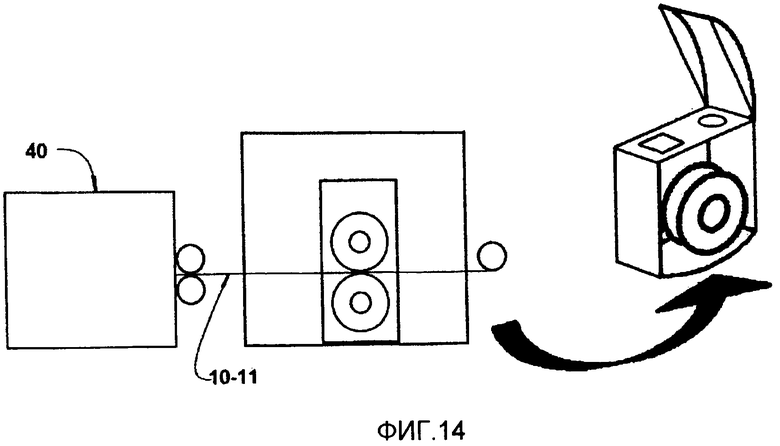
фиг.14 представляет собой схему процесса, иллюстрирующую упрощенным образом способ упаковывания полученной зубной ленты.
Подробное описание изобретения
В соответствии с настоящим изобретением создана нерастяжимая зубная лента из мононити, которая может быть легко получена из экструдированной пластиковой пленки. Зубные ленты обеспечивают высокую механическую прочность и имеют хорошие характеристики гибкости, легко захватываются пользователем, а также обладают улучшенной способностью удаления зубного налета и остатков из межзубных промежутков без возникновения фибриллирования мононити по сравнению с аналогичными характеристиками аналогичной ленты из мононити без указанных углублений.
В соответствии с изобретением также разработана зубная лента из мононити, которая характеризуется существенным увеличением площади поверхности и имеет способность к фиксации («удерживанию») нанесенного на поверхность покрытия (surface coating), которое может потребоваться для придания зубной ленте функций, отличных от функций чистки межзубных промежутков, таких как функция придания вкуса, бактерицидная, абразивная, функция придания ощущения, функция стимулирования слюноотделения, ароматизирующая, терапевтическая и т.д., по сравнению с такими же характеристиками аналогичной ленты из мононити без указанных углублений.
Конструкция в целом, описанная выше, позволяет получить зубную ленту из мононити, имеющую компактную или гладкую структуру, которая приятна на ощупь, обеспечивает свойства, позволяющие пользователю сильно захватить ленту, и которая обладает большой способностью к удалению биопленки и остатков из межзубных промежутков благодаря наличию углублений, при этом указанная способность к фиксации позволяет возможному связующему веществу «устойчиво» соединяться с основой зубной ленты.
Как было указано ранее, задачей настоящего изобретения является создание зубной ленты 10, образованной из пластиковой пленки, предпочтительно из политетрафторэтилена, посредством простого и относительно недорогого способа, который создает возможность изготовления зубной ленты с хорошими свойствами чистки, захвата, фиксации (крепления) нанесенного на поверхность покрытия и гибкости.
Несмотря на то что политетрафторэтилен представляет собой один из предпочтительных материалов для образования зубной ленты, следует понимать, что могут быть использованы другие полимерные материалы, такие как полиолефины, полиамиды и сложные полиэфиры, подлежащие экструзии для образования любой непрерывной мононити с многоугольным сечением, но которое на приложенных чертежах показано в качестве примера как прямоугольное или по существу прямоугольное, при этом лента имеет центральную основу с двумя противоположными наружными поверхностями, при этом толщина центральной основы существенно меньше ее ширины. Центральная основа может иметь соотношение геометрических размеров, превышающее приблизительно 5:1 или превышающее приблизительно 10:1.
Как схематически проиллюстрировано на фиг.12, полимерный материал подвергают обработке в экструзионном устройстве 1, которое обеспечивает возможность экструзии пластиковой пленки 3 в виде полоски с шириной в поперечном направлении, обычно соответствующей сумме значений ширины множества зубных лент, которые должны быть получены и поставлены конечному пользователю.
В проиллюстрированном примере пластиковая пленка 3 проходит через охлаждающий ролик 4 и направляющий ролик 5 для подачи ее в устройство 20 для тиснения, которое в варианте осуществления, проиллюстрированном на фиг.12, образовано парой валков 21, 22 для тиснения, содержащих закаленную сталь, но их материал не ограничен закаленной сталью.
Пластиковая пленка 3 должна подаваться в устройство 20 для тиснения при определенном натяжении предпочтительно свободной от складок и закручивания.
В зубной ленте 10, проиллюстрированной в качестве примера на фиг.1 и 1А, только одна из наружных поверхностей 11, 12 подвергнута операции тиснения. В данном случае только верхний валок 21 выполнен в боковом направлении с радиальными элементами, предпочтительно с рельефом небольшой высоты (непроиллюстрированным), подлежащим поджиму к противолежащей наружной поверхности пластиковой пленки 3, в то время как другой валок 22 имеет гладкую боковую поверхность, возможно нагретую, по которой проходит наружная поверхность пластиковой пленки 3.
