Изобретение относится к устройству для пропитки полосового материала термоотверждаемой пропиточной смолой, содержащему пропиточную ванну, в которой полосовой материал приводится в контакт с пропиточной смолой, проложенный к пропиточной ванне подводящий трубопровод, по которому пропиточная смола поступает в пропиточную ванну, и нагревательное устройство для нагрева пропиточной смолы.
Подобные устройства на практике широко известны.
Пропитка полосового материала термоотверждаемой пропиточной смолой служит наряду с последующей сушкой пропитанного полосового материала для получения пропитанных изделий, применяемых раздельно или в виде слоистого материала из таких пропитанных изделий, предназначенных, например, для нанесения покрытия на основания из древесины, например, при изготовлении панелей для обшивки поверхностей, например, полов.
Полосовым материалом считается при этом не только в уровне технике, но и в данном изобретении, в частности комбинированный материал из природных и/или синтетических волокон, например формованное волокно, мат, ткань и тому подобное. Преимущественно под полосовым материалом имеется в виду бумага, вес единицы поверхности которой в не пропитанном состоянии может колебаться от ок. 25 до ок. 300 г/м2. Как известно, на бумажном слое пропитанного изделия, предназначенном для образования лицевой стороны готового продукта, может быть напечатан соответствующий узор.
Для обеспечения проникания пропиточной смолы в полосовой материал в пропиточную смолу добавляют растворитель, например воду, назначение которой состоит в снижении вязкости искусственной смолы. В полученный при этом пропиточный раствор могут быть при необходимости введены и другие добавки, например отвердитель. Перед последующей обработкой окончательно пропитанный полосовой материал должен быть просушен, т.е. растворитель должен быть удален из пропитанного изделия, в результате чего от пропиточного раствора в готовом продукте остается только пропиточная смола.
Если в связи с настоящим изобретением ниже речь идет о том, что полосовой материал пропитывается пропиточной смолой или что пропиточная смола проникает в полосовой материал, то при этом имеется в виду, что полосовой материал пропитывается пропиточным раствором или что пропиточный раствор проникает в полосовой материал. С учетом конечного продукта вопрос в конечном итого сводится к тому, что при этом и пропиточная смола проникает в полосовой материал и сохраняется в нем после сушки. Кроме того, здесь необходимо упомянуть, что хотя в связи с настоящим изобретением речь постоянно идет только о «синтетической смоле» или «пропиточной смоле» в единственном числе, однако эта смола также может представлять собой смесь разных синтетических смол.
Как и при любом другом промышленном процессе при получении пропитанных изделий необходимо пытаться проводить этот процесс по возможности быстро и эффективно с тем, чтобы произведенные при этом на конечный продукт затраты находились по возможности на низком уровне. При этом существенное значение имеет тот факт, чтобы полосовой материал мог по возможности быстро и эффективно пропитаться пропиточной смолой и после этого высохнуть. Как известно, необходимое для пропитки время тем короче, чем ниже вязкость пропиточного раствора. Для достижения по возможности низкой вязкости пропиточного раствора можно, во-первых, снизить долю твердого вещества в нем, т.е. долю смолы, и, во-вторых, повысить его температуру.
Растворитель, соотнесенный с заданным количеством смолы и добавляемый для снижения вязкости, должен быть выведен на последующем этапе сушки из пропитанного полосового материала. Для этого требуются затраты энергии и времени, что снова увеличивает расходы на пропитку. Поэтому в целом преимущество по затратам не достигается.
Однако и в отношении повышения температуры на практике существуют пределы. Пропиточная смола отверждается быстрее при повышенной температуре, т.е. быстрее полимеризируется. Однако, чем больше молекулярный вес смолы, тем хуже проникает она в полосовой материал и тем труднее затем обрабатывается готовое пропитанное изделие. Так, например, при температуре пропиточной ванны свыше 35°С срок годности раствора сокращается настолько, что в случае прерывания производственного процесса пропиточный раствор становится непригодным так быстро, что необходимо удалять все количество пропиточного раствора, находящегося в производственной установке, т.е., в частности, в пропиточной ванне. Само собой разумеется, что это недопустимо.