В данном случае следует понимать, что, если желательно подвергнуть тиснению две противоположные наружные поверхности зубной ленты 10, оба валка 21, 22 устройства 20 для тиснения должны иметь боковые поверхности, выполненные с такой конфигурацией, которая позволяет воздействовать на противолежащую поверхность пластиковой пленки 3 с образованием заданного тиснения на ней.
Как проиллюстрировано на фиг.12, пластиковая пленка 3, уже подвергнутая тиснению, направляется затем в устройство 30 для резки, имеющее любую известную конструкцию и предназначенное для разрезания пластиковой пленки 3 в продольном направлении на множество зубных лент 10, каждая из которых будет образована мононитью 11 заданной ширины и будет иметь противоположные продольные края. Затем каждая зубная лента 10 по отдельности наматывается в устройстве 40 для намотки, выполненном с возможностью намотки одновременно и по отдельности множества зубных лент 10, нарезанных из пластиковой пленки 3, подвергнутой тиснению.
Схема по фиг.13 иллюстрирует технологический процесс, который отличается от процесса по фиг.12 только вследствие того, что процесс получения зубной нити начинается с рулона 6, содержащего пленку из заданного полимерного материала, имеющую толщину зубной нити, подлежащей образованию, но имеющую ширину, которая по существу соответствует сумме значений ширины множества зубных нитей, которые должны быть получены. В данном примере способ получения зубной нити представляет собой автономный процесс.
Фиг.12А и 13А иллюстрируют вариант системы и способа, представленных на фиг.12 и 13, в соответствии с которым пластиковая пленка 3, уже подвергнутая тиснению, направляется в устройство 50 для нанесения покрытия, имеющее любую известную конструкцию, для нанесения на пластиковую пленку 3 покрытия из, по меньшей мере, одного связующего вещества, образующего основу для «переноса», по меньшей мере, одной добавки, имеющей активную функцию, например, выбранной из вкусовых веществ, вещества, придающего чувствительность, средства, стимулирующего слюноотделение, красящих веществ, ароматизирующих веществ, терапевтически активных веществ, абразивных веществ, веществ, обеспечивающих реминерализацию, бактерицидных веществ и т.д. После прохода через устройство 50 для нанесения покрытия пластиковая пленка 3 направляется в устройство 30 для резки, в котором она разрезается в продольном направлении на множество зубных лент 10 с заданной конечной шириной, образованной между противоположными продольными краями.
Фиг.13В иллюстрирует возможный способ выполнения процесса для получения зубной ленты, начинающегося с рулона 6а, содержащего ленту 3а, образованную из выбранного полимерного материала и имеющую ширину, которая соответствует ширине зубной ленты, которая должна быть получена. Лента 3а, уже отрезанная с конечной шириной и поданная в данный процесс в виде рулона 6а, подается в устройство 20 для тиснения и, возможно, в устройство 50 для нанесения покрытия и затем подлежит намотке в устройстве 40 для намотки.
Фиг.1 и 1А показывают в качестве примера полученный тиснением рельеф, который образован только на одной наружной поверхности 12 зубной ленты 11 из мононити и который обеспечивает получение наружной поверхности 12 с множеством углублений на наружной поверхности 12 мононити 11, вдающихся в центральную основу 14 зубной ленты 11.
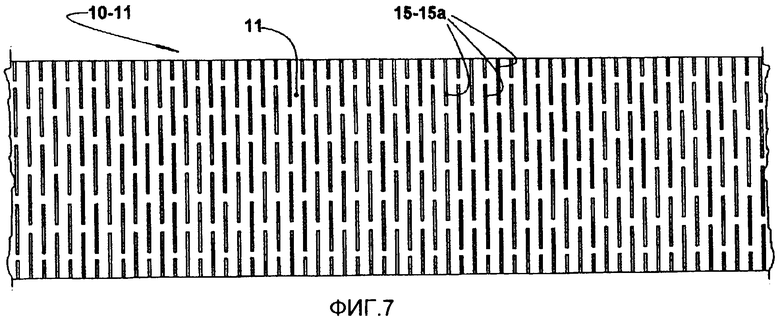
В вариантах осуществления, проиллюстрированных на фиг.1, 1А и 2-11, углубления 15 имеются на по существу всей ширине в поперечном направлении мононити 11, на которой они образованы. Тем не менее, следует понимать, что даже в том случае, когда углубления 15 занимают существенную часть ширины мононити 11, существует возможность того, что углубления 15 будут занимать прерывистые продольные протяженные участки каждой соответствующей зубной ленты 10, то есть будет иметь место ситуация, при которой будут существовать участки длины данных лент в продольном направлении, которые не будут заняты углублениями. Таким образом, углубления 15 предусмотрены на от приблизительно 5% до приблизительно 95% площади поверхности наружной поверхности 12 зубной ленты 11 из мононити, на которой они образованы тиснением.