Другая проблема, отмечаемая в уровне технике при использовании ставших теперь привычными температур ванны не свыше 35°С, состоит в том, что при повышенных расходах смолы, составляющих до 2000 кг раствора/ч, теплообменные поверхности пропиточной ванны должны быть достаточно горячими для того, чтобы можно было довести находящийся в пропиточной ванне пропиточный раствор до требуемой температуры ванны. Поскольку из-за геометрической конфигурации ванны существуют естественно ламинарные участки течения, а в неблагоприятных случаях даже мертвые зоны, то на теплообменных поверхностях постоянно происходит образование отложений смолы, снижающих со временем в возрастающей степени теплопередачу. В результате образуется порочный круг, при котором постоянно повышается требуемая температура на теплообменных поверхностях, в результате чего ускоряется образование отложения: ванна «зарастает».
Поэтому задачей настоящего изобретения является усовершенствование устройства родового типа таким образом, чтобы пропитка полосового материала термоотверждаемой смолой происходила более эффективно.
Указанная задача решается согласно изобретению с помощью устройства упомянутого выше типа, в котором подводящий трубопровод снабжен нагревательным устройством и пропиточная смола нагревается в подводящем трубопроводе. Следовательно, согласно изобретению пропиточная смола не нагревается более в пропиточной ванне, а в расположенном перед ней нагревательном устройстве. В результате отпадает необходимость в использовании стенных поверхностей пропиточной ванны в качестве теплообменных поверхностей для нагрева пропиточной смолы, вследствие чего, по меньшей мере, снижается или полностью исключается опасность образования отложений на этих стенках.
Следовательно, становится возможным подавать пропиточную смолу, точнее, пропиточный раствор в пропиточную ванну при повышенной температуре, в частности при температуре от ок. 50 до ок. 80°С и, следовательно, при более низкой вязкости, чем это возможно в уровне техники. В результате может быть повышена проникающая способность пропиточной смолы в полосовой материал. В качестве альтернативы пропиточный раствор может содержать растворитель в меньшем количестве и благодаря повышенной температуре обладать вязкостью, соответствующей вязкости известного из уровня техники пропиточного раствора с большим содержанием растворителя и более низкой температурой. В результате последующая сушка может протекать более эффективно. Само собой разумеется, что эти оба эффекта могут применяться в комбинации между собой. В какой бы форме не использовались оптимальные результаты от обеспечиваемого настоящим изобретением повышения температуры, в любом случае процесс пропитки будет протекать эффективнее при использовании пропиточного устройства согласно изобретению. В первом случае процесс пропитки протекает даже быстрее, в результате чего возрастает количество пропитанного в единицу времени полосового материала. В другом случае сушка пропитанного полосового материала может происходить быстрее при использовании меньшего количества энергии.
Для предупреждения образования отложений и в расположенном перед пропиточной ванной нагревательном устройстве предложено в развитие изобретения, чтобы нагревательное устройство работало бесконтактно. Для этого в нагревательном устройстве пропиточная смола может нагреваться, например, под действием микроволнового излучения.
Также целесообразно предусмотреть управляющее устройство, посредством которого в нагревательное устройство будет подаваться только необходимое для пропитки количество пропиточной смолы. Благодаря этому количество энергии, расходуемой, в частности, на нагрев пропиточной смолы, может быть уменьшено до минимума. Управляющее устройство может работать в зависимости от регистрирующего сигнала, по меньшей мере, одного датчика, регистрирующего, по меньшей мере, один режимный параметр пропиточного устройства, например, в зависимости от машинной скорости, т.е. в зависимости от скорости, с которой полосовой материал поступает в пропиточную ванну. Также управляющее устройство может быть снабжено насосом, которым в нагревательное устройство будет подаваться необходимое для пропитки количество пропиточной смолы, или же другими функциональными узлами пропиточного устройства.