На фиг.1-11 также можно видеть, что углубления 15 имеют на виде в плане отдельную площадь (площадь одного углубления), которая вместе с числом углублений на единицу площади поверхности ленты дает соотношение общей площади углублений и площади поверхности участка стороны ленты, на котором образованы указанные углубления, составляющее от приблизительно 5% до приблизительно 95%.
Было также отмечено, что углубления 15 должны иметь глубину в центральной основе относительно поверхности ленты, на которой они образованы, соответствующую от приблизительно 0,1% до приблизительно 95% или от приблизительно 0,1% до приблизительно 50% толщины ленты 3, 3а, взятую поперечно к указанной поверхности ленты. Данные углубления 15 обеспечивают возможность значительного увеличения площади поверхности мононити 11, что повышает ее способность к фиксации («удерживанию») покрытий, подлежащих нанесению на зубную ленту 10, как будет разъяснено далее.
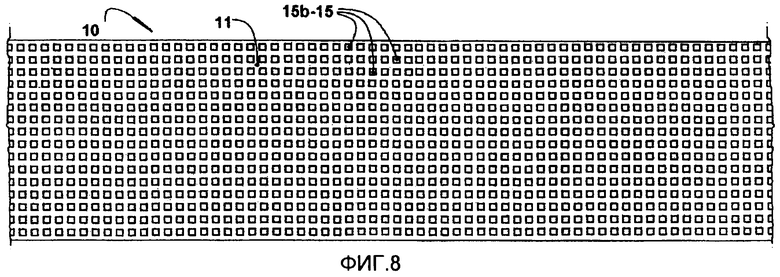
Углубления 15 могут иметь разные формы, как проиллюстрировано в качестве примера на фиг.1-11. Как можно видеть из фигур, углубления могут быть расположены на некотором расстоянии друг от друга или в виде групп, при этом углубления каждой группы соединены друг с другом. При некоторых схемах расположения, подобных проиллюстрированным на фиг.1, 2, 3 и 5, группы углублений 15 соединены друг с другом.
На фиг.1 углубления 15 принимают форму небольших прямолинейных канавок 15а, которые расположены в виде треугольников. На фиг.2 и 3 углубления 15, также имеющие вид прямолинейных канавок 15а, расположены соответственно в виде шестиугольников и в виде ромбов. Фиг.4-8 иллюстрируют другие физические схемы расположения углублений 15, также образованных канавками 15а, выполненными в центральной основе зубной ленты на, по меньшей мере, одной из ее поверхностей, обеспечивающих выполнение функции захвата и абразивной функции при операции чистки зубной лентой. Тем не менее, следует понимать, что различные многоугольные конфигурации могут быть использованы для образования контура и схемы расположения подобных углублений, и важно придать им надлежащие размеры, чтобы получить структуру зубной ленты, не только обеспечивающую улучшенную способность к чистке, но также существенно увеличивающую фиксирующую способность для удерживания функциональных добавок, таких как вкусовые вещества, красящие вещества, ароматизирующие вещества, терапевтически активные вещества, абразивные вещества, вещества, обеспечивающие реминерализацию, бактерицидные вещества и т.д., что создает возможность прилипания данных добавок к структуре мононити, которое должно быть осуществлено предпочтительно при использовании известного связующего вещества в виде нанесенного на поверхность покрытия для лент или даже при прямом применении указанных добавок, имеющих активные функции, в углублениях.
Фиг.1, 2, 3, 5 и 6 иллюстрируют схемы расположения, в соответствии с которыми углубления, по-прежнему выполненные в виде прямолинейных или криволинейных канавок 15а, имеют зоны взаимного пересечения вдоль ширины и длины наружной поверхности 12 зубной ленты 10.
В зависимости от формы и схемы расположения углублений 15 их минимальные и максимальные размеры могут различаться для гарантирования заданной степени захвата (зажима), очистки, гибкости и фиксации нанесенного на поверхность покрытия.
Как показано на фиг.1 и 3, углубления 15 расположены с образованием групп, будучи прямолинейными и выровненными в продольном направлении, при этом они выровнены в направлении, которое пересекает противоположные продольные края наружной поверхности 12.
В схемах расположения, приведенных в качестве примера на фиг.2, 4 и 6, углубления 15 из каждой группы углублений образуют углы друг с другом. На фиг.5 углубления 15 образованы непрерывными непрямолинейными канавками 15а, которые имеют зоны взаимных пересечений.
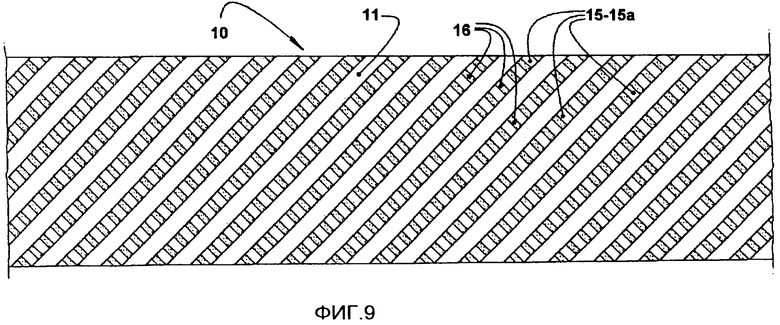
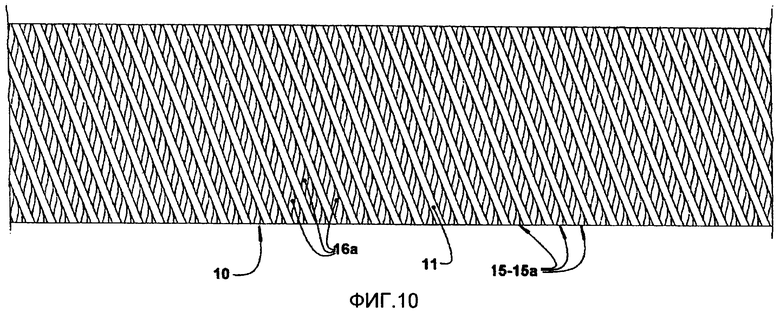
Фиг.9 и 10 иллюстрируют схемы расположения, в соответствии с которыми углубления 15 образованы прямолинейными и параллельными канавками 15а, простирающимися в направлении, наклонном относительно продольной оси зубной ленты. На фиг.9 каждая канавка 15а выполнена внутри, в пределах ее глубины, с множеством разнесенных ребер 16, расположенных в направлении, которое является поперечным к продольной оси соответствующей канавки 15а. Аналогичным образом каждая канавка 15а, проиллюстрированная в конструкции по фиг.10, выполнена внутри, в пределах ее глубины, с параллельными ребрами 16а, наклоненными относительно продольной оси канавки 15а.
Фиг.11 иллюстрирует схему расположения, в которой углубления 15 образованы разнесенными полусферическими впадинами 15b, выполненными вдоль, по меньшей мере, части ширины и длины наружной поверхности 12 зубной ленты 10, на которой они образованы.
Следует отметить, что независимо от конструкции углублений они предпочтительно должны быть выполнены с конфигурацией, обеспечивающей образование впадин относительно наружной поверхности зубной ленты, а также между их разными участками внутренней поверхности, если они имеются.
Размеры и конфигурация углублений 15 должны быть выполнены такими, чтобы обеспечить не только отличные характеристики зубной ленты с точки зрения ее зажима и способности к чистке, независимо от использования связующего вещества и различных добавок с активными функциями, но также высокий уровень гибкости (податливости) изделия, которым должен манипулировать пользователь.
Как проиллюстрировано на фиг.1-11, приведенных только в качестве неограничивающих примеров, углубления 15 могут быть параллельными друг другу или иметь зоны взаимного пересечения, что позволяет образовать самые разные рисунки на наружной поверхности мононити, на которой они образованы. Углубления 15 могут быть выполнены так, что каждое из них будет занимать всю ширину мононити 11, которая образует ленту 10, или только часть ее ширины, при этом в последнем случае комбинация различных взаимно пересекающихся углублений 15 образует всю ширину соответствующей мононити 11, выполненной с указанными углублениями.
В случае конструкции, упомянутой выше, зубная нить имеет поверхностные элементы, образованные углублениями, которые, хотя и обеспечивают придание зубной ленте лучшей чистящей способности, также обеспечивают возможность нанесения снаружи и на поверхность ленты покрытия из связующего вещества, функция которого заключается в том, чтобы образовать носитель, с которым могут быть надлежащим образом смешаны различные добавки, такие как те, которые были упомянуты выше. Вследствие большей фиксирующей («удерживающей») способности зубных лент, предложенных здесь, они могут нести значительно большее количество связующего вещества по сравнению с гладкими лентами из мононитей для гарантирования агрегирования добавок с активными функциями на зубной ленте, что позволяет существенно увеличить долю данных активных добавок в смеси, при этом связующее вещество образует носитель для данных добавок, и при этом, если это желательно, зубные ленты могут нести больше добавок с активными функциями так, что это не будет отрицательно влиять на заданный высокий уровень гибкости указанных зубных лент и обеспечит значительное повышение способности к более интенсивному выделению функциональных добавок в межзубных промежутках во время применения зубной ленты.
При наличии преимущества, упомянутого выше, возникающего в результате большой фиксирующей способности, обеспечиваемой углублениями и, возможно, выступами, связующее вещество в зубной ленте может составлять от приблизительно 0,1% до приблизительно 40% от массы мононити без снижения гибкости.
Несмотря на то что ранее был описан процесс тиснения посредством цилиндрических стальных валков 21 и 22, следует понимать, что тиснение мононити 11 может быть выполнено с помощью других средств, отличающихся от механических средств, определенных выше. Например, тиснение поверхности пластиковой пленки 3, предназначенной для последующего образования мононити 11, также может быть выполнено посредством ультразвука или даже лазера при использовании способов, известных в данных областях.
Изобретение также относится к способу образования зубной ленты, рассмотренной выше, из одной и той же экструдированной пластиковой пленки из мононити, подлежащей последующему разделению в продольном направлении на множество лент, каждая из которых имеет ширину, соответствующую зубной ленте, подлежащей продаже потребителю.