В развитие изобретения предлагается оснастить пропиточную ванну охлаждающим устройством. Такое охлаждающее устройство может применяться, например, в случае временного прекращения производственного процесса для охлаждения пропиточной смолы с целью снижения ее скорости полимеризации и в результате этого для повышения срока годности раствора настолько, чтобы смола могла применяться и после возобновления производственного процесса.
Охлаждающее устройство может содержать встроенный холодильный блок. Так, например, применяемое в известных из уровня техники пропиточных ваннах теплообменное устройство может теперь применяться согласно изобретению не для нагрева, а скорее для охлаждения пропиточного раствора.
Дополнительно или в качестве альтернативы также возможно, чтобы охлаждающее устройство содержало наружный холодильный блок. Это является оптимальным, в частности, в том случае, когда требуются особо большие охлаждающие мощности. В таком случае пропиточный раствор или пропиточная смола прокачивается из пропиточной ванны через наружный холодильный блок для обеспечения еще более эффективного охлаждения.
В развитие изобретения также предлагается, чтобы пропиточная ванна была разделена, по меньшей мере, на две части. Это позволит использовать первую часть ванны для предварительной пропитки и вторую часть ванны для основной пропитки, причем пропиточную смолу предпочтительно поддерживать в первой части ванны при более высокой температуре по сравнению с уровнем техники, в то время как во второй части ванны поддерживается температура, которая, например, соответствует применяемой в уровне технике температуре. Это развитие изобретения обеспечивает выгоду, при которой пропиточный раствор проникает в полосовой материал уже на предварительной стадии пропитки, а на стадии основной пропитки речь идет преимущественно о надлежащей дозировке веса единицы поверхности пропиточной смолы относительно единицы веса поверхности полосового материала.
Поэтому также возможно, чтобы первая часть ванны, соединенная с подводящим трубопроводом, имела меньший объем, чем вторая часть ванны, расположенная ниже в направлении потока смолы. Также предпочтительно, чтобы между обеими частями ванны располагался дополнительный холодильный блок. При необходимости этот дополнительный холодильный блок может быть придан третьей переходной части ванны, причем эта переходная часть ванны может быть использована, например, на стадии предварительной пропитки.
Предпочтительно, чтобы приемные объемы большинства частей ванны были выполнены разделенными между собой, а именно таким образом, чтобы, во-первых, мог происходить переход пропиточного раствора из расположенной выше по потоку части ванны в расположенную ниже по потоку часть ванны и, во-вторых, был не возможен переход пропиточного раствора из расположенной ниже по потоку части ванны в расположенную выше по потоку часть ванны.
В развитие изобретения может быть, наконец, дополнительно предусмотрено распылительное устройство, увлажняющее полосовой материал, например, водой, предпочтительно горячей водой или водяным паром. Благодаря такой мере дополнительно повышается проникание пропиточного раствора в полосовой материал. Особенно эффективно в данном случае использовать полосовой материал как предварительно увлажненный, так и подогретый.
Применение пропиточного устройства согласно изобретению обеспечивает пропитку при значительно большем содержании твердого вещества в пропиточном растворе, благодаря чему при последующей сушке могут быть сэкономлены значительные количества энергии или же имеющиеся сушильные мощности обеспечивают более высокие производственные скорости. Так, например, можно работать при содержании твердого вещества в виде пропиточной смолы в количестве ок. 60% в пропиточном растворе.
Кроме того, неожиданно было установлено, что реология пропиточного раствора оптимально изменяется с повышением температуры. Так, в традиционных пропиточных устройствах в результате разбрызгивания смолы в зоне пропитки постоянно происходили загрязнения и повреждения. Согласно изобретению неожиданно было найдено, что при повышенной температуре способность пропиточного раствора к разбрызгиванию снижается и в результате становится возможной заметно более длительная периодичность технического обслуживания пропиточного устройства.
Следует также добавить, что в качестве пропиточных смол обычно применяются смолы на основе аминопласта и фенопласта. Например, следующие смолы могут служить в качестве пропиточных: мочевинно-формальдегидная смола, меламин-формальдегидная смола, меламин-мочевинно-формальдегидная смола, меламин-мочевинно-фенол-формальдегидная смола, фенол-формальдегидная смола, танниновые смолы, резорцинол-формальдегидные смолы, силиконовые смолы.