В соответствии со способом реализации изобретения способ по настоящему изобретению включает в себя базовую начальную операцию подвергания пластиковой пленки 3, экструдированной из полимера, выбранного из группы, ранее определенной в данном описании, операции тиснения с целью образования множества углублений 15 на, по меньшей мере, части протяженного участка наружной поверхности пластиковой пленки 3, которая образует по меньшей мере часть контура сечения зубной ленты 10, подлежащей изготовлению.
Уже подвергнутую тиснению пленку затем разделяют в продольном направлении на множество зубных лент 10, каждая из которых имеет ширину, соответствующую ширине зубной ленты 10, подлежащей образованию.
Если требуется, на уже подвергнутую тиснению зубную ленту 10 наносят покрытие из, по меньшей мере, одной добавки с активной функцией, выбранной из группы, состоящей из веществ, препятствующих образованию зубного налета, бактерицидных веществ, вкусовых веществ, веществ, придающих чувствительность, веществ, стимулирующих слюноотделение, красящих веществ, ароматизирующих веществ, терапевтически активных веществ, абразивных веществ и веществ, обеспечивающих реминерализацию, для осаждения и фиксации (удерживания) указанной, по меньшей мере, одной добавки в указанных углублениях 15, и затем полученную зубную ленту наматывают, как схематически проиллюстрировано на фиг.12 и 12А.
Как уже упомянуто, фиг.13 и 13А иллюстрируют вариант способа получения зубной ленты 10, который отличается от варианта, показанного на фиг.12 и 12А, только тем, что в начале его используется пластиковая пленка 3, уже экструдированная ранее и хранящаяся в виде рулона 6 (автономный процесс).
На иллюстрации по фиг.13В процесс начинается с использования ленты 3а из мононити, имеющей ширину, соответствующую ширине зубной ленты 10, которая должна быть получена.
Нижеприведенные примеры представлены, чтобы показать на примере определенные варианты осуществления изобретения, но они не предназначены для ограничения объема изобретения.
Пример 1: Образование зубной ленты
Ряд зубных лент из мононитей с множеством разных углублений на поверхности был получен, как рассмотрено ниже. Для всех лент используемым полимером был политетрафторэтилен. Политетрафторэтилен поставлялся в виде порошка и был превращен в ленту посредством процесса экструзии. Операции были таковы:
1) Политетрафторэтилен хранился при температуре 19° и относительной влажности 40 процентов.
2) Смазка для смешивания и наполнитель были добавлены для создания загружаемой порции (замеса).
3) Замес выдерживался в течение приблизительно 24 часов для обеспечения старения перед экструзией.
4) Замес был подвергнут экструзии для образования ленты в процессе вертикальной экструзии посредством щелевой экструзионной головки.
5) После экструзии лента была подвергнута каландрованию, сушке и растягиванию для получения политетрафторэтиленовой ленты с заданной плотностью и геометрическими характеристиками.
Политетрафторэтиленовая лента была подвергнута тиснению с помощью процесса механического тиснения. Процесс механического тиснения может представлять собой тиснение с холодной или нагретой зоной зажима, образованной парой валков, один из которых предусмотрен с охватываемыми выступами, а другой предусмотрен с охватывающими выемками.
Для обеспечения горячей механической обработки валки были нагреты при индивидуальном регулировании температуры. Температура может находиться в интервале от 50°С до 200°С или даже может быть выше в зависимости от полимера, из которого изготавливают ленту. Зазор между валками может варьироваться от 0,01 мм до толщины ленты. Давление между валками может варьироваться от 500 до 1500 МПа. Охватываемый или охватывающий валки могут быть выполнены из стали или резины. В том случае, когда валки изготовлены из стали, твердость должна составлять от 30 до 60 HRC (от 30 до 60 единиц по шкале С Роквелла), в том случае, когда валки изготовлены из резины, твердость должна составлять от 50 до 100 единиц по шкале А Шора.
При холодной механической обработке температуру валков не регулировали. Зазор между валками может варьироваться от 0,01 мм до толщины ленты. Давление между валками может варьироваться от 500 до 1500 МПа. Охватываемый или охватывающий валки могут быть выполнены из стали или резины. В том случае, когда валки изготовлены из стали, твердость должна составлять от 30 до 60 HRC (от 30 до 60 единиц по шкале С Роквелла), в том случае, когда валки изготовлены из резины, твердость должна составлять от 50 до 100 единиц по шкале А Шора.
Пример 2: Гибкость зубной ленты
Значения гибкости (податливости) нескольких из зубных лент из мононитей, изготовленных в примере 1, были определены посредством нижеуказанного метода испытаний для определения гибкости. Следует отметить, что все образцы были взяты из одной и той же партии материала.
Сначала три испытываемых образца длиной 10 сантиметров были отобраны из выдачного устройства (дозатора), содержащего образец заданной зубной ленты. В каждом случае первые 50 сантиметров в начале выдаваемой из выдачного устройства [дозатора] зубной ленты выбрасывались, а также выбрасывались участки длиной 50 сантиметров между испытываемыми образцами. Затем грузы массой 0,10 грамма были зафиксированы на обоих концах каждого испытываемого образца. После этого каждый испытываемый образец подвешивали на горизонтальном металлическом стержне, имеющем диаметр 0,65 миллиметра, так, что оба свисающих конца каждого испытываемого образца находились точно на одном и том же расстоянии от металлического стержня. Испытываемые образцы были оставлены для приспосабливания к новой среде в течение двух часов при заранее заданных условиях (температура 22°С/относительная влажность 50%). В этот момент были сделаны цифровые изображения каждого испытываемого образца. Расстояние (d) между свисающими «ветвями» каждого испытываемого образца измеряли в трех разных точках, расположенных на расстоянии 1 мм друг от друга, в зоне, находящейся на расстоянии 20 мм ниже металлического стержня, и посредством использования программного обеспечения Leyca Qwin для анализа изображений.
Расстояние (d) между концами каждого испытываемого образца представляет собой параметр, используемый для оценки гибкости зубной ленты (или сопротивления изгибу). Чем больше расстояние между концами испытываемого образца, тем больше его сопротивление и, следовательно, тем менее гибким является изделие.
Испытание для определения гибкости (податливости), упомянутое выше, было использовано для зубных лент по настоящему изобретению, не имеющих вообще никакого тиснения (контрольный образец), и для лент, имеющих тиснение с рельефами, приведенными в качестве примера на фиг.2, 3, 9, 10 и 11 сопровождающих чертежей. Результаты, относящиеся к гибкости, показаны в нижеприведенной таблице 1:
Результаты, относящиеся к гибкости (податливости)
Как можно видеть из вышеприведенной таблицы 1, тиснение, выполненное в соответствии с настоящим изобретением, приводит к увеличению гибкости зубной ленты, то есть к существенному уменьшению определяющего гибкость расстояния у образцов, подвергнутых тиснению, по сравнению с контрольным образцом, не подвергнутым тиснению. За исключением рельефа с тиснением «под кожу» все рельефы, полученные тиснением, приводили к статистически существенным уменьшениям определяющего гибкость расстояния для образцов, подвергнутых тиснению, по сравнению с контрольным образцом, не подвергнутым тиснению.
Пример 3: Трение зубной ленты
Малая площадь поверхности политетрафторэтиленовой мононити, а также малое поверхностное натяжение и/или низкий коэффициент трения обуславливают плохие характеристики при использовании в том, что касается удаления биопленки в межзубной зоне, когда данную мононить используют в качестве зубной нити. Было проведено испытание трением для сравнения политетрафторэтиленовых лент, подвергнутых тиснению, по настоящему изобретению с контрольным образцом, не подвергнутым тиснению.
Метод испытания был реализован посредством использования динамометра типа CRE торговой марки INSTRON, модель 5869, в котором два штифта с формой диаболо были приспособлены для функционирования в качестве мест трения для зубной ленты. Условия испытания были следующими:
1. Температура 20±2°С и относительная влажность 65±4 процента;
2. Исходное расстояние между зафиксированным зажимом и первым фрикционным штифтом: 250 мм;
3. Первое и второе места трения расположены под углом, составляющим приблизительно 45°;
4. Расстояние между фрикционными штифтами: 115 мм;
5. Масса: 50 граммов;
6. Скорость при испытании: 300 мм/мин;
7. Смещение: 180 мм;
8. Длина образца (sample): 650 мм;
9. Пять (5) испытываемых образцов (specimens) были подвергнуты испытанию для каждого образца.
Посредством динамометрического датчика измеряли силу трения поверхности каждой зубной ленты о два штифта с формой диаболо.
Испытание трением, упомянутое выше, было использовано для зубных лент по настоящему изобретению, не имеющих вообще никакого тиснения (контрольный образец), и для лент, имеющих тиснение с рельефами, приведенными в качестве примера на фиг.2, 3, 9, 10 и 11 сопровождающих чертежей. Результаты показаны в нижеприведенной таблице 2:
Результаты, относящиеся к коэффициенту трения
К удивлению, имеет место существенное увеличение силы трения после процесса тиснения, и, следовательно, ожидается, что изделия, подвергнутые тиснению, будут иметь лучшие характеристики в том, что касается механического удаления биопленки и/или остатков пищи в межзубном промежутке, а также будут обеспечивать лучший захват (или будут менее скользкими) по сравнению с контрольным образцом (без тиснения).
Пример 4: Механические свойства зубной ленты (на основе метода испытаний ISO 2 062/1993)
Прочность на растяжение и относительное удлинение вариантов осуществления подвергнутых тиснению политетрафторэтиленовых лент по настоящему изобретению сравнивали с соответствующими характеристиками контрольного образца, не подвергнутого тиснению. Условия испытания были следующими:
1. Температура 20±2°С и относительная влажность 65±4 процента;
2. Расстояние между датчиками: 250 мм;
3. Скорость: 250 мм/мин;
4. Длина образца (sample): 400 мм; и
5. Пять испытываемых образцов (specimens) были подвергнуты испытанию для каждого образца.