Ниже изобретение подробнее поясняется с помощью примера выполнения со ссылкой на прилагаемый чертеж. При этом на
фиг.1 схематически изображена конструкция пропиточного устройства согласно изобретению.
На фиг.1 представлено устройство 10 для пропитки полосового материала, например бумажного полотна. Пропиточное устройство 10 содержит пропиточную ванну 14, в которой бумажное полотно 12 пропитывается пропиточной смолой 16, точнее, пропиточным раствором 16а.
Пропиточная ванна 14 в приведенном примере выполнения разделена на три части 18, 20 и 22, через которые полосовой материал 12 последовательно проходит при заданной направляющими валками 24 траектории движении. В отношении своей конструкции и своего расположения и в отношении того, являются ли некоторые или несколько из упомянутых направляющих валков приводными, направляющие валки 24 соответствуют направляющим валкам в пропиточном устройстве согласно уровню техники. Поэтому здесь не приводятся подробные пояснения по их поводу.
В изображенном примере выполнения пропиточное устройство 10 содержит корпус 26 ванны с объемом 26а ванны. В корпус 26 ванны вставлен вставной корпус 28, в котором расположены первая 18 и вторая 24 части ванны. Не занятая вставным корпусом 28 часть объема 26а ванны образует третью часть 22 ванны. Согласно изобретению объем первой части 18 ванны меньше объема второй части 20 ванны, объем последней в свою очередь меньше объема третьей части 22 ванны.
При работе пропиточного устройства 10 в первую часть 18 ванны по подводящему трубопроводу 30 подается пропиточный раствор 16а, который перед этим подогревался в нагревательном устройстве 32 предпочтительно путем бесконтактного микроволнового облучения. Вход подводящего трубопровода 30 в первую часть 18 ванны обозначен позицией 34. Согласно изобретению пропиточный раствор 16а может содержать ок. 60% твердого вещества в виде пропиточной смолы 16, например меламиновой смолы в растворителе, например, воде, и может подаваться при температуре ок. 50-80°С в первую часть 18 ванны. Вследствие такой высокой температуры пропиточный раствор 16а, несмотря на высокое содержание твердого вещества, обладает настолько низкой вязкостью, что он может без труда проникать в полосовой материал 12 в первой части 18 ванны и пропитывать его. Для облегчения проникания полотно 12 материала до вхождения в первую часть 18 ванны может быть увлажнено с помощь, распылительного устройства 36 и при необходимости также подогрето.
Из первой части 18 ванны пропиточный раствор поступает по переливному устройству 38 во вторую часть 20 ванны. Ограждающие стенки 20а второй части 20 ванны выполнены в виде теплообменных поверхностей холодильного блока 40, которыми пропиточный раствор 16а охлаждается до температуры ок. 30°С с тем, чтобы заметно повысить срок годности. Кроме того, полотно 12 материала во второй части 20 ванны повторно пропитывается пропиточным раствором 16а.
Через переливное устройство 42 пропиточный раствор 16а поступает из второй части 20 ванны в третью часть 22 ванны, в которой предусмотрен участок 44 для окунания полотна 12 материала. Если собственно пропитка полотна 12 материала пропиточным раствором 16а происходит в первых двух частях 18, 20 ванны, то основная функция участка 44 погружения в третьей части 22 ванны состоит в введении в полотно 12 материала необходимого количества пропиточного раствора 16а.
И хотя на фиг.1 на разных участках показаны ракельные стержни 46, назначение которых состоит в удалении избыточного пропиточного раствора 16а с поверхности полотна 12 материала и/или в равномерном распределении на полотне 12 материала нанесенного на него пропиточного раствора 16а и/или в проглаживании, однако настоящее изобретение не касается этого частичного аспекта. Поэтому и для этого здесь не приводятся подробные пояснения.