Испытание для определения прочности на растяжение и относительного удлинения, упомянутое выше, было использовано для зубных лент по настоящему изобретению, не имеющих вообще никакого тиснения (контрольный образец), и для лент, имеющих тиснение с рельефами, приведенными в качестве примера на фиг.2, 3, 9, 10 и 11 сопровождающих чертежей. Результаты показаны в нижеприведенной таблице 3:
К удивлению, процесс тиснения не привел к снижению прочности на растяжение лент по данному изобретению по сравнению с контрольным образцом (без тиснения), что делает данные ленты пригодными для использования в качестве зубной нити.
Способность подвергнутых тиснению политетрафторэтиленовых зубных лент удерживать покрытия была измерена для определения устойчивости покрытий на лентах.
На листе из политетрафторэтилена шириной 1 дюйм, имеющем плотность 1,2-1,7 грамма на см3, весовой номер волокна 1000-17000 денье и толщину 1,4-2,4 мил, был использован «сотовидный» рельеф (см. фиг.2) с двумя разными интенсивностями. Образец без тиснения был использован в качестве контрольного образца. Все образцы были покрыты клеем Н2669 от компании Bostik Findley (Wauwatosa, Висконсин), партия AS6081405, 21 грамм на м2, и покрыты бумагой, покрытой кремнийорганическим соединением, для избежания потери клея во время манипулирования до дальнейшего испытания.
Затем образцы были подвергнуты испытанию (n=10) для определения усилия отрыва в соответствии со следующими операциями:
1. Вырезать образец основы с нанесенным покрытием, имеющий размер 15 см;
2. Удалить бумагу, покрытую кремнийорганическим соединением;
3. Взвесить образец;
4. Поместить ткань из 100%-го хлопка поверх образца;
5. Прижать ткань к основе с нанесенным покрытием. Была использована автоматическая система для приложения стандартного груза (2230 граммов) вдоль длины образца с постоянной скоростью (12 дюймов в минуту). Процедура сжатия выполнялась один раз;
6. Поместить конечный образец (политетрафторэтилен-клей-ткань) в оборудование для определения усилия отрыва;
7. Измерить усилие, необходимое для полного отрыва ткани; и
8. Взвесить образец.
Среднее усилие отрыва и потери клея для образцов показаны в нижеприведенной таблице 4:
Результаты испытания для определения усилия отрыва
В таблице показано, что усилие отрыва для обоих образцов, подвергнутых тиснению, было меньше, чем усилие отрыва для контрольного образца. Углубления, образующиеся в результате процесса тиснения, позволяют клею проникать ниже поверхности ленты. Таким образом, было уменьшено количество клея, которое может прилипать к хлопчатобумажной ткани, и сцепление с хлопчатобумажной тканью было более слабым. Таблица также показывает значительно более высокие потери клея для контрольного образца по сравнению с любой из двух подвергнутых тиснению зубных нитей.
Определенные признаки изобретения показаны на одном или нескольких чертежах только ради удобства, поскольку каждый признак может быть объединен с другими признаками в соответствии с изобретением. Для специалистов в данной области техники будут очевидны альтернативные варианты осуществления, и предусмотрено, что альтернативные варианты осуществления включены в объем притязаний формулы изобретения. Соответственно, вышеприведенное описание следует рассматривать только как иллюстрирующее, а не ограничивающее объем изобретения. Все подобные очевидные изменения и модификации находятся в пределах запатентованного объема притязаний приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИНФИЛЬТРАЦИИ АППРОКСИМАЛЬНЫХ ПОВРЕЖДЕНИЙ ЭМАЛИ, А ТАКЖЕ ПРОЦЕДУРНЫЙ КОМПЛЕКТ, ВКЛЮЧАЮЩИЙ ТАКОЕ УСТРОЙСТВО | 2008 |
|
RU2477626C9 |
| СИСТЕМА ВОССТАНОВЛЕНИЯ КОЖИ ПОСЛЕ ШЛИФОВКИ | 1998 |
|
RU2215507C2 |
| ЗУБНАЯ ЛЕНТА С МНОЖЕСТВОМ РЕБЕР | 2008 |
|
RU2465863C2 |
| ОДНОРАЗОВОЕ ИЗДЕЛИЕ ДЛЯ НОШЕНИЯ | 2021 |
|
RU2831002C1 |
| НИТЬ ДЛЯ ЧИСТКИ МЕЖЗУБНЫХ ПРОМЕЖУТКОВ | 1999 |
|
RU2225704C2 |
| УЛУЧШЕННЫЙ ТИСНЕНЫЙ И ПЕРФОРИРОВАННЫЙ СЛОИСТЫЙ МАТЕРИАЛ ДЛЯ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ | 2015 |
|
RU2699615C2 |
| СИСТЕМЫ, СПОСОБЫ И АППАРАТЫ ДЛЯ ПРЯМОГО ТИСНЕНИЯ ЛИСТА ПОЛИМЕРНОГО РАСПЛАВА | 2011 |
|
RU2584533C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА С БЫСТРЫМ ВЫСВОБОЖДЕНИЕМ АРОМАТА | 2011 |
|
RU2525805C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВЫХ ДЕРЖАТЕЛЕЙ ЗУБНОЙ НИТИ | 2011 |
|
RU2570050C2 |
| АНТИСКОЛЬЗЯЩИЕ ГИБКИЕ МАТЕРИАЛЫ И СПОСОБЫ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2017 |
|
RU2727481C2 |




Изобретение относится к медицине. Зубная лента выполнена из мононити и содержит центральную основу с первой наружной поверхностью и второй наружной поверхностью напротив первой наружной поверхности. По меньшей мере, одна из первой и второй наружных поверхностей имеет множество углублений, вдающихся в центральную основу зубной ленты. Множество углублений предусмотрено на от приблизительно 5% до приблизительно 95% общей площади, по меньшей мере, одной из первой и второй наружных поверхностей. Углубления имеют глубину в пределах центральной основы относительно, по меньшей мере, одной из первой и второй наружных поверхностей, содержащей множество углублений, соответствующую от приблизительно 0,1% до приблизительно 95% толщины центральной основы, взятую поперечно относительно, по меньшей мере, одной из первой и второй наружных поверхностей, содержащей множество углублений. В результате пользователь получает улучшенный захват ленты, которую легко вставлять в межзубные промежутки. Без ухудшения физических механических свойств обеспечивается улучшенное нанесение и удерживание добавок к лентам при использовании известных связующих веществ или без них и поддержание комфорта для пользователя за счет отсутствия фибриллирования. 13 з.п. ф-лы, 14 ил.
1. Зубная лента, содержащая:
мононить, содержащую центральную основу, имеющую первую наружную поверхность и вторую наружную поверхность, противоположную первой наружной поверхности, при этом мононить имеет толщину и ширину, пригодные для использования ее в качестве указанной зубной ленты,
причем, по меньшей мере, одна из первой или второй наружных поверхностей содержит множество углублений, вдающихся в центральную основу, при этом множество углублений предусмотрено на от приблизительно 5% до приблизительно 95% общей площади указанной, по меньшей мере, одной из первой или второй наружных поверхностей, и при этом каждое из углублений имеет глубину в пределах центральной основы относительно указанной, по меньшей мере, одной из первой или второй наружных поверхностей, содержащей указанное множество углублений, соответствующую от приблизительно 0,1% до приблизительно 95% толщины центральной основы, взятую поперечно относительно указанной, по меньшей мере, одной из первой или второй наружных поверхностей, содержащей множество углублений.
2. Зубная лента по п.1, в которой множество углублений имеется на, по существу, всей ширине зубной ленты.
3. Зубная лента по п.1, в которой множество углублений занимает прерывистые продольные протяженные участки зубной ленты.
4. Зубная лента по п.1, дополнительно содержащая покрытие, содержащее связующее вещество.
5. Зубная лента по п.4, в которой покрытие содержит добавку, имеющую активную функцию.
6. Зубная лента по п.1, в которой углубления имеют форму, выбранную из группы, состоящей из многоугольной, прямоугольной, непрямоугольной, яйцевидной, эллиптической и круглой формы.
7. Зубная лента по п.1, в которой каждая из первой и второй наружных поверхностей содержит множество углублений.
8. Зубная лента по п.7, в которой площадь поверхности каждой из первой и второй наружных поверхностей, занятая множеством углублений, составляет от приблизительно 5% до приблизительно 95%.
9. Зубная лента по п.8, в которой множество углублений имеется на, по существу, всей ширине зубной ленты.
10. Зубная лента по п.9, в которой множество углублений занимает прерывистые продольные протяженные участки зубной ленты.
11. Зубная лента по п.8, в которой углубления имеют форму, выбранную из группы, состоящей из многоугольной, прямоугольной, непрямоугольной, яйцевидной, эллиптической и круглой формы.
12. Зубная лента по п.8, дополнительно содержащая покрытие, содержащее связующее вещество.
13. Зубная лента по п.12, в которой покрытие содержит добавку, имеющую активную функцию.
14. Зубная лента по п.1, содержащая полимер, выбранный из группы, состоящей из полиолефинов, полиамидов, сложных полиэфиров и фторполимеров.
| US 5209251 A, 11.05.1993 | |||
| ПОЛОСКА ДЛЯ ДОСТАВКИ ВЕЩЕСТВА ПО УХОДУ ЗА РОТОВОЙ ПОЛОСТЬЮ | 2002 |
|
RU2269973C2 |
| Импульсный электромагнитный дефектоскоп | 1987 |
|
SU1499213A1 |
| JP 2001079022 A, 27.03.2001 | |||
| ЗУБНАЯ НИТЬ, ПОКРЫТАЯ ГЕМОСТАТИЧЕСКИМ АГЕНТОМ, ЗУБНАЯ ЛЕНТА, ПОКРЫТАЯ ГЕМОСТАТИЧЕСКИМ АГЕНТОМ, И СПОСОБ ИХ ВЫПОЛНЕНИЯ | 2001 |
|
RU2279864C2 |