Как схематически показано на фиг.1, на дне пропиточной ванны 26 расположено охлаждающее устройство 48, назначение которого состоит, во-первых, в поддержании пропиточного раствора 16а в третьей части 22 ванны при необходимой температуре ок. 30°С, которая, во-вторых, в случае временного прерывания производственного процесса используется для того, чтобы пропиточный раствор 16а был дополнительно охлажден для дополнительного продления его срока годности и после возобновления производственного процесса для его использования без потерь. При необходимости может быть дополнительно предусмотрено наружное охлаждающее устройство 50, которым пропиточный раствор 16а перекачивается из объема 26а ванны и охлаждается.
Также и при нормальном рабочем режиме перекачивают пропиточный раствор 16а, а именно через отводное устройство 52 его забирают из объема 26а ванны и по трубопроводу 54 насосом 56 подают в микроволновое нагревательное устройство 32 и далее по подводящему трубопроводу 30 на вход 34 в первую часть 18 ванны. При этом работой насоса 56 и микроволнового нагревательного устройства 32 управляет предпочтительно блок 58 управления, в результате чего обеспечивается положение, при котором в первую часть 18 ванны постоянно поступает точное количество пропиточного раствора 16а, которое необходимо в зависимости от скорости производственного процесса, в частности, от скорости перемещения полотна 12 материала, и при котором пропиточный раствор 16а поступает в первую часть 18 ванны при требуемой температуре.
Кроме того, дозирующим устройством 60 обеспечивается поступление точного количества пропиточного раствора 16 по трубопроводу 62 и подводящему трубопроводу 64 в объем 26а ванны, которое убывает в пропиточном устройстве 10 в результате пропитки полотна 12 материала. Таким образом можно неизменно поддерживать на постоянном уровне степень заполнения частей 18, 20, 22 ванны пропиточным раствором 16а. Также и работа дозирующего устройства 60 управляется предпочтительно управляющим устройством 58.
Кроме того, на управляющее устройство 58 могут подаваться регистрирующие сигналы от большого количества датчиков S, например от датчика для регистрации скорости движения полотна 12 материала, датчика для регистрации температуры подаваемого в первую часть 18 ванны пропиточного раствора 16а, датчика для регистрации уровня пропиточного раствора 16а в частях 18, 20, 22 ванны и других подобных датчиков. Эти датчики и связывающие их с управляющим устройством 58 линии на фиг.1 не показаны по соображениям наглядности изображения.
Также необходимо добавить, что представленный на фиг.1 вариант выполнения может найти применение при дооборудовании существующих, известных из уровня техники пропиточных устройств. Наряду с наличием микроволнового нагревательного устройства 32 необходимо вставить в объем 26а ванны только вставной корпус 28, в котором выполнены обе первые части 18, 20 ванны, для того, чтобы можно было переоборудовать известное из уровня техники пропиточное устройство в пропиточное устройство согласно изобретению. Однако, в принципе, возможно также предусмотреть для этого специально выполненную пропиточную ванну.
Устройство (10) для пропитки полосового материала (12) термоотверждаемой смолой (16) содержит пропиточную ванну (26), в которой полосовой материал (12) приводится в контакт с пропиточной смолой (16), проложенный к пропиточной ванне (26) подводящий трубопровод (30), по которому пропиточная смола (16) поступает в пропиточную ванну (26), и нагревательное устройство (32) для нагрева пропиточной смолы (16). Подводящий трубопровод (30) снабжен нагревательным устройством (30), которым пропиточная смола (16) нагревается в подводящем трубопроводе (30). Техническим результатом изобретения является создание устройства для более эффективной пропитки полосового материала термоотверждаемой смолой. 11 з.п. ф-лы, 1 ил.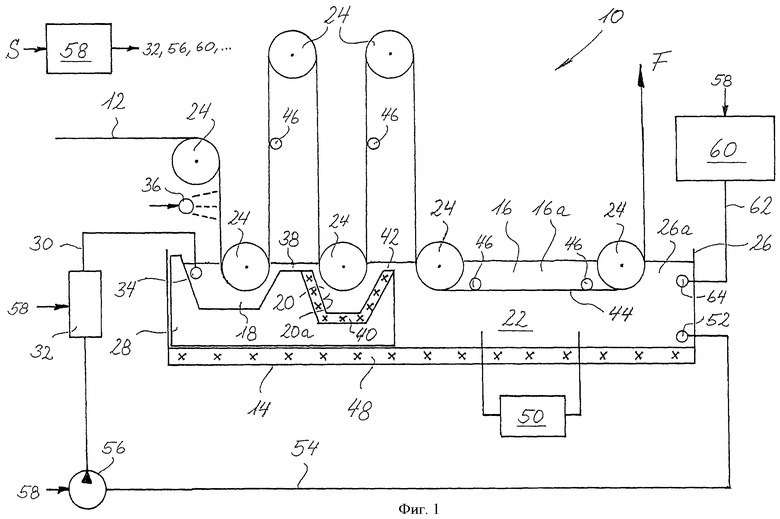
1. Устройство (10) для пропитки полосового материала (12) термоотверждаемой пропиточной смолой (16), содержащее:
пропиточную ванну (26), в которой полосовой материал (12) приводится в контакт с пропиточной смолой (16),
проложенный к пропиточной ванне (16) подводящий трубопровод (30), по которому пропиточная смола (16) поступает в пропиточную ванну (26),
нагревательное устройство (32) для нагрева пропиточной смолы (16),
отличающееся тем, что подводящий трубопровод (30) снабжен нагревательным устройством (32), нагревающим пропиточную смолу (16) в подводящем трубопроводе (30).
2. Устройство по п.1, отличающееся тем, что нагревательное устройство (32) представляет собой бесконтактное нагревательное устройство.
3. Устройство по п.1 или 2, отличающееся тем, что нагревательное устройство (32) нагревает пропиточную смолу (16) под действием микроволнового излучения.
4. Устройство по п.1, отличающееся тем, что предусмотрено управляющее устройство (58), обеспечивающее подачу требуемого количества пропиточной смолы (16) в нагревательное устройство (32).
5. Устройство по п.4, отличающееся тем, что пропиточная ванна (26) снабжена охлаждающим устройством (48, 50, 40).
6. Устройство по п.5, отличающееся тем, что охлаждающее устройство (48, 50, 40) содержит встроенный холодильный блок (48).
7. Устройство по п.5 или 6, отличающееся тем, что охлаждающее устройство (48, 50, 40) содержит наружный холодильный блок.
8. Устройство по п.1, отличающееся тем, что пропиточная ванна (26) разделена, по меньшей мере, на две части (18, 20, 22).
9. Устройство по п.8, отличающееся тем, что соединенная с подводящим трубопроводом (30) первая часть (18) ванны имеет меньший объем, чем расположенная ниже по потоку смолы другая часть (22) ванны.
10. Устройство по п.8 или 9, отличающееся тем, что между обеими частями (18, 22) ванны расположен холодильный блок (40).
11. Устройство по п.10, отличающееся тем, что, по меньшей мере, одна из частей (18, 20, 22) ванны выполнена в корпусе (28) ванны, который вставляется в больший корпус (26) ванны, остаточный объем (26а) которого образует, по меньшей мере, другую часть (22) ванны.
12. Устройство по любому из пп.1, 2, 4-6, 8, 9 и 11, отличающееся тем, что предусмотрено распылительное устройство (36), увлажняющее полосовой материал (12), например, водой, предпочтительно горячей водой или водяным паром.
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПРОПИТАННЫХ СМОЛОЙ ПОЛОТЕН МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2090367C1 |
| Способ заключительной отделки текстильного полотна | 1979 |
|
SU771220A1 |
| ЭЛЕКТРОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ | 2004 |
|
RU2291885C2 |
| Способ оцинкования распылением | 1931 |
|
SU28137A1 |
| Направляющий аппарат осевой турбомашины | 1978 |
|
SU726358A1 |
| WO 2005102736 A1, 03.11.2005 | |||
| СПОСОБ ПОЛУЧЕНИЯ АВТОМОБИЛЬНОГО БЕНЗИНА | 1984 |
|
SU1372925A1 |

